Изобретение относится к области сельскохозяйственного машиностроения и может быть использовано при подготовке к работе лемехов плугов, лапок культиватора и других рабочих органов почвообрабатывающих машин.
Известен способ упрочнения лемехов плугов из среднеуглеродистых и высокоуглеродистых сталей сварочным армированием, при котором в качестве наплавляемого материала используют малоуглеродистый электродный материал, который наплавляют на рабочую поверхность в виде параллельных друг другу валиков, каждый последующий из которых наносят со скоростью, обеспечивающей образование закалочной структуры, после остывания предыдущего [1].
К недостаткам указанного способа относят сильное термическое влияние на металл, что приводит к большим деформациям деталей.
Известен способ упрочнения деталей из среднеуглеродистых и высокоуглеродистых сталей, включающий упрочнение путем кратковременного высокотемпературного воздействия тока силой 16 кА с нанесением на поверхность детали пятен контакта в шахматном порядке или по линиям армирования [2].
К недостаткам указанного способа можно отнести тот факт, что данный метод повышает износостойкость частично, так как упрочнению подвергаются лишь небольшие участки.
Известен способ обработки изделий, включающий воздействие магнитным полем, причем воздействие осуществляют во встречном одноименном поле [3], принятый нами за прототип. Данный способ упрочнения лезвий режущих инструментов машин, включающий намагничивание лезвия (SU 1731829 A1, C21D 1/04, 07.05.1992), не позволит осуществить намагничивание рабочих органов почвообрабатывающих машин, поскольку рабочий орган (лемех, лапка и т.п.) должен быть установлен на сердечник полюсов таким образом, чтобы силовые линии магнитного поля были направлены параллельно рабочей поверхности почвообрабатывающего органа в отличие от заявляемого способа. При использовании указанного способа не создается электромагнитная сила, направленная против сил деформации, частицы деформации при этом не пересекаются, а скользят по лезвию лемеха и лапки, что не обеспечивает требуемый технический результат.
Технический результат предлагаемого изобретения - повышение износостойкости лезвий рабочих органов почвообрабатывающих машин за счет уменьшения их износа в намагниченном состоянии.
Указанный технический результат достигается тем, что воздействие на лезвия из высокоуглеродистой стали магнитным полем осуществляют с помощью катушки постоянного тока намагничивающего аппарата при соотношении силы тока I и количества витков катушки W, равном I·W=1000 А - витков.
Лемеха плуга и лапки культиватора изнашиваются срезом пласта почвы. Происходит деформация сдвига и отрыв частиц металла с поверхности рабочих органов. Известно, что для металлов существует линейная зависимость между касательным напряжением τ и деформацией γ.

где G - модуль упругости деформации сдвига (среза), равный 8*104 МПа.
Для деформации сдвига согласно закону Гука, удельная потенциальная энергия равна  . Сила сдвига деформации Fдеф.=τ·δ·Δx,
. Сила сдвига деформации Fдеф.=τ·δ·Δx,
где τ - касательное напряжение, δ - толщина пластины среза, Δx - перемещение пластины среза. Так как τ и G величины постоянные, то уменьшить деформацию, а значит и износ, невозможно.
Осуществление заявленного способа поясняется следующим образом.
Для уменьшения деформации необходима дополнительная энергия, направленная противоположно энергии деформации. Такой энергией является энергия магнитного поля. Чтобы создать эту энергию, рабочие органы необходимо намагнитить. Лемеха и лапки изготавливаются из высокоуглеродистой стали, обладающей большой остаточной магнитной индукцией Bо и большой коэрцитивной силой. После намагничивания внешним магнитным полем лемех (лапка) остаются намагниченными с остаточной магнитной индукцией Bо и обладают энергией магнитного поля.
W=LJ2/2,
где L - индуктивность,
J - внутримолекулярный ток.
Сила магнитной энергии Fэм=BоJl,
где l - толщина рабочего органа. Эта сила направлена против силы деформации, ослабляя ее. В ненамагниченном лемехе сдерживающей деформацию силой является модуль деформации сдвига .
Отделенные деформацией частицы металла не имеют противодействующей силы. В намагниченном лемехе эти частицы деформации, приходя в движение, пересекают магнитное поле остаточной намагниченности. По закону электромагнитной индукции индуктируется ток, образуя свое магнитное поле. Сила взаимодействия частиц деформации металла с полем остаточной намагниченности лемеха направлена против силы деформации, ослабляя ее. Износ лемеха уменьшается.
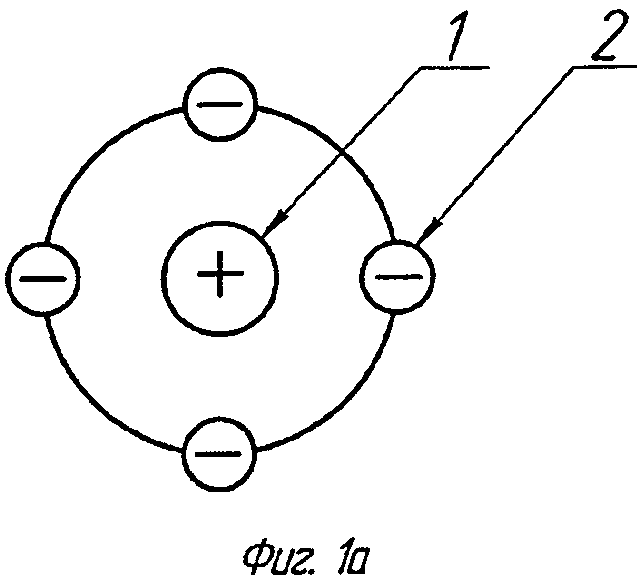
Рассмотрим три состояния лемеха. На фиг. 1а представлено состояние атомов детали в не намагниченном и ненагруженном состоянии. Атом находится в состоянии покоя (положительное ядро 1 и отрицательные электроны 2).
На фиг. 1б представлено состояние атомов детали в случае, когда рабочий орган нагружен, но не намагничен.
Fдеф.=Fвнеш.
Внешняя сила создает деформацию и износ.
На фиг. 2 представлено состояние атомов в нагруженном и намагниченном состоянии рабочих органов (показаны силовые линии магнитного поля лемеха Bо, магнитное поле тока (по правилу буравчика), внешняя сила ; электромагнитная сила Fэм=BJ1; Fвнутр=γSG - внутренняя сила, препятствующая деформации в ненамагниченном лемехе).
Под действием деформации электроны приходят в линейное перемещение, пересекая магнитное поле намагниченного рабочего органа (лемеха, лапки). Индуктируется ток, создавая свое магнитное поле. С внешней стороны магнитные поля одноименные, с внутренней - разноименные, следовательно, создается сила Fэм=BJL, препятствующая перемещению электронов. Деформация будет уменьшаться. Износ лемеха пропорционален деформации, следовательно, рабочие органы под действием магнитного поля будут изнашиваться медленнее.
Сила деформации намагниченного рабочего органа уменьшится на величину силы взаимодействия магнитных полей Fэм=BJL.
Fдеф=Fвнеш-Fвнутр - ненамагниченный лемех.
Fдеф (м)=Fвнеш-(Fвнутр+Fэм) - намагниченный лемех.
Fдеф (м)<Fдеф
Согласно Закону Ленца изменение тока в электропроводной среде препятствует причине, вызвавшей эти изменения. В данном случае причиной изменения тока в частицах деформации (0…Iд) является деформация, следовательно, Iд препятствует деформации и износу рабочего органа.
Магнитное поле не упрочняет намагниченный металл. Доказательством тому являются магнитные полюса электрических машин. Они изготавливаются из листовой стали ЭЧ, работают в постоянном намагничивании, но их твердость не увеличивается. Уменьшение деформации и, следовательно, износа рабочих органов осуществляется не увеличением прочности, а ослаблением потенциальной энергии деформации силой взаимодействия электрического тока в движущихся частицах деформации с магнитным полем намагниченного органа, т.е. преобразованием потенциальной энергии деформации в энергию электрическую. Сила электрической энергии F=B·I·l направлена противоположно силе деформации, но совпадает (суммируется) с модулем упругости и сдвига, тормозящим деформацию. Лезвия рабочих органов сельскохозяйственных машин (лемех лапка) имеют плоскую поверхность. При намагничивании они устанавливаются на полюса сердечника, образуя замкнутую магнитную цепь, не имея воздушного зазора. Этим исключается магнитное рассеивание, магнитное сопротивление воздушного зазора равно

где J - ток намагничивающей катушки;
w - число витков катушки;
Ф - магнитный поток катушки.
Увеличивается намагничивающая сила на намагничиваемом органе магнитной цепи на величину Iw=0,8Bδ,
где: B - магнитная индукция сердечника;
δ - воздушный зазор, которым из-за малой величины пренебрегаем.
Намагничивающий аппарат имеет одну катушку, расположенную на ярма сердечника. Сердечник U-образной формы на вертикальные стержни -полюса устанавливаются лемех, лапка. Такой аппарат прост по конструкции и удобен в работе.
Режим напряжения и тока катушки намагничивания выбирается следующим образом:
1. Намагничивание должно производиться от осветительной сети переменного тока с напряжением U=220 В (фаза - ноль).
2. Минимальная потребляемая мощность.
3. Минимальный размер катушки и числа витков.
Если катушку изготовить на напряжение 220 В постоянного тока, она получится очень большого габарита с большим количеством витков. Исходя из этого напряжение катушки принято U=110 В постоянного тока. Намагничивающая сила катушки F=1000 А - витков (Таблица). Периметр каркаса катушки равен l=1 м, что соответствует длине провода одного витка. Принимая для изготовления катушки провод сечением S=0,2 мм, определим сопротивление. Для катушки намагничивания, работающей в повторно-кратковременном режиме, принимаем плотность тока  . Ток катушки равен Jк=Δ S=0,2·5=1 А. Число витков
. Ток катушки равен Jк=Δ S=0,2·5=1 А. Число витков  . Длина провода L=l·w=1·1000=1000 м; активное сопротивление катушки
. Длина провода L=l·w=1·1000=1000 м; активное сопротивление катушки  .
.  . Принимаем ток J=1 А; мощность, потребляемая катушкой P=U J=110·1=110 Вт.
. Принимаем ток J=1 А; мощность, потребляемая катушкой P=U J=110·1=110 Вт.
Катушка: U=110 В; J=1 А; P=110 Вт; F=1000 А витков; W=1000 вит.; S=0,2 мм2; провод ПЭТВ-2 диаметром 0,5 мм.
Так как намагничивание предполагается от сети переменного тока, необходим преобразователь переменного тока напряжения U=220 В в постоянный ток напряжением НОВ. Покажем упрощенный расчет преобразователя напряжения.
Расчет преобразователя напряжения
Мощность вторичной обмотки P2=I2·U2=1·110=110 Вт. Принимаем P2=120 Вт. Принимая η=80%, мощность первичной обмотки P1=P2/0,8=120/0,8=150 Вт. Тогда, площадь сердечника: S=√P1=√150=12,5 см2. Число витков на один вольт напряжения: W1=50/S=50/12,5=4.
Число витков первичной обмотки: W1=U1W1=220·4=880 витков.
Вторичная обмотка 1/2 W2=U1W1=110·4=440 витков.
W2=2U2W1=2·440=880 витков.
Прибавляем 10% витков на потерю напряжения, на сопротивление обмотки. Принимаем число витков одной части вторичной обмотки 1/2 W2=500 витков; W2=1000 витков.
Ток первичной обмотки I1=P1/U1=150/220=0,7 А.
Диаметр провода d=0,8√I=0,8·0,84=0,7 мм
Сечение провода q=08d2=0,8·0,49=0,4 мм2.
Вторичная обмотка выполняется проводом такого же сечения. Намагничивающий ток равен одному амперу.
Расчет катушки намагничивающего аппарата Лемеха плугов и лапы культиваторов изготавливаются из углеродистой стали Ст20, остаточная магнитная индукция для этой стали В=11000 Гс.
Сердечник намагничивающего аппарата изготавливается из листовой стали Э4, его намагничиваем до В=12000 Гс.
Расчет намагничивающей силы намагничивающего аппарата
Расчетная таблица

Принимаем намагничивающую силу катушки LH=I·W=1000 А - витков. Катушка работает от преобразователя переменного тока U=220 вольт в постоянный ток U=110 В. Намагничивающий ток катушки I=1 А. Число витков W=I·W/I=1000/1=1000.
Таким образом, осуществление способа изготовления лезвий рабочих органов почвообрабатывающих машин происходит за счет воздействия на лезвия магнитным полем с помощью катушки постоянного тока намагничивающего аппарата при соотношении силы тока I и количества витков катушки W, равном I W=1000 А - витков.
Источники информации
1. Патент RU 2274526 С2, МПК B23K 9/04, B23P 6/00.
2. Патент RU 2270259 С2, МПК C21D 1/09, B23K 9/04.
3. SU 1731829 A1, C21D 1/04, 07.05.1922.
| название | год | авторы | номер документа |
|---|---|---|---|
| Электромагнитный фильтр-осадитель | 1988 |
|
SU1572679A1 |
| Способ упрочнения лезвий рабочих органов | 2019 |
|
RU2718521C1 |
| Способ упрочнения режущей части рабочих органов | 2019 |
|
RU2717443C1 |
| Способ электроконтактного термоупрочнения режущей части рабочих органов | 2019 |
|
RU2718522C1 |
| Способ термоупрочнения режущей части рабочих органов | 2019 |
|
RU2722958C1 |
| Способ восстановления долот чизельных плугов | 2021 |
|
RU2763817C1 |
| Способ упрочнения режущей части рабочих органов | 2019 |
|
RU2733879C1 |
| Устройство для неразрушающего контроля сжимающих механических напряжений в низкоуглеродистых сталях | 2017 |
|
RU2658595C1 |
| Способ восстановления изношенных лезвий рабочих органов почвообрабатывающих машин | 2021 |
|
RU2763866C1 |
| Способ восстановления изношенных рабочих органов почвообрабатывающих машин | 2021 |
|
RU2762070C1 |


Изобретение относится к области сельскохозяйственного машиностроения и может быть использовано при подготовке к работе лемехов плугов, лапок культиватора и других рабочих органов почвообрабатывающих машин. Для повышения износостойкости рабочих органов почвообрабатывающих машин лезвия рабочих органов намагничивают катушкой постоянного тока намагничивающего аппарата при соотношении силы тока и количества витков таким образом, что произведение I·W=1000 A-витков. 3 ил.
Способ изготовления лезвий рабочих органов почвообрабатывающих машин, включающий воздействие на лезвия из высокоуглеродистой стали магнитным полем, отличающийся тем, что воздействие на лезвия магнитным полем осуществляют с помощью катушки постоянного тока намагничивающего аппарата при соотношении силы тока I и количества витков катушки W, равном I·W=1000 А - витков.
| Способ обработки изделий | 1989 |
|
SU1731829A1 |
| СПОСОБ УПРОЧНЕНИЯ ЛЕМЕХОВ ПЛУГОВ | 2011 |
|
RU2460810C1 |
| Способ упрочнения ферромагнитныхМАТЕРиАлОВ | 1979 |
|
SU798193A1 |
| СПОСОБ ТЕРМОМАГНИТНОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ЛЕГИРОВАННОЙ ШТАМПОВОЙ СТАЛИ | 2008 |
|
RU2383630C1 |
| SU 1790614 A3, 23.01.1993 | |||

