Изобретение относится к авиационной и аэрокосмической технике, а именно к способам изготовления трехслойных панелей корпусных деталей самолетов, и может быть использовано при изготовлении трехслойных панелей с сотовым заполнителем.
Известен способ изготовления композиционных деталей с сотовым заполнителем (патент США №5897739, опубликованный 27.04.1999), в котором предварительно отверждают нижнюю композиционную обшивку, обрабатывают ее по контуру и устанавливают на формообразующую оснастку, изготавливают сотовый заполнитель и устанавливают его через клеевую пленку на нижнюю обшивку по заданным размерам относительно кромки нижней обшивки, затем на образовавшуюся сборку укладывают клеевую пленку и верхнюю неотвержденную композиционную обшивку таким образом, чтобы она выходила за торцы нижней отвержденной обшивки на строго установленный размер и при формовании сцеплялась со ступенькой, образованной торцами нижней обшивки, не позволяя слоям верхней обшивки при формовании деформировать сотовый заполнитель. После чего полученный полуфабрикат детали упаковывают в вакуумный мешок и проводят отверждение.
Недостатками данного способа являются большая трудоемкость и длительный цикл изготовления за счет необходимости извлечения нижней обшивки перед ее механической обработкой, повторной установки на формообразующую оснастку и фиксации на ней нижней обшивки и обеспечения заданного размера верхней обшивки относительно контура нижней обшивки для формирования ступенек. Кроме того, наличие ступенек по контуру влияет на качество внешнего вида панели, способствуя образованию складок в процессе отверждения при недостаточном натяжении материала верхней обшивки или зависанию слоев в зоне кромок сотового заполнителя при избыточном натяжении.
Известен также способ изготовления композитного компонента, имеющего первую обшивку, сотовый заполнитель и вторую обшивку (ЕР 2266784 А1, опубликованный 29.12.2010, - прототип), в котором из непропитанного материала предварительно изготавливают преформу, содержащую первую и вторую заготовки обшивок, пропитывают ее связующим повышенной вязкости, частично отверждают преформу с образованием объема для сотового заполнителя, устанавливают в образовавшийся объем преформы сотовый заполнитель и проводят окончательное отверждение композитного компонента на сотовом заполнителе.
Недостатком данного способа является большая трудоемкость за счет как минимум трехкратной упаковки заготовок обшивок: первый раз при осуществлении пропитки, второй - при частичном отверждении, третий - при окончательном отверждении совместно с сотовым заполнителем. Кроме того, установка сотового заполнителя между частично отвержденными первой и второй обшивками является трудоемкой и может привести к дефектам в зоне скоса сотового заполнителя при использовании сотовых заполнителей из тонкой (30 мкм и тоньше) фольги, что снижает качество внешнего вида трехслойной панели в зоне скоса сотового заполнителя. Отсутствие клеевых слоев между сотовым заполнителем и обшивками снижает прочность их соединения.
Задачей изобретения является повышение прочности, качества внешнего вида трехслойной панели и снижение трудоемкости ее изготовления.
Способ изготовления трехслойной панели из композиционного материала, включающий пропитку связующим материала, формирование из него первой и второй обшивок, установку сотового заполнителя со скосами между первой и второй обшивками и отверждение панели, при этом согласно изобретению при формировании первой обшивки по ее контуру выкладывают окантовочный элемент, образующий торцевую зону и зону скоса сотового заполнителя трехслойной панели, затем окантовочный элемент совместно отверждают с первой обшивкой и обрезают его по высоте, исключая выступание за верхнюю поверхность сотового заполнителя, после чего на внутреннюю поверхность первой обшивки поочередно устанавливают нижнюю клеевую пленку, сотовый заполнитель со скосами, верхнюю клеевую пленку и неотвержденную вторую обшивку, выполненную таким образом, чтобы ее края частично или полностью перекрывали отвержденный окантовочный элемент в зоне скоса сотового заполнителя, при этом перед установкой сотового заполнителя на внутреннюю поверхность отвержденного окантовочного элемента в зоне скоса сотового заполнителя наносят пленочную вспенивающуюся клеевую композицию, а между второй неотвержденной обшивкой и отвержденным окантовочным элементом выкладывают клеевую пленку и проводят совместное со склейкой элементов панели отверждение второй обшивки.
До отверждения первой обшивки совместно с окантовочным элементом они могут быть прошиты в зоне острой кромки сотового заполнителя.
Выкладка по контуру первой обшивки окантовочного элемента, образующего торцевую зону и зону скоса сотового заполнителя трехслойной панели, совместное отверждение окантовочного элемента с первой обшивкой и обрезка его по высоте, исключая выступание за верхнюю поверхность сотового заполнителя, последующая поочередная установка на внутреннюю поверхность первой обшивки нижней клеевой пленки, сотового заполнителя со скосами, верхней клеевой пленки и неотвержденной второй обшивки, выполненной таким образом, чтобы ее края частично или полностью перекрывали отвержденный окантовочный элемент в зоне скоса сотового заполнителя, нанесение на внутреннюю поверхность отвержденного окантовочного элемента в зоне скоса сотового заполнителя пленочной вспенивающейся клеевой композиции, выкладка клеевой пленки между второй неотвержденной обшивкой и отвержденным окантовочным элементом и проведение совместного со склейкой панели отверждения второй обшивки позволяют обеспечить прочное клеевое соединение между обшивками и заполнителем, снизить трудоемкость за счет уменьшения количества промежуточных упаковок и улучшения условий установки сотового заполнителя. Кроме того, обеспечивается точность выполнения сопрягаемых поверхностей окантовочного элемента и сотового заполнителя, уменьшается вероятность возникновения дефектов в зоне скоса сотового заполнителя, что повышает прочность и качество внешнего вида панели.
Прошивка первой обшивки совместно с окантовочным элементом в зоне острой кромки сотового заполнителя обеспечивает точность установки сотового заполнителя и улучшает качество изделия.
Изобретение поясняется чертежами.
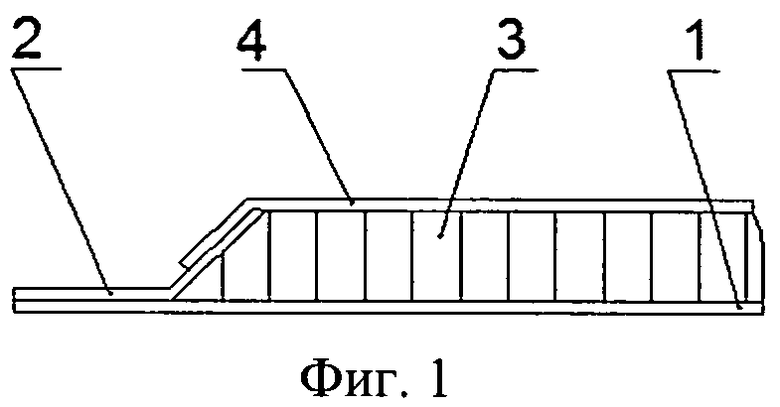
На фиг. 1 представлено сечение трехслойной панели в зоне окантовочного элемента.
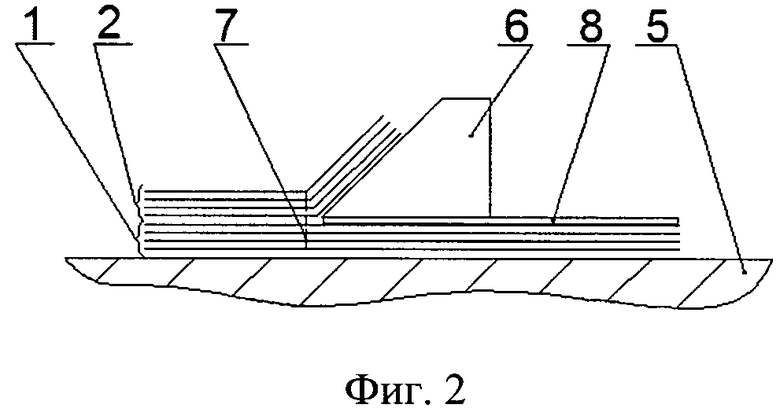
На фиг. 2 показана схема выкладки первой обшивки и окантовочного элемента.
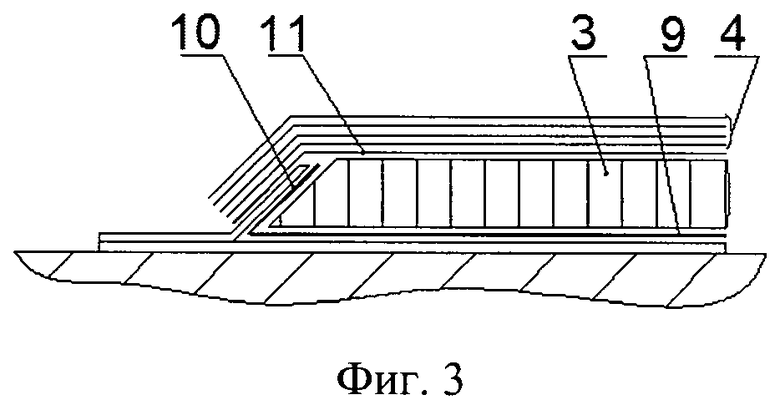
На фиг. 3 представлена схема сборки трехслойной панели.
Способ изготовления трехслойной панели из композиционного материала включает выкладку на формообразующую оснастку 5 слоев первой обшивки 1, установку цулаги 8, выкладку слоев окантовочного элемента 2 с напуском на цулагу 8, прошивку нитью 7 слоев окантовочного элемента 2 со слоями первой обшивки 1 по контуру цулаги 8, подгиб слоев окантовочного элемента 2, составляющих напуск на цулагу 8, установку вкладышей 6 по контуру цулаги 8, приглаживание слоев окантовочного элемента к формующей поверхности вкладышей 6, упаковку и формование первой обшивки 1 и окантовочного элемента 2, распрессовку полученной детали, порезку окантовочного элемента 2 по высоте, поочередную укладку нижнего клеевого слоя 9, пленочной вспенивающейся клеевой композиции 10, установку сотового заполнителя 3, укладку верхнего клеевого слоя 11, выкладку слоев второй обшивки 4, упаковку и формование собранной трехслойной панели, распрессовку и механическую обработку изделия по контуру.
Пример
Предлагаемый способ изготовления трехслойной панели из композиционного материала был реализован при изготовлении панели фюзеляжа летательного аппарата, первую обшивку которой выкладывали из препрега 150УТ-0,2-(Р) на основе углеткани, пропитанной эпоксидным связующим. Выполненную из стеклопластика ЭНФБ-Т-10-80 гибкую цулагу установили на неотвержденную первую обшивку, после чего по контуру цулаги выложили слои окантовочного элемента из того же материала, что и первая обшивка. Нитью из углеродного волокна HTS-40 прошили слои первой обшивки и окантовочного элемента, затем по контуру цулаги на нее установили вкладыши из Д16Т под слои окантовочного элемента. Подсборку упаковали в вакуумный мешок и провели формование при температуре 175°C и давлении 6 атм. После распрессовки, не снимая деталь с формообразующей оснастки, провели механическую обработку окантовочного элемента, затем на первую обшивку нанесли нижнюю клеевую пленку ВК-36, на окантовочный элемент в зоне стыка с сотовым заполнителем нанесли пленочную вспенивающуюся клеевую композицию ВКВ-3, установили сотовый заполнитель 2,75-5056-30П из алюминиевой фольги, нанесли верхнюю клеевую пленку ВК-36, поверх которой выложили слои второй обшивки из того же материала, что и первой. Произвели упаковку в вакуумный мешок и провели формование при температуре 175°C и давлении 3 атм. Затем изделие распрессовали и провели механическую обработку по контуру.
Предлагаемый способ изготовления трехслойной панели из композиционного материала позволяет снизить трудоемкость за счет уменьшения количества промежуточных упаковок и улучшения условий установки сотового заполнителя, а также повышает прочность панели в зоне скоса сотового заполнителя за счет обеспечения точности выполнения сопрягаемых поверхностей окантовочного элемента и сотового заполнителя и использования вспенивающейся клеевой композиции. Кроме того, уменьшается вероятность возникновения дефектов в зоне скоса сотового заполнителя, что улучшает качество внешнего вида конструкции.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНОЙ ПАНЕЛИ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2014 |
|
RU2559446C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ТРЁХСЛОЙНОЙ КОНСТРУКЦИИ ИНТЕГРАЛЬНОГО ТИПА ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2016 |
|
RU2669499C1 |
| Способ изготовления композитной формообразующей оснастки для формования изделий из полимерных композиционных материалов | 2019 |
|
RU2720312C1 |
| ОКАНТОВОЧНЫЙ ЭЛЕМЕНТ ТРЕХСЛОЙНОЙ ПАНЕЛИ | 2010 |
|
RU2451603C1 |
| СПОСОБ РЕМОНТА ВЫСОКОНАГРУЖЕННЫХ ТРЕХСЛОЙНЫХ КОНСТРУКЦИЙ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1992 |
|
RU2039655C1 |
| СИЛОВАЯ КОМПОЗИЦИОННАЯ ПАНЕЛЬ | 2022 |
|
RU2794604C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРИВОЛИНЕЙНОЙ ТРЕХСЛОЙНОЙ КОМПОЗИТНОЙ ПАНЕЛИ | 2017 |
|
RU2685218C1 |
| ОПОРНЫЙ УЗЕЛ ТРЕХСЛОЙНОЙ ПАНЕЛИ И СПОСОБ СБОРКИ ТРЕХСЛОЙНОЙ ПАНЕЛИ С ОПОРНЫМИ УЗЛАМИ | 2013 |
|
RU2544690C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОГО МНОГОСЛОЙНОГО ИЗДЕЛИЯ | 2024 |
|
RU2832222C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ТРЕХСЛОЙНЫХ КОНСТРУКЦИЙ ИЗ СЛОИСТЫХ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2014 |
|
RU2565180C1 |
Изобретение относится к способам изготовления трехслойных панелей из композиционного материала и может быть использовано для получения панелей авиационной и космической техники, например для изготовления корпусных деталей фюзеляжа самолета. При формировании первой обшивки трехслойной панели по ее контуру выкладывают окантовочный элемент, образующий торцевую зону и зону скоса сотового заполнителя трехслойной панели. Окантовочный элемент совместно отверждают с первой обшивкой и обрезают его по высоте, исключая выступание за верхнюю поверхность сотового заполнителя. На внутреннюю поверхность первой обшивки поочередно устанавливают нижнюю клеевую пленку, сотовый заполнитель со скосами, верхнюю клеевую пленку и неотвержденную вторую обшивку, выполненную таким образом, чтобы ее края частично или полностью перекрывали отвержденный окантовочный элемент в зоне скоса сотового заполнителя, и проводят совместное со склейкой элементов панели отверждение второй обшивки. Изобретение позволяет снизить трудоемкость, повысить прочность панели в зоне скоса сотового заполнителя и улучшить качество внешнего вида панели. 1 з.п. ф-лы, 3 ил.
1. Способ изготовления трехслойной панели из композиционного материала, включающий пропитку связующим материала, формирование из него первой и второй обшивок, установку сотового заполнителя со скосами между первой и второй обшивками и отверждение панели, отличающийся тем, что при формировании первой обшивки по ее контуру выкладывают окантовочный элемент, образующий торцевую зону и зону скоса сотового заполнителя трехслойной панели, затем окантовочный элемент совместно отверждают с первой обшивкой и обрезают его по высоте, исключая выступание за верхнюю поверхность сотового заполнителя, после чего на внутреннюю поверхность первой обшивки поочередно устанавливают нижнюю клеевую пленку, сотовый заполнитель со скосами, верхнюю клеевую пленку и неотвержденную вторую обшивку, выполненную таким образом, чтобы ее края частично или полностью перекрывали отвержденный окантовочный элемент в зоне скоса сотового заполнителя, при этом перед установкой сотового заполнителя на внутреннюю поверхность отвержденного окантовочного элемента в зоне скоса сотового заполнителя наносят пленочную вспенивающуюся клеевую композицию, а между второй неотвержденной обшивкой и отвержденным окантовочным элементом выкладывают клеевую пленку и проводят совместное со склейкой элементов панели отверждение второй обшивки.
2. Способ изготовления трехслойной панели из композиционного материала по п. 1, отличающийся тем, что перед отверждением первой обшивки совместно с окантовочным элементом выполняют их прошивку в зоне острой кромки сотового заполнителя.
| КАТАЛИТИЧЕСКАЯ КОМПОЗИЦИЯ (ВАРИАНТЫ) И СПОСОБ КОНВЕРСИИ ОЛЕФИНА С ЕЕ ПРИМЕНЕНИЕМ | 2001 |
|
RU2266784C2 |
| US 5897739 A, 27.04.1999 | |||
| Трехслойная панель переменной жесткости | 1980 |
|
SU893587A1 |
| СПОСОБ СБОРКИ ТРЕХСЛОЙНОЙ ПАНЕЛИ С СОТОВЫМ ЗАПОЛНИТЕЛЕМ | 0 |
|
SU281167A1 |
| ТРЕХСЛОЙНАЯ ПАНЕЛЬ | 1988 |
|
SU1623079A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ТРЕХСЛОЙНЫХ КОНСТРУКЦИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2007 |
|
RU2355583C2 |

