Область техники, к которой относится изобретение
Изобретение относится к теплозащитному элементу остекления с признаками ограничительной части пункта 1 формулы изобретения и к способу его изготовления. Приведено также описание применений теплозащитного элемента остекления.
Уровень техники
Широко известно изготовление стекла с вакуумной изоляцией, содержащего две стеклянные пластины, которые включают разряженное промежуточное пространство и соединены друг с другом через заданные распорки и окружное приспособление для герметизации по краям. Распорки распределены между стеклянными пластинами по их поверхности, например, с равномерным точечным растром с расстоянием друг от друга от 20 до примерно 50 мм или больше. Создание вакуума в промежуточном пространстве можно осуществлять с помощью установленного в одной из стеклянных пластин и/или на краевом уплотнении приспособления для создания разряжения и/или в вакуумной камере. Например, в WO 87/03327 А1 приведено описание элемента остекления с системой стеклянных пластин, в которой приспособление для уплотнения края содержит профилированную раму, которая вакуумплотно закреплена на внутренних сторонах наружных стеклянных пластин системы стеклянных пластин.
Вакуум выполняет задачу предотвращения потери тепла за счет конвекции и теплопроводности газа между стеклянными пластинами. Он является решающей величиной для достижения с помощью стекла с вакуумной изоляцией высоких значений теплоизоляции. Поэтому к количеству вакуума (достигаемому давлению), его сохранению и улучшению (герметичности и геттерированию), а также к способу выполнения приспособления для создания разряжения и приспособления краевого уплотнения предъявляются высокие требования. Краевое уплотнение имеет особое значение, поскольку с его помощью обеспечивается не только герметичность, но должны также по меньшей мере частично восприниматься, соответственно компенсироваться, возникающие при использовании конструктивного элемента механические и термомеханические нагрузки, а также вынужденные деформации, например вследствие термических расширений, без утраты функций. В обычной технологии такие действующие во всех пространственных направлениях коробления до настоящего времени не учитывались или учитывались не в достаточной мере.
Нагрузки возникают, в частности, за счет комбинации наружного давления воздуха и различного теплового расширения отдельных стеклянных пластин относительно друг друга. Последнее обусловлено тем, что отдельные стеклянные пластины в зависимости от цели их применения имеют различную температуру. В остеклении, например, задняя внутренняя стеклянная пластина обычно имеет почти постоянную температуру, в то время как наружная стеклянная пластина может иметь по сравнению с ней значительно более высокую или значительно более низкую температуру. Вследствие различий температуры стеклянных пластин, например до 60К и больше, происходят различные тепловые расширения и тем самым различные изменения геометрических размеров стеклянных пластин, которые должны компенсироваться краевым уплотнением, без ухудшения герметичности. При этом уже при незначительном сдвиге стеклянных пластин относительно друг друга могут возникать настолько большие механические, соответственно термомеханические напряжения, что могут вызываться повреждения краев стеклянных пластин и/или краевого уплотнения и тем самым неконтролируемое и полное разрушение элемента остекления. Уже при средних геометрических размерах примерно 1,5 м вызываемые разницей температуры изменения геометрических размеров лежат все же в диапазоне примерно 1 мм и выше. Однако на практике требуются еще большие геометрические размеры.
Особенно высокую чувствительность вакуумное теплозащитное остекление имеет в угловых зонах, где возникающие во всех направлениях явления теплового расширения локально накладываются друг на друга и где из-за связанных с этим механических напряжений могут происходить даже коробления или т.п.
На практике повреждения или разрушения в обычных теплозащитных элементах остекления проявляются в виде трещин и сколов во всей краевой зоне при ненадлежащем применении вязких, соответственно стеклообразных клеящих, соответственно соединительных материалов. Дополнительно к этому в обычном вакуумном теплозащитном остеклении наблюдаются также коробления вдоль кромок стекла, причиной которых являются, например, локальные затенения, локальные охлаждения или т.п. Такие локально изменяющиеся, соответственно локально действующие составляющие нагрузки, соответственно сил, также должны восприниматься без повреждений, соответственно, компенсироваться исправным краевым уплотнением.
При выполнении теплозащитных элементов остекления необходимо выполнять высокие требования относительно точности, надежности и воспроизводимости. Таким образом, существует потребность в способе изготовления теплозащитных элементов остекления, которые отвечают указанным требованиям, имеют минимальный процент брака и одновременно имеют невысокую стоимость. Эти требования выполняются с помощью обычных способов неудовлетворительно. Описание некоторых недостатков и проблем изготовления и технологии обычных вакуумных теплозащитных стекол приводится ниже.
Первым недостатком известных вакуумных теплозащитных остеклений является то, что для создания разряжения имеются в распоряжении лишь очень небольшие объемы, которые образованы между стеклянными пластинами. При типичных расстояниях между стеклянными пластинами, например примерно 50 мкм - 300 мкм, для объема получаются значения лишь примерно 0,05-0,3 л на один квадратный метр. В противоположность этому внутренняя поверхность обращенных к подлежащим разряжению промежуточным пространствам поверхностей стекла является очень большой, так что известные вакуумные теплозащитные остекления имеют очень низкое отношение объема к поверхности менее 0,5 мм (обычно между примерно 0,025 мм и 0,15 мм). Эти особенно неблагоприятные условия приводят к тому, что абсорбированные, соответственно связанные на внутренних поверхностях, в близких к поверхности зонах или в распорках даже в очень малых концентрациях остаточные молекулы газов (например воды, углеводородов и т.д.) или другие загрязнения за счет, например, процессов десорбции или диффузии высвобождаются и тем самым приводят к нежелательному подъему давления в разряженных промежуточных пространствах. Для высвобождения таких остаточных молекул газа (виртуальных утечек) достаточно, например, повышения температуры или облучения, которые всегда происходят при обычных условиях использования элементов остекления. Поскольку имеются лишь очень небольшие объемы, последствия высвобождаемых даже лишь в очень небольшом количестве остаточных молекул газа могут быть экстремально неблагоприятными, поскольку повышение давления приводит к значительному ухудшению теплозащитных свойств вакуумного теплозащитного остекления вплоть до полного выхода из строя конструктивных элементов иногда уже после короткого промежутка времени.
Второй недостаток обычного вакуумного теплозащитного остекления состоит в том, что для получения требуемого вакуума ниже 10-1-10-3 Па или ниже необходимо экстремально длительное время в диапазоне от нескольких минут до иногда нескольких часов, так что изготовление конструктивных элементов является очень дорогим, и иногда даже требуются дополнительно большие технические и финансовые затраты на установку для разряжения. При разряжении происходит переход от вязкого газового потока при высоких давлениях к молекулярному потоку при низких давлениях. Молекулярный поток начинается, когда средняя длина свободного пути молекул между соударениями примерно равна расстоянию между стеклянными пластинами. При типичном расстоянии между стеклянными пластинами от примерно 50 мкм до 300 мкм эта ситуация возникает уже при давлениях в несколько десятков Па (воздух при комнатной температуре), которые еще далеко недостаточны для получения особенно хороших значений теплоизоляции меньше 0,8 Вт/(м2К), в частности, меньше 0,5 Вт/(м2К). В диапазоне молекулярного потока отсасывающая способность и тем самым время разряжения особенно зависит от геометрических условий подлежащих разряжению объемов. Например, в этом диапазоне всасывающая способность через трубку для создания разряжения зависит от четвертой степени диаметра, так что уже одно небольшое увеличение поперечного сечения приводит к значительному сокращению времени разряжения, или наоборот слишком малый диаметр приводит к значительно большему времени разряжения.
В обычных вакуумных теплозащитных остеклениях имеются особенно неблагоприятные условия для уменьшения времени разряжения. С одной стороны, время разряжения зависит от размеров поперечного сечения подлежащего разряжению между стеклянными пластинами пространства. За счет небольшого расстояния между стеклянными пластинами (небольшой проводимости) молекулам газа требуется очень длительное время, для того чтобы преимущественно за счет соударений с поверхностью стекла случайно достигать и в конечном итоге проходить через приспособление для создания разряжения, чтобы затем быть отсосанными с помощью вакуумного насоса. С другой стороны, собственно, разряжение выполняется в большинстве случаев локально через установленную либо у края стеклопакета, либо на одной из поверхностей стеклянной пластины трубку для создания разряжения. Однако трубки для создания разряжения при обычных вакуумных изолирующих остеклениях по конструктивным причинам можно выполнять лишь с небольшим диаметром, обычно от примерно 1 мм до примерно 2 мм. Этот диаметр слишком мал для выполнения быстрого и тем самым дешевого разряжения. Хотя в принципе можно одновременно устанавливать несколько трубок для создания разряжения с целью увеличения эффективной площади поперечного сечения, однако для этого необходимо дополнительно предусматривать различные технические приспособления, так что стоимость только увеличивается. Кроме того, следует учитывать, что газовые молекулы, которые находятся дальше от приспособления для создания разряжения, должны двигаться на всем пути через очень узкое отверстие между стеклянными пластинами, чтобы быть отсосанными через узкую трубку для создания разряжения. В частности, в имеющих большой формат элементах остекления это приводит к дополнительному увеличению времени откачивания.
Эти недостатки не могут быть компенсированы даже за счет создания разряжения вакуумных теплозащитных остеклений в технически сложной и дорогой вакуумной установке. Хотя этот способ обеспечивает сокращение времени разряжения за счет того, что молекулы могут в этом случае двигаться на всех сторонах элементов остекления в вакуумную камеру и тем самым могут быть отсосаны. Однако следует учитывать, что элементы остекления перед разряжением необходимо вводить через шлюз в вакуумную установку, а затем необходимо выполнять разряжение самой вакуумной камеры до давления по меньшей мере 10-1-10-3 Па, так что при этом также возникает сравнимое и иногда даже более длительное время разряжения. Кроме того, следует учитывать, что в этом способе необходимо выполнять герметичное закрывание элементов остекления также внутри вакуумной установки, что является на практике очень трудоемким и очень дорогим процессом.
Третий недостаток обычных вакуумных теплозащитных остеклений состоит в том, что очень малые объемы между стеклянными пластинами не обеспечивают достаточное пространство для размещения достаточного количества геттерного материала. В конечном итоге нет также достаточного разряженного пространства внутри известных элементов остекления, в которых можно активировать геттерные материалы, например посредством термического испарения, без того, что испаренные материалы становятся видимыми для пользователя, что в конечном итоге воспринимается как ухудшение качества элементов остекления.
Критичные зоны представляют также угловые зоны обычных элементов остекления, в которых действующие в различных направлениях изменения длины, соответственно формы, сложным образом накладываются друг на друга, и возникающие там механические напряжения принимают особенно высокие значения. На практике в обычных элементах остекления обнаруживаются трещины, сколы, усталость материала вплоть до разломов стекла. При этом следует учитывать, что уже одно образование микроскопических пор, соответственно трещин, иногда микроскопически малых повреждений достаточно, чтобы сделать элементы остекления полностью непригодными, поскольку вакуум внутри элементов остекления не может удерживаться на основании возникающих в этих местах неплотностях. В частности, при применении пленок для краевого соединения было установлено, что при укладке пленок вокруг углов возникают складки, надломы и т.п., так что не обеспечивается полная герметичность. Эти проблемы тем больше, чем больше размеры элементов остекления. Известные способы не содержат достаточной идеи о возможности выполнения элементов остекления, которые преодолевают имеющиеся недостатки и обеспечивают возможность изготовления с большими размерами.
Задача изобретения
Задачей изобретения является создание улучшенного элемента остекления, с помощью которого можно предотвращать недостатки обычных элементов остекления. Элемент остекления должен отличаться, в частности, высокой механической стабильностью, простой конструкцией и упрощенным изготовлением. Задачей изобретения является, в частности, создание элемента остекления с размерами вплоть до 2500 мм длины кромки и больше со свободно выбираемой геометрией (формой, величиной) так, что можно сохранять высокий вакуум в элементе остекления в течение всего срока службы изделия. Кроме того, задачей изобретения является создание улучшенного способа изготовления элемента остекления, с помощью которого могут быть исключены недостатки обычных технологий изготовления элементов остекления.
Эти задачи решены с помощью элемента остекления, соответственно, способа его изготовления, с признаками независимых пунктов формулы изобретения. Предпочтительные варианты выполнения и применения изобретения следуют из зависимых пунктов формулы изобретения.
Сущность изобретения
Согласно первому аспекту изобретения указанная выше задача решена с помощью элемента остекления, который содержит систему стеклянных пластин по меньшей мере с двумя стеклянными пластинами, из которых первая наружная стеклянная пластина со всех сторон выступает за вторую наружную стеклянную пластину на величину выступающей поверхности. Кроме того, элемент остекления содержит приспособление для выдерживания расстояния с распорками, которые предназначены для установки расстояния между стеклянными пластинами. Распорки создают промежуточное пространство между стеклянными пластинами, в котором создается уменьшенное по сравнению с наружным атмосферным давлением давление. Кроме того, элемент остекления содержит устройство краевого уплотнения, которое служит для герметизации промежуточного пространства между стеклянными пластинами относительно окружающей среды. Согласно изобретению приспособление краевого уплотнения содержит профилированную раму, которая вакуумплотно закреплена на выступающей поверхности внутренней стороны первой наружной стеклянной пластины и на наружной стороне второй наружной стеклянной пластины и образует на боковом крае второй наружной стеклянной пластины соединенное с промежуточным пространством пространство разряжения.
Предпочтительно приспособление краевого уплотнения образовано с помощью профилированной рамы из листового или пленочного, многократно согнутого, стабильного по форме материала. Рама содержит зоны фиксации (зоны соединения), в которых рама соединена по поверхности со стеклянными пластинами, и профилированные поверхности, которые проходят между зонами фиксации. Зоны фиксации содержат две по существу плоские и параллельные друг другу зоны, которые за счет их соединения со стеклянными пластинами выполнены жесткими. При деформации стеклянных пластин (например, за счет теплового расширения) не могут возникать или возникают лишь небольшие деформации зон фиксации, так что не возникают критические силы отслаивания перпендикулярно поверхностям стеклянных пластин.
Профилированные поверхности, которые образуют переход от первой зоны фиксации на первой стеклянной пластине ко второй зоне фиксации, выполнены с возможностью механической деформации. Профилированные поверхности могут быть плоскими или изогнутыми на некоторых участках. Части профилированных поверхностей, которые изогнуты сильнее, чем их окружение, называются дуговыми зонами. В дуговых зонах рама имеет радиус кривизны по меньшей мере 0,5 мм, предпочтительно по меньшей мере 1 мм. Рама образует многократно волнисто изогнутый или выпуклый лист, который проходит вдоль кромок стеклянных пластин. Рама имеет форму сильфона, складки которого не надломлены, а изогнуты и образованы дуговыми зонами.
Профилирование рамы выполнено за счет выбора материала и его толщины так, что при воздействии давления наружного воздуха форма профильных поверхностей, включая дуговые зоны, не изменяется или изменяется относительно немного. Это является существенным преимуществом по сравнению с предусмотренной в обычном элементе остекления пленкой, в которой на основании сил давления воздуха возникают сильные деформации, так что материал не выдерживает возникающие при деформации стеклянных пластин силы.
Предпочтительно стабильная по форме рама элемента остекления согласно изобретению за счет соединения с внутренней стороной большей стеклянной пластины и наружной стороной меньшей стеклянной пластины пригодна как для неподвижного соединения друг с другом стеклянных пластин, так и для компенсации возможных деформаций за счет движения или изменения величины стеклянных пластин без нарушения герметичного соединения со стеклянными пластинами.
Предпочтительно за счет соединения рамы с наружной стороной меньшей стеклянной пластины увеличивается соединенное с промежуточным пространством пространство разряжения по сравнению с обычным элементом остекления, например, согласно ЕР 247098, так что достигаются преимущества для создания разряжения в элементе остекления и для восприятия тепловых движений стеклянных пластин относительно друг друга.
Пространство разряжения увеличивается также за счет многократной дуговой формы профиля рамы, за счет чего предпочтительно создается дополнительное разряженное буферное и/или функциональное пространство.
Согласно другому аспекту изобретения указанная выше задача решена с помощью конструктивного элемента, который имеет по меньшей мере один элемент остекления согласно указанному выше первому аспекту. Конструктивный элемент является, например, окном для здания или транспортного средства, которое отличается долговременной стабильностью теплоизоляции. Конструктивный элемент имеет наружную сторону, которая предусмотрена для направления в установленном состоянии конструктивного элемента во внешнее окружение, и внутреннюю сторону, которая предусмотрена для направления в установленном состоянии конструктивного элемента внутрь, например, здания или транспортного средства. Наибольшая наружная стеклянная пластина системы стеклянных пластин может быть предусмотрена на внутренней стороне или наружной стороне конструктивного элемента.
Согласно третьему аспекту изобретения указанная выше задача решена с помощью способа изготовления элемента остекления согласно указанному выше первому аспекту.
Согласно одному предпочтительному варианту выполнения изобретения рама элемента остекления имеет несколько дуговых зон, которые проходят вдоль боковых кромок (краев) стеклянных пластин. Дуговые зоны могут быть изогнуты в направлении, параллельном выступающей поверхности, т.е. профиль приспособления краевого уплотнения является волнистым перпендикулярно прохождению стеклянных пластин. В этом случае могут обеспечиваться преимущества для увеличения пространства разряжения за выступающей поверхностью за счет нескольких дуговых зон. В качестве альтернативного решения дуговые зоны могут быть изогнуты в направлении, перпендикулярном выступающей поверхности, т.е. профиль приспособления краевого уплотнения является волнистым параллельно прохождению стеклянных пластин. В этом случае могут быть обеспечены преимущества для увеличения пространства разряжения за выступающей поверхностью за счет увеличенных профильных поверхностей. Согласно другому предпочтительному варианту выполнения изобретения профильные поверхности рамы ориентированы почти перпендикулярно или почти параллельно выступающей поверхности.
Согласно другому предпочтительному варианту выполнения изобретения дуговые зоны, когда они изогнуты параллельно выступающей поверхности, имеют такую форму, что дуговые зоны, которые обращены к первой наружной стеклянной пластине, по меньшей мере частично находятся в механическом контакте с ее внутренней стороной. Дуговые зоны прилегают на выступающей поверхности к внутренней стороне первой стеклянной пластины, за счет чего предпочтительно образованы места механической опоры, которые стабилизируют раму. Заявителем было установлено, что эта функция стабилизации неожиданным образом может быть выполнена без сужения пространства разряжения.
Зоны фиксации соединены вдоль уплотнительных поверхностей со стеклянными пластинами. Согласно другому предпочтительному варианту выполнения изобретения первая уплотнительная поверхность и вторая уплотнительная поверхность выполнены плоскими и параллельными друг другу. Крепление первой зоны фиксации рамы с помощью первой уплотнительной поверхности на всегда большей стеклянной пластине внутри и крепление второй зоны фиксации рамы с помощью второй уплотнительной поверхности на всегда меньшей стеклянной пластине снаружи имеет то преимущество, что одна сторона (поверхность) материала рамы соединена как с первой, так и со второй наружной стеклянной пластиной. Соединение осуществляется без смены поверхности, что улучшает стабильность рамы.
Особые преимущества для механической стабильности соединения рамы со стеклянными пластинами и герметичности обеспечиваются, когда согласно другому предпочтительному варианту выполнения изобретения первая уплотнительная поверхность и вторая уплотнительная поверхность содержат или по меньшей мере частично содержат стеклянный припой, который размягчается при температуре меньше 600°С, в частности меньше 540°С. Особенно предпочтительно зоны фиксации имеют коэффициент теплового расширения, который согласован с коэффициентом теплового расширения стеклянных пластин и рамы, т.е. выбран с минимальной разницей с ним. Было установлено, что особенно предпочтительно, когда уплотнительные поверхности содержат по меньшей мере один из оксидов элементов: свинец, литий, висмут, натрий, бор, фосфор и кремний.
Предпочтительно рама приспособления краевого уплотнения имеет такую форму и соединена со стеклянными пластинами так, что в разряженном состоянии элемента остекления внешнее давление атмосферы воздействует на первую и вторую зоны фиксации рамы. За счет этого зоны фиксации прижимаются к уплотнительным поверхностям и дополнительно стабилизируются.
Другой предпочтительный вариант выполнения изобретения характеризуется тем, что расстояние по вертикали внутреннего, обращенного к пространству разряжения края первой уплотнительной поверхности от ближайшей распорки меньше или равно 70 мм, в частности меньше или равно 45 мм.
Предпочтительно рама элемента остекления согласно изобретению имеет один или комбинацию следующих признаков. Когда рама имеет по меньшей мере один С-, U-, Z-, Ω- или S-образный профиль, то достигается особенно высокая стабильность профильных поверхностей, включая дуговые зоны. Предпочтительно рама имеет по меньшей мере три дуговые зоны. Можно комбинировать несколько указанных выше профилей с целью образования по меньшей мере трех дуговых зон с попеременно противоположной ориентацией (кривизной). Кроме того, стабильность формы можно дополнительно улучшить, когда рама имеет стабилизирующие элементы, такие как, например, гофры, канавки или желобки. Изменения толщины и/или прочности (жесткости) предпочтительно вдоль направления кромок стеклянных пластин и/или перпендикулярно ему также приводят к механической стабилизации рамы. Предпочтительно материал рамы имеет толщину меньше 500 мкм. Заявителем было установлено, что при большей толщине могут образовываться очень большие механические напряжения в материале рамы (например, в дугах), и при тепловых деформациях стеклянных пластин может преждевременно происходить усталость материала. Кроме того, слишком толстый и тем самым слишком жесткий материал рамы может вызывать очень большие силы в зоне уплотнительных поверхностей и за счет этого ухудшение герметичности. Особенно предпочтительна толщина меньше 300 мкм. Кроме того, материал рамы имеет предпочтительно толщину больше 50 мкм. Меньшая толщина приводит к чрезмерной чувствительности относительно механических нагрузок. Особенно предпочтительна толщина больше 70 мкм.
Предпочтительно рама содержит по меньшей мере одно: сплав железа и никеля (FeNi), сплав железа, никеля и хрома (FeNiCr), сплав железа и хрома (FeCr), платину, ванадий, титан, хром, алюминий и кобальт, в частности, сплав Fe-Ni с долей никеля 40-55%, сплав Fe-Ni-Cr, сплав Fe-Cr с долей хрома 23-30% или нержавеющую сталь с долей хрома 15-20%.
Согласно другому предпочтительному варианту выполнения изобретения рама составлена из кромочных частей и частей углового соединения с образованием замкнутого окружного конструктивного элемента. Кромочные части проходят вдоль кромок стеклянных пластин и соединены в угловых зонах с соответствующими граничащими частями углового соединения. Части углового соединения состоят из скругленной, в частности, многократно изогнутой полосы материала. Рама образована в угловых зонах стеклянных пластин с помощью частей углового соединения, которые герметично соединены с проходящими вдоль продольных кромок кромочных частей. Зона, в которой кромочные части и части углового соединения соединены друг с другом, называется также зоной соединения или перехода.
Элемент остекления согласно изобретению снабжен по меньшей мере одним приспособлением для создания разряжения, которое предназначено для соединения элемента остекления с вакуумным устройством для создания разряжения в пространстве разряжения и через него также промежуточного пространства по меньшей мере между двумя стеклянными пластинами и для вакуумплотной герметизации после разряжения. Согласно изобретению приспособление для создания разряжения образует трубопровод для создания разряжения, который проходит через раму приспособления краевого уплотнения. Предпочтительно за счет этого в отличие от обычного разряжения через одну из стеклянных пластин согласно ЕР 247098 достигается более быстрое разряжение при изготовлении элемента остекления и отпадает необходимость в сверлении стеклянных пластин. Заявителем было установлено, что приспособление для создания разряжения с профилированным приспособлением краевого уплотнения согласно изобретению образует достаточно стабильное и длительно вакуумплотное соединение.
Предпочтительно приспособление для создания разряжения имеет по меньшей мере один трубопровод для создания разряжения, который предназначен для соединения с вакуумным устройством и имеет по меньшей мере частично согласованную с профилем рамы манжетную зону, которая вакуумплотно соединена с рамой. Трубопровод для создания разряжения имеет, например, круглое внутреннее поперечное сечение (трубка для создания разряжения) или другую, выбранную в зависимости от применения форму поперечного сечения. Согласно изобретению манжетная зона может быть соединена вакуумплотно по меньшей мере с одной из кромочных частей или углового соединения.
В качестве альтернативного решения или дополнительно приспособление для создания разряжения может быть угловой частью, которая заменяет одну из частей углового соединения. Угловая часть является, например, предварительно сформированным (в частности, штампованным) металлическим конструктивным элементом с отверстием для трубопровода для создания разряжения, который может быть вварен в угловую часть.
Изобретение не ограничивается элементом остекления с точно двумя стеклянными пластинами, а может быть реализовано также с помощью системы стеклянных пластин с тремя или больше стеклянными пластинами. Между первой и второй наружными стеклянными пластинами может быть расположена по меньшей мере одна внутренняя стеклянная пластина, поверхность которой меньше поверхности первой наружной стеклянной пластины, при этом промежуточное пространство между стеклянными пластинами соединено с пространством разряжения. Предпочтительно по меньшей мере одна внутренняя стеклянная пластина не соприкасается с приспособлением краевого уплотнения.
Создание увеличенного по сравнению с уровнем техники пространства разряжения с помощью устройства краевого уплотнения согласно изобретению имеет дополнительное преимущество относительно установки вспомогательных приспособлений в пространстве разряжения. Например, в пространстве разряжения может быть предусмотрено по меньшей мере одно сенсорное устройство, например, для измерения остаточного газа, соответственно его свойств (например, теплопроводности, характеристики ионизации, характеристики абсорбции, соответственно излучения и т.д.), по меньшей мере одно измерительное устройство, например для измерения давления, и по меньшей мере одно геттерное приспособление.
Для изготовления элемента остекления согласно изобретению сначала подготавливают стеклянные пластины в виде штабеля стеклянных пластин с распорками распорного приспособления, материал рамы приспособления краевого уплотнения с кромочными частями и частями углового соединения и по меньшей мере одно приспособление для создания разряжения. Затем материал рамы разрезают на кромочные части и части углового соединения с желаемыми размерами и формами. В материале кромочных частей и частей углового соединения приспособления краевого уплотнения выполняют по меньшей мере одно отверстие, и в отверстии устанавливают по меньшей мере одно приспособление для создания разряжения. Затем выполняют складывание вместе штабеля стеклянных пластин, частей рамы приспособления краевого уплотнения и приспособления для создания разряжения и подготовку вакуумплотных соединений кромочных частей, частей углового соединения и приспособления для создания разряжения с целью образования окружной рамы и вакуумплотных соединений рамы с наружными сторонами наружных стеклянных пластин штабеля стеклянных пластин. Наконец, создают разряжение в элементе остекления, герметизацию приспособления для создания разряжения и фиксацию обрамления, как это известно для обычных элементов остекления.
Краткое описание чертежей
Другие признаки и преимущества изобретения следуют из приведенного ниже описания со ссылками на прилагаемые чертежи, на которых схематично изображено:
фиг.1 - разрез первого варианта выполнения элемента остекления согласно изобретению;
фиг.2-4 - разрезы вариантов выполнения рамы согласно изобретению;
фиг.5А-5Е - разрезы других, особенно предпочтительных вариантов выполнения рамы, согласно изобретению;
фиг.6А и 6В - зоны углового соединения рамы согласно изобретению, на виде сверху; и
фиг.7 и 8 - иллюстрация признаков способа изготовления элемента остекления согласно изобретению.
Предпочтительные варианты выполнения изобретения
Ниже приводится описание элемента остекления согласно изобретению и способа его изготовления, в частности, относительно признаков приспособления углового соединения и приспособления для создания разряжения. В остальном могут быть реализованы элементы остекления, описание которых приведено в DE 102006061360, DE 102007053824 и DE 102007030031, содержание которых относительно свойств, в частности, составных частей, конструкции, свойства абсорбции солнечного излучения, устройств для создания вакуума, соответственно, герметизации и подготовки распорок и получаемых так стеклянных пластин, включается в данное описание. Осуществление изобретения не ограничивается этими элементами остекления, а предназначено, соответственно, для реализации с элементами остекления, которые имеют другую конструкцию, в частности, относительно расположения, формы, величины и материалов стеклянных пластин и распорок.
Следует подчеркнуть, что на прилагаемых чертежах схематично показаны лишь части элементов остекления. При осуществлении изобретения геометрические или механические свойства элементов остекления могут быть выполнены по-другому, чем показано, в зависимости от конкретных условий. Так элемент остекления согласно изобретению допускает, например, не только плоские конструкции со свободно выбираемыми формами и форматами, но также, в частности, изогнутые конструкции. Изобретение предпочтительно реализуется с помощью элемента остекления по меньшей мере с тремя стеклянными пластинами, однако можно применять также вакуумные изолирующие стекла, в которых система стеклянных пластин состоит из двух стеклянных пластин или более чем из трех стеклянных пластин.
На фиг.1А и 1С показаны варианты выполнения элемента 10 остекления с системой стеклянных пластин, которая выполнена из двух или трех стеклянных пластин 1, 2, 3. А именно элемент 10 остекления, согласно фиг.1А, содержит систему стеклянных пластин с первой наружной стеклянной пластиной 1 и второй наружной стеклянной пластиной 2. Согласно фиг.1В и 1С предусмотрена третья, расположенная между стеклянными пластинами 1, 2, внутренняя стеклянная пластина 3. Стеклянные пластины имеют каждая, соответственно, расположенные внутри поверхности 1-2, 3-1, 3-2 и 2-1, а также расположенные снаружи поверхности 1-1 и 2-2. Между стеклянными пластинами 1, 2 и 3 образованы предназначенные для создания разряжения промежуточные пространства 4, 4-1, 4-2 и 4-3. Для предотвращения потерь тепла за счет теплового извлечения по меньшей мере одна из внутренних поверхностей 1-2, 3-1, 3-2 и 2-1 снабжена теплозащитным покрытием (смотри, например, DE 1020060613600).
Первая наружная стеклянная пластина 1 имеет большую поверхность, чем вторая наружная стеклянная пластина 2 и расположена так, что за вторую наружную стеклянную пластину 2 вдоль ее кромки со всех сторон выступает первая наружная стеклянная пластина 1 на поверхность 11 выступания. Выступающая поверхность 11 образует окружную полосу внутренней стороны первой наружной стеклянной пластины 1. Кроме того, элемент 10 остекления содержит распорное приспособление 5, которое предназначено для установки расстояния а (см. фиг.1А) стеклянных пластин 1, 2, 3 друг от друга и содержит распорки 5. На фигурах, например, предусмотрено, что расположенная между наружными стеклянными пластинами 1, 2 третья стеклянная пластина 3 на стеклянных поверхностях 3-1 и 3-2 над первыми контактными поверхностями 5-2 снабжена с обеих сторон неподвижными распорками, в то время как граничащие стеклянные пластины 1 и 2 в зоне вторых контактных поверхностей 5-1 распорок 5 могут двигаться почти свободно. На фиг.1А-1С в качестве примера показана распорка 5, в которой за счет притупления участков шара имеются сферические или аналогичные контактные поверхности 5-1.
Кроме того, элемент 10 остекления содержит вакуумплотное, расположенное на крае стеклянных пластин 1, 2, 3, полностью окружное приспособление 601-602 краевого уплотнения, которое предназначено для герметизации промежуточных пространств 4, 4-1 и 4-2 между стеклянными пластинами, а также пространства 4-3 разряжения относительно окружения элемента остекления и может быть обрамлено обрамлением 9, 9-1, 9-2, 9-3, 9-4 (см. фиг.1С). Приспособление 601-604 краевого уплотнения образует профилированную раму 6 и показано также на фиг.6 с обозначением позицией 600. Рама 6 содержит зоны 601, 602 фиксации, в которых рама 6 через уплотнительные поверхности 6-1, 6-2 соединена со стеклянными пластинами, и между зонами 601, 602 (621, 622 и 631, 632) профилированную поверхность 603 с несколькими дуговыми зонами 604. Дуговые зоны 604 проходят вдоль боковых краев стеклянных пластин (на фиг.1 перпендикулярно плоскости чертежа) и изогнуты в направлении, параллельном выступающей поверхности 11. Между дуговыми зонами 604 профилированная поверхность 603 рамы 6 ориентирована почти перпендикулярно выступающей поверхности 11. В качестве альтернативного решения дуговые зоны 604 могут быть изогнуты в направлении, перпендикулярном выступающей поверхности 11 (см., например, фиг.5). В этом случае профилированная поверхность 603 между дуговыми зонами 604 ориентирована почти параллельно выступающей поверхности 11.
Рама 6 состоит из кромочных частей, которые показаны в разрезе, например на фиг.1-5, и частей углового соединения, описание которых приведено ниже со ссылками на фиг.6.
Для улучшения, соответственно, сохранения вакуума предусмотрены геттерные материалы и/или снабженные геттерным действием приспособления 400. Через профилированную раму 6 или ее части проходит боковое приспособление 710, 711 для создания разряжения, в котором расположен, например, уплотнительный элемент 8 (см. фиг.1С). В качестве альтернативного решения разряжение может быть предусмотрено через по меньшей мере одно отверстие, которое расположено по меньшей мере на одной расположенной снаружи поверхности стеклянных пластин.
Как было установлено заявителем с помощью испытаний, недостатки обычных элементов остекления могут быть неожиданным образом устранены посредством выполнения дополнительных, проходящих полностью вокруг стеклянных пластин разряженных пространств 4-3 разряжения, которые определяются видом установки и геометрией профилированной рамы 6 и приспособлений 71 для создания разряжения.
С помощью изобретения можно решающим образом улучшать важное соотношение объема к поверхности в разряженной внутренней зоне элемента 10 остекления. В зависимости от варианта выполнения (величины и количества стеклянных пластин, установки и геометрии профилированной рамы и т.д.) можно повышать соотношение объема и поверхности на примерно 100% и даже больше. Значение этого повышения проявляется прежде всего в том, что срок службы элемента 10 остекления согласно изобретению по сравнению с обычными вакуумными изолирующими остеклениями (при в остальном идентичных условиях, таких как, например, степень утечки и т.д.) при повышении на 100% может быть удвоен, так что элементы остекления согласно изобретению можно применять не 20 лет, как раньше, а 40 лет. Дополнительно обеспечиваются явные преимущества в производстве, например, за счет сокращения времени разряжения.
Особенно предпочтительно, что возникающие при расширении/деформации стеклянных пластин 1, 2, 3 иногда высокие силы срезания и кручения особенно хорошо компенсируются с помощью приспособлений 6, 600, 71 для краевого уплотнения и разряжения согласно изобретению и тем самым делаются безопасными, так что элементы 10 остекления можно выполнять со свободно выбираемыми размерами и формами. Эти установленные относительно уровня техники преимущества предпочтительно обуславливаются взаимодействием особенностей изобретения, которые содержат расположение стеклянных пластин 1, 2 различной величины и специфическую установку рамы 6 исключительно лишь на поверхностях 1-2, 2-2 стеклянных пластин и расположение по меньшей мере одной зоны профилированной рамы 6 вдоль кромок стеклянных пластин 1, 2.
За счет создания согласно изобретению дополнительных пространств 4-3 разряжения можно интегрировать датчики, чувствительные элементы или т.п. для измерения, соответственно контролирования вакуума, и тем самым опосредованно также для измерения теплоизоляционных свойств вакуумплотно закрытого конструктивного элемента. Это могут быть, например, электрические, оптические, возбуждаемые колебаниями устройства для измерения давления или их комбинации, и/или устройства, которые содержат материалы, физические свойства которых изменяются в зависимости от давления (например, свойства отражения, поглощения, цвета, например, с помощью адсорбентов, химических реакций или т.п., зависящие от давления свойства испарения или сублимации, их комбинации). Для считывания непосредственных или опосредованных величин, соответственно, информации измерения давления, могут быть предусмотрены, например, электрические выводы в профилированной раме 6 и/или бесконтактное оптическое наблюдение через стеклянную пластину 1 и/или электромагнитные устройства.
На фиг.2А и 2В показана профилированная рама 6, которая состоит по меньшей мере частично из металла или металлического сплава. Предпочтительно профилированная рама 6 содержит по меньшей мере две почти плоские и расположенные приблизительно параллельно друг другу зоны 601 и 602 фиксации, между которыми предусмотрена состоящая из одного или нескольких изгибов, дуг, округлений, уплощений или т.п. механически деформируемая профилированная поверхность 603 (в данном случае, например, с S-образной геометрией).
Выполнение герметизации элемента 10 остекления, соответственно, установка профилированной рамы 6 на элементе 10 остекления, осуществляется с помощью уплотнительных поверхностей 6-1, 6-2, которые предусмотрены согласно изобретению по меньшей мере частично между зонами 601, 602 фиксации профилированной рамы 6 и соответствующими ориентированными к общей наружной стороне стеклянными пластинами 1, 2 (см. фиг.1 и 2В). Предпочтительно при этом стеклянные пластины 1, 2 имеют различную величину и расположены со смещением относительно друг друга, как показано на фиг.1, 2. При этом стеклянная пластина 1 всегда больше, чем другие стеклянные пластины 2, 3.
Согласно изобретению, установка профилированной рамы 6 осуществляется так, что сначала подготавливают на большей из обеих стеклянных пластин 1, 2 уплотнительные поверхности 6-1 в краевой зоне, обращенной внутрь к промежуточным пространствам 4, 4-1 поверхности 1-2 стеклянной пластины 1 и на меньшей по сравнению со стеклянной пластиной 1 стеклянной пластине 2 уплотнительной поверхности 6-2 на краю обращенной наружу поверхности 2-2 и, в-третьих, дополнительное пространство 4-3 разряжения со средней площадью AV поперечного сечения. Длины х1, х2 ориентированных по меньшей мере приблизительно параллельно друг другу зон 601, 602 профилированной рамы 6 устанавливаются на значения между примерно 3 мм и примерно 15 мм.
Особенно предпочтительно, что асимметричная согласно изобретению установка приспособления 601-604 краевого уплотнения на всегда ориентированных к одинаковой наружной стороне стеклянных пластинах 1 и 2 не ограничивается при этом системами стеклянных пластин, состоящими лишь из двух или трех стеклянных пластин, и может применяться без проблем при любом количестве стеклянных пластин с любой толщиной. Расположенная внутри стеклянная пластина 3 не имеет контакта с приспособлением 601-604 краевого уплотнения, так что она также после изготовления элемента 10 остекления имеет возможность свободного перемещения, т.е. сдвига между стеклянными пластинами 1, 2. Расположение кромки 300 стеклянной пластины 3 (см. фиг.2С) противоположно кромке 200 стеклянной пластины 2, предпочтительно немного смещено внутрь к середине конструктивного элемента или примерно заподлицо, с целью предотвращения повреждений при монтаже или использовании элемента 10 остекления. Для расстояния х5 (см. фиг.2С) между профилированной рамой 6 и кромкой 300 лежащей внутри стеклянной пластины 3 предпочтительно, когда оно составляет примерно 1 мм, с целью обеспечения возможности уменьшения времени разряжения. Расстояние х6 (см. фиг.2С) между профилированной рамой 6 и кромкой 200 стеклянной пластины 2 также равно по меньшей мере 1 мм или больше. Средняя площадь AV поперечного сечения соответствует поверхности, которая ограничена обращенной внутрь элемента остекления геометрией рамы, стеклянными кромками 200 и 300 и зоной 120 поверхности 1-2 стеклянных пластин.
Для того чтобы стеклянные пластины при установке в здании, в технических устройствах и т.д. использовались максимально эффективно, расстояния х8 между кромкой 100 соответствующей наибольшей стеклянной пластины 1 штабеля стеклянных пластин (см. фиг.2С) и зоной 601 фиксации выбирается возможно меньшим (обычно примерно 1-3 мм). В других вариантах установки может быть предпочтительным даже небольшое увеличение расстояния х8 (например, до примерно 5-10 мм), так что стеклянная пластина 1 явно выступает за профилированную раму 6, поскольку за счет этого можно дополнительно повышать механическую стабильность элемента 10 остекления.
Расстояние х7 между расположенными ближе всего от приспособления 601-604 краевого уплотнения распорками 500 и ближайшей ориентированной к распоркам 500 внутренней зоной уплотнительной поверхности 6-1 предпочтительно выбрано так, чтобы, с одной стороны, предотвращать, соответственно минимизировать, критические напряжения на изгиб и растяжение в краевой зоне стеклянной пластины 1 вследствие воздействия давления воздуха и, с другой стороны, обеспечивать возможность создания еще достаточно больших объемов 4-3 разряжения, соответственно достаточно больших площадей AV поперечного сечения. Расстояния х7 должны составлять при применении предварительно не напряженных, соответственно, не закаленных стекол с толщиной, например, примерно 3-6 мм для стеклянной пластины 1 меньше или примерно 45 мм. Для закаленных и/или более толстых стеклянных пластин 1 можно использовать также увеличенные расстояния (например, до примерно 70 мм при толщине стекла 10 мм).
На фиг.1, 3, 4, 5, 8 показаны элементы остекления или их части в разрезе на виде сбоку, в которых профилированная рама расположена внизу. Изобретение включает зеркально симметричные расположения и конструкции с установленными наверху профилированными рамами и т.д., поскольку преимущества элемента 10 остекления за счет этого не изменяются.
Для выполнения профилированной поверхности 603 с дуговыми зонами 604 профилированной рамы 6 можно применять согласно изобретению различные геометрии или их комбинации. На фиг.3 показаны некоторые предпочтительные варианты выполнения, в которых окружная рама 6 вакуумплотно соединена в краевых зонах поверхностей 1-2 и 2-2 стеклянных пластин со стеклянными пластинами 1 и 2. Как показано на фиг.2, 3А-3G, профилированная поверхность 603 рамы 6 может иметь, например, С-, U-, Z-, S- или Ω-образную, многозвенную, составленную из различных геометрических форм, ступенчатую, дуговую и/или геометрически аналогичную форму или их комбинации. Возможны также варианты выполнения, в которых части приспособления 601-604 краевого уплотнения проходят, например, за плоскость 100 кромки стеклянной пластины 1 (см. фиг.3D, 3Е) и/или выступают за поверхность 2-2 стеклянной пластины 2 и/или за поверхность 1-1 стеклянной пластины 1 (в данном случае не изображено). При применении таких вариантов выполнения следует учитывать, что рама 6 уже при простых механических нагрузках (например, при упаковке, при транспортировке, при установке элемента 10 остекления и т.д.) может быть повреждена и тем самым разрушена и поэтому дополнительно защищена предпочтительно с помощью дополнительного наружного приспособления (обрамления 9).
Профилированная рама 6 в зонах 601, 602 фиксации, например, с целью дополнительного уплотнения и/или для соединения с несколькими элементами 10 остекления или другими конструктивными элементами и/или для создания соединений с рамными, удерживающими, соответственно, управляющими приспособлениями, может быть дополнена другими частями или комбинирована с ними.
Наряду с различными геометриями в соответствии с фиг.3 профилированная рама 6 на профилированной поверхности 603 может быть снабжена другими конструктивными, оказывающими влияние на прочность профиля элементами, такими как, например, гофры, канавки, желобки или т.п. На механические свойства можно также в определенных границах оказывать влияние за счет выполнения рам 6, которые состоят из металлического материала с различной толщиной и/или с различной прочностью (например, с помощью локальной тепловой обработки).
На фиг.4 показаны в качестве примера предпочтительные варианты выполнения с переменными радиусами изгиба, в которых профилированная поверхность рамы 6 имеет С-образную базовую геометрию, и зоны 609 снабжены уменьшенными радиусами изгиба, так что в этих зонах возможно целенаправленное увеличение прочности профилированной рамы 6.
Особенно предпочтительные варианты выполнения профилированной рамы 6 содержат, как показано на фиг.5, профилированную поверхность 603, которая содержит по меньшей мере первую дуговую зону 604 и по меньшей мере одну вторую дуговую зону 605 (см. фиг.5А-5Е), при этом по меньшей мере одна из дуговых зон 605 расположена вблизи поверхности 1-2 стеклянных пластин, и перемычки 606 между дуговыми зонами 604, 605 проходят по меньшей мере частично почти параллельно или с легким наклоном относительно кромочных плоскостей 100, 200. Диаметры изгибов в дугах предпочтительно выбраны порядка по меньшей мере примерно 1 мм или больше. Зоны 606 между дуговыми зонами имеют такие размеры, что профилированная рама хорошо заполняет образованное поверхностью 1-2 стеклянных пластин и кромочной плоскостью 200 пространство, и еще имеется в распоряжении возможно большее пространство 4-3 разряжения. Радиус изгиба для переходных зон 607 между профилированной поверхностью 603 и зонами 601, 602 фиксации предпочтительно согласован так, что в этих местах не могут возникать большие деформации.
На фиг.5А, 5В показаны варианты выполнения, в которых профилированная поверхность 603 содержит точно одну первую дуговую зону 604 и вторую дуговую зону 605. Особенно предпочтительными являются варианты выполнения, в которых в соответствии с фиг.5С предусмотрены точно две или в соответствии с фиг.5D точно три дуговые зоны 604 и 605. Хотя за счет применения четырех и больше дуговых зон можно дополнительно увеличивать объемы пространств 4-3 разряжения, однако повышается также стоимость на основании более трудоемкого изготовления профилей.
Неожиданным образом было установлено, что возможности применения элементов остекления большого формата можно даже еще расширять за счет специального расположения частей рамы. Оно состоит в том, что согласно изобретению по меньшей мере одна дуговая зона 605 расположена так, что она по меньшей мере частично соприкасается непосредственно с поверхностью 1-2 стеклянных пластин в зоне 608 (см. фиг.5С, 5D). Для уменьшения возникающих при этом сил трения и тем самым опасности повреждения в зонах контакта между дуговой зоной 605 и поверхностью 1-2 стеклянных пластин поверхности граничащих друг с другом материалов могут быть снабжены уменьшающими трение покрытиями или т.п.
За счет выполнения дуговых зон 609 (см. фиг.5Е), которые могут быть снабжены другими радиусами изгиба по сравнению с главными дугами, можно предпочтительно, с одной стороны, дополнительно увеличивать объемы промежуточных пространств 4-3 и, с другой стороны, дополнительно повышать в определенных границах общую прочность рамы, так что можно дополнительно уменьшать также механические напряжения, в частности, на уплотнительных поверхностях 6-1, 6-2.
Показанные на фиг.5 варианты выполнения следует понимать лишь в качестве примера. Согласно изобретению, дуговые зоны 604, 605, 607, 609 можно снабжать свободно выбираемыми и/или отличающимися друг от друга радиусами изгиба, и/или образовывать имеющие различную длину и/или снабженные различными углами наклона зоны 606, и/или применять комбинации с другими геометрическими формами с целью получения стабильных и готовых к использованию элементов 10 остекления.
Для выполнения профилированной рамы 6 можно использовать известные способы гибки, такие как, например, штамповка. Однако эти способы для длины профиля примерно 1500 мм и больше являются очень трудоемкими и дорогими. Профилированные рамы 6 предпочтительно выполняют с помощью способов профилирования в роликах или валках или их комбинаций. Было установлено, что с помощью предпочтительного способа можно экономично изготавливать профилированные рамы 6 с очень хорошей точностью и с почти любой длиной профиля. При применении металлов или металлических сплавов для профилированных рам 6 предпочтительно предусматривают толщину профилированных рам от примерно 50 мкм до примерно 300 мкм. Конкретная толщина материала выбирается пользователем в зависимости от применяемой конструкции профиля, а также от используемых материалов. Предпочтительно толщина всех материалов выбирается в предпочтительном диапазоне толщины.
Уплотнительные поверхности 6-1, 6-2 между профилированной рамой 6 и стеклянными пластинами 1, 2 предпочтительно содержат стеклянный припой, стеклянную фритту, стеклообразный материал или содержащие эти материалы вещества, металл или металлический сплав, неорганический композитный материал, органический композитный материал, золь-гелевое соединение, клей или непроницаемый полимер или их комбинации. Решающее значение имеет такое выполнение применяемых для уплотнительных поверхностей 6-1, 6-2 материалов, что обеспечивается высокая и продолжительная герметичность, хорошая адгезия на стеклянных пластинах 1, 2 и профилированной раме 6, а также достаточная термомеханическая прочность элемента 10 остекления. В одном особенно предпочтительном варианте выполнения применяется по меньшей мере частично размягчающийся при небольших температурах (<540°С) стеклоприпой или содержащий его материал, который имеет одинаковый или по меньшей мере почти одинаковый коэффициент теплового расширения, что и стеклянные пластины 1, 2 и профилированная рама 6, и предпочтительно плавится при температурах меньше или равных примерно 540°С и содержит по меньшей мере один из оксидов элементов свинец, литий, висмут, натрий, бор, фосфор и/или кремний. Когда разница термических коэффициентов теплового расширения между непосредственно граничащими друг с другом комбинациями материалов уплотнительной поверхности рамы и уплотнительной поверхности стеклянной пластины, согласно одному предпочтительному варианту выполнения изобретения, меньше или равна примерно ±1*10-6 К-1, то обеспечиваются преимущества для соединения с особенно небольшими напряжениями.
Для обеспечения при предпочтительном применении содержащих стеклоприпой материалов достаточной механической прочности и герметичности, для уплотнительных поверхностей 6-1, 6-2 предусмотрена толщина в диапазоне предпочтительно от примерно 20 мкм до примерно 800 мкм, предпочтительно между примерно 20 мкм и примерно 600 мкм, в то время как ширина уплотнительных поверхностей 6-1, 6-2 имеет значения в диапазоне от примерно 1 мм до примерно 15 мм, предпочтительно между примерно 1 мм и примерно 100 мм.
За счет применения металлических рам 6 можно по меньшей мере частично использовать их хорошую электрическую проводимость также для локального нагревания уплотнительных поверхностей 6-1, 6-2. При этом аналогично резистивному нагревателю на раме устанавливаются электроды, и тем самым создается ток по меньшей мере в частях рамы.
Один предпочтительный вариант выполнения изобретения содержит также меры для улучшения адгезии и тем самым допустимой нагрузки, в частности, относительно сил срезания в местах контакта стеклянных пластин, уплотнительных поверхностей и рамы, которые предусмотрены, например, за счет нанесения дополнительных слоев адгезии, соответственно смачивания, и/или за счет активирования и/или окисления поверхностей. Особенно предпочтительный вариант выполнения состоит в снабжении профилированной рамы 6 по меньшей мере на ориентированных к уплотнительным поверхностям 6-1, 6-2 сторонах зон 601, 602 фиксации по меньшей мере частично заданной шероховатостью поверхности. За счет этого можно обеспечивать еще лучшую адгезию содержащего стеклоприпой материала на металлической поверхности.
В зонах фиксации 601, 602 могут быть предусмотрены дополнительные конструктивные элементы, такие как, например, отверстия, гофры, канавки, желобки, возвышения, другие модификации поверхности или т.п. для улучшения адгезии и допустимой нагрузки в местах контакта уплотнительной поверхности и рамы, и/или для заданной установки толщины уплотнительных поверхностей.
В случае содержащих стеклоприпой или аналогичные вещества уплотнительных поверхностей 6-1, 6-2, профилированная рама 6 особенно предпочтительно содержит по меньшей мере одну составляющую часть, которая состоит по меньшей мере частично из по меньшей мере одного из металлических сплавов, соединений соответственно компонентов, таких как, например, сплав железа и никеля (FeNi), железа, никеля и хрома (FeNiCr), железа и хрома (FeCr), и/или по меньшей мере частично из по меньшей мере одного металла платины, ванадия, титана (как в качестве базовой составляющей, так и легирующей составляющей), хрома (в качестве легирующей составляющей), алюминия (в качестве легирующей составляющей), кобальта (в качестве легирующей составляющей). В качестве особенно пригодных оказались, например, следующие доступные сплавы: сплавы Fe-Ni с долей никеля от примерно 40% до примерно 55% (например, FeNi48 или FeNi52), сплавы Fe-Ni-Cr (например, FeNi42Cr6, FeNi47Cr5-6, FeNi48Cr6 и т.д.), сплавы Fe-Cr с долей хрома от примерно 23% до примерно 30% (например, FeCr28), специальные нержавеющие стали с долей хрома от примерно 15% до 20% (например, X6Cr17). Можно добавлять также другие легирующие составляющие части.
Для выполнения уплотнительных поверхностей 6-1, 6-2 можно в других вариантах выполнения применять плавящиеся при низких температурах (ниже примерно 300°С) металлические припои, которые по меньшей мере частично содержат по меньшей мере одно из веществ - олово, индий и/или сплав олова с индием - и/или содержат по меньшей мере одну легирующую составляющую, которая содержит по меньшей мере один из элементов Ag, Sb, Al, Bi, Cu, Au или Ni. Поскольку в данном случае различия коэффициентов теплового расширения соединяемых частей могут быть несколько больше, чем при содержащих стеклоприпой уплотнительных поверхностях, то можно применять такие металлы, соответственно металлические сплавы, как, например, алюминий, другие стали Fe-Ni и т.д.
Для обеспечения, с одной стороны, вообще адгезии металлического припоя на стеклянных поверхностях 1-2, 2-2 и, с другой стороны, хорошего вакуумплотного и стабильного в течение длительного времени уплотнения необходимо наносить на стеклянные поверхности 1-2, 2-2 зон 601, 602 фиксации или по меньшей мере на их части обеспечивающий возможность пайки и/или улучшающий смачивание и/или реакцию, и/или сплав и/или электролитически активный соединительный слой и/или снабженный этими функциями, состоящий из нескольких покрытий пакет слоев. Однако такие покрытия можно наносить также на соответствующие поверхности металлической рамы 6.
Предпочтительно можно применять указанные в DE 102007030031 В3 материалы для реактивного соединительного слоя, а также способы их получения на образованных из металлического припоя уплотнительных поверхностях 6-1, 6-2.
В другом варианте выполнения по меньшей мере части уплотнительных поверхностей 6-1, 6-2 предусмотрено соединение, например состоящей из металла (например, алюминия) фольги или снабженной по меньшей мере частично на поверхностях таким материалом рамы 6 со стеклянными поверхностями 1-2, 2-2, без нанесения дополнительного уплотнительного материала. Адгезия между металлической фольгой, соответственно рамой, обеспечивается предпочтительно, например, с помощью ультразвуковой сварки.
Создание вакуума и вакуумплотного закрывания элемента 10 остекления осуществляется с помощью по меньшей мере одного установленного сбоку приспособления 71 для создания разряжения. Предусмотрено выполнение в профилированной поверхности 603 металлической рамы 6 небольшого отверстия, например в виде сверления или т.п., и установка в этом месте круглой трубки 710 для создания разряжения, например, с помощью лазерной сварки. Однако было установлено, что этот вариант выполнения малопригоден, поскольку монтаж является сложным, связан с неисправностями и с высоким процентом брака. С помощью изобретения эти недостатки могут быть устранены тем, что приспособление 71 для создания разряжения содержит по меньшей мере на поверхности контакта приспособления для создания разряжения и рамы по меньшей мере одну манжетную зону, которая имеет по меньшей мере приблизительно повторяющую форму рамы 6 геометрию (смотри позицию 711 на фиг.1С), в которой выполняется по меньшей мере частично вакуумплотное соединение. За счет этого получается по меньшей мере частично хорошо деформируемая и тем самым меньше подверженная неисправностям конструкция, так что может быть уменьшена стоимость изготовления. В качестве альтернативного решения манжетная зона может быть образована с отклоняющейся от профиля рамы 6 формой, которую, однако, можно соединять вакуумплотно с рамой 6 на краю манжетной зоны. Уплотнительное приспособление 8 предусмотрено для вакуумплотного закрывания трубки для создания разряжения, соответственно, соединительного элемента 710 после разряжения и достижения давления вакуума предпочтительно по меньшей мере меньше или равного примерно 1·10-1 Па.
В вариантах выполнения элемента остекления согласно изобретению и в способе его изготовления, в частности, в приспособлениях для создания разряжения, уплотнения и создания вакуума, в частности, относительно применяемых материалов, составляющих частей, конструкции, установки, способов получения, выполнения создания вакуума, указанных в патенте DE 102007030031 В3, можно применять приспособление 71 для создания разряжения.
Приспособление 71 для создания разряжения (см. фиг.1С, 6А) содержит по меньшей мере одну трубку для создания разряжения, соответственно соединительный элемент 710, который предназначен для соединения с установкой для создания вакуума и/или для вакуумплотного соединения по меньшей мере с одним другим эвакуированным, соответственно подлежащим разряжению приспособлением (например, другим элементом остекления, разряженной рамой, соответственно удерживающей конструкцией, вакуумной панелью, соответственно элементом фасада, соответственно другим изолирующим элементом и т.д.), и по меньшей мере частично повторяющую форму манжетную зону 711, в которой выполняется по меньшей мере частично вакуумплотное соединение с рамой 6. Вакуумплотное соединение со стеклянными пластинами 1, 2 выполняется с помощью уплотнительных поверхностей 6-1, 6-2 в зонах 631, 632.
С помощью приспособления 71 для создания разряжения, в отличие от обычных способов, можно предусматривать требуемое для создания разряжения отверстие с большей площадью поперечного сечения (по меньшей мере примерно 6-20 мм2 и даже больше по сравнению с лишь примерно 1-3 мм2 в обычных способах), так что время создания разряжения, в частности в диапазоне давления молекулярного потока, можно уменьшать в несколько раз до нескольких десятков секунд и меньше. За счет этого не только уменьшается время изготовления, но также можно экономить на инвестиционных расходах на вакуумную технику.
Трубка для создания разряжения, соответственно соединительный элемент 710, имеет предпочтительно круглое, овальное или эллиптическое поперечное сечение, однако может иметь также другую, почти любую геометрическую форму, например квадратную, прямоугольную, сегментированную, сминаемую, соответственно деформируемую, волнистую или многозвенную форму поперечного сечения. Показанная на фиг.2С в разрезе на виде сбоку трубка для создания разряжения, соответственно стеклянный элемент 710, имеет в простейшем случае цилиндрическую форму, в которой обе стороны полностью открыты. Возможны также другие варианты выполнения относительно геометрии трубки и ее установки. Трубка для создания разряжения, соответственно соединительный элемент 710, может быть установлен параллельно кромкам стеклянных пластин (см. фиг.2С) или же в любом наклонном положении или также с наклоном вниз. В других вариантах выполнения предусмотрено, что трубка для создания разряжения, соответственно соединительный элемент 710, или их части выступают дальше в промежуточные пространства 4-3, при этом, однако, между направленным внутрь отверстием трубки 710 для создания разряжения и кромками 200, 300 должно быть предусмотрено расстояние предпочтительно по меньшей мере 1 мм и больше, для того чтобы не удлинять напрасно время разряжения.
Трубка для создания разряжения, соответственно соединительный элемент 710, предпочтительно снабжен на направленной наружу стороне геометрически деформированными частями, переходными и соединительными элементами для обеспечения простого соединения с вакуумным аппаратом.
Для трубки для создания разряжения, соответственно соединительного элемента 710, необходимо предусматривать материал и толщину материала так, что она выдерживает давление по меньшей мере 1 бар без возникновения пор, трещин или других отрицательно влияющих на непроницаемость для газа микроскопических повреждений. При применении предпочтительных металлических материалов оказалась хорошо пригодной в зависимости от соответствующей конкретной геометрии толщина от примерно 50 мкм до 400 мкм.
Предпочтительно для трубки для создания разряжения, соответственно соединительного элемента 710, применяются такие металлы или металлические сплавы или содержащие их материалы, которые применяются также для повторяющих форму манжетных зон 711. Предпочтительно, когда приспособления 71 для создания разряжения выполнены, например, с помощью многоступенчатой механической гибки или с помощью многоступенчатой глубокой вытяжки или т.п. из плоскокатаного исходного материала сразу в виде единого целого.
Особенно предпочтительно, когда для трубок для создания разряжения, соответственно соединительных элементов 710, повторяющих форму манжетных зон 711 и профилированных рам 6 применяются одинаковые или аналогичные по своим механическим свойствам материалы. Следует отметить, что для трубок для создания разряжения, соответственно соединительных элементов 710, повторяющих форму манжетных зон 711 и профилированных рам 6 можно применять также различные металлы, соответственно металлические сплавы. Например, можно комбинировать сплавы из железа и никеля (FeNi), железа, никеля и хрома (FeNiCr), железа и хрома (FeCr) и т.д. с содержащими NiCr соединениями, без ограничений или отрицательных влияний на элементы 10 остекления. Решающее значение имеет лишь то, что используемые материалы, с одной стороны, можно вакуумплотно соединять друг с другом, и, с другой стороны, они не проявляют усталости материала при применении элемента 10 остекления.
Предпочтительно предусматривать такие материалы, коэффициенты теплового расширения которых не очень отличаются друг от друга, с целью минимизации термомеханических напряжений в местах соединения. Определенное согласование коэффициентов теплового расширения можно достигать в определенных границах с помощью промежуточных слоев, применения многослойных металлических лент или т.п.
Уплотнительное приспособление 8 содержит относительно патента DE 102007030031 В3 предпочтительно по меньшей мере частично металлический, плавящийся при низкой температуре (примерно <300°С) уплотнительный материал, который предпочтительно содержит элементы олово, индий, их сплавы, а также содержащие эти материалы в качестве существенной составляющей части соединения, при этом могут быть добавлены другие легирующие материалы, которые содержит по меньшей мере один из элементов Ag, Sb, Al, Bi, Cu, Au, Ni и т.д. Обеспечение герметичности осуществляется после завершения создания разряжения с помощью известных способов плавления (например, подачи тепла с помощью нагревательной спирали, лазера или т.п.) введенного перед этим в трубку для создания разряжения, соответственно соединительный элемент 710 исходного материала.
За счет того, что рамы и приспособления для создания разряжения согласно изобретению выполнены из металла или металлических сплавов, получается другой предпочтительный вариант выполнения для уплотнительного приспособления 8. Он состоит в том, что на основании очень хорошей теплопроводности предусмотренных металлов (например, в противоположность выполненным из стеклообразных материалов краевым уплотнениям) герметизацию можно выполнять также при более высоких температурах (выше температуры превращения стекла примерно 540°С). Для уплотнительного приспособления 8 предпочтительно применяется по меньшей мере частично металлический, плавящийся в диапазоне температуры свыше примерно 600°С уплотнительный материал (твердый припой), который предпочтительно содержит элементы серебро, медь и/или никель в качестве существенной составляющей части. Герметизацию можно выполнять так, что после желаемого давления вакуума в элементе 10 остекления трубку для создания разряжения, соответственно соединительный элемент 710 механически сжимают, соответственно сплющивают, и/или за счет локального плавления твердого припоя с помощью подачи тепла (например, посредством облучения, индуктивного нагревания или т.п.) вакуумплотно закрывают. На основании более высокой температуры плавления предпочтительного исходного материала можно даже выполнять необходимый для уплотнительного приспособления 8 исходный материал и возможно требуемый для длительной герметизации соединительный слой между уплотнительным приспособлением 8 и трубкой для создания разряжения, соответственно соединительным элементом 710 (смотри патент DE 102007030031 В3), уже заранее по меньшей мере частично в виде составляющей части приспособления 71 для создания разряжения (например, в виде покрытия, соответственно нанесения, сегмента или т.п.).
Для длительного сохранения вакуума может быть предпочтительным, когда по меньшей мере в одном пространстве 4-1, 4-2, 4-3 системы стеклянных пластин расположен по меньшей мере один геттерный материал или содержащее геттерный материал приспособление 400 (геттерное приспособление). Согласно одному предпочтительному варианту выполнения геттерный материал или геттерное приспособление предпочтительно по меньшей мере большей частью находится в разряженной зоне 4-3, поскольку в этой зоне имеется в распоряжении особенно большой объем, и тем самым можно вводить достаточное количество геттерного материала и активировать надлежащим образом. Для газопоглощения предпочтительно применяется по меньшей мере один из элементов барий, магний, особенно предпочтительно содержащие плавящиеся при более высоких температурах элементы, такие как тор, цирконий, алюминий, титан и т.д., материалы или их комбинации. Активация осуществляется предпочтительно с помощью местного термического испарения, при этом требуемая энергия обеспечивается с помощью, например, электрических, микроволновых, плазменных или индукционных приспособлений. За счет того, что приспособление 601-604 краевого уплотнения и приспособление 71 для создания разряжения выполнены из металлических материалов, геттерное приспособление предпочтительно соединяется, соответственно приводится непосредственно в контакт с ними, так что требуемая для активации термическая энергия обеспечивается за счет локального нагревания соответствующей части краевого уплотнения, соответственно приспособления для создания разряжения. При вводе термической энергии через стеклянные пластины 1, 2 с помощью, например, лазерного излучения или т.п. можно использовать хорошую теплопроводность образующего краевое уплотнение, соответственно, приспособление для создания разряжения металл целенаправленно для локального охлаждения, чтобы не повреждать другие компоненты и части элемента 10 остекления.
Было установлено, что предпочтительно, когда геометрия и расположение приспособления 601-604 краевого уплотнения и возможно также приспособления 71 для создания разряжения выбраны так, что они также во время использования не выступают по меньшей мере за плоскость 100 стеклянной пластины 1 (см. фиг.2С). За счет этого элемент 10 остекления можно монтировать, например, по меньшей мере частично на стеклянной кромке 100 в вертикальном или наклонном положении, без возникновения повреждений приспособлений краевого уплотнения и разряжения.
Элемент 10 остекления может быть снабжен, как показано на фиг.1С, на крае по меньшей мере частично обрамлением 9 или т.п. Обрамление 9 может иметь, например, как показано на фигуре, С-образную или L-образную форму поперечного сечения. За счет этого можно предотвращать механические повреждения стеклянных кромок, а также приспособлений краевого уплотнения и разряжения при транспортировке, установке и т.д., а также нежелательные коррозийные влияния окружения. Для обрамления 9 можно применять различные конструкции, которые содержат, например, металлы, пластмассы и полимеры, волокнистые композитные материалы, дерево и т.д., а также комбинации материалов. Обрамление 9 в одной из зон 9-1, 9-2 и/или 9-3 по меньшей мере частично соединено с помощью склеивания, с помощью зажимного, соответственно прижимного приспособления или их комбинации или т.п. по меньшей мере с одной из стеклянных пластин 1, 2. При этом зоны 9-1, 9-2, 9-3 могут быть выполнены различно в соответствии с конкретной целью применения элемента 10 остекления как относительно применяемых материалов, так и геометрии. Обрамление 9 может быть выполнено по меньшей мере частично в качестве крепежного, соответственно, монтажного приспособления для элемента 10 остекления и/или снабжено дополнительными теплоизоляционными, сдерживающими диффузию и/или уплотнительными функциями.
Зоны 9-1, 9-2, 9-3 предпочтительно содержат по меньшей мере один клеящей, адгезионный, уплотнительный, запирающий и/или наполнительный компонент, который предпочтительно выбран из группы материалов, которая содержит акрилаты, цианоакрилаты, смолы, полиуретаны, полипропилен, поликарбонат, полиэтилен, поливиниловый спирт, полистиролы, ацетаты, полисульфиды, силиконовые системы, сополимеры, имеющие эластичность резины вещества и т.п. Также можно применять блокирующие диффузию композитные системы, соответственно комбинации материалов, которые частично содержат металлическую фольгу, снабженные металлическими и/или оксидными слоями пленки или т.п.
Для обеспечения улучшенной защиты от коррозии приспособления 601-604 краевого уплотнения пространства 9-4 между обрамлением 9 и краевым уплотнением 6, соответственно приспособлением 71 для создания разряжения, могут быть снабжены блокирующими водяной пар и/или поглощающими водяной пар компонентами, такими как, например, осушители или т.п. За счет ввода теплоизоляционных материалов, таких как, например, минеральная вата, полистирол или т.п., в пространства 9-4 можно дополнительно минимизировать потери тепла элемента 10 остекления в краевой зоне. При определенных предпосылках можно создавать в пространствах 9-4 также уменьшенное давление по сравнению с давлением наружного воздуха, так что можно дополнительно улучшать теплоизоляцию в краевой зоне.
С помощью элемента 10 остекления согласно изобретению и способа изготовления преодолеваются указанные выше недостатки обычных элементов остекления относительно чувствительности угловых зон. Предпочтительный вариант выполнения содержит полностью замкнутое, филигранное, соответственно миниатюрное приспособление 600 краевого уплотнения (см. фиг.6А), которое содержит по меньшей мере одну часть 62 углового соединения с зонами 621, 622, 623, которые в зонах 624 вакуумплотно соединены с зонами 601, 602 фиксации и профилированной поверхности 603 кромочных частей рамы 6. Предпочтительно часть 62 углового соединения предусмотрена в каждом углу. Стеклянные пластины 1, соответственно 2, соединяются через уплотнительные поверхности 6-1, соответственно 6-2, с зонами 601, 621, соответственно 602, 622, с образованием тем самым герметичного обрамления для элемента 10 остекления.
Неожиданным образом такое филигранное приспособление 600 краевого уплотнения можно применять даже для выполнения элементов остекления больших размеров порядка 2000 мм × 2500 мм и больше. Эти преимущества объясняются тем, что в приспособлении 600 краевого уплотнения согласно изобретению стеклянные пластины 1, 2, 3 расположены так, что штабель из стеклянных пластин и приспособление краевого уплотнения при выполнении уплотнительных поверхностей 6-1, 6-2 (например, с высокой температурой процесса до примерно 500°С) самостоятельно юстируются и стабилизируются. За счет этого можно отказаться от трудоемких, сложных и тем самым дорогостоящих удерживающих и прессовых устройств при изготовлении элементов остекления.
Углы частей 62 углового соединения выполняются не острыми, а снабжаются предпочтительно определенным округлением. Размеры этих округлений, соответственно кривизны, могут изменяться в зависимости, например, от формы и величины, конкретных условий монтажа и использования элемента остекления и т.д. За счет такого округленного выполнения возможно, что ввод механических сил в стеклянные поверхности 1-2, 2-2 происходит не точно в углах, а немного дальше от углов стеклянных пластин 1, 2, так что максимально предотвращаются сколы стекла, трещины или т.п., которые обуславливаются, например, микроскопическими повреждениями на углах или в их непосредственном окружении, которые возникают, например, при вырезании стеклянных пластин.
Зона 623 частей 62 углового соединения не должна иметь во всей зоне между контактными зонами 624 одинаковую или аналогичную боковую геометрию профиля, как зона 603 (см. фиг.2, 3,4). Однако решающее значение имеет то, что боковые геометрии профиля рамы 6 и частей 62 углового соединения по меньшей мере в местах контакта рамы с частью 62 углового соединения являются почти идентичными, по меньшей мере очень аналогичными. Таким образом, компоненты можно соединять друг с другом с точной посадкой и без напряжений при изготовлении элементов остекления. Длительное вакуумплотное соединение можно осуществлять при перпендикулярном или наклонном расположении соединяемых частей относительно друг друга и с помощью известных способов, таких как, например, сварка в защитном газе и т.д. В одном предпочтительном варианте выполнения предусмотрено, что соединение выполняется с помощью лазерной сварки. При этом соединяемые конструктивные элементы часть 62 углового соединения и рама 6 приводятся в местах 624 контакта либо в положение стык в стык, либо в положение легкого нахлеста, а затем вакуумплотно свариваются.
В другом предпочтительном варианте выполнения предусмотрено, что соединение осуществляется с помощью специального способа пайки с применением твердых припоев при типичных температурах в диапазоне между примерно 600°С и примерно 1000°С, предпочтительно между примерно 650°С и 900°С. Специальный способ пайки осуществляется, например, так, что сначала часть 62 углового соединения устанавливают с точной посадкой в специальный инструмент. Соответствующие граничащие с частью углового соединения кромочные части рамы 6 вводят по сторонам в инструмент так, что возникает контактная зона 624, в которой подлежащие соединению части накладываются друг на друга, при этом ширина зоны 624 наложения друг на друга предпочтительно выбирается в диапазоне по меньшей мере от примерно 1 мм до примерно 10 мм. Материал припоя предпочтительно содержит вещество, которое по меньшей мере частично содержит элементы серебро, медь и/или никель в качестве составляющей части. После ввода материала припоя, например в виде пасты, проволоки, фольги или т.п. (возможно также флюса) в контактную зону 624 или по меньшей мере непосредственно вблизи нее, зону 624 нагревают, например, с помощью индукционного нагревания, так что происходит плавление материала припоя. Специальный инструмент обеспечивает необходимое локальное сжимание и удерживание на расстоянии, так что после охлаждения получается вакуумплотное и механически прочное соединение. Толщину припоя предпочтительно устанавливают на значения между примерно 10 мкм и примерно 250 мкм.
Следует отметить, что предпочтительные для выполнения контактной зоны 624 материалы, приспособления и способы можно применять также для выполнения, например, контактных зон 625 между по меньшей мере одним приспособлением 71 для создания разряжения и рамой 6 и являются составляющей частью изобретения.
Особенно стабильные соединения получаются, когда повторяющие форму геометрии для кромочных частей и углового соединения профилированной рамы выполнены так, что вдоль всей контактной зоны 624 между уплотнительными поверхностями 6-1, 6-2 не происходит смены профиля снаружи внутрь и наоборот (см., например, фиг.1А-1С, 3F, 3G, 4B, 4C, 5B-5E). Это преимущество обуславливается тем, что механические напряжения на уплотнительных поверхностях 6-1, 6-2 могут быть дополнительно уменьшены за счет этого особенно предпочтительного варианта выполнения. Возникающие при выполнении внахлест соединения 624 вдоль кромок стеклянных пластин в уплотнительных поверхностях 6-1, 6-2 ступеньки и различия по высоте (толщина профиля плюс толщина слоя припоя) можно компенсировать за счет согласованной толщины уплотнительных поверхностей.
Другие варианты выполнения кромочных частей профилированной рамы 6, приспособления 71 для создания разряжения и частей 62 углового соединения профилированной рамы 6 содержат по меньшей мере частично предусмотрение поверхностей с непроницаемыми покрытиями и/или модификаций поверхности (например, за счет окисления), с целью дальнейшего уменьшения диффузии молекул газа внутрь элемента 10 остекления и тем самым достижения более длительного срока службы конструктивных элементов.
На фиг.6 показаны на виде сверху в качестве примера приспособления 600 краевого уплотнения, в которых расстояния между зонами 621, 622, 623 остаются постоянными также в округлениях, изгибах, соответственно кривизне (смотри расстояния х1-х4 на фиг.2А). В показанном там симметричном выполнении округления, соответственно кривизна, выполнены в виде круговых сегментов с общей средней точкой круга. Однако можно применять также отклоняющиеся от круга геометрии, различные точки отсчета, различные длины х1, х2 для зон 601-603 и 621-623 и т.д. Возможны также части 62 углового соединения, в которых зоны 621, 622 имеют различно сильно выраженные изгибы, кривизну или т.п.
Кроме того, следует отметить, что части 62 углового соединения могут быть снабжены одинаковыми или по меньшей мере аналогичными материалами и составляющими частями, одинаковыми или по меньшей мере аналогичными конструктивными и технологическими мерами (например, гофрами, желобками, покрытиями и т.д.), указанными в тексте описания и показанными на фигурах для кромочных частей, трубки для создания разряжения, соответственно соединительного элемента 710 и повторяющих форму составляющих частей 711.
Как было установлено, особенно предпочтительно, что за счет расположения приспособлений краевого уплотнения, углового соединения и рамы получается полностью окружное отверстие между стеклянными кромками 200, 300 и рамой. Окружное отверстие по сравнению с известными остеклениями с вакуумной изоляцией имеет намного большую площадь поперечного сечения (по меньшей мере от примерно 6 мм2 до 20 мм2 и больше), так что молекулы газа, которые находятся на большем удалении от приспособления для создания разряжения, больше не должны проходить весь путь через очень узкое отверстие между стеклянными пластинами, для того чтобы быть откаченными. С помощью изобретения можно создавать подходящий перепад давления между окружным отверстием 4-3 и промежуточными пространствами 4-1, 4-2, так что молекулы на всех сторонах элемента остекления могут одинаково двигаться в ближайшую часть отверстия и подаваться затем в приспособление для создания разряжения.
Для изготовления приспособления 600 краевого уплотнения получается следующий упрощенный ход выполнения способа:
- подготовка исходного материала для рамы с кромочными частями и частями 62 углового соединения,
- подготовка приспособления 71 для создания разряжения,
- разрезание исходного материала для рамы на желаемые размеры соответствующих элементов 10 остекления,
- выполнение по меньшей мере одной выемки или отверстия по меньшей мере в одной раме 6 для размещения приспособления 71 для создания разряжения,
- сборка отдельных компонентов 6, 71, 62 и выполнение вакуумплотных соединений 624, 625.
На фиг.6В схематично показаны необходимые для выполнения приспособления 600 краевого уплотнения конструктивные составляющие части. В показанном примере приспособление 71 для создания разряжения установлено отдельно на одной из кромочных частей рамы 6 и тем самым расположено на некотором расстоянии от угловой зоны, за счет чего можно дополнительно уменьшать механические напряжения. Для этого профилированная рама 6 разделена на компоненты 6а и 6b, а затем приспособление 71 для создания разряжения соединено через контактные места 625 с компонентами 6а и 6b (см. фиг.6А). Для создания простого соединения с вакуумной установкой трубка для создания разряжения, соответственно манжетная зона 711, может предпочтительно еще выступать за край рамы 6. После разряжения и вакуумплотного закрывания трубку для создания разряжения соответственно манжетную зону можно укорачивать на желаемую длину.
Приспособление 600 краевого уплотнения включает также такие варианты выполнения, в которых приспособление 71 для создания разряжения является непосредственно составляющей частью частей 62 углового соединения и/или соединено непосредственно в местах 624 контакта с частями 62 углового соединения. Количество и форма соответствующих отдельных компонентов 6, 71, 62 и геометрия приспособления 600 краевого уплотнения могут отклоняться от фиг.6В и задаются пользователем в зависимости от соответствующих конкретных конструкций.
Поясняемый ниже способ изготовления элемента 10 остекления с использованием приспособлений согласно изобретению для краевого уплотнения (6, 6-1, 6-2), разряжения (71) и углового соединения (62) является особенно предпочтительным вариантом выполнения изобретения. Возможны также другие модификации и комбинации с другими способами.
В первой стадии способа согласно фиг.7 способ содержит подготовку стеклянных пластин 1, 2, 3 (соответственно разрезание, чистку, контролирование кромок, при необходимости активирование стеклянных поверхностей по меньшей мере на уплотнительных поверхностях 6-1, 6-2) и подготовку приспособления 600 краевого уплотнения (например чистку, активирование поверхностей стеклянных пластин). Распорки 5 в предпочтительных вариантах выполнения неподвижно соединены со стеклянными поверхностями 1-2, 3-1, 3-2 и/или 2-1 и/или могут быть установлены на стеклянных поверхностях при укладке друг на друга стеклянных пластин.
Во второй стадии (см. фиг.8А) наносят уплотнительный материал 610, 620 на проходящие параллельно поверхностям стеклянных пластин 1, 2, 3 наружные зоны 601, 602, 621, 622, 631, 632 приспособления 600 краевого уплотнения и/или на соответствующие части стеклянных поверхностей 1-2, 2-2. Решающее значение имеет то, что происходит правильное по положению и точное нанесение уплотнительных материалов с применением, например, систем дозирования по всему периметру и без всяких перерывов, отверстий или т.п. Предпочтительные уплотнительные материалы 610, 620 содержат предпочтительно стеклообразные материалы и/или содержащие размягчающиеся при низких температурах стекла (например, стеклоприпои, стеклофритты или т.п.) материалы, которые предпочтительно используются в виде содержащих связующие средства или растворители паст, суспензий, пленок, лент или т.п.
Затем стеклянные пластины укладывают друг за другом на уплотнительный материал 610, 620, так что получается показанный на фиг.8С штабель. Выполнение штабеля можно в принципе осуществлять также в обратном порядке тем, что сначала стеклянные пластины укладывают друг на друга и лишь затем наносят рамочное приспособление.
Четвертая стадия способа содержит выполнение механического соединения между трубкой для создания разряжения соответственно соединительным элементом 710 и вакуумной установкой и соединение вместе штабеля и тем самым выполнение герметизации в уплотнительных поверхностях 6-1, 6-2.
Соединение вместе штабеля осуществляется предпочтительно посредством плавления уплотнительного материала с помощью воздействия тепла. Особенно предпочтительно требуемое для надежной уплотнительной поверхности 6-1, 6-2 особенно равномерное сжатие обеспечивается по всем размерам конструктивных элементов по меньшей мере в преобладающей мере за счет собственного веса стеклянных пластин 1, 2, 3. В результате получается элемент 10 остекления (см. фиг.8D), который на основании отсутствия вакуума еще не имеет теплоизоляционных свойств.
В соответствии с пятой стадией способа осуществляется обеспечение требуемых условий вакуума внутри элемента 10 остекления предпочтительно посредством разряжения с помощью вакуумной установки в условиях давления наружного воздуха. Разряжение можно предпочтительно начинать уже во время соединения вместе штабеля, а именно точно в момент времени, когда расплавленный уплотнительный материал еще не полностью затвердел и может быть деформирован с помощью сил. Это обеспечиваемое за счет разряжения дополнительное прижимание является особенно предпочтительным, поскольку за счет действующего снаружи давления воздуха создаются особенно равномерные силы прижимания, и за счет этого могут быть еще лучше компенсированы обусловленные изготовлением допуски, неточности размеров и т.д. с помощью расплавленного уплотнительного материала.
После достижения давления вакуума по меньшей мере 10-1-10-3 Па и ниже выполняют вакуумплотное закрывание трубки 710 для создания разряжения с помощью указанных выше способов. За счет активации геттера 400 можно дополнительно улучшать условия вакуума.
Соединение вместе, разряжение и вакуумплотное закрывание можно выполнять также в условиях вакуума.
С обеспечением длительного вакуума завершается изготовление теплозащитного элемента 10 остекления, с помощью которого можно достигать хороших значений теплозащиты от примерно 0,5 до примерно 0,3 Вт/(м2К) и даже ниже.
Показанные варианты выполнения можно применять не только в представленном виде, а возможны также любые комбинации из этих примеров.
Конструктивный элемент включает не только применение стекла или т.п. в качестве пластинчатых материалов, что представляет специальный случай для прозрачных, соответственно полупрозрачных конструктивных элементов. В принципе можно использовать все материалы, которые можно изготавливать в виде пластин или изогнутых элементов, которые имеют достаточную механическую прочность и пригодны для создания вакуума.
Раскрытые в приведенном выше описании, на чертежах и в формуле изобретения признаки изобретения могут иметь значение по отдельности или же в комбинации друг с другом для реализации изобретения в его различных вариантах выполнения.
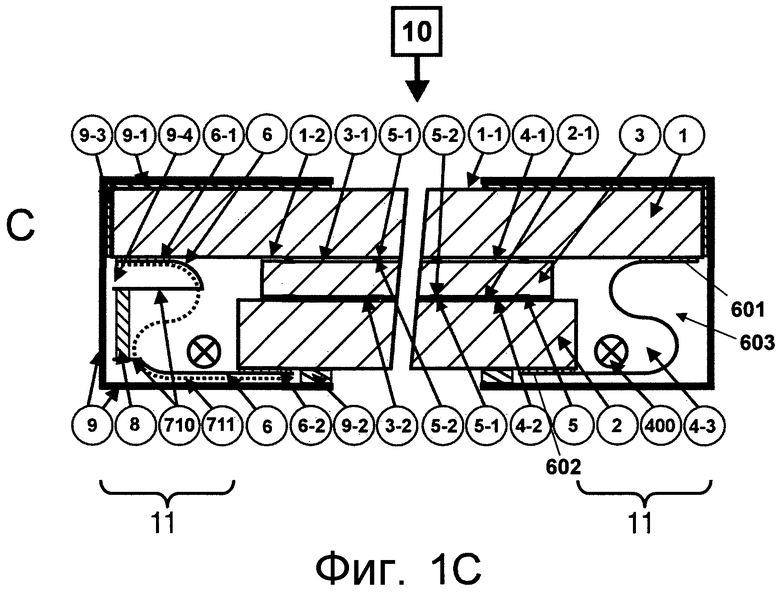
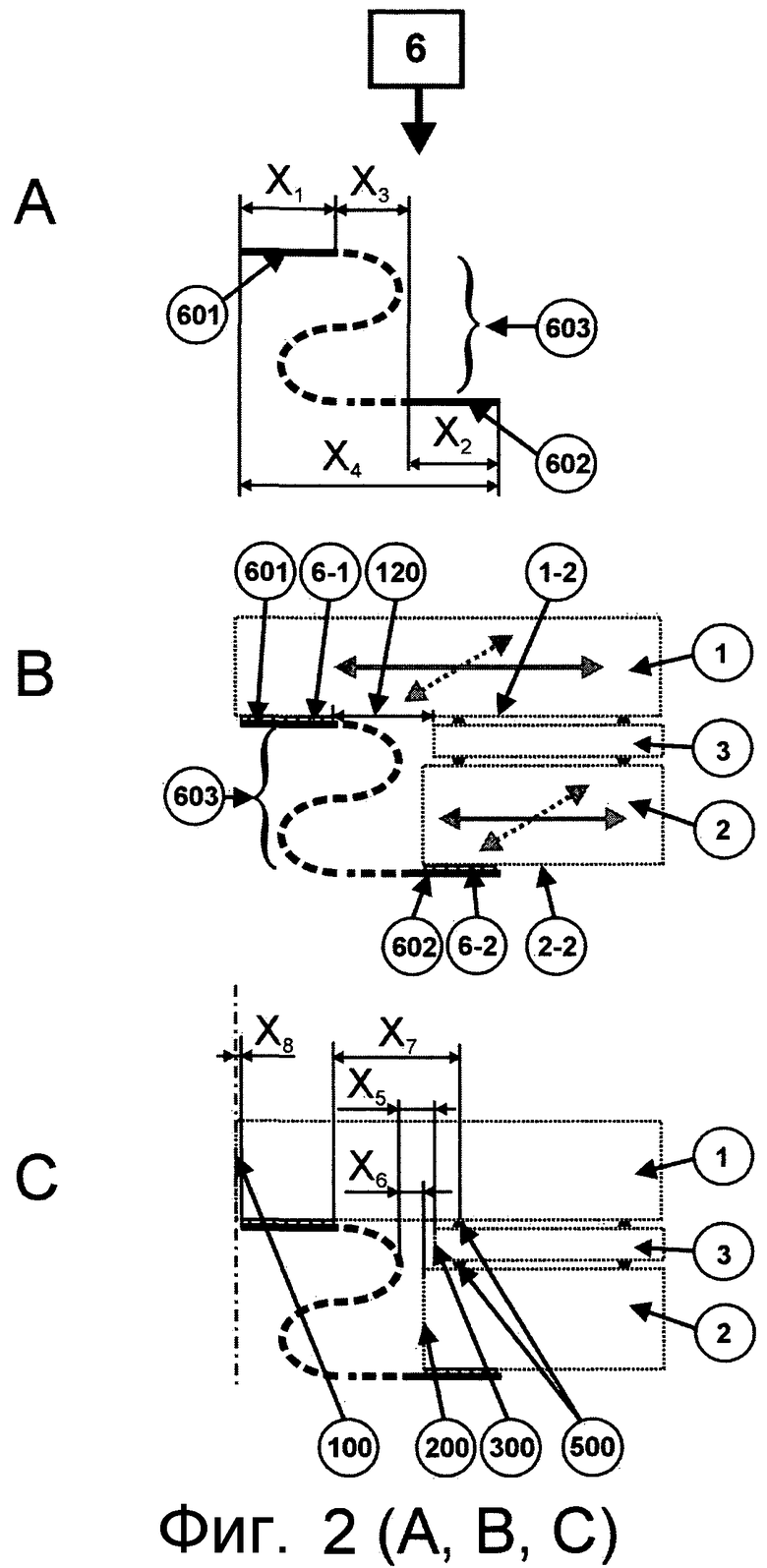
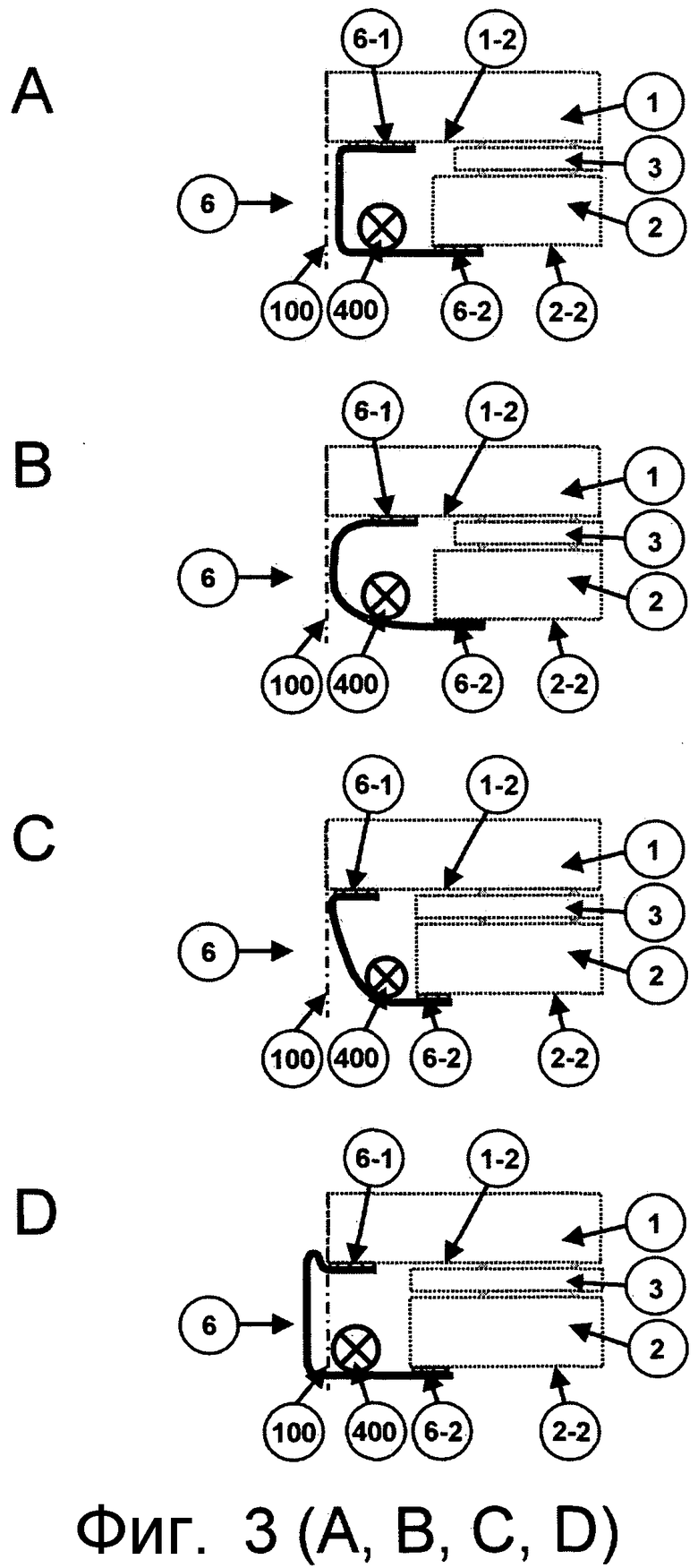
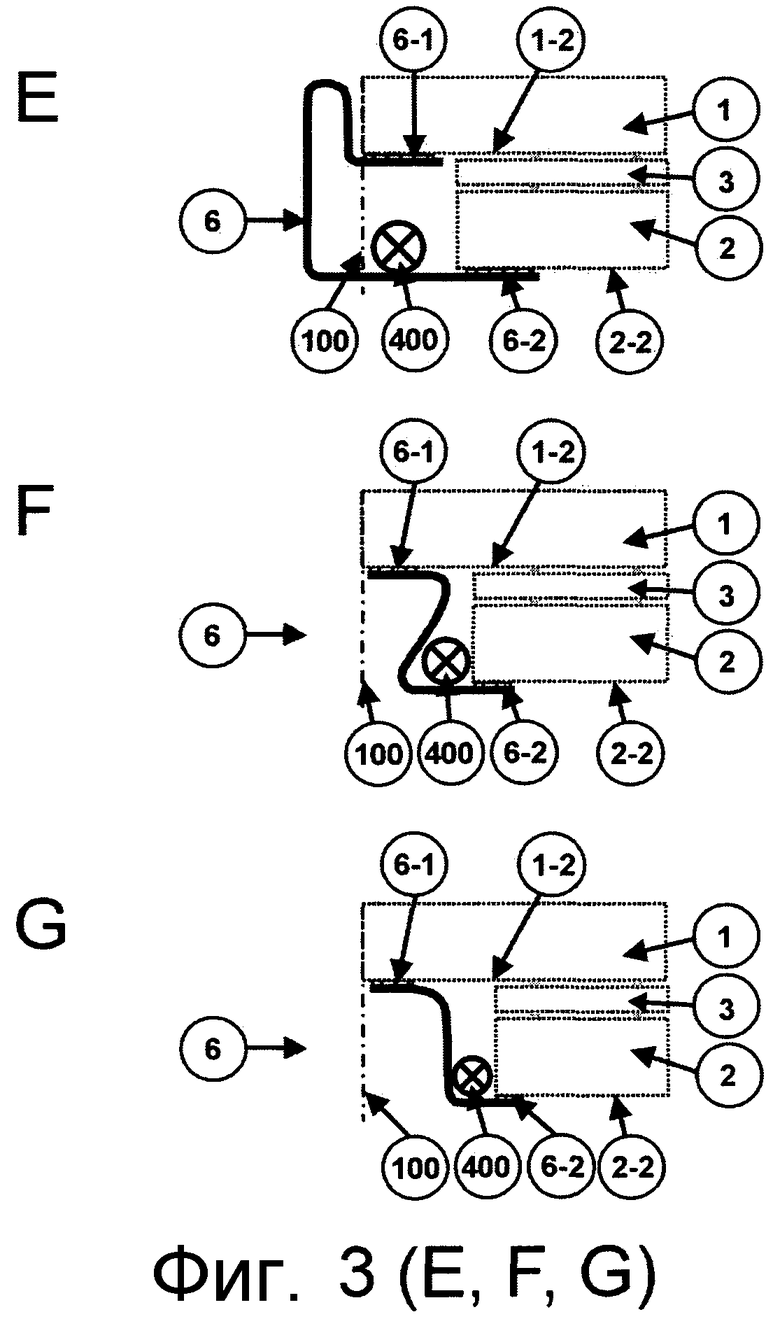
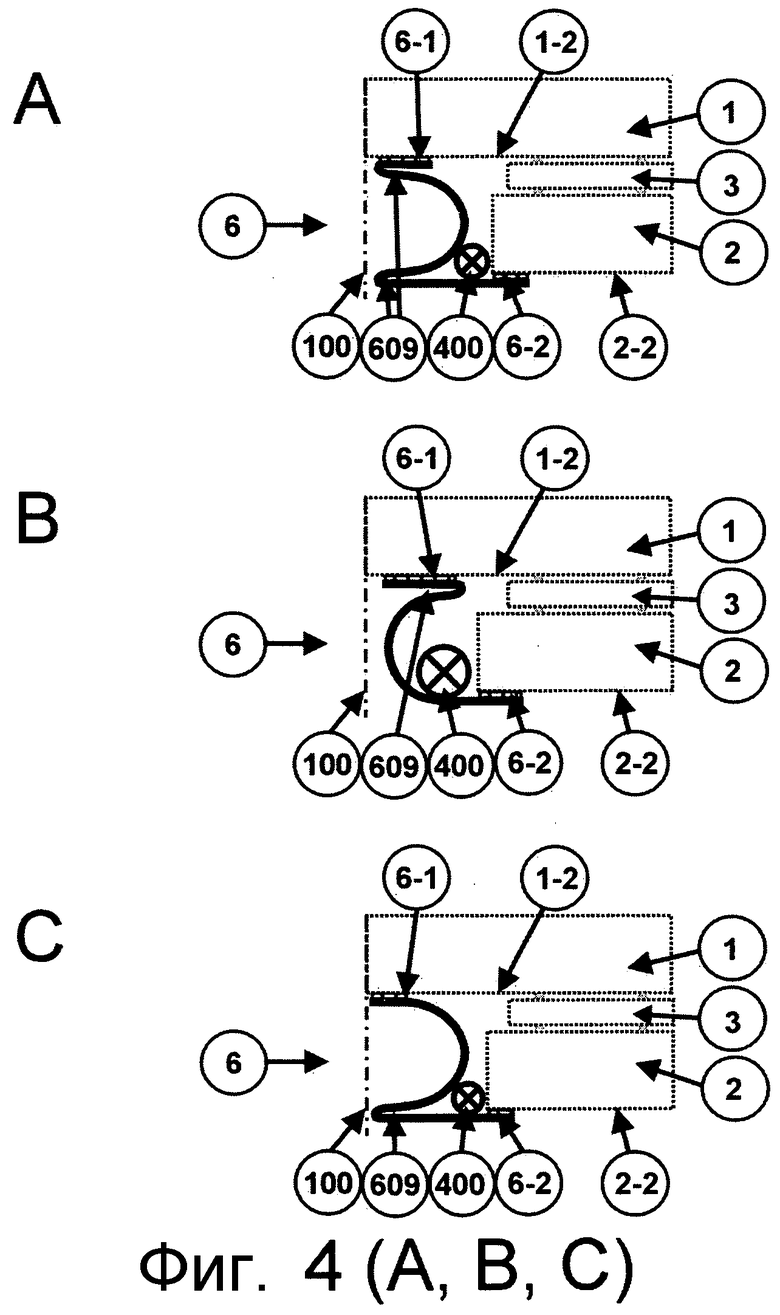
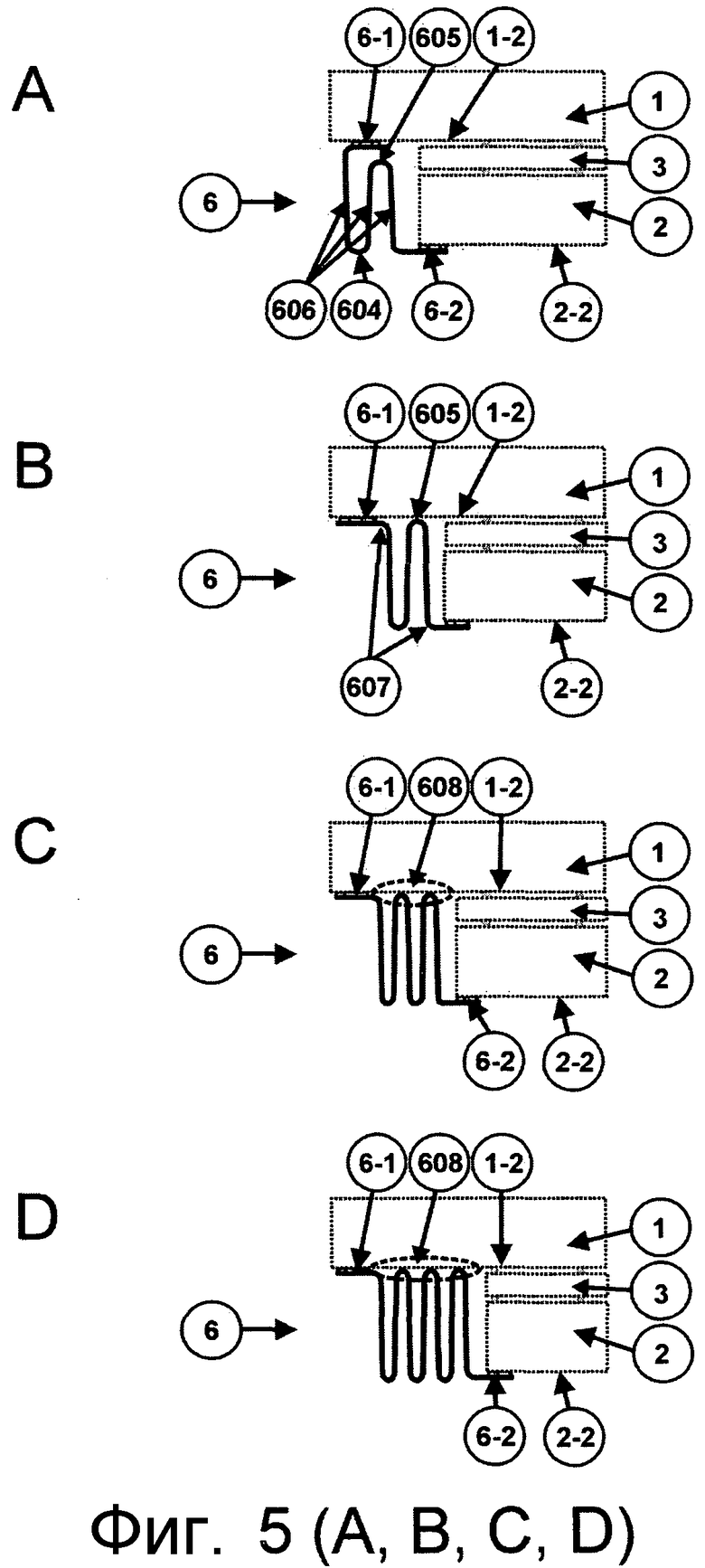
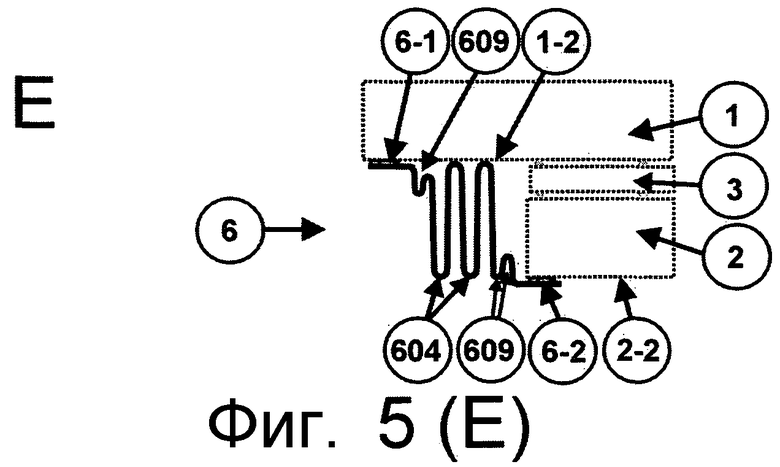
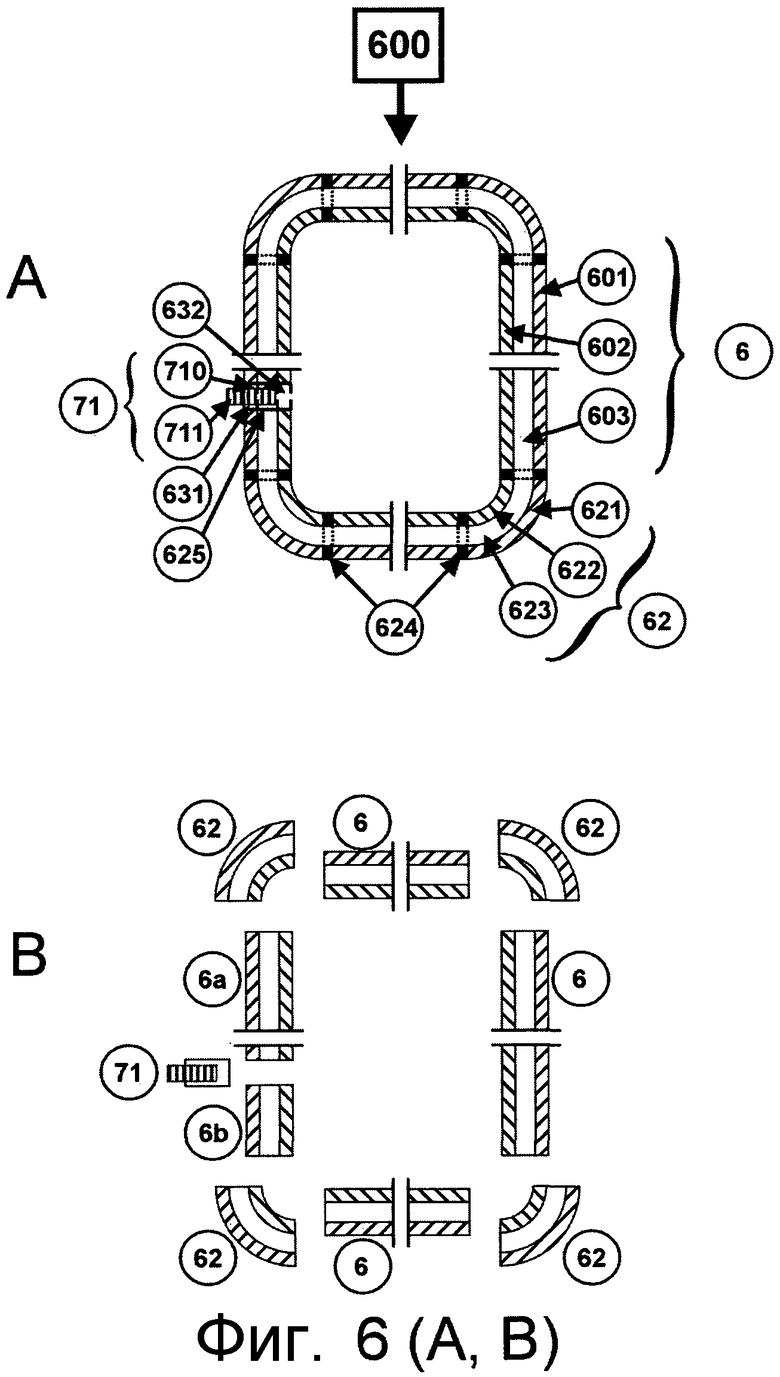
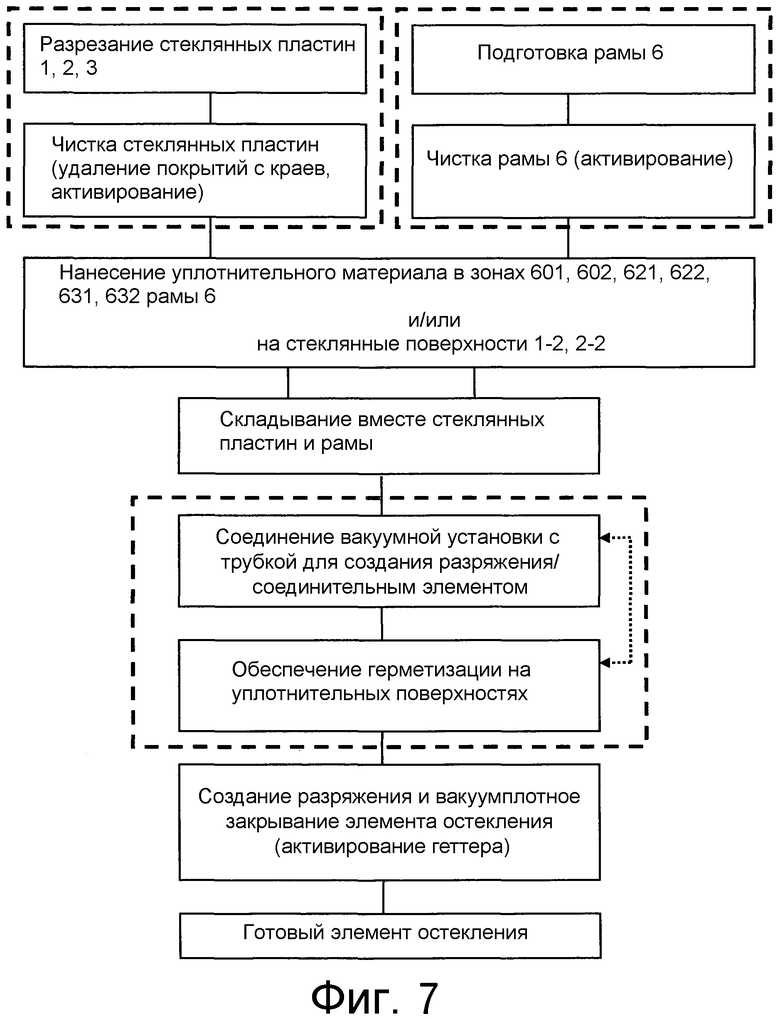
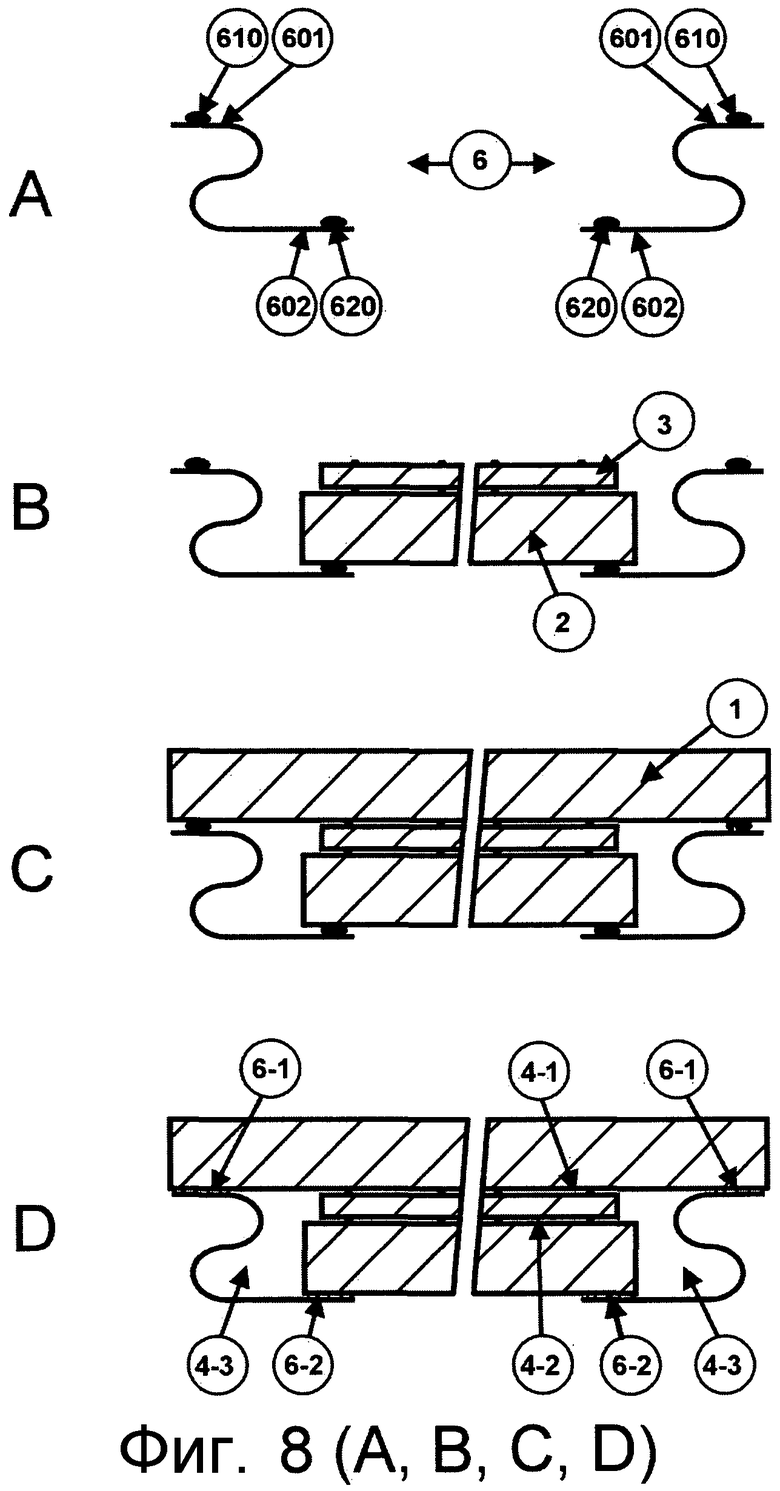
Теплозащитный элемент остекления содержит систему стеклянных пластин с первой наружной стеклянной пластиной и второй наружной стеклянной пластиной, из которых первая наружная стеклянная пластина выступает за вторую наружную стеклянную пластину со всех сторон на величину выступающей поверхности, приспособление для выдерживания расстояния с распорками, которые предназначены для установки расстояния между стеклянными пластинами, и приспособление краевого уплотнения, которое служит для герметизации промежуточного пространства между стеклянными пластинами относительно окружения и содержит профилированную раму, которая вакуумплотно закреплена на выступающей поверхности внутренней стороны первой наружной стеклянной пластины, при этом элемент остекления предназначен для создания в промежуточном пространстве уменьшенного по сравнению с наружным атмосферным давлением давления, и при этом рама закреплена вакуумплотно на наружной стороне второй наружной стеклянной пластины и на боковом крае второй наружной стеклянной пластины и образует соединенное с промежуточным пространством пространство разряжения, и предусмотрено по меньшей мере одно приспособление разряжения, которое предназначено для разряжения пространства разряжения через раму. Приведено также описание способа изготовления элемента остекления. 6 н. и 25 з.п. ф-лы, 8 ил.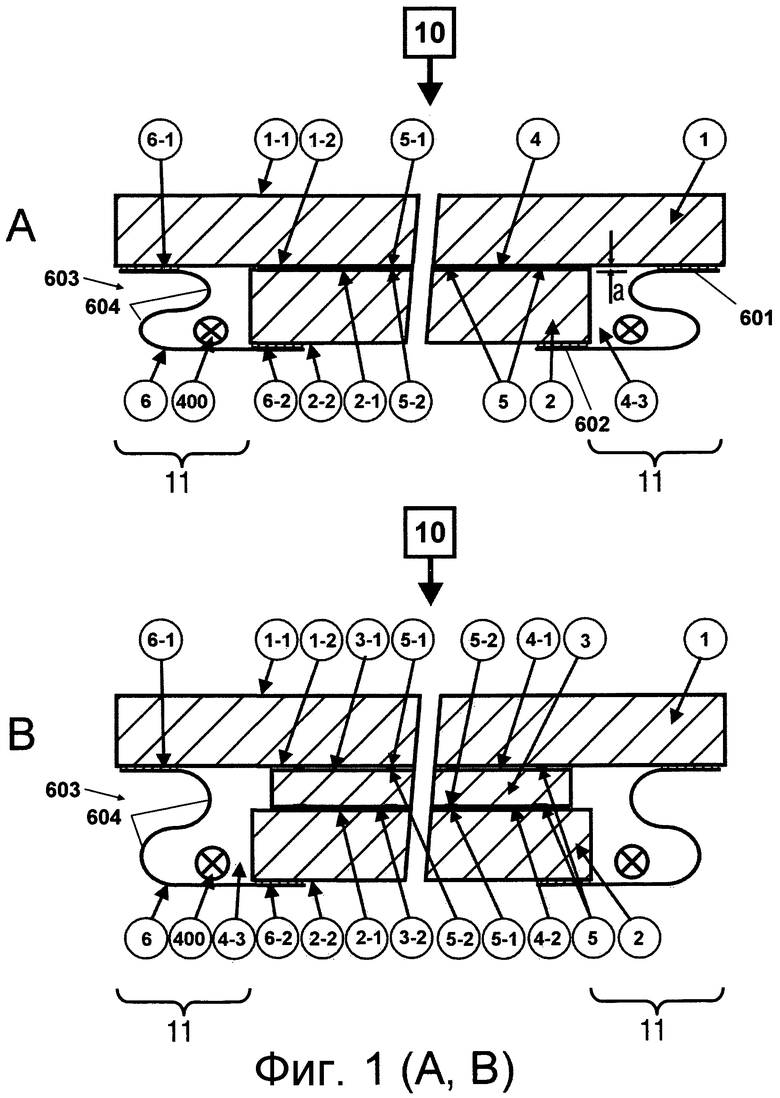
1. Теплозащитный элемент остекления, который содержит:
- систему стеклянных пластин с первой наружной стеклянной пластиной и второй наружной стеклянной пластиной, из которых первая наружная стеклянная пластина выступает за вторую наружную стеклянную пластину со всех сторон на величину выступающей поверхности,
- приспособление для выдерживания расстояния с распорками, которые предназначены для установки расстояния между стеклянными пластинами, и
- приспособление краевого уплотнения, которое служит для герметизации промежуточного пространства между стеклянными пластинами относительно окружающей среды и содержит профилированную раму, которая вакуумплотно закреплена на выступающей поверхности внутренней стороны первой наружной стеклянной пластины, при этом
- элемент остекления предназначен для создания в промежуточном пространстве уменьшенного по сравнению с наружным атмосферным давлением давления,
отличающийся тем, что
- рама закреплена вакуумплотно на наружной стороне второй наружной стеклянной пластины и образует на боковом крае второй наружной стеклянной пластины соединенное с промежуточным пространством пространство разряжения, и
- предусмотрено по меньшей мере одно приспособление для создания разряжения в пространстве разряжения через раму.
2. Элемент остекления по п. 1, в котором рама имеет зоны фиксации, в которых рама соединена со стеклянными пластинами, и профилированную поверхность с несколькими дуговыми зонами, которые проходят вдоль боковых краев стеклянных пластин и изогнуты в направлении, параллельном или перпендикулярном выступающей поверхности.
3. Элемент остекления по п. 2, в котором профилированная поверхность рамы ориентирована между дуговыми зонами почти перпендикулярно или почти параллельно поверхности выступания.
4. Элемент остекления по любому из пп. 2 или 3, в котором дуговые зоны, которые обращены к первой наружной стеклянной пластине, по меньшей мере частично соприкасаются с ее внутренней стороной.
5. Элемент остекления по п. 1, в котором на стеклянных пластинах предусмотрены первая уплотнительная поверхность и вторая уплотнительная поверхность, которые выполнены плоскими и параллельными друг другу и на которых зоны фиксации рамы соединены, соответственно, с первой и второй наружными стеклянными пластинами.
6. Элемент остекления по п. 5, в котором первая уплотнительная поверхность и вторая уплотнительная поверхность содержат стеклоприпой, который
- размягчается при температуре меньше 600°C, в частности, меньше 540°C,
- имеет коэффициент теплового расширения, который согласован с коэффициентом теплового расширения стеклянных пластин и рамы, и
- содержит по меньшей мере один из оксидов элементов, таких как свинец, литий, висмут, натрий, бор, фосфор и кремний.
7. Элемент остекления по любому из пп. 5 или 6, в котором наружное атмосферное давление воздействует на первую и вторую зоны фиксации.
8. Элемент остекления по любому из пп. 5 или 6, в котором расстояние по вертикали внутреннего, обращенного к пространству разряжения края первой уплотнительной поверхности от ближайшей распорки меньше или равно 50 мм.
9. Элемент остекления по любому из пп. 1 или 2, в котором рама имеет по меньшей мере один из признаков:
- рама имеет по меньшей мере один С-, U-, Z-, Ω- или S-образный профиль,
- рама имеет стабилизирующие элементы, такие как, например, гофры, канавки или желобки,
- рама имеет различную толщину,
- рама имеет различную прочность,
- рама имеет толщину, которая меньше 500 мкм, в частности меньше 300 мкм и больше 50 мкм, в частности больше 70 мкм,
- рама содержит по меньшей мере одно: сплав железа и никеля (FeNi), сплав железа, никеля и хрома (FeNiCr), сплав железа и хрома (FeCr), платину, ванадий, титан, хром, алюминий и кобальт, в частности сплав Fe-Ni с долей никеля 40-55%, сплав Fe-Ni-Cr, сплав Fe-Cr с долей хрома 23-30% или нержавеющую сталь с долей хрома 15-20%, и
- рама имеет по меньшей мере три дуговые зоны.
10. Элемент остекления по любому из пп. 1 или 2, в котором рама содержит кромочные части, которые проходят вдоль кромок стеклянных пластин, и части углового соединения, с помощью которых в угловых зонах стеклянных пластин соединены граничащие друг с другом кромочные части, при этом части углового соединения содержат скругленную, в частности, многократно изогнутую полосу материала.
11. Элемент остекления по п. 1, в котором приспособление для создания разряжения содержит по меньшей мере один трубопровод для создания разряжения, который предназначен для соединения с вакуумным устройством и имеет по меньшей мере частично согласованную с профилем рамы манжетную зону, которая вакуумплотно соединена с рамой.
12. Элемент остекления по любому из пп. 1 или 2, в котором между первой и второй наружными стеклянными пластинами расположена по меньшей мере одна внутренняя стеклянная пластина, поверхность которой меньше поверхности первой наружной стеклянной пластины, при этом промежуточное пространство между стеклянными пластинами соединено с пространством разряжения.
13. Элемент остекления по п. 12, в котором по меньшей мере одна внутренняя стеклянная пластина не граничит непосредственно с приспособлением краевого уплотнения.
14. Элемент остекления по п. 1, в котором пространство разряжения содержит по меньшей мере одно сенсорное устройство, измерительное устройство и геттерное устройство.
15. Конструктивный элемент, который имеет по меньшей мере один элемент остекления по любому из пп. 1-14.
16. Способ изготовления элемента (10) остекления по любому из пп. 1-14, содержащий этапы:
- подготовки стеклянных пластин в виде штабеля стеклянных пластин с распорками приспособления для выдерживания расстояния, материала рамы приспособления краевого уплотнения и приспособления для создания разряжения,
- разрезания материала рамы приспособления краевого уплотнения на желаемые размеры и тем самым подготовки кромочных частей и частей углового соединения,
- выполнения по меньшей мере одного отверстия в материале рамы приспособления краевого уплотнения и размещения приспособления для создания разряжения в отверстии,
- складывания вместе штабеля стеклянных пластин, рамы приспособления краевого уплотнения и приспособления для создания разряжения и подготовки вакуумплотных соединений кромочных частей, частей углового соединения и приспособления для создания разряжения с целью образования окружной рамы и вакуумплотных соединений рамы с наружными сторонами наружных стеклянных пластин из штабеля стеклянных пластин.
17. Теплозащитный элемент остекления, который содержит:
- систему стеклянных пластин с первой наружной стеклянной пластиной и второй наружной стеклянной пластиной, из которых первая наружная стеклянная пластина выступает за вторую наружную стеклянную пластину со всех сторон на величину выступающей поверхности,
- приспособление для выдерживания расстояния с распорками, которые предназначены для установки расстояния между стеклянными пластинами, и
- приспособление краевого уплотнения, которое служит для герметизации промежуточного пространства между стеклянными пластинами относительно окружающей среды и содержит профилированную раму, которая вакуумплотно закреплена на выступающей поверхности внутренней стороны первой наружной стеклянной пластины, при этом
- элемент остекления предназначен для создания в промежуточном пространстве уменьшенного по сравнению с наружным атмосферным давлением давления,
отличающийся тем, что
- рама закреплена вакуумплотно на наружной стороне второй наружной стеклянной пластины и образует на боковом крае второй наружной стеклянной пластины соединенное с промежуточным пространством пространство разряжения, при этом рама содержит зоны фиксации, в которых рама соединена по поверхности со стеклянными пластинами, причем зоны фиксации содержат две по существу плоские и параллельные друг другу зоны, которые за счет их соединения со стеклянными пластинами выполнены жесткими, и
- предусмотрено по меньшей мере одно приспособление для создания разряжения в пространстве разряжения через раму.
18. Элемент остекления по п. 17, в котором рама имеет зоны фиксации, в которых рама соединена со стеклянными пластинами, и профилированную поверхность с несколькими дуговыми зонами, которые проходят вдоль боковых краев стеклянных пластин и изогнуты в направлении, параллельном или перпендикулярном выступающей поверхности.
19. Элемент остекления по п. 18, в котором профилированная поверхность рамы ориентирована между дуговыми зонами почти перпендикулярно или почти параллельно поверхности выступания.
20. Элемент остекления по любому из пп. 18 или 19, в котором дуговые зоны, которые обращены к первой наружной стеклянной пластине, по меньшей мере частично соприкасаются с ее внутренней стороной.
21. Элемент остекления по п. 17, в котором на стеклянных пластинах предусмотрены первая уплотнительная поверхность и вторая уплотнительная поверхность, которые выполнены плоскими и параллельными друг другу и на которых зоны фиксации рамы соединены, соответственно, с первой и второй наружными стеклянными пластинами.
22. Элемент остекления по п. 21, в котором первая уплотнительная поверхность и вторая уплотнительная поверхность содержат стеклоприпой, который
- размягчается при температуре меньше 600°C, в частности, меньше 540°C,
- имеет коэффициент теплового расширения, который согласован с коэффициентом теплового расширения стеклянных пластин и рамы, и
- содержит по меньшей мере один из оксидов элементов, таких как свинец, литий, висмут, натрий, бор, фосфор и кремний.
23. Элемент остекления по любому из пп. 21 или 22, в котором расстояние по вертикали внутреннего, обращенного к пространству разряжения края первой уплотнительной поверхности от ближайшей распорки меньше или равно 50 мм.
24. Элемент остекления по любому из пп. 17 или 18, в котором рама имеет по меньшей мере один из признаков:
- рама имеет по меньшей мере один С-, U-, Z-, Ω- или S-образный профиль,
- рама имеет стабилизирующие элементы, такие как, например, гофры, канавки или желобки,
- рама имеет различную толщину,
- рама имеет различную прочность,
- рама имеет толщину, которая меньше 500 мкм, в частности меньше 300 мкм и больше 50 мкм, в частности больше 70 мкм,
- рама содержит по меньшей мере одно: сплав железа и никеля (FeNi), сплав железа, никеля и хрома (FeNiCr), сплав железа и хрома (FeCr), платину, ванадий, титан, хром, алюминий и кобальт, в частности сплав Fe-Ni с долей никеля 40-55%, сплав Fe-Ni-Cr, сплав Fe-Cr с долей хрома 23-30% или нержавеющую сталь с долей хрома 15-20%, и
- рама имеет по меньшей мере три дуговые зоны.
25. Элемент остекления по любому из пп. 17 или 18, в котором рама содержит кромочные части, которые проходят вдоль кромок стеклянных пластин, и части углового соединения, с помощью которых в угловых зонах стеклянных пластин соединены граничащие друг с другом кромочные части, при этом части углового соединения содержат скругленную, в частности, многократно изогнутую полосу материала.
26. Элемент остекления по п. 17, в котором приспособление для создания разряжения содержит по меньшей мере один трубопровод для создания разряжения, который предназначен для соединения с вакуумным устройством и имеет по меньшей мере частично согласованную с профилем рамы манжетную зону, которая вакуумплотно соединена с рамой.
27. Элемент остекления по любому из пп. 17 или 18, в котором между первой и второй наружными стеклянными пластинами расположена по меньшей мере одна внутренняя стеклянная пластина, поверхность которой меньше поверхности первой наружной стеклянной пластины, при этом промежуточное пространство между стеклянными пластинами соединено с пространством разряжения.
28. Элемент остекления по п. 27, в котором по меньшей мере одна внутренняя стеклянная пластина не граничит непосредственно с приспособлением краевого уплотнения.
29. Элемент остекления по п. 17, в котором пространство разряжения содержит по меньшей мере одно сенсорное устройство, измерительное устройство и геттерное устройство.
30. Конструктивный элемент, который имеет по меньшей мере один элемент остекления по любому из пп. 17-29.
31. Способ изготовления элемента (10) остекления по любому из пп. 17-29, содержащий этапы:
- подготовки стеклянных пластин в виде штабеля стеклянных пластин с распорками приспособления для выдерживания расстояния, материала рамы приспособления краевого уплотнения и приспособления для создания разряжения,
- разрезания материала рамы приспособления краевого уплотнения на желаемые размеры и тем самым подготовки кромочных частей и частей углового соединения,
- нанесения уплотнительного материала на проходящие параллельно поверхностям стеклянных пластин наружные зоны приспособления краевого уплотнения и/или на соответствующие части стеклянных поверхностей,
- выполнения по меньшей мере одного отверстия в материале рамы приспособления краевого уплотнения и размещения приспособления для создания разряжения в отверстии,
- складывания вместе штабеля стеклянных пластин, рамы приспособления краевого уплотнения и приспособления для создания разряжения и подготовки вакуумплотных соединений кромочных частей, частей углового соединения и приспособления для создания разряжения с целью образования окружной рамы и вакуумплотных соединений рамы с наружными сторонами наружных стеклянных пластин из штабеля стеклянных пластин.
| СТЕКЛОБЛОК ДЛЯ ПРОЕМОВ ПОМЕЩЕНИЙ | 2001 |
|
RU2213193C2 |
| Устройство для однопроводной блокировочной сигнализации на постоянном токе для однопутных железных дорог | 1928 |
|
SU11394A1 |
| DE 102007003962 A1, 31.07.2008 | |||
| DE 102007003961 A1, 31.07.2008 | |||
| ОКОННЫЙ БЛОК, ФАЛЬЦЕВЫЙ ВКЛАДЫШ И ПРОКЛАДКА ПОД СТЕКЛОПАКЕТ | 2003 |
|
RU2250335C2 |
| US 20060191215 A1, 31.08.2006 | |||

