Изобретение относится к авиационной и аэрокосмической технике, а именно к окантовочным элементам звукопоглощающих панелей авиационных двигателей, и может быть использовано для оформления кромок трехслойных панелей с сотовым заполнителем.
Известен окантовочный элемент трехслойной панели, содержащей расположенный между обшивками сотовый заполнитель. Окантовочный элемент выполнен из вспенивающейся композиции, залитой в ячейки сотовой структуры вдоль кромки панели (Ендогур А.И., Вайнберг М.В., Иерусалимский К.М. Сотовые конструкции. Выбор параметров проектирования. - М.: Машиностроение, с.111-112).
Этот окантовочный элемент является трудоемким в изготовлении за счет ручного труда при заполнении ячеек вспенивающейся композицией, а также механической обработки контура панели после ее сборки и заделки раковин, вскрывшихся после механической обработки. Кроме того, элемент, как правило, имеет большую зону заполнения сотовой структуры, особенно в заполнителях с крупной ячейкой, что значительно увеличивает массу панелей.
Известен также окантовочный элемент трехслойной панели, содержащей расположенный между композиционными верхней и нижней обшивками сотовый заполнитель. Между верхней и нижней обшивками вокруг хотя бы части периметра сотового заполнителя установлена жесткая прокладка, соединенная с сотовым заполнителем с помощью вспененного адгезива, причем ширина прокладки равна высоте сотового заполнителя. Снаружи прокладки также нанесен слой вспененного адгезива, соединяющий с жесткой прокладкой и сотовым заполнителем наружную многослойную облицовку, охватывающую трехслойную панель по периметру.
Известный окантовочный элемент требует большого количества вспенивающейся композиции, причем ее часть, расположенная между прокладкой и заполнителем, в панелях с сотовым заполнителем с крупной ячейкой используется неэффективно, поскольку при вспенивании не заполняет весь объем, образованный открытыми ячейками, примыкающими к кромке панели. Сборка окантовочного элемента в панель, как правило, происходит на этапе сборки панели последовательной установкой четырех элементов: внутреннего слоя вспенивающейся композиции, жесткой прокладки, промежуточного слоя вспенивющейся композиции и наружной облицовки.
Задачей изобретения является снижение массы и трудоемкости изготовления окантовочного элемента.
Сущность изобретения заключается в том, что окантовочный элемент трехслойной панели, включающей сотовый заполнитель, расположенный между верхней и нижней обшивками, содержит примыкающий к сотовому заполнителю и соединенный с ним внутренний слой и обрамляющий трехслойную панель наружный слой, соединенный с внутренним слоем через вспененную клеевую композицию, и отличается тем, что внутренний слой соединен с сотовым заполнителем клеевой пленкой, а ширина внутреннего слоя окантовочного элемента меньше высоты сотового заполнителя.
Внутренний слой окантовочного элемента может быть установлен с зазорами не менее 0,2 мм от верхней и нижней обшивок.
Внутренний слой окантовочного элемента может быть выполнен из податливого или жесткого материала.
Внутренний слой окантовочного элемента может быть перфорированным.
Ширина наружного слоя может быть равной или большей высоты сотового заполнителя.
Наружный слой может быть выполнен из жесткого или податливого материала.
Наружный слой может иметь загибы на одну или обе обшивки трехслойной панели.
Наружный слой может быть выполнен в виде рамки по контуру трехслойной панели.
Использование клеевой пленки позволяет получить прочное соединение внутреннего слоя с заполнителем, а выполнение внутреннего слоя, имеющего ширину, меньшую, чем высота сотового заполнителя, при формировании окантовочного элемента позволяет перемещать внутренний слой в процессе сборки-склейки панели за счет увеличения объема вспенивающейся композиции, расположенной между внутренним и наружным слоями окантовочного элемента, обеспечивает давление при склейке внутреннего слоя с заполнителем, осуществляя тем самым прижатие внутреннего слоя к торцам сотового заполнителя. Отсутствие вспенивающейся композиции между внутренним слоем и заполнителем снижает массу окантовочного элемента и трудоемкость его изготовления.
Выполнение внутреннего слоя с зазорами от обшивок не менее 0,2 мм позволяет избежать смятия стенок сотовой структуры, поскольку избытки вспенивающейся композиции выходят через зазоры с образованием галтелей, упрочняющих соединение окантовочного элемента с обшивками.
Выполнение внутреннего слоя из жесткого материала позволяет получить более прочное соединение на прямолинейных кромках панели за счет фиксированной зоны вспенивания.
Выполнение внутреннего слоя из податливого материала позволяет формировать окантовочный элемент на криволинейных кромках панелей.
Выполнение внутреннего слоя перфорированным обеспечивает выход избытка вспенивающейся клеевой композиции при изготовлении трехслойных панелей большой строительной высоты.
Выполнение наружного слоя шириной, равной высоте сотового заполнителя, позволяет улучшить внешний вид панели, прикрыв окантовочный элемент обшивками; выполнение наружного слоя шириной, большей высоты сотового заполнителя, позволяет закрыть торцы обшивок, защитив их от воздействия окружающей среды и механических повреждений при проведении монтажных работ.
Выполнение наружного слоя из жесткого материала позволяет увеличить прочность и улучшить внешний вид кромки панели.
Выполнение наружного слоя из податливого материала позволяет формировать окантовочный элемент на криволинейных кромках панелей.
Выполнение загибов на наружном слое окантовочного элемента позволяет улучшить внешний вид панели и увеличить прочность панели в зоне окантовочного элемента.
Выполнение наружного элемента в виде рамки по контуру панели позволяет упростить технологическую оснастку для изготовления панели.
Заготовка окантовочного элемента трехслойной панели изготавливается в виде полуфабриката из следующих основных компонентов: наружного слоя, состоящего, например, из того же материла, что и обшивки (стеклопластик, углепластик, алюминий и т.п.), на который укладывается, как правило, вспенивающаяся пленочная клеевая композиция (например, ВКВ-3, Redux 212NA…), а на нее укладывается внутренний слой окантовочного элемента (например, стеклопластик, углепластик, металлическая фольга и т.п.). На внутренний слой укладывается клеевая пленка (например ВК-36, Redux 322U) для соединения внутреннего слоя с сотовым заполнителем. Полученный полуфабрикат устанавливается по контуру в трехслойную панель при сборке панели и формуется в процессе склеивания обшивок с сотовым заполнителем. При изготовлении внутреннего и наружного слоев окантовочного элемента из пластика они могут быть выполнены в виде препрегов или в виде отвержденного пластика.
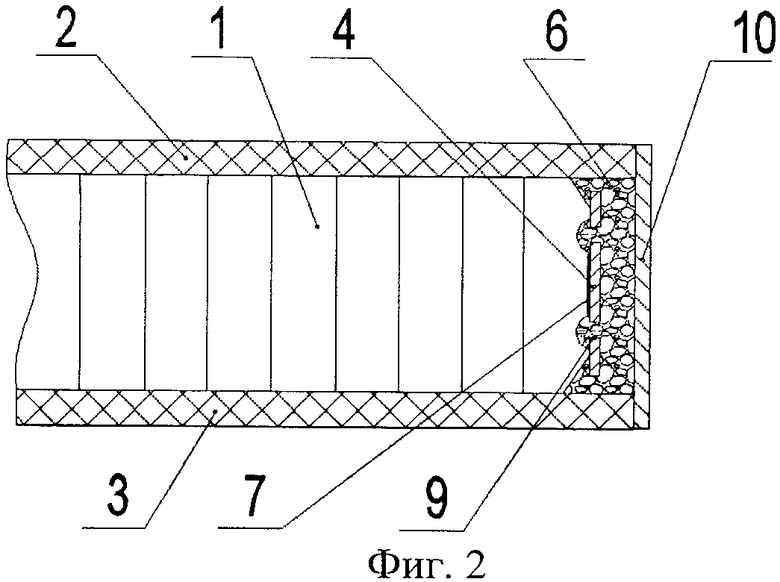
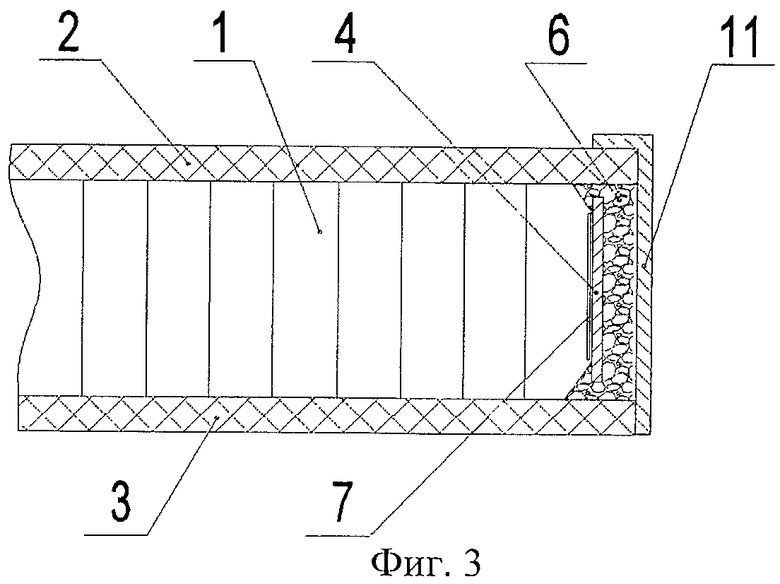
На фиг.1 изображен вид окантовочного элемента в сечении; на фиг.2 представлен окантовочный элемент с наружным слоем, ширина которого больше высоты сотового заполнителя, и перфорированным внутренним слоем; на фиг.3 представлен окантовочный элемент с наружным слоем, имеющим загиб на верхнюю обшивку панели.
Окантовочный элемент трехслойной панели, включающей сотовый заполнитель 1, расположенный между верхней 2 и нижней 3 обшивками, содержит примыкающий к сотовому заполнителю 1 внутренний слой 4 и обрамляющий трехслойную панель наружный слой 5, соединенный с внутренним слоем 4 через вспененную клеевую композицию 6.
Для снижения массы, трудоемкости изготовления и увеличения прочности панели в зоне окантовочного элемента внутренний слой 4 соединен с сотовым заполнителем клеевой пленкой 7, а ширина внутреннего слоя 4 меньше высоты сотового заполнителя 1. Внутренний слой 4 установлен с зазорами не менее 0,2 мм от верхней 2 и нижней 3 обшивок для обеспечения подвижности внутреннего слоя в процессе склейки и образования галтелей 8, которые обеспечивают повышенную прочность соединения внутреннего слоя 4 с обшивками 2 и 3. Внутренний слой 4 для получения более прочного соединения на прямолинейных кромках панели выполнен из жесткого материала. Внутренний слой 4 для формирования окантовочного элемента на криволинейных кромках панелей выполнен из податливого материала. Внутренний слой 4 для обеспечения прочности на панелях большой строительной высоты выполнен с отверстиями 9 для обеспечения выхода избытков вспенивающейся клеевой композиции 6. Наружный слой 5 для улучшения внешнего вида панели выполнен шириной, равной высоте сотового заполнителя 1. Наружные слои 10, 11 для защиты торцов обшивок 2, 3 от воздействия окружающей среды и механических повреждений при проведении монтажных работ выполнены шириной, большей высоты сотового заполнителя 1. Наружные слои 5, 10 для увеличения прочности и улучшения внешнего вида панели выполнены из жесткого материала. Наружные слои 5, 10, 11 для формирования окантовочного элемента на криволинейной кромке панели выполнены из податливого материала. Наружный слой 11 для повышения прочности и улучшения внешнего вида выполнен с загибом на верхнюю обшивку 2.
Конструктивное решение окантовочного элемента позволяет снизить массу трехслойной панели за счет создания открытой камеры между наружным и внутренним слоями окантовочного элемента, позволяющей снизить количество вспенивающейся композиции.
По сравнению с прототипом окантовочный элемент обеспечивает снижение массы трехслойной панели за счет снижения количества вспенивающей композиции и уменьшает трудоемкость изготовления за счет возможности изготовления заготовки окантовочного элемента в виде полуфабриката, а также за счет снижения требований к изготовлению внутреннего слоя окантовочного элемента.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНОЙ ПАНЕЛИ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2014 |
|
RU2564952C1 |
| ОПОРНЫЙ УЗЕЛ ТРЕХСЛОЙНОЙ ПАНЕЛИ И СПОСОБ СБОРКИ ТРЕХСЛОЙНОЙ ПАНЕЛИ С ОПОРНЫМИ УЗЛАМИ | 2013 |
|
RU2544690C1 |
| ОПОРНЫЙ УЗЕЛ СОТОВОЙ ПАНЕЛИ И СПОСОБ СБОРКИ ОПОРНОГО УЗЛА | 2020 |
|
RU2747562C1 |
| ОПОРНЫЙ УЗЕЛ ТРЕХСЛОЙНОЙ ПАНЕЛИ | 2006 |
|
RU2322354C1 |
| ПАНЕЛЬ С СОТОВЫМ ЗАПОЛНИТЕЛЕМ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1993 |
|
RU2035563C1 |
| ОПОРНЫЙ УЗЕЛ ТРЕХСЛОЙНОЙ ПАНЕЛИ | 2005 |
|
RU2291782C1 |
| СПОСОБ СБОРКИ ТРЕХСЛОЙНОЙ ПАНЕЛИ С СОТОВЫМ ЗАПОЛНИТЕЛЕМ | 2009 |
|
RU2408464C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПРОЧНОСТИ ПРИ ОТРЫВЕ КЛЕЕВОГО СОЕДИНЕНИЯ СОТОВОГО ЗАПОЛНИТЕЛЯ С ОБШИВКОЙ В ТРЕХСЛОЙНОЙ ПАНЕЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2604114C1 |
| СПОСОБ СОЕДИНЕНИЯ СОТОВОГО ЗАПОЛНИТЕЛЯ С ОБШИВКАМИ | 2009 |
|
RU2391208C1 |
| СПОСОБ РЕМОНТА ВЫСОКОНАГРУЖЕННЫХ ТРЕХСЛОЙНЫХ КОНСТРУКЦИЙ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1992 |
|
RU2039655C1 |

Изобретение относится к авиационной и аэрокосмической технике, а именно к окантовочным элементам звукопоглощающих панелей авиационных двигателей, и касается окантовочного элемента трехслойной панели. Панель включает сотовый заполнитель, расположенный между верхней и нижней обшивками. Окантовочный элемент содержит примыкающий к сотовому заполнителю и соединенный с ним внутренний слой и обрамляющий трехслойную панель наружный слой, соединенный с внутренним слоем через вспененную клеевую композицию. Внутренний слой соединен с сотовым заполнителем клеевой пленкой. Ширина внутреннего слоя окантовочного элемента меньше высоты сотового заполнителя. Изобретение обеспечивает снижение трудоемкости изготовления и массы трехслойной панели. 7 з.п. ф-лы, 3 ил.
1. Окантовочный элемент трехслойной панели, включающий сотовый заполнитель, расположенный между верхней и нижней обшивками, содержит примыкающий к сотовому заполнителю и соединенный с ним внутренний слой и обрамляющий трехслойную панель наружный слой, соединенный с внутренним слоем через вспененную клеевую композицию, отличающийся тем, что внутренний слой соединен с сотовым заполнителем клеевой пленкой, а ширина внутреннего слоя окантовочного элемента меньше высоты сотового заполнителя.
2. Окантовочный элемент трехслойной панели по п.1, отличающийся тем, что внутренний слой установлен с зазорами не менее 0,2 мм от верхней и нижней обшивок.
3. Окантовочный элемент трехслойной панели по п.1, отличающийся тем, что внутренний слой выполнен из податливого или жесткого материала.
4. Окантовочный элемент трехслойной панели по п.1, отличающийся тем, что внутренний слой выполнен перфорированным.
5. Окантовочный элемент трехслойной панели по п.1, отличающийся тем, что ширина наружного слоя равна или больше высоты сотового заполнителя.
6. Окантовочный элемент трехслойной панели по п.1, отличающийся тем, что наружный слой выполнен из податливого или жесткого материала.
7. Окантовочный элемент трехслойной панели по п.5, отличающийся тем, что наружный слой выполнен с загибами на одну или обе обшивки.
8. Окантовочный элемент трехслойной панели по п.5, отличающийся тем, что наружный слой выполнен в виде рамки по контуру трехслойной панели.
| Гребной винт | 1926 |
|
SU7999A1 |
| RU 2009120153 C1, 27.05.2009 | |||
| US 5149574 A, 22.09.1992 | |||
| US 3546841 A, 15.12.1970 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВЫХ ЗАПОЛНИТЕЛЕЙ МЕТОДОМ СКЛЕИВАНИЯ | 1995 |
|
RU2094237C1 |

