Изобретение относится к металлургии, в частности к термической обработке сталей и сплавов, и может быть использовано в машиностроении для повышения надежности штампов из сложнолегированных сталей при термической обработке в присутствии внешнего магнитного поля.
Получение высокопрочных, устойчивых к эксплуатационным воздействиям изделий из штамповых сталей является важнейшей задачей металловедения. Эта работа ведется по следующим направлениям: получение новых материалов и совершенствование традиционных методов их изготовления, улучшения их механических свойств. Перспективными и эффективными методами следует считать комплексное воздействие на структуру и механические свойства стали применение магнитной обработки совместно с термообработкой без изменения состава используемых сложнолегированных материалов.
Известен способ магнитной обработки деталей цилиндрических металлических изделий (а.с. SU. 1544815 A1, С21D 1/04, опубл. 23.02.90), включающий обработку переменным магнитным полем, вращающимся вокруг деталей из легированной стали, нагреванием с последующим охлаждением на воздухе.
Однако вращающееся магнитное поле воздействует только на поверхностный слой деталей, поэтому необходимый результат при использовании этого способа обработки не будет достигнут, т.к. кроме снятия внутренних напряженностей в протяженных металлических изделиях цилиндрической формы других воздействий на материал не отмечается.
Известен способ обработки инструмента из быстрорежущих и штамповых сталей (патент RU. 2009210 С1, С21D 1/04, опубл. 15.03.94), включающий магнитную обработку готовых изделий из инструментальных сталей импульсным магнитным полем. К недостаткам этого способа относится то, что ресурс инструмента, прошедшего эту обработку, будет со временем уменьшаться, т.к. полученный эффект по уменьшению комплекса механических свойств не влияет на его структурные изменения, а лишь снижает микронапряжение стали.
Наиболее близким к предлагаемому способу по существенным признакам является способ термомагнитной обработки изделий из инструментальной быстрорежущей стали, включающий термическую обработку, нагрев до 540-580°С, выдержку и охлаждение в постоянном магнитном поле, после термической обработки на поверхность изделия наносят алмазоподобное покрытие, в качестве магнитного поля используют продольное магнитное поле напряженностью не менее 70 кА/м, а время выдержки при нагреве выбирают в зависимости от габаритных параметров изделия в пределах 0,25-1,25 ч. Термическая обработка включает закалку от 1210 до 1290°С с выдержкой 2-3 мин и охлаждением в масле, двухкратный или трехкратный отпуск при 540-580°С с выдержкой 1 ч и охлаждение на воздухе. (RU. 2273670, С21D 1/04, 10.04.06.)
К недостаткам вышеописанного способа относится то, что он не дает зависимости улучшения микроструктуры изделий из легированных штамповых сталей от текстуры и ориентации в магнитном поле.
Кроме того, при использовании известного способа не достигается получение требуемых механических свойств штамповых сталей, работающих в сложных и жестких условиях нагрузок.
Задачей изобретения является улучшение эксплуатационных свойств различного штампового инструмента, изготовляемого из сложнолегированных сталей, которое заключается в повышении их ударной вязкости и твердости по всему сечению изделий, уменьшении балла карбидной неоднородности, что приводит к увеличению ударной вязкости и твердости.
Достигается это тем, что в способе термомагнитной обработки изделий из легированной штамповой стали, включающем термическую обработку и магнитную обработку в постоянном магнитном поле, магнитную обработку изделий проводят перед термической обработкой при температуре 20°С с напряженностью не менее 16,9×105 А/м с количеством циклов не менее трех и с выдержкой в каждом цикле 2 мин. Изделия ориентируют поперек или вдоль магнитного поля.
Ориентированная направленность магнитного поля обеспечивает увеличение роста доменной структуры, размеры которой определяются наличием и распределением в образце неоднородностей: неметаллических включений, размеров зерен, скоплений дислокаций и т.д.
Рост доменов увеличивается при возрастании времени намагничивания. Этот рост начинается у доменов, векторные намагниченности которых наиболее близки к направлению внешнего поля.
Образцы изделий, прошедших предлагаемый способ термомагнитной обработки, приобретают стабильность физико-механических свойств за счет повышения сопротивления материалов хрупкому, усталостному и динамическому разрушениям, обеспечивающих им длительную устойчивость к эксплуатационным воздействиям даже в сложных и жестких условиях нагрузки. Предлагаемый способ существенно снижает необходимость использования большого количества готовых изделий, увеличению ресурса их эксплуатации в 2-3 раза.
Сопоставительный анализ с прототипом показывает, что заявляемый способ отличается тем, что изделия до термообработки подвергают намагничиванию в магнитных полях, силовые линии которых направлены вдоль или поперек прокатки образцов. Количество циклов и времени магнитной обработки выбирают в зависимости от марки стали в пределах до 3 циклов с выдержкой по 2 минуты.
Проверка соответствия заявленного изобретения требованию изобретательского уровня показала, что изобретение не следует для специалиста явным образом из известного уровня техники, т.к. из последнего не выявлено влияния предписываемых изобретением преобразований, характеризуемых отличительными от прототипа существенными признаками на достижение технического результата.
Эффект от предлагаемой термомагнитной обработки является необратимым и лежит в основе изменения структуры металла изделия по всему сечению.
Пример осуществления способа
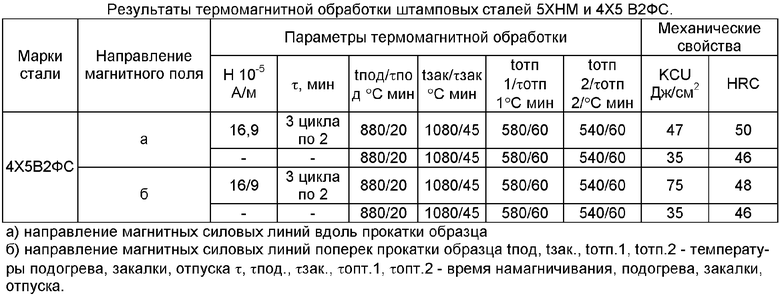
Предлагаемый способ термической обработки опробован на образцах из штамповой легированной стали 4Х5В2ФС размером 30×30×70 мм, вырезанных из калиброванного прутка. Химический состав стали соответствует ГОСТ 5950-73 термической обработке штампов для горячей штамповки. Ударную вязкость определяли по ГОСТ 9454-78. Намагничивание образцов осуществляли, используя лабораторный электромагнит СП58Б.
Образцы из штамповой стали, взятые в отожженном состоянии, первоначально подвергают магнитной обработке при температуре 20°С вдоль или поперек направления прокатки в магнитном поле напряженностью не менее 16,9×105 А/м, а время намагничивания зависит от марки стали и выбирается не менее трех циклов с выдержкой по 2 минуты. После чего образцы стали проходят термообработку, закалку при температуре 1080°С, с подогревом 880°С, охлаждение в масло, промывку и двукратный отпуск при температурах 580°С и 540°С с временем выдержки по 1 часу.
Термическая обработка проводилась одновременно образцов, прошедших магнитную обработку, и образцов, ее не проходивших. Результаты изменения твердости и ударной вязкости от режимов термомагнитной обработки сталей в зависимости от ориентации образцов в магнитном поле представлены в таблице.
Проведенные испытания образцов стали, имеющих направление деформации в направлении прокатки, показали, что максимальный эффект от предложенного способа обработки наблюдается, когда ориентация их в магнитном поле происходит в поперечном направлении текстуры (волокон).
При устранении намагничивающего поля не происходит возврата в исходное положение.
В результате реализации предлагаемого способа термомагнитной обработки полученная мелкодисперсная структура с более низким уровнем напряженности имеет высокую ударную вязкость и увеличивающуюся твердость, что обеспечивает высокое качество получаемых изделий и повышение их эксплуатационной стойкости в 2-3 раза.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМОМАГНИТНОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ИНСТРУМЕНТАЛЬНОЙ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 2008 |
|
RU2377317C1 |
| Способ термомагнитной обработки изделий из стали | 2023 |
|
RU2817275C1 |
| Способ термомагнитной обработки цилиндрических изделий из аустенитных и мартенситных сталей | 2023 |
|
RU2821129C1 |
| СПОСОБ ТЕРМОМАГНИТНОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ИНСТРУМЕНТАЛЬНОЙ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 2004 |
|
RU2273670C1 |
| Способ термической обработки инструментальной марки 4Х5МФ1С | 2024 |
|
RU2837081C1 |
| Способ термической обработки штамповой стали | 1979 |
|
SU870454A1 |
| СПОСОБ КИНЕТИЧЕСКОГО НИЗКОТЕМПЕРАТУРНОГО ОТПУСКА | 2006 |
|
RU2304624C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ И ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНЫХ ИЗДЕЛИЙ В ВАКУУМЕ | 2006 |
|
RU2324001C1 |
| Способ обработки инструментальныхСТАлЕй | 1979 |
|
SU821512A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2014 |
|
RU2569260C2 |
Изобретение относится к металлургии, в частности к термической обработке сталей и сплавов, и может быть использовано в машиностроении для повышения надежности штампов из сложнолегированных сталей при термической обработке в присутствии внешнего магнитного поля. Для повышения эксплуатационных характеристик изделий изделие из легированной штамповой стали подвергают магнитной обработке в постоянном магнитном поле с напряженностью не менее 16,9×105 А/м при температуре 20°С с количеством циклов не менее трех и с выдержкой в каждом цикле 2 мин, а затем термической обработке, при этом изделия ориентируют поперек или вдоль магнитного поля. 1 з.п. ф-лы, 1 табл.
1. Способ термомагнитной обработки изделий из легированной штамповой стали, включающий термическую обработку и магнитную обработку в постоянном магнитном поле, отличающийся тем, что магнитную обработку изделий проводят перед термической обработкой при температуре 20°С с напряженностью не менее 16,9·105 А/м с количеством циклов не менее трех и с выдержкой в каждом цикле 2 мин.
2. Способ по п.1, отличающийся тем, что изделия ориентируют поперек или вдоль магнитного поля.
| СПОСОБ ТЕРМОМАГНИТНОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ИНСТРУМЕНТАЛЬНОЙ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 2004 |
|
RU2273670C1 |
| Способ термической обработки быстрорежущих сталей | 1976 |
|
SU643541A1 |
| СПОСОБ ПОВЫШЕНИЯ ИЗНОСОСТОЙКОСТИ МЕТАЛЛОРЕЖУЩЕГО ИНСТРУМЕНТА ИЗ ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ ПУТЕМ МАГНИТНО-ИМПУЛЬСНОЙ ОБРАБОТКИ С ПРЕДВАРИТЕЛЬНЫМ НАГРЕВОМ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2244023C2 |
| RU 2007105490 A, 20.08.2008 | |||
| Способ обработки ферромагнитных изделий | 1989 |
|
SU1723151A1 |

