Изобретение относится к области электротехники и может быть использовано при сборке стыковых магнитопроводов трансформаторов.
Известны способы изготовления стыковых магнитопроводов (см., например, Электротехника, 1977, №10, стр.41-43), включающие установление на торцевые поверхности стержней верхнего ярма с предварительной вставкой при сборке между ярмом и торцевыми поверхностями магнитодиэлектрической прокладки, выполненной из материала с низким магнитным сопротивлением и дальнейшее скрепление всей конструкции стяжным устройством.
Основным недостатком данных способов является невозможность получения между ярмом и стержнем зазоров с малой дискретностью (размер шага зазора не может быть меньше толщины прокладки). Минимальная величина зазора соответственно ограничена толщиной устанавливаемой прокладки, которая, в свою очередь, составляет минимум 10-12 мкм (при этом толщина в различных местах прокладки может различаться на 10%).
Известен способ изготовления стыкового магнитопровода (см. патент РФ №2265907, МПК H01F27/24, H02K15/02, C23C18/02, опубликован 10.12.2005 г.), включающий нанесение на торцевые поверхности стержней с целью получения изоляционного покрытия специального состава, включающего один или несколько типов кремнийорганической смолы, силикатов щелочных металлов, коллоидного кремнезема, стеклообразной фритты с низкой температурой плавления и золя чистого кремнийорганического полимера. При этом данный состав наносится на вышеуказанные стержни путем погружения и/или распыления, и/или нанесения кистью с получением после высушивания и/или отверждения при нагревании средней толщины соединительной пленки в диапазоне от 0,5 до 20 мкм.
Использование данного способа позволяет получать между элементами магитопровода зазоры заданных средних размеров, однако величины зазоров на различных участках стыкуемых поверхностей могут существенно отличаться друг от друга, что не позволяет получать стабильные требуемые характеристики трансформатора. Кроме того, использование в качестве изолятора весьма специфического по составу материала делает данных способ нетехнологичным.
Известен способ изготовления стыкового магнитопровода (см. патент РФ №2016432, МПК H01F41/02, опубликован 15.07.1994), принятый в качестве ближайшего аналога, в котором верхнее ярмо устанавливают на нанесенный на торцевые поверхности стержней полимерный жидкий или пастообразный состав с низкой степенью адгезии, затем всю конструкцию скрепляют стяжным устройством и выдерживают в течение времени, необходимого для отверждения состава.
Применение самоотверждающегося изоляционного состава для соединения элементов стыкового магнитопровода позволяет получать заданные зазоры малой толщины (вплоть до 3-4 мкм), однако также, как и в других аналогах, равномерность величин зазора в различных местах соединения, получаемого известным способом, остается неудовлетворительной (при использовании избыточного количества клеевого состава высокой консистенции возможны перекосы и неполное выдавливание излишков из зазоров, а в противоположном случае - перекосы и некачественное соединение в местах отсутствия клеевого состава), что отрицательно влияет на стабильность характеристик трансформатора.
Задачей заявляемого технического решения является получение надежного соединения элементов стыкового магнитопровода с одновременным обеспечением равномерного по всей поверхности сопряжения изоляционного слоя малой толщины.
Техническим результатом, получаемым при использовании заявляемого технического решения, является высокотехнологичное соединение элементов магнитопровода с получением одинакового изоляционного зазора по всей поверхности соединения между ними с любой заданной величиной вплоть до 1,2 мкм, обеспечивающее стабильность технических параметров такого магнитопровода.
Технический результат достигается за счет того, что в способе соединения элементов магнитопровода трансформатора между собой, включающем нанесение на сопрягаемую поверхность одного из элементов изоляционного клеевого состава, соединение поверхностей элементов друг с другом, закрепление полученной конструкции при помощи стягивающегося устройства и выдерживание в таком состоянии в течение времени, необходимого для отверждения клеевого состава, в изоляционный клеевой состав предварительно добавляют диэлектрический порошок, размеры частиц которого равны заданной величине зазора между элементами магнитопровода, при соединении сопрягаемые поверхности элементов дополнительно притирают друг к другу через нанесенный на них клеевой состав, а при закреплении конструкции затяжку стягивающего устройства производят с учетом заданной величины зазора между элементами магнитопровода.
В заявляемом способе возможно нанесение клеевого состава на сопрягаемую поверхность каждого из элементов магнитопровода.
В заявляемом способе в качестве диэлектрического порошка может быть использован порошок корунда или кварца.
Сущность заявляемого технического решения поясняется чертежом, на котором схематически изображена конструкция элементов магнитопровода трансформатора во время отверждения клеевого состава.
Конструкция содержит соединяемые элементы 1 и 2 магнитопровода с нанесенным на их сопрягаемые поверхности 3 и 4 изоляционным клеевым составом 5, содержащим частицы 6 диэлектрического порошка. Конструкция скреплена при помощи стягивающего устройства 7.
Реализацию способа производят следующим образом.
В изоляционный клеевой состав 5 добавляют диэлектрический порошок с размером частиц 6, соответствующих заданной для данного трансформатора величине зазора между элементами 1 и 2 магнитопровода. Величина зазора напрямую связана с техническими характеристиками трансформатора, такими как ток холостого хода и резонансная частота, и определяется, исходя из требований к ним. С помощью современных способов размола и разделения по фракциям возможно получение порошков, частицы 6 которых имеют диаметры от 1,2 мкм. Полученную смесь клеевого состава 5 с частицами 6 диэлектрического порошка наносят на одну из поверхностей 3, 4 (возможно на обе), после чего соединяют их между собой. Соединив элементы 1 и 2 поверхностями 3 и 4, их несколько раз сдвигают друг относительно друга в сопрягаемой плоскости, притирая друг к другу. Это позволяет выдавить излишки расположенной между поверхностями 3 и 4 смеси и равномерно распределить находящиеся в ее составе частицы 6 диэлектрического порошка по всей плоскости сопряжения. Частицы 6, равномерно распределенные по всей плоскости сопряжения, выполняют роль «прокладок», фиксируя минимальную величину зазора между элементами 1 и 2 в точках своего расположения. При этом концентрацию частиц 6 в клеевом составе 5 подбирают таким образом, чтобы, с одной стороны, обеспечить устойчивое взаимное положение поверхностей 3 и 4 элементов 1 и 2 на одинаковом расстоянии друг от друга, и, с другой стороны - не допустить одновременного расположения нескольких частиц 6 между поверхностями 3 и 4 в какой-либо одной точке их сопряжения (выстраивание частиц 6 в два и более слоев). Наиболее оптимальным является соотношение объемных долей между клеевым составом 5 и частицами 6 диэлектрического порошка от 60:1 до 8:1 соответственно.
Далее, получившуюся конструкцию фиксируют при помощи стягивающего устройства 7 (например, тисков) на период времени, необходимый для отверждения клеевого состава 5. При этом стягивание производят до того момента, пока расстояние между прижимными поверхностями стягивающего устройства (например, внутренними поверхностями «губок» тисков) не станет равным сумме: (А1+А2+В), где А1 и А2 - величины высот соединяемых элементов 1 и 2 соответственно, а В - заданная величина зазора между ними. В этом случае часть частиц 6, имеющих отклонение от заданного диаметра в большую сторону, за счет усилия сжатия будет вмята в сопрягаемые поверхности 3 и 4 элементов 1 и 2 магнитопровода (поскольку они выполнены из более мягкого материала, чем материал частиц 6). Таким образом, величина зазора между элементами 1 и 2 будет дополнительно зафиксирована одинаковой по всей плоскости сопряжения. По истечении времени, необходимого для надежной фиксации взаимного положения элементов 1 и 2 магнитопровода на заданном расстоянии, стяжное устройство снимают. Магнитопровод собран.
Следует отметить, что установку первичных и вторичных обмоток на магнитопроводе производят до осуществления заявляемого способа соединения элементов магнитопровода между собой.
Предлагаемое техническое решение позволяет получать зазоры в стыковых магнитопроводах трансформаторов любой требуемой величины, одинаковые по всей площади сопряжения, что, в свою очередь, обеспечивает стабильность технических параметров трансформаторов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЫКОВОГО МАГНИТОПРОВОДА | 1990 |
|
RU2016432C1 |
| Способ изготовления кюветы для анализа жидких проб | 2017 |
|
RU2636513C1 |
| Стыкованный магнитопровод и способ сборки его | 1980 |
|
SU900322A1 |
| Способ изготовления статора электрической машины | 2023 |
|
RU2800000C1 |
| ВЫСОКОВОЛЬТНЫЙ ТРАНСФОРМАТОР НАПРЯЖЕНИЯ | 1992 |
|
RU2035776C1 |
| ВЫПЛАВЛЯЕМЫЙ МАГНИТНЫЙ МАТЕРИАЛ НА ОСНОВЕ МАГНИТОМЯГКОГО СПЛАВА И СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ НЕГО МОНОЛИТНЫХ МАГНИТОПРОВОДОВ ЭЛЕКТРИЧЕСКИХ МАШИН | 2008 |
|
RU2376669C2 |
| Шихтованный магнитопровод трансформатора | 1987 |
|
SU1511776A1 |
| Витой разъемный ленточный магнитопровод | 1988 |
|
SU1728892A1 |
| Способ склеивания полимерным порошком | 1976 |
|
SU675063A1 |
| ЭЛЕКТРОИЗОЛИРУЮЩЕЕ СТЫКОВОЕ СОЕДИНЕНИЕ РЕЛЬСОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2319802C1 |
Изобретение относится к электротехнике и может быть использовано при изготовлении стыковых магнитопроводов в трансформаторах. Технический результат состоит в обеспечении стабильности технических параметров трансформаторов за счет получения зазоров в стыковых магнитопроводах любой требуемой величины, одинаковых по всей площади сопряжения. Способ соединения элементов магнитопровода трансформатора между собой включает нанесение на сопрягаемую поверхность одного из элементов изоляционного клеевого состава, соединение поверхностей элементов друг с другом, закрепление полученной конструкции при помощи стягивающегося устройства и выдерживание в таком состоянии в течение времени, необходимого для отверждения клеевого состава. В изоляционный клеевой состав предварительно добавляют диэлектрический порошок, размеры частиц которого равны заданной величине зазора между элементами магнитопровода. При соединении сопрягаемые поверхности элементов дополнительно притирают друг к другу через нанесенный на них клеевой состав, а при закреплении конструкции затяжку стягивающего устройства производят с учетом заданной величины зазора между элементами магнитопровода. Возможно нанесение клеевого состава на сопрягаемую поверхность каждого из элементов магнитопровода. В качестве диэлектрического порошка может быть использован порошок корунда или кварца. 2 з.п. ф-лы, 1 ил. 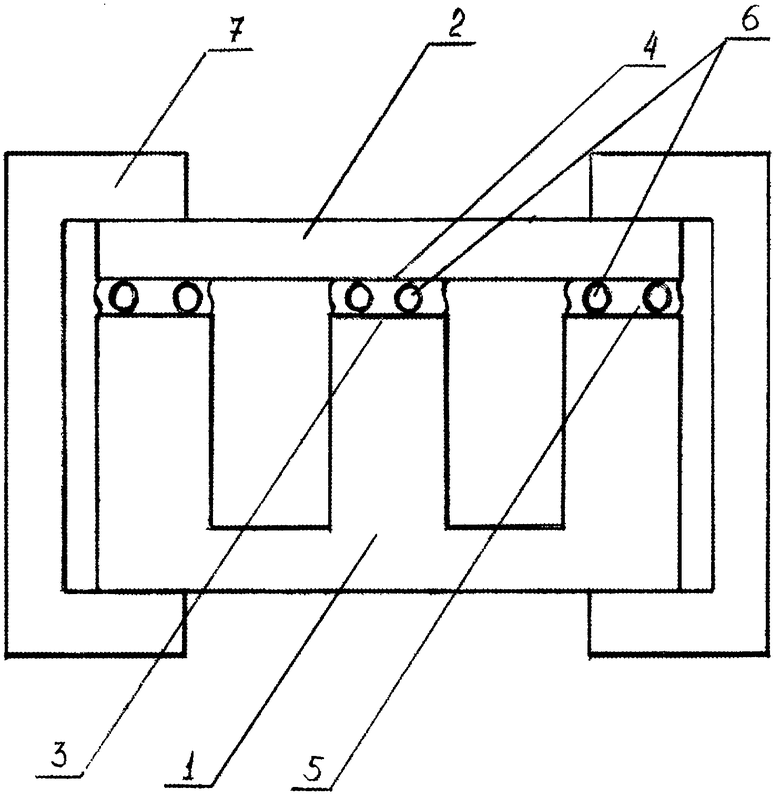
1. Способ соединения элементов магнитопровода трансформатора между собой, включающий нанесение на сопрягаемую поверхность одного из элементов изоляционного клеевого состава, соединение поверхностей элементов друг с другом, закрепление полученной конструкции при помощи стягивающегося устройства и выдерживание в таком состоянии в течение времени, необходимого для отверждения клеевого состава, отличающийся тем, что в изоляционный клеевой состав предварительно добавляют диэлектрический порошок, размеры частиц которого равны заданной величине зазора между элементами магнитопровода, при соединении сопрягаемые поверхности элементов дополнительно притирают друг к другу через нанесенный на них клеевой состав, а при закреплении конструкции затяжку стягивающего устройства производят с учетом заданной величины зазора между элементами магнитопровода.
2. Способ по п. 1, отличающийся тем, что нанесение клеевого состава производят на сопрягаемую поверхность каждого из элементов магнитопровода.
3. Способ по п. 1, отличающийся тем, что в качестве диэлектрического порошка используют порошок корунда или кварца.
| СЕРДЕЧНИК С ИЗОЛЯЦИЕЙ ТОРЦЕВЫХ ПОВЕРХНОСТЕЙ И СПОСОБ ОБРАБОТКИ ТОРЦЕВЫХ ПОВЕРХНОСТЕЙ СЕРДЕЧНИКА С ПОЛУЧЕНИЕМ ИЗОЛЯЦИОННОГО ПОКРЫТИЯ | 2002 |
|
RU2265907C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЫКОВОГО МАГНИТОПРОВОДА | 1990 |
|
RU2016432C1 |
| ТРЕХФАЗНЫЙ ТРАНСФОРМАТОР | 1999 |
|
RU2237306C2 |
| JP 2001143943 A, 25.05.2001 | |||
| JPS6163003 A, 01.04.1986 | |||

