Изобретение относится к способу изготовления многослойного стекла, к получаемому с его помощью многослойному стеклу и к его применению.
Из DE 202 20 494 U1 известно многослойное стекло с состоящим из нескольких пленок или слоев пленочным ламинатом. Многослойное стекло включает главным образом заключенную между двумя ламинирующими пленками пленку из полиэтилентерефталата (PET), а также две наружные твердые панели из стекла или полимера. Наружные ламинирующие пленки состоят из поливинилбутираля (PVB) и служат в качестве клеевых слоев, чтобы создать соединение с обеими твердыми панелями. PET-пленка чаще всего снабжена отражающим инфракрасное излучение электропроводным покрытием, которое выполнено в виде тонкого слоя и служит в качестве теплоотражателя, так что многослойное стекло имеет очень незначительную теплопроводность.
DE 199 02 471 A1 раскрывает изогнутое прозрачное многослойное стекло с ламинатом из снабженной тонким слоем несущей пленки и наружными клеевыми слоями. Многослойное стекло имеет кромочные полосы из непрозрачного материала, причем проходящая через обзорную зону несущая пленка обрезана так, что ее видимые кромки в направлении просмотра слегка перекрываются кромочными полосами.
EP 0 371 949 A1 раскрывает многослойное стекло с солнцезащитным покрытием, которое включает две ламинирующих пленки и размещенную между ними несущую пленку с металлическим слоем и диэлектрическим слоем. Способ изготовления подобного стекла в первой стадии включает изготовление трехслойных блоков из ламинирующих пленок и покрытой несущей пленки, причем несущую пленку укладывают между ламинирующими пленками. Это имеет то преимущество, что чувствительная к процарапыванию поверхность покрытия защищена ламинирующей пленкой.
DE 195 03 510 A1 раскрывает способ изготовления снабженного кромочным уплотнением ИК-отражающего многослойного стекла. Многослойное стекло имеет ламинат из термопластичного полимера, который включает в себя несущую пленку с ИК-отражающим слоем из металла.
Отражающее инфракрасное излучение электропроводное покрытие по большей части является прозрачным и может быть по выбору размещено также на одной из находящихся внутри сторон твердых пластин. Подобные покрытия при этом включают электропроводные слои, в частности, на основе серебра, и пригодны для сокращения нежелательного нагревания внутреннего пространства. Покрытие такого типа известно, например, из WO 03/024155 A2.
Подобные стекла предпочтительно применяются в автомобильной отрасти в качестве остекления крыши и ветрового стекла. Наряду с техническими требованиями к оконному стеклу, также возрастают эстетические запросы к транспортному средству. Ввиду этого существует растущая потребность в визуально привлекательных многослойных стеклах. Они часто имеют сложные геометрические формы. К ним относятся как обычные форматы оконных стекол с чрезвычайно сильными изгибами, так и панорамные оконные стекла. Правда, в особенности панорамные оконные стекла вследствие большой облучаемой площади приводят к интенсивному нагреванию внутреннего пространства транспортного средства.
Оконные стекла со сложной геометрией изгиба по большей части имеют неплоскую поверхность. Подобные стекла изогнуты с образованием сферической, конической и/или параболической формы, и могут быть лишь с трудом выполнены при разнотипных материалах в пленочном композите. Вследствие различающихся свойств материалов пленочных компонентов эти пленки склонны к образованию складок, особенно в случае сильно изогнутых стекол.
Эти складки прежде всего возникают на углах и кромках стекла, так как многие геометрические формы стекол в этих областях имеют наибольший изгиб. Чтобы предотвратить это образование складок, согласно уровню техники на краях стекла подрезают несущую пленку. Кромочная область без несущей пленки в случае ветрового стекла в последующей технологической операции перекрывается нанесением черной шелкографии. При этом требуется высокая точность при подрезании несущей пленки, так как кромочная область находится недалеко от обзорной зоны стекла.
В результате производственных дефектов, таких как образование складок или неточности укладки, возникает высокий уровень производственного брака, так как подобные дефектные стекла не могут быть направлены на продажу. Высокий уровень брака в изготовлении приводит к возрастанию расходов на получение конечного изделия. Оконные стекла с геометрическими формами высокой сложности до сих пор лишь с трудом могут быть изготовлены ламинированием в крупных партиях и имеют очень высокую стоимость.
В основу настоящего изобретения положена задача создания способа изготовления многослойного стекла, а также многослойного стекла, в котором предотвращается образование складок и упрощается изготовление многослойного стекла.
Задача согласно настоящему изобретению решается посредством признаков независимых пунктов формулы изобретения. Предпочтительные варианты осуществления изобретения указаны в зависимых пунктах формулы изобретения.
Изобретение относится к способу изготовления многослойного стекла, в котором:
- получают первую ламинирующую пленку, несущую пленку и вторую ламинирующую пленку, и соединяют с образованием предкомпозита, причем первая ламинирующая пленка, несущая пленка и вторая ламинирующая пленка имеют одинаковую толщину пленки,
- размещают компенсационную пленку и предкомпозит с образованием пакета (штабель) слоев между первой стеклянной панелью и второй стеклянной панелью, причем параллельно двум боковым краям пакета слоев в каждом случае размещают полосообразную краевую пленку, и предусматривают компенсационную пленку для выравнивания смещения между предкомпозитом и краевыми пленками,
- ламинируют пакет слоев, включающий
- первую панель,
- предкомпозит,
- компенсационную пленку с краевыми пленками
- вторую панель,
с образованием многослойного стекла, причем первая ламинирующая пленка и вторая ламинирующая пленка предпочтительно содержит долю пластификатора менее 15 вес.%, предпочтительно менее 10 вес.%, особенно предпочтительно менее 5 вес.%, и предпочтительно не содержит пластификатор.
В этом соответствующем изобретению способе первая ламинирующая пленка, несущая пленка и вторая ламинирующая пленка имеют примерно одинаковую толщину пленки. Благодаря этому положительным образом обеспечивается жесткость несущей пленки. Первая ламинирующая пленка, несущая пленка и вторая ламинирующая пленка могут быть лучше согласованы со сложной формой твердых панелей, так что сильно сокращается образование складок пленок.
В одном предпочтительном варианте исполнения сначала получают предкомпозит, так называемый трехслойный блок, из первой ламинирующей пленки, несущей пленки и второй ламинирующей пленки. При этом несущая пленка выполнена с теплоизоляционными свойствами, например, с отражающим инфракрасное излучение покрытием. Несущую пленку размещают между первой ламинирующей пленкой и второй ламинирующей пленкой. Предкомпозит может иметь, например, длину около 1,4 м (в продольном направлении) (140 см) и ширину около 1 м (100 см). Предкомпозит в виде опции может иметь тиснение, которое улучшает сцепление трехслойного блока. Такого рода трехслойный блок может быть обработан без особенных мер предосторожности, и является особенно нечувствительным при обращении с ним.
В одном другом предпочтительном варианте исполнения упомянутый пакет слоев из первой ламинирующей пленки, несущей пленки и второй ламинирующей пленки в своих краевых областях может быть в виде опции локально предварительно зафиксирован точечной сваркой с помощью паяльника. Предварительное фиксирование производится перед ламинированием. Оно даже в случае сложно изогнутой геометрии стекла позволяет обеспечить почти свободную от складок пленку в многослойном стекле.
Первая ламинирующая пленка и вторая ламинирующая пленка предпочтительно по существу не содержат пластификатор, то есть, содержание пластификатора в ламинирующих пленках является очень незначительным, так что практически не происходит деградация несущей пленки диффундирующими молекулами пластификатора. При этом пленки имеют содержание пластификатора менее 15 вес.%, предпочтительно менее 10 вес.%, особенно предпочтительно менее 5 вес.%.
Несущая пленка имеет скорее высокую жесткость, и компенсационная пленка имеет сравнительно с ней незначительную жесткость. Первая, соответственно, вторая ламинирующая пленка имеет очень малое (менее 15 вес.%, предпочтительно менее 10 вес.%, особенно предпочтительно менее 5 вес.%) содержание пластификатора. Это приводит к жесткости ламинирующих пленок, которая является меньшей, чем жесткость несущей пленки, но к большей жесткости, чем жесткость компенсационной пленки. Тем самым получается переход от скорее жесткой несущей пленки к нежесткой компенсационной пленке. Тем самым получается переход от скорее жесткой несущей пленки к нежесткой компенсационной пленке. В отношении жесткости пленок этот переход благоприятным образом имеет результатом сокращение образования складок и обеспечивает получение многослойного стекла почти без складок.
Ламинирующие пленки содержат по меньшей мере один термопластичный полимер, предпочтительно этиленвинилацетат (EVA), поливинилбутираль (PVB) или полиуретан (PU), или их смеси, или сополимеры, или их производные, особенно предпочтительно поливинилбутираль. Толщина ламинирующих пленок предпочтительно составляет от 25 мкм до 250 мкм (микрометров), особенно предпочтительно 50 мкм.
Несущая пленка предпочтительно содержит по меньшей мере полиэтилентерефталат (PET), полиэтилен (PE), или их смеси, или сополимеры, или их производные. Несущая пленка предпочтительно имеет толщину от 25 мкм до 250 мкм (микрометров), особенно предпочтительно 50 мкм.
При пленках с этими толщинами и в комбинации с краевыми пленками получается улучшенное адгезивное соединение и весьма сниженным образованием складок в многослойном стекле.
Особенно предпочтительно краевая пленка размещается параллельно протяженному в продольном направлении предкомпозита продольному краю предкомпозита. При этом ширина предкомпозита может быть примерно в 10 раз большей, чем ширина краевой пленки. Ламинирующая пленка, несущая пленка, вторая ламинирующая пленка и компенсационная пленка каждая могут быть выполнены за одно целое, напротив, краевая пленка сформирована по меньшей мере из двух полосообразных частей, причем одна краевая пленка пакета слоев (из ламинирующей пленки, несущей пленки, второй ламинирующей пленки и компенсационной пленки), а также вторая краевая пленка, размещаются уложенными рядом друг с другом между твердыми панелями. Кроме того, две другие полосообразные краевые пленки размещаются на двух других кромках предкомпозита так, что краевые пленки охватывают предкомпозит с четырех сторон по типу рамки.
Краевые пленки предпочтительно имеют толщину 0,38 мм. Ламинирующие пленки и несущие пленки имеют значительно меньшую толщину пленки. Вследствие этого возникает смещение. Компенсационная пленка может быть предусмотрена как выравнивание между предкомпозитом и краевыми пленками. После обработки пакета слоев в автоклаве согласно соответствующему изобретению способу первая панель и вторая панель соединяются посредством предкомпозита, компенсационной пленки и краевых пленок. Предкомпозит, компенсационная пленка и краевые пленки в автоклаве подвергаются сильным деформациям. Несмотря на воздействие растягивающих сил, обеспечивается не имеющая складки и согласованная с геометрией многослойного стекла структура многослойного стекла.
В одном другом варианте исполнения между компенсационной пленкой и первой панелью может быть размещена первая термопластичная соединительная пленка. Альтернативно или дополнительно, между предкомпозитом и второй панелью может быть размещена вторая термопластичная соединительная пленка.
Как компенсационная пленка, первая термопластичная соединительная пленка, так и вторая термопластичная соединительная пленка содержат термопластичный полимер, предпочтительно этиленвинилацетат (EVA), поливинилбутираль (PVB) или полиуретан (PU), или их смеси, или сополимеры, или их производные, особенно предпочтительно поливинилбутираль. Толщина первой термопластичной соединительной пленки предпочтительно составляет от 0,2 мм до 2 мм, особенно предпочтительно от 0,3 мм до 1 мм, например, 0,5 мм. Толщина компенсационной пленки определяется разницей толщин между рамочной пленкой и так называемым трехслойным блоком.
Кроме того, предкомпозит перед ламинированием может быть снабжен разрезом в одной кромочной области, предпочтительно перпендикулярно краевой пленке. При этом глубина разреза является большей, чем толщина первой ламинирующей пленки и несущей пленки. Кромочная область определяется как находящаяся в пределах расстояния до окружающей кромки панелей часть пленки. Обычно это расстояние составляет величину между 3 мм и 350 мм. При этом эта величина зависит не только от применения и формования стекла (например, бокового стекла, заднего стекла или ветрового стекла), но также варьирует в пределах многослойного стекла. В особенности при ветровых стеклах на обращенном к моторному отсеку краю стекла производится сравнительно больший надрез (например, между 200 мм и 350 мм), тогда как на обращенной к крыше кромке (например, 20 мм) и к боковым А-стойкам (например, 10 мм) производится значительно меньший подрез. Кромочная область вследствие своей малой ширины и без того прикрыта непрозрачной шелкографией, как это является обычным в уроне техники. Переход между кромочной областью и остальным стеклом тем самым прикрыт шелкографией, и визуально оптически мешающие края не видны. Во время ламинирования разрез полностью заполняется материалом ламинирующей пленки так, что после ламинирования разрез вновь закрыт. Тем самым край несущей пленки изолируется от окружения многослойного стекла.
Например, предкомпозит может представлять собой так называемый трехслойный блок или, альтернативно, четырехслойный блок. Четырехслойный блок включает в себя трехслойный блок и компенсационную пленку, то есть, компенсационная пленка с первой ламинирующей пленкой, несущей пленкой и второй ламинирующей пленкой образуют четырехслойный блок. Предкомпозит, сформированный как трехслойный блок или четырехслойный блок, предпочтительно получают при температуре до 100°С.
В одном другом предпочтительном варианте исполнения предкомпозит имеет отражающий инфракрасное излучение, электрохромный или электролюминесцентный функциональный слой. Отражающий инфракрасное излучение функциональный слой может представлять собой, в частности, отражающее инфракрасное излучение покрытие. Отражающее инфракрасное излучение покрытие может иметь электропроводный контакт. В качестве отражающего инфракрасное излучение покрытия при этом используется электропроводное покрытие, которое через сборную шину соединяется с внешним источником напряжения так, что ток между сборными шинами протекает через проводящее покрытие. Покрытие может дополнительно действовать как нагревательный слой и применяется для нагревания многослойного стекла, например, чтобы устранить обледенение стекла или освободить его от водного налета.
Соответствующий изобретению способ в принципе может быть исполнен со всеми функциональными слоями. Например, функциональный слой может представлять собой SPD-слой (устройство со взвешенными частицами) или PDLC-слой (полимерно-дисперсные жидкие кристаллы).
Кроме того, изобретение включает в себя многослойное стекло, получаемое соответствующим изобретению способом. Многослойное стекло включает в себя по меньшей мере размещенные по поверхности друг над другом:
наружную (стеклянную) панель (2)
- первую ламинирующую пленку (4),
- несущую пленку (5),
- вторую ламинирующую пленку (6),
- компенсационную пленку (7) с краевыми пленками (9), и
- вторую пластину (3),
причем первая ламинирующая пленка (4), вторая ламинирующая пленка (6) и несущая пленка (5) имеют одинаковую толщину пленки.
Изготовленное соответствующим изобретению способом многослойное стекло может быть использовано в качестве стекла транспортного средства, судового стекла или стекла самолета, в качестве строительного остекления или архитектурного остекления, предпочтительно в качестве стекла транспортного средства, особенно предпочтительно в качестве бокового стекла, ветрового стекла, остекления крыши или заднего стекла.
Наружная панель и/или внутренняя панель предпочтительно содержит стекло, особенно предпочтительно листовое стекло, флоат-стекло, кварцевое стекло, боросиликатное стекло, известково-натриевое стекло, или полимерные материалы, предпочтительно твердые полимеры, в частности, полиэтилен, полипропилен, поликарбонат, полиметилметакрилат, полистирол, полиамид, сложный полиэфир, поливинилхлорид, и/или их смеси или сополимеры.
Толщина первой панели и/или второй панели может широк варьироваться и тем самым превосходно согласовываться с требованиями конкретной ситуации. Толщины наружной панели и внутренней панели составляют от 0,5 мм до 10 мм, и предпочтительно от 1,4 мм до 3 мм, наиболее предпочтительно 2,1 мм.
Первая панель и вторая панель могут иметь любую трехмерную форму и, например, длину около 1,6 м и ширину около 1,3 м. Панели (стекла) предпочтительно слегка или сильно изогнуты в одном направлении или во многих направлениях пространства. В частности, первая панель и вторая панель могут быть изогнуты как угодно сложно сферически, например, конически или параболически.
Первая панель, вторая панель, первая ламинирующая пленка, вторая ламинирующая пленка или термопластичная пленка, могут быть прозрачными и бесцветными, но также тонированными, замутненными или окрашенными. Первая панель и вторая панель могут состоять из не подвергнутого предварительному напряжению, частично предварительно напряженного или предварительно напряженного стекла.
Тем самым образование складок благоприятным образом существенно сокращается. Сокращение образования складок имеет результатом уменьшение доли брака при изготовлении многослойного стекла, в частности, когда многослойное стекло изогнуто или сильно изогнуто. Тем самым соответствующий изобретению способ является значительно более экономичным в производстве.
В обобщенно стадии этапа (укладка предкомпозита и компенсационной пленки и краевых пленок на первую панель) могут выполняться в любой последовательности.
Изготовление многослойного стекла ламинированием проводится обычными, общеизвестными специалисту методами, например, методом автоклавирования, методом соединения в вакуумном мешке, методом с использованием вакуумного кольца, методом каландрирования, посредством вакуумных ламинаторов, или их комбинациями. Соединение первой панели и второй панели обычно выполняется под действием тепла, вакуума и/или давления.
Понятно, что вышеуказанные и далее подробнее разъясняемые признаки применимы не только к приведенным комбинациям и конфигурациям, но и к другим комбинациям и конфигурациям, или самостоятельно, без выхода за рамки настоящего изобретения.
Далее изобретение подробнее разъясняется посредством чертежей и примеров осуществления. Чертежи являются чисто схематическими изображениями и выполнены не в масштабе. Чертежи никоим образом не ограничивают изобретение.
Показано:
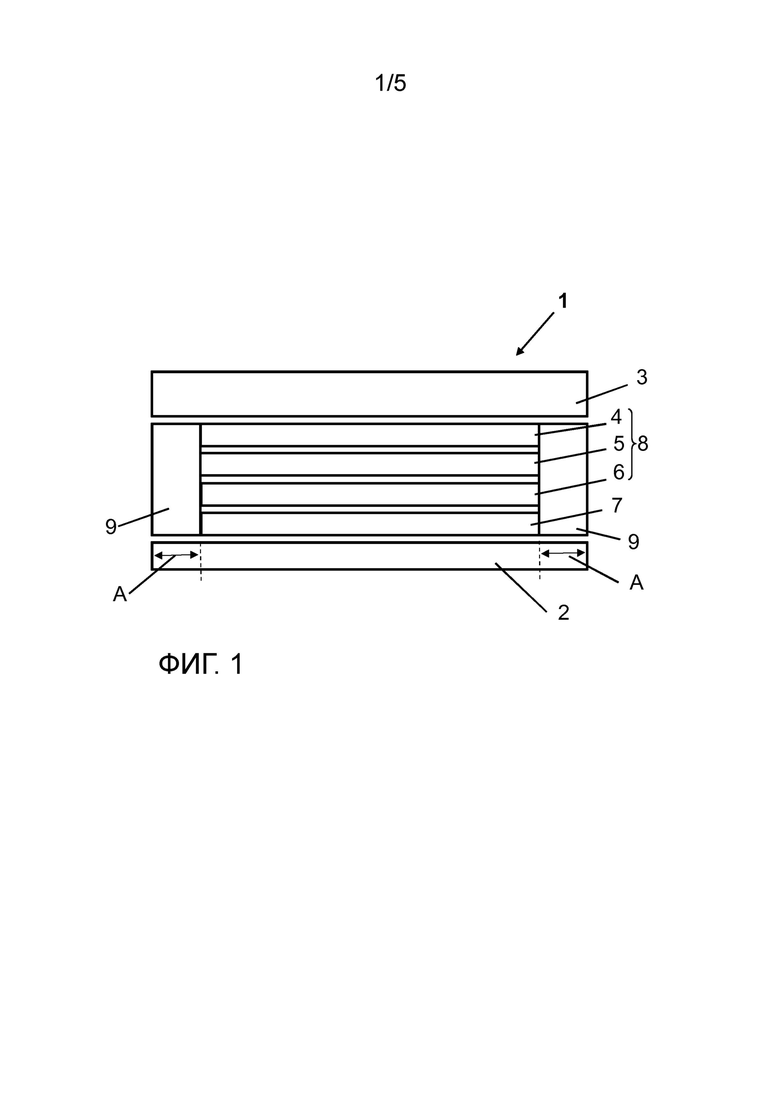
Фиг.1 поперечное сечение структуры соответствующего изобретению многослойного стекла перед процессом ламинирования,
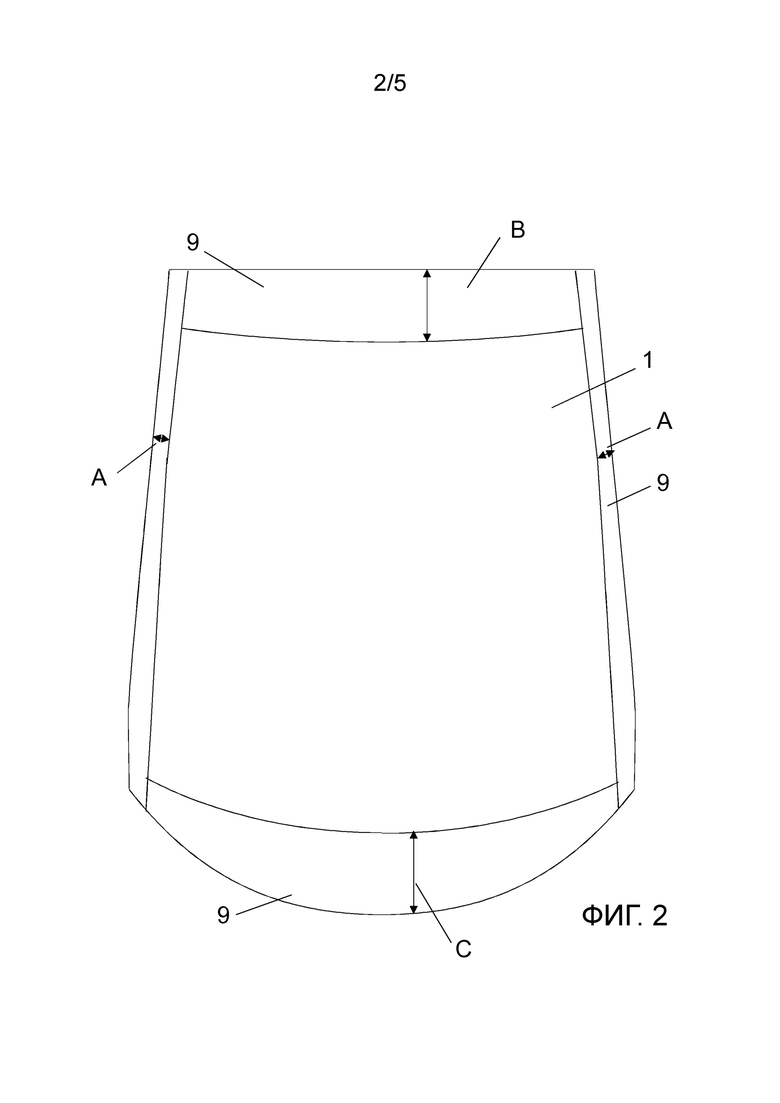
Фиг.2 соответствующее изобретению многослойное стекло с кромочной областью,
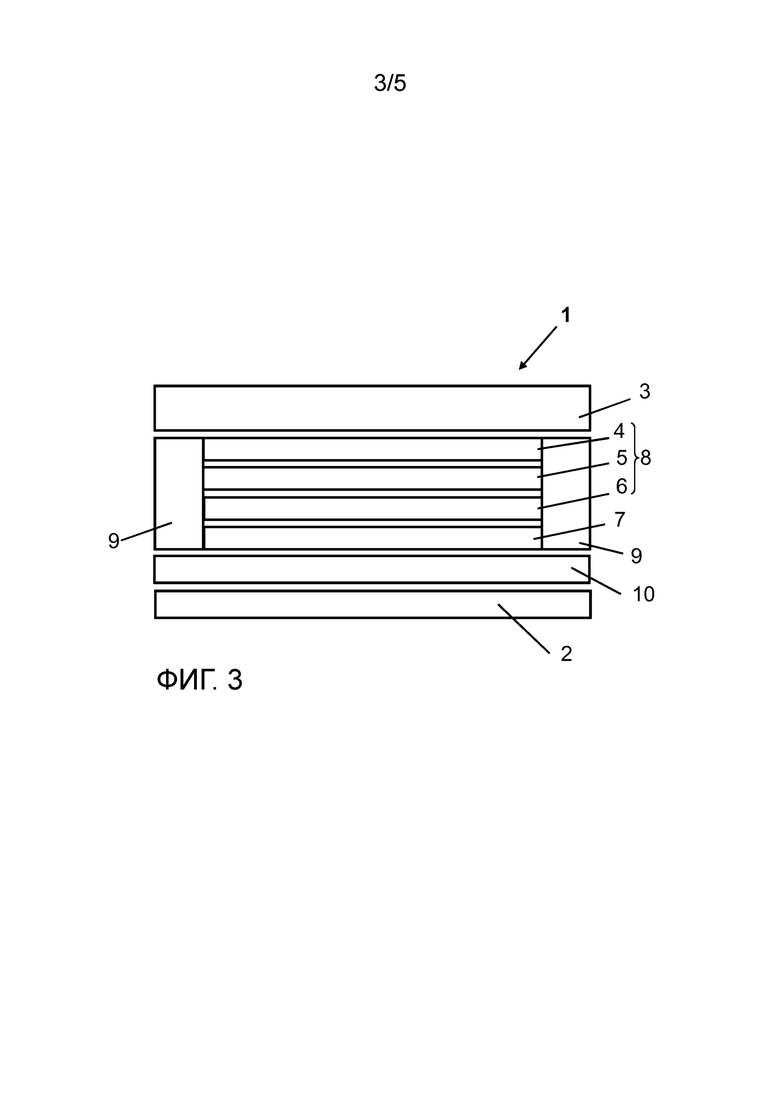
Фиг.3 поперечное сечение другого выполнения структуры соответствующего изобретению многослойного стекла перед процессом ламинирования,
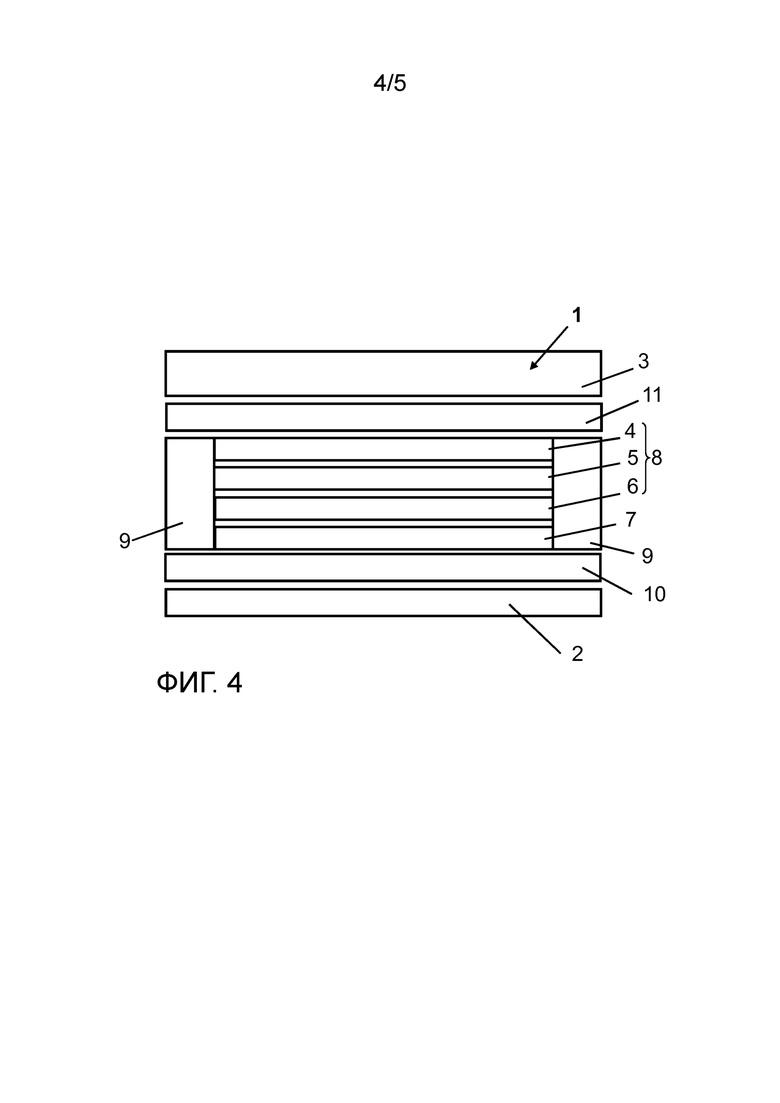
Фиг.4 поперечное сечение другого выполнения структуры соответствующего изобретению многослойного стекла перед процессом ламинирования, и
Фиг.5 блок-схема соответствующего изобретению способа изготовления многослойного стекла.
Фиг.1 показывает поперечное сечение структуры соответствующего изобретению многослойного стекла 1, здесь перед процессом ламинирования. Многослойное стекло 1 состоит из первой (стеклянной) панели 2 из известково-натриевого стекла с толщиной 1,4 мм, и второй (стеклянной) панели 3 из известково-натриевого стекла с толщиной 2,1 мм. Между первой панелью 2 и второй панелью 3 размещается первая ламинирующая пленка 4, несущая пленка 5 с отражающим инфракрасное излучение покрытием, вторая ламинирующая пленка 6 и компенсационная пленка 7. Ламинирующие пленки 4 и 6 представляют собой по существу не содержащие пластификатор PVB-пленки с очень незначительной толщиной около 50 мкм. Ламинирующие пленки 4 и 6, а также несущая пленка 5 имеют примерно одинаковые толщины пленки. Несущая пленка 5 может представлять собой, например, PET-пленку с толщиной 50 мкм. Две полосообразные краевые пленки 9 пролегают каждая на двух противолежащих продольных кромках первой и второй панели 2 и 3.
Компенсационная пленка 7 уложена по центру на одну сторону первой панели 2. Форма компенсационной пленки 5 примерно соответствует форме первой панели 2, причем на двух противолежащих сторонах полосообразная кромочная область А первой панели 2 не покрывается компенсационной пленкой. Кромочная область А на краю пластины представляет собой максимально возникающее у кромки панели расстояние между кромкой панели и компенсационной пленкой 7.
Так называемый трехслойный блок 8 размещен на компенсационной пленке 7. Трехслойный блок 8 содержит по меньшей мере первую ламинирующую пленку 4, несущую пленку 5 и вторую ламинирующую пленку 6, причем несущая пленка 5 предварительно была соединена с первой и второй ламинирующими пленками (4 и 6) при температуре до 100°С с образованием трехслойного блока 9. На этом этапе способа несущая пленка 5 уложена между двумя ламинирующими пленками (4 и 6) так, что она защищена от воздействий окружающей среды и при дальнейшей обработке обеспечивает особенно простое обращение с нею. Форма и размер трехслойного блока 8 примерно соответствуют форме и размеру компенсационной пленки 7, так что получается пакет слоев из компенсационной пленки 7 и трехслойного блока 8. Параллельно двум боковым краям пакета слоев в каждом случае размещается полосообразная краевая пленка 9 на первой панели 2, тем самым она полностью заполняет свободную кромочную область А между первой панелью 2 и второй панелью 3.
Трехслойный блок 8 является более тонким, чем краевые пленки 9, вследствие чего возникало бы смещение при переходе от краевой пленки 9 к трехслойного блоку 8. Компенсационная пленка 7 имеет такую толщину, что заполняет это пустое пространство. В идеальном случае краевые пленки и пакет слоев, состоящий из компенсационной пленки 7 и трехслойного блока 9, должны иметь одинаковую толщину. Компенсационная пленка 7 и краевые пленки 9, например, представляют собой PVB-пленки, причем краевые пленки 9 имеют толщину 0,38 мм.
Первую панель 2 вместе со второй панелью 3 перед процессом ламинирования изгибают, так что первая панель 2 и вторая панель 3 сформированы сферическими. Первая панель 2 и вторая панель 3 могут быть изогнуты произвольно сложно сферически, например, конически или параболически. Выпуклости панелей 2 и 3 могут иметь, например, цилиндрическую кривизну с радиусом R1 кривизны и/или вторую кривизну с радиусом R2, причем R1 не равен R2.
В дополнение, многослойное стекло 1 между компенсационной пленкой 7 и первой панелью 2 может содержать первую термопластичную соединительную пленку 10 (Фиг.3). Аналогично между предкомпозитом и второй панелью 3 может быть размещена вторая термопластичная соединительная пленка 11 (Фиг.4). Как первая, так и вторая термопластичная соединительная пленка 10 и 11 могут представлять собой PVB-пленки с толщиной пленки 0,38 мм, и полностью покрывать первую, соответственно, вторую панель 2, соответственно, 3. Первая и вторая термопластичные соединительные пленки 10 и 11 служат в качестве клеевых слоев и создают соединение с первой, соответственно, второй панелью 2 и 3.
Многослойное стекло 1, например, может быть предусмотрено в качестве остекления крыши транспортного средства.
Фиг.2 показывает вид сверху соответствующего изобретению многослойного стекла 1 перед ламинированием с краевыми пленками 9 в кромочной области А. Многослойное стекло 1 здесь имеет две дополнительные краевые пленки 9 в кромочных областях В и С многослойного стекла 1, так что предкомпозит 8 охватывается краевыми пленками 9 по типу рамки.
Фиг.3 показывает поперечное сечение второго выполнения соответствующего изобретению пакета слоев. Многослойное стекло 1 здесь включает первую термопластичную соединительную пленку 10, которая размещается между первой панелью 2 и компенсационной пленкой 7, соответственно, краевую пленку 9 перед ламинированием.
Фиг.4 показывает другое выполнение соответствующего изобретению пакета слоев. Многослойное стекло 1 здесь включает в себя дополнительно вторую термопластичную соединительную пленку 11, которая размещается между второй панелью 3 и первой ламинирующей пленкой 4, соответственно, краевой пленкой 9 перед ламинированием.
Фиг.5 показывает блок-схему предпочтительного варианта исполнения соответствующего изобретению способа изготовления многослойного стекла 1. Показанные в Фиг.3 этапы способа означают следующее:
I Предоставление первой ламинирующей пленки 4, несущей пленки 5 и второй ламинирующей пленки 6, а также соединение первой ламинирующей пленки 4, несущей пленки 5 и второй ламинирующей пленки 6 с образованием предкомпозита (трехслойного блока)
II Предоставление предкомпозита и компенсационной пленки соответственно размеру первой панели 2,
III Укладка компенсационной пленки 7 на первую панель, причем компенсационную пленку 7 размещают по центру первой панели 2 так, что на двух продольных кромках первой панели образуются две свободных кромочных области А
IV Размещение компенсационной пленки 7 и предкомпозита 8 с образованием пакета слоев, причем параллельно двум боковым краям пакета слоев в каждом случае размещается полосообразная краевая пленка 9, ширина которой соответствует кромочной области А
V Укладка второй панели 3 на предкомпозит, причем сторона второй панели 3 по поверхности прилегает к трехслойному блоку 8 и краевым пленкам 9 и полностью покрывает их
VI Ламинирование пакета из первой панели 2, компенсационной пленки 7, предкомпозита с краевыми пленками 9 и второй панели 3 в автоклаве с образованием многослойного стекла 1.
В виде опции на этапе I предкомпозит (четырехслойный блок) может состоять из первой ламинирующей пленки 4, несущей пленки 5, второй ламинирующей пленки 6, а также компенсационной пленки 7. Предкомпозит дополнительно может иметь тиснение, которое улучшает сцепление предкомпозита. В одном другом варианте исполнения пакет слоев из первой ламинирующей пленки, несущей пленки, второй ламинирующей пленки и компенсационной пленки в своих краевых областях может быть точечно предварительно зафиксирован точечной сваркой с помощью паяльника.
Предкомпозит в автоклаве испытывает сильные деформации. Несмотря на действие нагрева и растягивающих сил на предкомпозит, может обеспечиваться не имеющее складки многослойное стекло. Поскольку очень тонкая несущая пленка 5 укладывается на первом этапе между двумя одинаково тонкими ламинирующими пленками 4 и 6 с очень незначительным содержанием пластификатора, их жесткость не оказывает мешающего влияния в последующем способе изготовления, и тем самым значительно сокращаются дефекты, обусловленные образованием складок в многослойном стекле 1.
Список ссылочных позиций:
(1) многослойное стекло
(2) первая (стеклянная) панель
(3) вторая (стеклянная) панель
(4) первая ламинирующая пленка
(5) несущая пленка
(6) вторая ламинирующая пленка
(7) компенсационная пленка
(8) предкомпозит
(9) краевая пленка
(10) первая термопластичная соединительная пленка
(11) вторая термопластичная соединительная пленка
(A) кромочная область продольной кромки
(B) кромочная область поперечной кромки
(C) кромочная область поперечной кромки.

Изобретение относится к способу изготовления многослойного стекла, применению многослойного стекла в качестве стекла транспортного средства, к многослойному стеклу. Согласно способу изготовления многослойного стекла, предоставляют первую ламинирующую пленку, несущую пленку и вторую ламинирующую пленку и соединяют их с образованием предкомпозита. Первая ламинирующая пленка, несущая пленка и вторая ламинирующая пленка имеют одинаковую толщину пленки. Размещают компенсационную пленку и предкомпозит с образованием пакета слоев между первой панелью и второй панелью, причем параллельно двум боковым краям пакета слоев в каждом случае размещают полосообразную краевую пленку, и предусматривают компенсационную пленку для выравнивания смещения между предкомпозитом и краевыми пленками. Ламинируют пакет слоев, включающий: первую панель; предкомпозит; компенсационную пленку с краевыми пленками и вторую панель с образованием многослойного стекла. Первая ламинирующая пленка и вторая ламинирующая пленка содержит долю пластификатора менее 15 вес.%, предпочтительно менее 10 вес.%, в особенности предпочтительно менее 5 вес.%, и предпочтительно не содержит пластификатор. Изобретение обеспечивает повышение качества получаемых изделий. 3 н. и 11 з.п. ф-лы, 5 ил.
1. Способ изготовления многослойного стекла (1), причем
- предоставляют первую ламинирующую пленку (4), несущую пленку (5) и вторую ламинирующую пленку (6), и соединяют с образованием предкомпозита (8), причем первая ламинирующая пленка (4), несущая пленка (5) и вторая ламинирующая пленка (6) имеют одинаковую толщину пленки,
- размещают компенсационную пленку (7) и предкомпозит с образованием пакета слоев между первой панелью (2) и второй панелью (3), причем параллельно двум боковым краям пакета слоев в каждом случае размещают полосообразную краевую пленку (9), и предусматривают компенсационную пленку (7) для выравнивания смещения между предкомпозитом (8) и краевыми пленками (9),
и ламинируют пакет слоев, включающий в себя
- первую панель (2),
- предкомпозит (8),
- компенсационную пленку (7) с краевыми пленками (9) и
- вторую панель (3),
с образованием многослойного стекла (1), причем первая ламинирующая пленка (4) и вторая ламинирующая пленка (6) содержит долю пластификатора менее 15 вес.%, предпочтительно менее 10 вес.%, в особенности предпочтительно менее 5 вес.%, и предпочтительно не содержит пластификатор.
2. Способ по п.1, причем краевую пленку (9) размещают параллельно протяженной в продольном направлении предкомпозита (8) продольной кромке.
3. Способ по п.1 или 2, причем между компенсационной пленкой (7) и первой панелью (2) размещают первую термопластичную соединительную пленку (10).
4. Способ по п.1, 2 или 3, причем между предкомпозитом (8) и второй панелью (3) размещают вторую термопластичную соединительную пленку (11).
5. Способ по одному из пп.1-3, причем применяют первую ламинирующую пленку (4) и вторую ламинирующую пленку (6) с толщиной от 25 мкм до 250 мкм, предпочтительно 50 мкм.
6. Способ по одному из пп.1-4, причем применяют несущую пленку (5) с толщиной от 25 мкм до 250 мкм, предпочтительно 50 мкм.
7. Способ по одному из пп.3-5, причем применяют первую термопластичную соединительную пленку (10) и/или вторую термопластичную соединительную пленку (11) с толщиной от 0,1 мм до 0,8 мм, предпочтительно 0,38 мм.
8. Способ по одному из пп.2-6, причем применяют краевые пленки (9) с толщиной 0,38 мм.
9. Способ по одному из пп.1-8, причем предкомпозит перед ламинированием снабжают разрезом в кромочной области, в частности, перпендикулярно краевой пленке, причем глубина разреза является большей, чем толщина первой ламинирующей пленки и несущей пленки (5).
10. Способ по одному из пп.3-8, причем компенсационную пленку (7) соединяют с первой ламинирующей пленкой (4), несущей пленкой (5) и второй ламинирующей пленкой (6) с образованием предкомпозита (8) перед ламинированием.
11. Способ по одному из пп.2-9, причем предкомпозит (8) получают при температуре до 100°С.
12. Способ по одному из пп.2-10, причем предкомпозит (8) имеет отражающий инфракрасное излучение, электрохромный или электролюминесцентный функциональный слой.
13. Применение изготовленного по одному из пп.1-10 многослойного стекла (1) в качестве стекла транспортного средства, судового стекла или стекла самолета, в качестве строительного остекления или архитектурного остекления, предпочтительно в качестве стекла транспортного средства, особенно предпочтительно в качестве бокового стенка, ветрового стекла, остекления крыши или заднего стекла.
14. Многослойное стекло (1), полученное способом по одному из пп.1-12, по меньшей мере включающее в себя размещенные по поверхности друг над другом:
- наружную панель (2)
- первую ламинирующую пленку (4),
- несущую пленку (5),
- вторую ламинирующую пленку (6),
- компенсационную пленку (7) с краевыми пленками (9), и
- вторую панель (3),
причем первая ламинирующая пленка (4), вторая ламинирующая пленка (6) и несущая пленка (5) имеют одинаковую толщину.
| DE 19902471 A1, 03.08.2000 | |||
| DE 19503510 A1, 08.08.1996 | |||
| DE 20022020494 U, 16.10.2003 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОГО СТЕКЛА | 0 |
|
SU278988A1 |

