Изобретение относится к области ремонта трехслойных композиционных материалов склеиванием и преимущественно может быть использовано при ремонте конструкций, применяемых в авиации, судостроении и химическом машиностроении.
В настоящее время большинство трехслойных конструкций выполняется цельноклеенными и неразъемными, например детали самолетов, баллоны, баки и т.д. Это позволяет уменьшить количество подкрепляющих элементов в конструкции без снижения прочности, что улучшает внешние обводы и уменьшает трудоемкость изготовления. В то же время в значительной степени затрудняется выполнение ремонтных работ на трехслойных композиционных конструкциях, имеющих сквозные дефекты. Вследствие неразборности ремонт таких конструкций возможен только с односторонним подходом к дефектному участку.
Известен способ ремонта стеклопластика заполнением полости дефекта связующим. Однако за счет гидравлического сопротивления не происходит полного заполнения полости дефекта связующим, в результате чего остаются газовые включения. Связующее, взятое в больших объемах, обладает резко выраженными экзотермическими свойствами и возникающие термические напряжения могут вызвать интенсивное растрескивание, а также повредить прилегающие участки конструкции.
Известен способ ремонта слоистых изделий из стеклопластика, отличающийся от предыдущего тем, что перед введением связующего в полость дефекта засыпают мелкодисперсные гранулы пенополистирола. Оба эти способа не предназначены для ремонта сквозных повреждений и не позволяют восстанавливать обшивки трехслойных конструкций.
Известен способ ремонта трехслойных конструкций вклеиванием на место дефекта предварительно отформованного участка. Использование этого способа ремонта требует двухстороннего подхода к месту ремонта, вследствие наличия зазоров не обеспечивает точную подгонку деталей, возможен только в условиях промышленного предприятия.
Известен способ ремонта трехслойных панелей встык с постановкой пробок, обмотанных пропитанной клеем лентой [1]
Этот способ также требует двухстороннего подхода к месту ремонта, при ремонте встык позволяет соединять только разделенные на части детали, при ремонте постановкой пробки не обеспечивает качественной подгонки деталей, что снижает прочность соединения и не позволяет восстановить обводы поверхности.
Известен способ ремонта несквозных повреждений трехслойных панелей вклейкой заполнителя и наружной накладки внахлест [2] Этим способом можно ремонтировать только несквозные повреждения трехслойных панелей типа вмятин, забоин, порезов, кроме того, выполнение только внешней ремонтной накладки нарушает симметричную передачу нагрузки трехслойной панелью, что снижает прочность отремонтированной конструкции.
Известен также способ ремонта трехслойных конструкций из композиционного материала, включающий последовательно осуществляемые для верхней и нижней обшивок приемы изготовления, выкладки и отверждения наружных ремонтных накладок с помощью соединенного с вакуумной системой и образующего над этими накладками полость элемента [3]
В данном способе также при ремонте высоконагруженных трехслойных конструкций необходима постановка внутренней, заполнительной и внешней ремонтных накладок на каждую несущую обшивку трехслойной панели.
Для решения данной задачи в предлагаемом способе ремонта высоконагруженных трехслойных конструкций из композиционного материала, включающем последовательно осуществляемые для верхней и нижней обшивок приемы изготовления, выкладки и отверждения наружных ремонтных накладок с помощью соединенного с вакуумной системой и образующего над этими накладками полость элемента, дополнительно вводят внутренние ремонтные накладки для внешней и нижней обшивок, соединяемые с наружными накладками в процессе их вакуумирования. Кроме того, образующий над ремонтной накладкой нижней обшивки полость и соединенный с вакуумной системой элемент образован в виде склеенных между собой кольца и диска из герметичного материала.
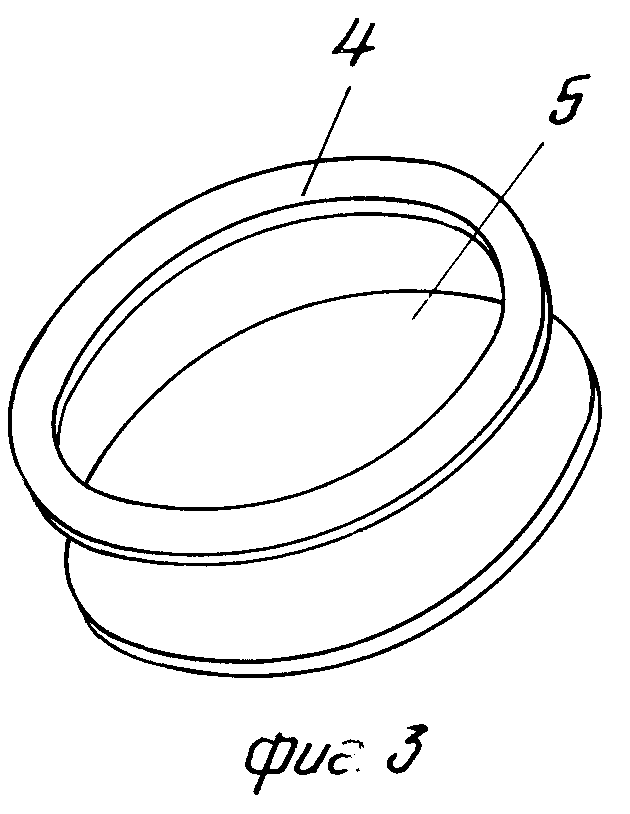
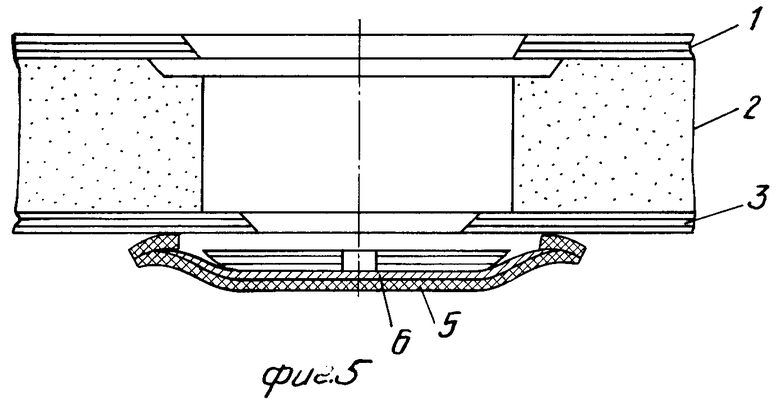
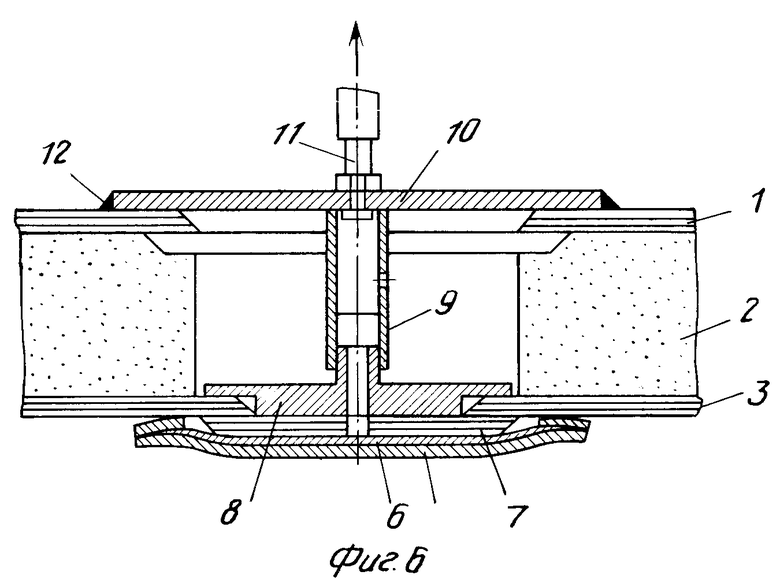
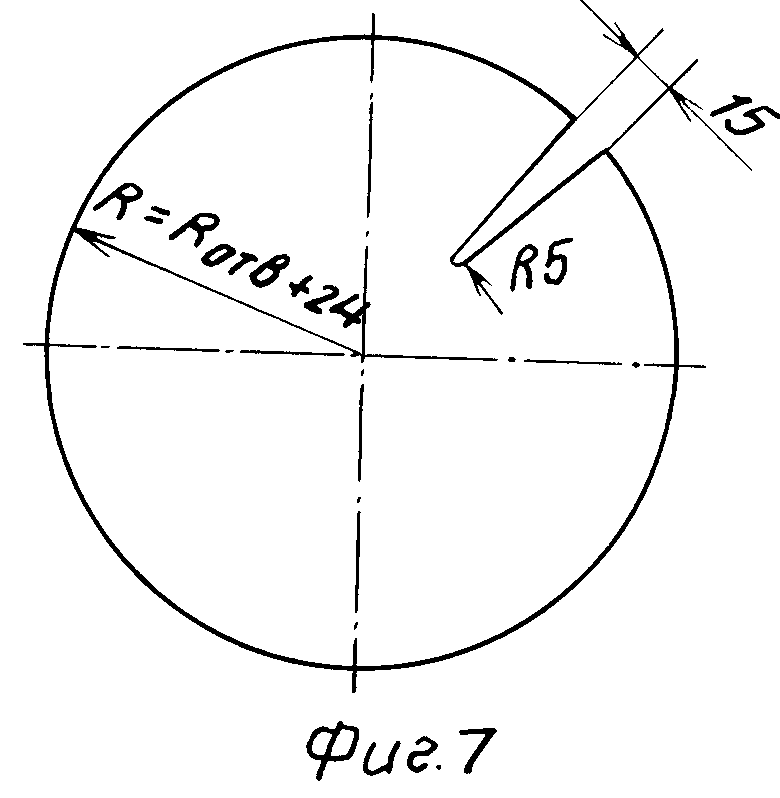
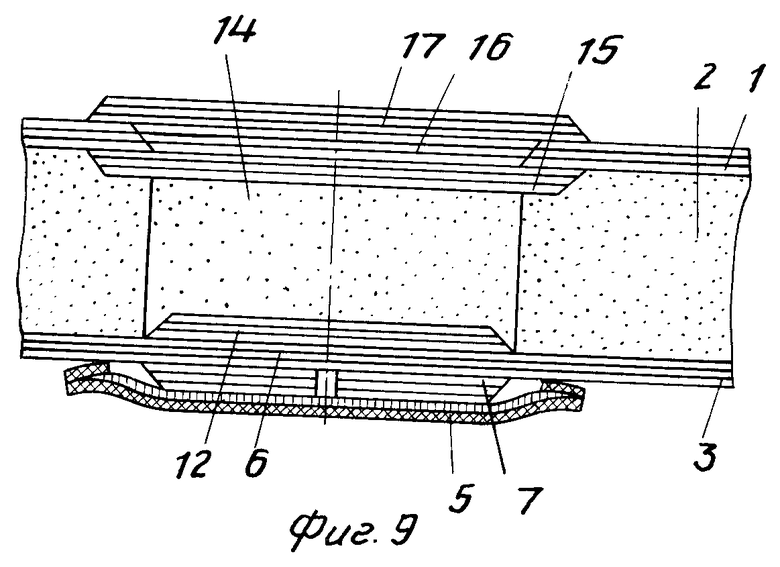
На фиг. 1 показан дефектный участок трехслойной конструкции; на фиг. 2 обработка дефектного участка; на фиг. 3 вырезка кольцевой и круглой заготовок; на фиг. 4 склеивание вакуумного мешка; на фиг. 5 приклеивание вакуумного мешка к нижней обшивке; на фиг. 6 приклеивание внешней накладки к нижней обшивке; на фиг. 7 изготовление внутренней накладки верхней обшивки; на фиг. 8 приклеивание и отверждение накладок и вспенивающейся композиции с помощью вакуумного мешка; на фиг. 9 изготовленное ремонтное соединение.
Данный способ ремонта целесообразно выполнять для восстановления высоконагруженных трехслойных композиционных конструкций при наличии сквозных повреждений диаметром свыше 30 мм, имеющих верхнюю обшивку 1, заполнитель 2 и нижнюю обшивку 3. При наличии сквозного повреждения трехслойной композиционной конструкции (фиг. 1) дефектный участок вырезают цилиндрической фрезой или центробором (фиг. 2), отверстие в верхней несущей обшивке 1 вырезают диаметром на 24 мм большим, чем отверстие в нижней несущей обшивке 3. Кромки отверстий в обшивках 1 и 3 обрабатывают коническим наждачным кругом на "ус" с углом скоса кромок 35-45о. В слое заполнителя 2 (фиг. 2), под верхней обшивкой 1, фрезеруют паз для внутренней ремонтной накладки, для чего зубья фрезы затачивают под углом (при виде сбоку), равным выбранному углу скоса кромок, а фрезу укрепляют на валу в патроне пневмо- или электродрели. Для соблюдения необходимой глубины паза и исключения повреждения поверхностей применяют размерные и ограничительные шайбы. Из прорезиненной ткани вырезают кольцевую 4 и круглую 5 заготовки (фиг. 3) и склеивают их резиновым клеем таким образом, чтобы у кольца 4 оставался свободный неприклеенный край (фиг. 4). Внутренний диаметр кольца 4 должен быть на 35-40 мм больше диаметра отверстия в нижней обшивке. Верхнюю поверхность кольца 4 смазывают быстросохнущим клеем (типа "Момент") и заводят изготовленную деталь внутрь отверстия в нижней обшивке 3 (фиг. 2). С помощью Г-образной лопатки кольцо 4 со стороны свободного неприклеенного края прижимают к нижней обшивке 3, и оно приклеивается к обшивке 3, образуя вакуумный мешок, на который укладывают слой 6 пористой ткани (типа мешковины) и заготовку внешней ремонтной накладки 7 для нижней обшивки 3. Слой 6 способствует удалению воздуха из складок при вакуумировании. Заготовка накладки 7 представляет собой пакет, набранный из слоев композита, смазанных эпоксидным клеем и ориентированных в соответствии с ориентацией композиционных слоев нижней обшивки 3. В центре заготовки накладки выполняют отверстие диаметром 8 мм для откачки воздуха из вакуумного мешка при вакуумировании. Заготовку накладки с помощью пинцета укладывают на слое 6 по меткам на обшивке 3. В отверстие, выполненное в трехслойной конструкции, устанавливают технологическую пробку, состоящую из головки 8 (фиг. 6) и удлинительной трубки 9, которые соединяют между собой с помощью резьбового соединения, что позволяет изменять высоту пробки в зависимости от толщины трехслойной панели. Сверху устанавливают технологическую накладку 10 со штуцером 11, который соединяется с вакуумным насосом (не показан). Торцовую поверхность технологической накладки 10 покрывают герметиком или герметизирующей липкой лентой 12.
После включения вакуумного насоса и нагревателя (не показаны) происходит прижатие накладки 7 к приклеиваемой поверхности обшивки 3 с давлением 0,08-0,09 МПа. Одновременно производят плавный нагрев ремонтного участка со скоростью 1-3оС/мин до температуры отверждения накладки, выдержку при этой температуре в течение 1,5-2 ч и плавное охлаждение со скоростью 1-3оС/мин. Ремонтный участок охлаждается до температуры 60-80оС под давлением вакуума и затем распрессовывается. Температура отверждения зависит от материала слоя заполнителя трехслойной конструкции и марки применяемого клея. Если заполнитель выполнен из пенопласта, температура отверждения равна 85-100оС, для заполнителя, выполненного из металлической фольги 120-150оС. Такой режим термообработки сводит к минимуму величину остаточных напряжений в клеевом слое и позволяет получать максимально прочные клеевые соединения. Для исключения приклеивания поверхности головки технологической пробки, ее покрывают разделительным лаком полиизобутиленом или водным раствором мыла. По окончании процесса отверждения накладки 7, технологическую пробку и технологическую накладку удаляют. Изготавливают внутреннюю накладку для верхней обшивки как показано на фиг. 7. Для этого выкладывают композитные слои, смазанные эпоксидным клеем, в соответствии с ориентацией слоев верхней обшивки и затем проводят отверждение накладки либо вырезают накладку из аналогичной дефектной детали. После этого выкладывают смазанные эпоксидным клеем слои заполнительной накладки 12 (фиг. 8) и внутренней накладки 13 нижней обшивки 3. Выкладка слоев накладок выполняется в соответствии с ориентацией композитных слоев нижней обшивки 3. На накладку 13 заливают вспенивающуюся клеевую композицию (типа ВКВ или другую) 14, которая после отверждения служит заполнительным слоем трехслойной конструкции. Во фрезерованный паз вводят смазанную эпоксидным клеем внутреннюю накладку 15 верхней обшивки 1. Заполнительную 16, внешнюю 17 накладки верхней обшивки 1 выкладывают так же, как это выполняют для нижней обшивки 3. Сверху укладывают вакуумный мешок, конструкция которого состоит из следующих элементов: пористой (перфорированной) пленки 18, через которую выдавливаются излишки клея, многослойного (поглощающего клей) слоя 19, непроницаемой изолирующей пленки 20, двух листов силиконовой термостойкой резины 21, электрогрелки 22, вакуумного мешка 23, датчика температуры 24, манометра 25, установленного на трубопроводе, ведущем к вакуумному насосу. Вакуумный мешок изолируется герметизирующей липкой лентой 26. Затем проводят вакуумирование и отверждение накладок и вспенивающейся композиции по режиму, приведенному выше, после чего вакуумный мешок разбирают. Мешок 5 (фиг. 9) остается в конструкции, что не влияет на прочность вследствие малого веса детали.
Данный способ обеспечивает получение трехслойных конструкций с высокими механическими характеристиками и позволяет осуществить его более технологично.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЕРЕНОСНОЙ ФРЕЗЕРНЫЙ СТАНОК ДЛЯ НАРЕЗКИ РЕМОНТНЫХ ОТВЕРСТИЙ И НАКЛАДОК В КОМПОЗИЦИОННЫХ МАТЕРИАЛАХ | 1992 |
|
RU2013189C1 |
| ПЕРЕНОСНОЕ УСТРОЙСТВО ДЛЯ РЕМОНТА ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2005618C1 |
| Способ изготовления композитной формообразующей оснастки для формования изделий из полимерных композиционных материалов | 2019 |
|
RU2720312C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНОЙ ПАНЕЛИ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2014 |
|
RU2564952C1 |
| СПОСОБ РЕМОНТА ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 2000 |
|
RU2176954C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ТРЁХСЛОЙНОЙ КОНСТРУКЦИИ ИНТЕГРАЛЬНОГО ТИПА ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2016 |
|
RU2669499C1 |
| ТРЕХСЛОЙНАЯ ПАНЕЛЬ | 2013 |
|
RU2559474C2 |
| ЗАКЛЕПКА И СПОСОБ ПОЛУЧЕНИЯ НЕРАЗЪЕМНОГО ЗАКЛЕПОЧНОГО СОЕДИНЕНИЯ | 2001 |
|
RU2219390C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНОЙ ПАНЕЛИ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2014 |
|
RU2559446C1 |
| СОСТАВ И СПОСОБ ИЗГОТОВЛЕНИЯ СВЯЗУЮЩЕГО, ПРЕПРЕГА И СОТОВОЙ ПАНЕЛИ | 2010 |
|
RU2460745C2 |




Использование: в ремонте трехслойных конструкций из композиционного материала. Сущность изобретения: при наличии сквозного повреждения дефектный участок трехслойной конструкции вырезают, при этом диаметр отверстия в верхней обшивке выполняют больше, чем в нижней. Кромки отверстий обрабатывают на "ус" с углом скоса кромок 35-45°. В слое заполнителя под верхней обшивкой фрезеруют паз для внутренней накладки. Из прорезиненной ткани вырезают кольцевую и круглую заготовки и склеивают их резиновым клеем, получая вакуумный мешок. Затем его заводят в отверстие и приклеивают к нижней обшивке. На вакуумный мешок укладывают слой пористой ткани, смазанную эпоксидным клеем, и заготовку внешней накладки нижней обшивки. В отверстие устанавливают технологическую пробку, состоящую из головки и удлинительной трубки и сверху технологическую накладку со штуцером, соединенным трубопроводом с вакуумным насосом. После этого производят вакуумирование и термообработку. По окончании отверждения накладки, технологическую пробку и технологическую накладку удаляют. Изготавливают внутреннюю накладку верхней обшивки. Укладывают смазанные эпоксидным клеем заполнительную и внутреннюю накладки нижней обшивки, заливают вспенивающуюся композицию, заводят в паз смазанную эпоксидным клеем внутреннюю накладку, укладывают смазанные эпоксидным клеем заполнительную и внешнюю накладки верхней обшивки. Слои накладок укладывают в соответствии с ориентацией композитных слоев обшивок. Сверху устанавливают вакуумный мешок и производят вакуумирование с термообработкой ремонтного участка. По окончании отверждения накладок и вспенивающейся композиции вакуумный мешок разбирают. 1 з.п. ф-лы, 9 ил.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Хьюз Л.Э | |||
| Ремонт композиционных конструкций, используемых в гондолах, реактивных двигателей гражданских самолетов | |||
| /Статья в сб | |||
| Technical Paper Series N 841565, 1984, Long Beach, California, USA / Всесоюзный центр переводов, 85/49573, N перевода Л-23783, 1985 /прототип/. | |||
