А

| название | год | авторы | номер документа |
|---|---|---|---|
| РЕДУКТОРНАЯ МАГНИТОЭЛЕКТРИЧЕСКАЯ МАШИНА С ПОЛЮСНЫМ ЗУБЧАТЫМ ИНДУКТОРОМ | 2011 |
|
RU2478250C1 |
| НАМАГНИЧИВАЮЩЕЕ УСТРОЙСТВО В МАШИНЕ ДЛЯ ОБРАБОТКИ ПОЛОТНА ДЛЯ НАМАГНИЧИВАНИЯ НАМАГНИЧИВАЕМОЙ ОБЛАСТИ ПОЛОТНА УПАКОВОЧНОГО МАТЕРИАЛА,УПАКОВОЧНЫЙ МАТЕРИАЛ | 2015 |
|
RU2685027C2 |
| ЯВНОПОЛЮСНЫЙ КОЛЛЕКТОРНЫЙ ЭЛЕКТРИЧЕСКИЙ ДВИГАТЕЛЬ | 2010 |
|
RU2414796C1 |
| БЕСКОНТАКТНАЯ РЕДУКТОРНАЯ МАГНИТОЭЛЕКТРИЧЕСКАЯ МАШИНА С ПОЛЮСНЫМ ЗУБЧАТЫМ ИНДУКТОРОМ | 2009 |
|
RU2392723C1 |
| Электромагнитно-акустический преобразователь для ультразвукового контроля | 2016 |
|
RU2649636C1 |
| СПОСОБ БЕСКОНТАКТНОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2661312C1 |
| БЕСКОНТАКТНАЯ РЕДУКТОРНАЯ МАГНИТОЭЛЕКТРИЧЕСКАЯ МАШИНА С МНОГОПАКЕТНЫМ ИНДУКТОРОМ | 2009 |
|
RU2382475C1 |
| ЭЛЕКТРИЧЕСКАЯ ДИСКОВАЯ МАШИНА | 2003 |
|
RU2256997C1 |
| Ротор электрической машины с постоянными магнитами | 2024 |
|
RU2837666C1 |
| КОНСТРУКЦИЯ ЭЛЕКТРИЧЕСКОГО ДВИГАТЕЛЯ | 2016 |
|
RU2727701C2 |
Изобретение может быть использовано в металлообрабатывающей промышленности для повышения стойкости рабочих элементов инструмента сложной формы. Электрическая энергия преобразуется в электромагнитную при помощи двух катушек 1 и 2. которые располагают так, что рабочие элементы 3 инструмента сложной формы находятся между их торцами. Катушки подключают к электрической цепи встречно. Образовавшееся радиальное магнитное поле воздействует на инструмент в течение 2 с. 2 ил.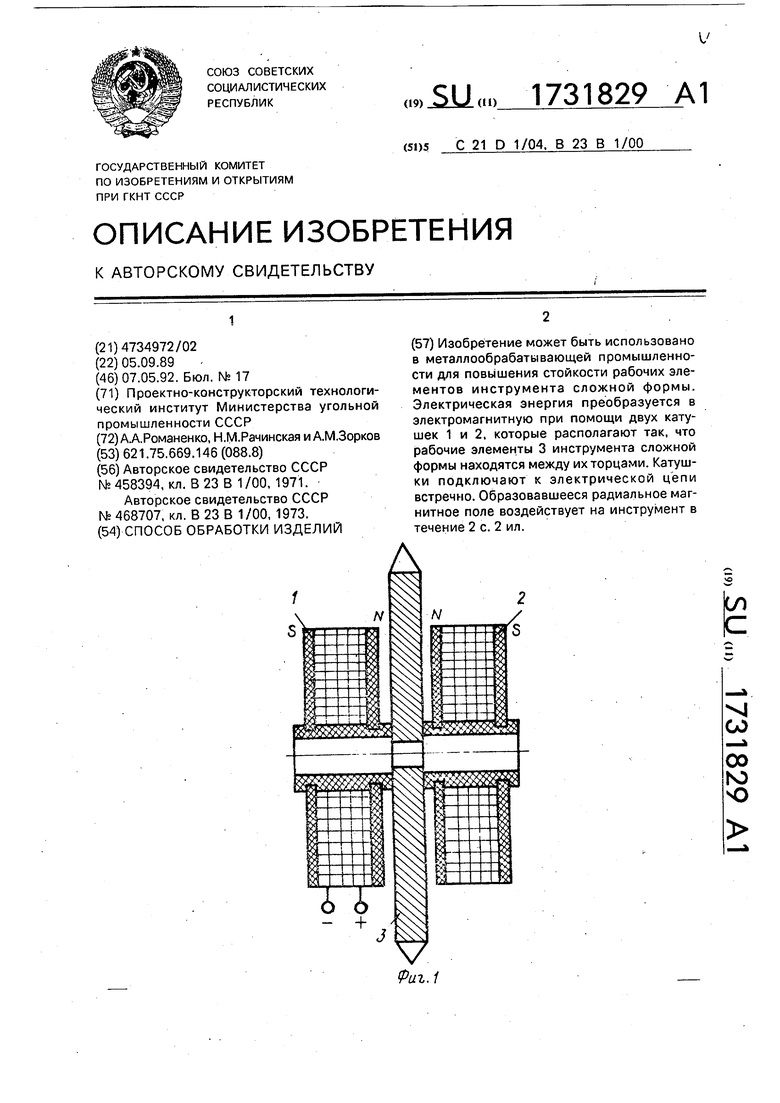
N
2
4
(Л
С
XI
со
00
ю ю
Изобретение относится к способу обработки различных изделий для повышения стойкости при изготовлении либо реставрации и может быть использовано в металлообрабатывающей промышлен- ности, например рабочих элементов инструмента сложной формы.
Известен способ обработки изделий, согласно которому концевой металлорежущий инструмент выдерживают в течение 0,1-1 мин в постоянном магнитном поле напряженностью 6000-10000 Э так, что рабочую часть инструмента соприкасают с южным, а опорную - с северным полюсами магнита.
Недостатком этого способа является то, что имеется С-образная система магнито- провода, которая исключает возможность обработки режущих элементов инструмента сложной формы.
Наиболее близким по технической сущ-1 ности к предлагаемому способу является способ электромагнитной обработки, при котором осуществляют локальное намагйи- чивание рабочих элементов инструмента сложной формы с помощью магнитного индуктора в импульсном магнитном поле с импульсом длительностью 0,001-0,01 с.
Недостатком известного способа является то, что при локальном намагничивании режущих элементов инструмента происходит одновременное за счет тех же магнитных силовых линий перемагничивание ранее намагниченных элементов, расположенных вне магнитного индуктора. Это объ- ясняется тем, что сам инструмент является проводником продольных магнитных силовых линий, создающихся с помощью этого же магнитного индуктора, распространяющихся от торца индуктора с северной поляр- ностью к торцу с южной полярностью по нарастающему диаметру вдоль самого индуктора и сходящихся внутри последнего.
Поэтому все режущие элементы одного и того же инструмента после локального намагничивания не имеют одноименных полюсов намагниченности, что вызывает.неравномерный и интенсивный износ рабочих элементов инструмента, их выкрашивание в процессе эксплуатации и, соответственно, значительно снижается качество обработки и срок службы самого инструмента.
На практике при локальном намагничивании магнитный индуктор накладывают поочередно на каждый из режущих элемен- тов инструмента, ввиду чего общее время на обработку увеличивается и зависит от числа режущих элементов, что значительно влияет на производительность всего процесса обработки.
Цель изобретения - повышение стойкости изделий и производительности обработки за счет одновременного намагничивания рабочих элементов.
Поставленная цель достигается тем, что в способе обработки изделий, включающем воздействие магнитным полем, воздействие осуществля ют во встречном одноименном магнитном поле.
При этом упрочнению подвергают одновременно все режущие элементы инструмента сложной формы, независимо от конструктивных особенностей последнего.
Применение встречного однополярного магнитного поля обеспечивает одновременное намагничивание всех режущих элементов инструмента сложной формы северной полярностью, что повышает стойкость инструмента в 2-3 раза, значительно снижает трудоемкость магнитной обработки и увеличивает производительность мехобработки.
Кроме того, свободное размещение катушек по обе стороны инструмента обеспечивает возможность получения северной полярности на режущих элементах независимо от их конструктивного расположения на самом инструменте и существенно влияет на увеличение срока службы инструмента и качество обработки.
На фиг. 1 приведено устройство для осуществления предлагаемого способа; на фиг. 2 - схема расположения магнитных силовых линий при работе устройства.
Электрическая энергия преобразуется в электромагнитную с помощью двух катушек 1 и 2, которые располагают таким образом, что рабочие элементы 3 инструмента сложной формы находятся между их торцами, катушки в свою очередь подключают к электрической цепи встречно. Образовавшееся радиальное магнитное поле с напряженностью, выбираемой из условия полного магнитного насыщения материала инструмента, порядка 3000-3500 Э воздействует на последний в течение 2-5 с, причем сам инструмент по габаритным размерам может превосходить размер катушек,
Каждая в отдельности катушка 1 и 2 представляет собой электромагнит с замкнутыми силовыми линиями, выходящими с северного полюса в южный.
Таким образом, для получения северной полярности на рабочих элементах, расположенных по краям инструмента, катушки накладывают северными полярностями встречно на инструмент, flj. i этом в центре, т.е. в неактивной зоне инструмента, образуется юг. И наоборот, при расположении рабочих элементов в центре инструмента катушки накладывают на последний
встречно южными полярностями. При этом центральная часть инструмента намагничивается севером.
Способ осуществляют следующим образом.
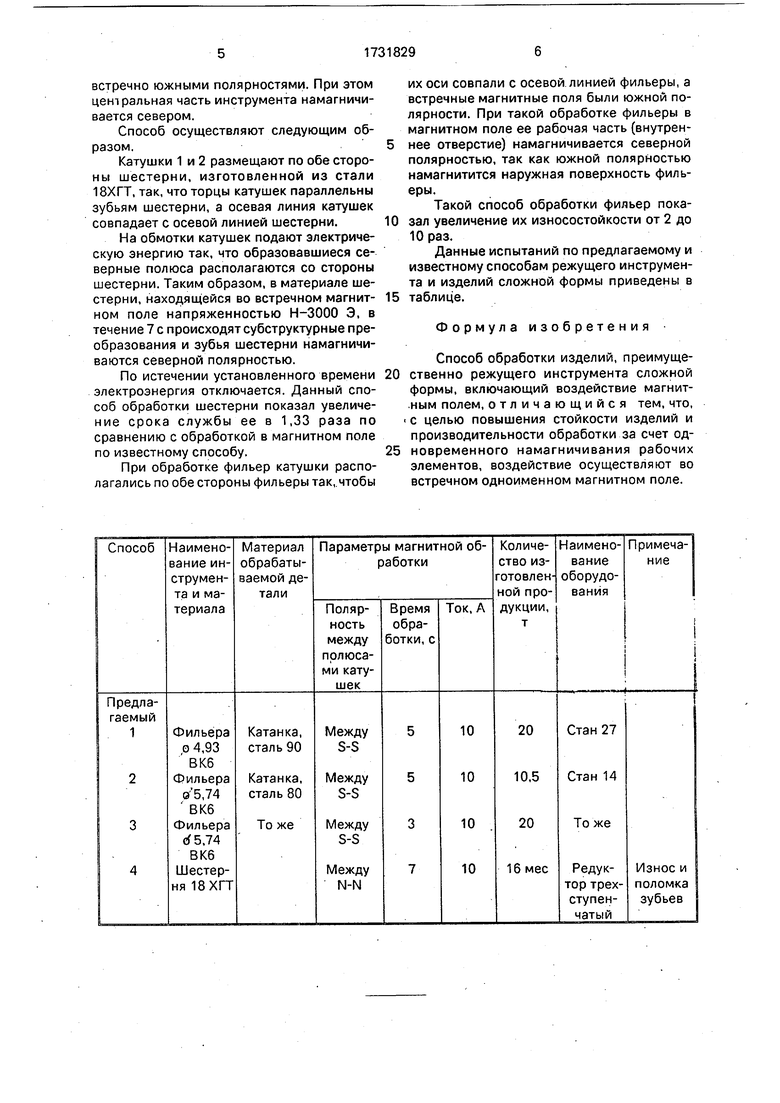
Катушки 1 и 2 размещают по обе стороны шестерни, изготовленной из стали 18ХГТ, так, что торцы катушек параллельны зубьям шестерни, а осевая линия катушек совпадает с осевой линией шестерни.
На обмотки катушек подают электрическую энергию так, что образовавшиеся северные полюса располагаются со стороны шестерни. Таким образом, в материале шестерни, находящейся во встречном магнитном поле напряженностью Н-3000 Э, в течение 7 с происходят субструктурные преобразования и зубья шестерни намагничиваются северной полярностью.
По истечении установленного времени электроэнергия отключается. Данный способ обработки шестерни показал увеличение срока службы ее в 1,33 раза по сравнению с обработкой в магнитном поле по известному способу.
При обработке фильер катушки располагались по обе стороны фильеры так, чтобы
их оси совпали с осевой линией фильеры, а встречные магнитные поля были южной полярности. При такой обработке фильеры в магнитном поле ее рабочая часть (внутреннее отверстие) намагничивается северной полярностью, так как южной полярностью намагнитится наружная поверхность фильеры.
Такой способ обработки фильер показал увеличение их износостойкости от 2 до 10 раз.
Данные испытаний по предлагаемому и известному способам режущего инструмента и изделий сложной формы приведены в
таблице.
Формула изобретения
Способ обработки изделий, преимуще- ственно режущего инструмента сложной формы, включающий воздействие магнитным полем, отличающийся тем, что, с целью повышения стойкости изделий и производительности обработки за счет од- новременного намагничивания рабочих элементов, воздействие осуществляют во встречном одноименном магнитном поле.
Л/
Продолжение таблицы
И/
Риг, 2
| Способ обработки изделий | 1971 |
|
SU458394A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ обработки изделий | 1973 |
|
SU468707A2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
