Изобретение относится к волновым герметичным и негерметичным передачам с высокой крутильной жесткостью и вакуумному технологическому оборудованию, точнее к его механическим узлам, функционирующим в широком интервале температур от нормальной до 500°C и давлений от 10-10 ммрт.ст. до нескольких атмосфер в способе передачи вращения в герметизируемый объем (камеру) через сплошную металлическую стенку в вакуум, в т.ч. при криогенных температурах в сжиженных газах (азот, гелий 4,2 К) от ведущего звена к ведомому волнообразными упругими деформациями, генерируемыми в герметизирующем звене передачи внутренними генераторами волн.
Уровень техники
Известны «Вводы вакуумные волновые», см. отраслевой стандарт ОСТ 11.426.001-76, который распространяется на прогреваемые механические вакуумные волновые вводы с герметизацией через сплошную тонкостенную гибкую оболочку, предназначенные для передачи вращательного движения механизмам, расположенным в камерах с давлением от 1 до 1,3*10-8 Н/м2.
Поток натекания воздуха через вводы не более 1,3*10-11 м3 Па/с; ресурс Тр не менее 2*107 оборотов входного вала.
Крутящий момент на выходном валу ввода 10…80 Н·м. Вводы присоединяются к вакуумным камерам с помощью фланцевых соединений шип-паз с металлическими уплотняющими прокладками и прокладками из вакуумной резины.
Недостатками волновых вводов является выполнение их нерегулируемыми, а также выполнение вводов с внутренним дисковым генератором, деформирующим изнутри гибкое колесо, выполненное в виде цельнометаллического глухого стакана с дном, установочным фланцем и расширяющейся частью стакана. М.Н. Иванов, В.Н. Иванов. Детали машин. Курсовое проектирование. Москва. «Высшая школа» 1975, рис. 6.16.
Данная волновая герметичная передача выбрана в качестве прототипа. Это обстоятельство является причиной деформации гибкого колеса генератором при сборке и образования высоких контактных напряжений и задиров на внутренней поверхности гибкого колеса и, как следствие, низкого ресурса вводов по герметичности.
Входное звено и гибкое звено выполнены одноопорными, коэффициент жесткости консольных опор ниже в 5 раз двухопорных, такая конструкция опор является причиной появления вибраций во вводах и разуплотнения фланцевых герметичных соединений в эксплуатации, вибрации способствуют возникновению динамических нагрузок в зубчатом зацеплении.
Цилиндро-коническая форма гибкого герметичного звена является нетехнологичной, не может быть изготовлена на токарных станках с ЧПУ, т.к. толщина гибкого звена находится в пределах 0,40…0,70 мм и является замыкающим размером в размерной цепи обработки наружного и внутреннего контуров, содержащей угловые размеры с большими допусками. В результате при обработке на токарных станках с ЧПУ поверхности, наружная и внутренняя, гибкого звена накладываются и могут перерезаться резцом, а при изгибе при сборке наблюдается резкий излом, сопряженный с низким ресурсом гибкого звена.
Отсутствие гибких подшипников с низким ресурсом и кулачка специального профиля в дисковом генераторе позволяет квалифицировать волновую герметичную передачу по этим признакам как высокоресурсную, технологичную и малоинерционную.
Однако, закрепление в пазу гибкого колеса подкладного кольца, служащего от раскатывания гибкого колеса дисками, является не только несовершенным, но и ослабляет его прочность и является нетехнологичностью конструкции. Недостатком дискового генератора является образование бочкообразной формы зубчатого венца при деформации им гибкого герметичного звена и, как следствие, снижение площади контакта зубьев в волновом зацеплении и перекос зубьев.
Поэтому при получении цилиндро-конической формы гибкого звена применяют метод многостадийного пластического деформирования термообработки отжигом.
Технологичность конструкции гибкого герметичного звена вводов по форме поверхностей и по размерам низкая, а качественная характеристика технологичности - регулируемость конструкции - отсутствует.
Близкими аналогами предлагаемого изобретения являются «Волновой герметичный редуктор и приспособление для его сборки» инж. В.А. Абрамов, ктн. И.С. Кузьмин «Вестник машиностроения», №8, 1979; авторское свидетельство СССР, №781430, F16C 43/08, ОИПОТЗ, БИ №43,80 «Устройство для монтажа подшипника качения», В.А. Абрамов; а также «Волновой герметичный редуктор с цилиндрическим гибким звеном», инж. В.А. Абрамов, ктн. И.С. Кузьмин «Вестник машиностроения», №1, 1980, патент РФ на изобретение №2063289 «Устройство для раскатки гибких колес волновой передачи», Абрамов В.А. и Востров В.Н.
Они предназначены для передачи вращения в камеру через сплошную металлическую стенку в вакуум при гелиевых (4,2 К) температурах посредством волновой герметичной зубчатой передачи с внутренним кулачковым генератором, гибким подшипником и гибким герметичным звеном, выполненным как одно целое в виде цельнометаллического глухого цилиндрического стакана с зубчатым наружным венцом, установочным фланцем и закрытым дном. Фланец и дно отстоят по конструктивным условиям на некотором удалении от генератора - на расстоянии действия краевого эффекта фланца и дна на оболочку.
Сборка и разборка редуктора выполняются вне и внутри гибкого звена.
Ширина гибкого подшипника мала, при демонтаже возникают перекосы его в гибком звене, что затрудняет демонтаж редуктора. Эксплуатационная технологичность конструкции редуктора п. 6 по ГОСТ 14.205-83 низкая.
Входное, выходное и гибкое звенья выполнены одноопорными. Редуктор не является виброустойчивым и вибропрочным.
Регулируемость конструкции редуктора при сборке, техобслуживании и ремонте для поддержания работоспособности отсутствует. Инструментальная доступность конструкции гибкого звена при обработке внутреннего контура осуществляется специальными резцами.
Существует также способ сборки волновой передачи, в котором с целью упрощения сборки передачи изменение круговой формы профиля в овал генератора выполняют из материала с эффектом памяти формы (а.с. 1073512, СССР, Бюл. №6, 1984), например из никелида титана. При сборке исключаются прессовые операции, приводящие к снижению надежности волновой передачи. Однако «вспомнить» заданную форму овала, адекватную рабочей форме деформации, он не может, т.к. деформация неоднозначно зависит от физической величины, характеризующей внешние условия, температуры конца обратного мартенситного превращения в материале кулачка. Эта неоднозначная зависимость называется гистерезисной и лежит в пределах ±(3…7%).
Кроме этого демонтаж генератора производится поэлементно и затруднен в связи с отношением,
a/d<0,2,
что много меньше рекомендуемых 0,5…0,7 и возникновением самоторможения гибкого подшипника в гибком герметичном звене из-за слишком малого отношения ширины "а" гибкого подшипника к внутреннему диаметру гибкого звена "d".
Прямым аналогом предлагаемого изобретения выбран способ изготовления, сборки волновой герметичной передачи («Э.-И», 1961, ДМ, №9, реф. 82-86, рис. 116, стр. 12), заключающийся в том, что гибкий подшипник устанавливают на гибкое герметичное звено передачи со стороны дна звена недеформированным с относительной подвижностью, гибкое герметичное звено выполняют как одно целое с установочным фланцем и дном, а гибкий подшипник принудительно деформируют с изменением формы профиля с круговой формы на эллиптическую при монтаже его во внутренний двухвершинный овал генератора.
Достоинством способа является применение наружного генератора волн принудительной деформации герметичного звена, простота сборки и образования волнового зацепления передачи. Эффективность применения герметичного волнового редуктора с наружным генератором волн в технологическом оборудовании весьма существенна, т.к. габариты в радиальном направлении продольного сечения генератора внешнего деформирования больше сечения выходного звена герметичной волновой передачи с внутренним генератором в радиальном направлении всего на 15 мм. Входное, выходное и гибкое звено выполнены одноопорными (консольной конструкции), не являются виброустойчивыми и вибропрочными.
Особенностью их конструкции является доминирование в них деформаций изгиба и кручения, конструкции этих звеньев обладают низкими собственными частотами и низким коэффициентом жесткости, в 5…7 раз меньшим, чем у двухопорных конструкций звеньев.
Возможность деформирования звеньев вследствие их малой жесткости приводит к вибрации звеньев и динамическим нагрузкам в зубчатом волновом зацеплении, возможен механический резонанс частей конструкции и появление механической усталости наиболее нагруженных элементов конструкции.
Глубокое расположение внутри гибкого герметичного звена зубчатого венца приводит к инструментальной недоступности при зубодолблении и невостребованности накатки зубчатых венцов методом пластического деформирования из-за малой жесткости накатного инструмента.
Вибрация приводит к разуплотнению герметичных соединений передачи в эксплуатации и нарушению работы оборудования.
Сущность изобретения
В данном предлагаемом изобретении решается задача повышения виброустойчивости и вибропрочности волновой герметичной передачи, при этом изменяют схемы систем опор звеньев - источников вибрации - и вводят двухопорные схемы гибкого герметичного, входного и выходного звеньев, обладающие большим в 5…7 раз коэффициентом жесткости взамен консольных опор на подшипниках и, как следствие, снижают динамические нагрузки и напряжения в зацеплении, приводящие к увеличению ресурса и герметичности соединений передачи и увеличению процента выхода годных звеньев.
Известно, что при уменьшении механических напряжений на 20% число колебаний, требующихся для разрушения материала, возрастает примерно в 8…10 раз.
Решается в изобретении вторая задача - создание высокотехнологичных составных конструкций повышенной податливости в осевом и радиальном направлениях гибких герметичных звеньев волновой герметичной передачи в прежнем объеме, снижение действия краевого эффекта фланца и дна на герметичное звено и подкладную оболочку, их востребованности технологиями изготовления звеньев на высокопроизводительных токарных станках с ЧПУ и изготовления зубчатых венцов гибких звеньев раскаткой с одновременным выдавливанием зубьев венцов в матрицу благодаря более технологичному расположению и инструментальной доступности к наружному зубчатому венцу герметичного гибкого звена, устанавливаемого на оправке. Одну составную деталь, герметичную оболочку с наружным зубчатым венцом, не содержащую угловых размеров в размерной цепи, как результат рационального членения прототипа, выполняют на оправках как номенклатурную единицу токарных станков с ЧПУ, вторую деталь членения и модернизации - гибкое негерметичное, составное из оболочек, внутреннее звено - фиксируемую подкладную оболочку, не содержащую угловых размеров в размерной цепи, выполняют как деталь номенклатуры токарных станков с ЧПУ и номенклатуры оборудования накатки зубчатого профиля венцов холодной обработкой давлением без образования стружки. Таким образом, в изобретении решается важная задача конструкции подкладной оболочки и ее крепления в герметичной волновой передаче.
Третьей решаемой в изобретении задачей является снижение вредного влияния перекосов зубьев, которое способствует концентрации нагрузки на элементах зацепления. Известно, что образующие гибкого герметичного звена под нагрузкой Мкр. поворачиваются в окружном направлении на угол и подсчитываются как сумма углов закручивания составляющих составных оболочек герметичного звена и подкладной оболочки обратно пропорционально величинам жесткости при кручении GJp, а деформация в радиальном направлении герметичного звена снижается с увеличением жесткости составного генератора.
Увеличение длины составного гибкого герметичного звена и подкладной оболочки в 2 раза снижает действие краевого эффекта фланца и дна, а увеличение жесткости составного генератора передачи в 3 раза и образование эллиптического цилиндра в гибком звене в зоне зубчатого венца способствует решению этой задачи.
Четвертой решаемой в изобретении задачей является повышение точности движения звеньев, без мертвого хода, т.е. получение контакта зубьев с предварительным упругим нагруженным в окружном направлении посредством пружин люфтовыбирающего устройства, и смещения на 180° поворотной части внутреннего зубчатого венца жесткого сдвоенного колеса, чем достигается компенсация накопленной погрешности окружного шага внутреннего венца жесткого колеса волновой герметичной передачи.
Достигаемый в изобретении технический результат заключается в уменьшении амплитуд вибрации звеньев, повышении их виброустойчивости и вибропрочности, повышении герметичности и ресурса передачи в эксплуатации и технологичности конструкции изготовления герметичного гибкого звена на токарных станках с ЧПУ и зубчатых венцов гибких колес раскаткой с одновременным выдавливанием зубьев в матрицу.
Одновременное совместное решение и действие четырех задач в изобретении и передаче повышает ее качество.
Придание всем деталям волновой герметичной передачи конструктивных технологичных форм поверхностям, соответствующим номенклатурным требованиям их обработки на высокопроизводительных станках с ЧПУ, способствует внедрению автоматизированного сборочного процесса волновых зубчатых герметичных передач.
Раскрытие изобретения
Сущность изобретения как технического решения выражается в том, что способ изготовления и сборки/разборки волновой герметичной передачи и устройство для их осуществления, заключающийся в том, что гибкое герметичное колесо с фланцем, дном, наружным зубчатым венцом и роликовым генератором на валу, гибкое герметичное колесо предварительно деформируют с изменением его формы профиля с круговой формы на эллиптическую, а движение в герметизируемый объем через гибкое герметичное звено с наружным зубчатым венцом передают волнообразными упругими деформациями, генерируемыми в гибком герметичном звене с наружным зубчатым венцом внутренним генератором, преимущественно роликовым, установленным на валу в опоре крышки передачи, отличающийся тем, что, вводят в передачу гибкую подкладную оболочку, надетую с подвижностью на цилиндрический шип крышки передачи, фиксируемую концами винтов ГОСТ 1478-84, ввинченных в крышку и установленных в отверстия ее пояска, концы гибкой герметичной оболочки и конец подкладной оболочки удлиняют составными элементами, состоящими из совокупности концентрично расположенных цилиндрических оболочек, концы которых соединяют последовательно пластинами, гибкую фиксируемую подкладную оболочку при сборке передачи деформируют принудительно с изменением ее формы профиля с круговой формы на эллиптическую форму и наоборот, при разборке передачи деформируют с осевым усилием принудительно с изменением ее формы профиля с эллиптической формы профиля на круговую форму при ее установке в вакантное пространство между гибкой герметичной оболочкой и совокупностью дуг дисков и роликов генераторов, которые обкатывают при функционировании по радиусам "r" окружности внутренней поверхности профиля фиксируемой подкладной оболочки, определяемым соотношением
r=b2/a,
где а - большая полуось эллиптической формы профиля фиксируемой подкладной оболочки; b - малая полуось эллиптической формы профиля фиксируемой подкладной оболочки;m - модуль зубчатого венца передачи, и замещают вакантное пространство фиксируемой подкладной оболочкой, сопрягаемой с относительной подвижностью с герметичной неподвижной гибкой оболочкой с наружным зубчатым венцом преимущественно с четным числом зубьев, и образуют на гибкой фиксируемой подкладной негерметичной оболочке, функционирующей как одно целое с гибкой герметичной оболочкой с наружным зубчатым венцом и совместно с дисками и роликами генераторов эллиптический цилиндрический симметричный участок гибкой фиксируемой подкладной оболочки на длине между четырехроликовыми генераторами волн, при этом безопорным концам звеньев, гибкого герметичного, входного и выходного, придают прочное постоянное положение фиксирующими преимущественно несовмещенными, опорами, силы взаимодействия которых передают от одних элементов опор на другие элементы других опор звеньев и на корпус передачи; предварительную сборку совокупного генератора, состоящего из дискового и четырехроликовых генераторов, и контроль соответствующих размеров сборок генераторов осуществляют вне передачи, на валу генераторов, путем их фиксации в рабочем положении на эксцентриковых шейках и шпоночных соединениях вала генераторов, ступицы которых к шейкам прижимают резьбовыми соединениями вала генераторов; принудительной установке фиксируемой гибкой подкладной оболочки в гибкое герметичное сдеформированное звено предваряют установку вала в сборе с генераторами в гибкое герметичное радиально сдеформированное на величину m звено свободно с зазором; однонаправленное положение шпоночных пазов стоек устройства совмещают с положением впадин зуба гибкого герметичного звена с четным числом зубьев на зубчатом наружном венце, а предварительную радиальную деформацию гибкого герметичного звена на величину m производят в направлении оси впадины венца гибкого герметичного звена, расположенной под углом 90° к однонаправленному положению шпоночных пазов стоек устройства, посредством установленного на хвостовике гибкого герметичного звена с натягом со стороны его дна, деформатора, выполненного в виде стакана с фланцем, и ввинченных во фланец деформатора винтов ГОСТ 1478-84 с цилиндрическими концами, расположенных радиально, упирающимися в ролики, вложенные во впадины зубчатого венца гибкого герметичного звена, положение по высоте генераторов в сборе в передаче обеспечивают резьбовым отверстием на торце вала, штангой, винтом, рамой и контргайкой, а положение генераторов по углу обеспечивают шпоночным соединением.
Крайние генераторы составного генератора выполняют с эллиптическими кулачками и прочно надетыми на кулачки гибкими подшипниками, при этом каждый кулачок генераторов представляет собой сопряженные эллиптическую цилиндрическую шейку, коническую эллиптическую шейку, с ней сопрягаемую, переходящую в цилиндрическую
эллиптическую шейку, и снабжают несопрягаемой эллиптической цилиндрической шейкой-буртиком, кулачок прочно надевают на цилиндрическую шейку вала составного генератора и устанавливают на шпоночном соединении в упор в эксцентрик дискового генератора, а гибкий подшипник по сопряженным шейкам устанавливают при сборке вне передачи с натягом посредством стакана-толкателя и винтового соединения вала до упора в эллиптический цилиндрический буртик кулачка, причем большие оси эллиптических шеек и эллиптического цилиндрического буртика располагают в одной плоскости, а предварительную деформацию гибкой зубчатой герметичной оболочки производят в плоскости расположения больших осей эллиптических шеек и буртика кулачков и дискового генератора; подшипниковую опору входного звена выполняют вставной в глухое отверстие хвостовика герметичного звена, а вал входного звена устанавливают в подшипник, преимущественно шариковый, сферический, вставной опоры; подшипниковые опоры выходного звена устанавливают и закрепляют на хвостовике герметичного звена и в корпусе передачи; подшипниковую опору герметичного звена устанавливают и закрепляют на хвостовике герметичного звена; внутри или снаружи фиксируемой подкладной оболочки выполняют на конце ее кольцевые пояски, на середине поясков выполняют сквозные равнорасположенные в осевом и в окружном направлениях отверстия; устройство для осуществления способа и сборки/разборки волновой герметичной передачи выполнено в виде двух приводов винт-гайка, установленных на раме, закрепленной на свободных участках фланца, гибкого герметичного звена передачи, винты приводов ввинчены в резьбовые отверстия крышки и снабжены шпоночными пазами, в которые установлены однонаправленные закрепленные шпонки, при этом устройство снабжено штангой, винтом, контргайкой и деформатором, выполненным в виде стакана с фланцем, установленного с натягом на хвостовике гибкого герметичного звена, на фланце деформатора в радиальном направлении ввинчены винты ГОСТ 1478-84 с цилиндрическими концами, упирающимися в ролики, уложенные во впадины зубчатого венца гибкого герметичного звена, гибкая подкладная оболочка, открытая с концов, выполненная с пояском и обнизкой на наружной поверхности, закреплена посредством равнорасположенных в осевом и окружном направлениях винтов с цилиндрическими концами, ввинченных в крышку и установленных концами в сквозные отверстия пояска подкладной оболочки, при этом во входном валу, подшипниковой опоре с хвостовиком, в крышке передачи, в выходном валу выполнены резьбовые отверстия, а жесткое зубчатое колесо выходного звена выполнено преимущественно сдвоенным и снабжено выступающими частями на торцах составных колес, поворотное колесо, установленное с возможностью вращения, смещено на угол 180° относительно основного, в сквозных отверстиях выступающей части которого установлена пружина сжатия, упирающаяся в выступающую часть поворотного колеса, а настройку окружного момента посредством пружины осуществляют через сквозные отверстия в корпусе передачи.
Возможность реализации
На фиг. 1 представлена волновая герметичная передача с внутренним совокупным нерегулируемым генератором волн принудительной деформации; сечения четырехроликовых генераторов на фиг. 1 совмещены с разрезом по большой оси дискового
генератора; границы расположения обнизки 65 на наружном диаметре фиксируемой подкладной оболочки на фиг. 1 обозначены штриховыми линиями.
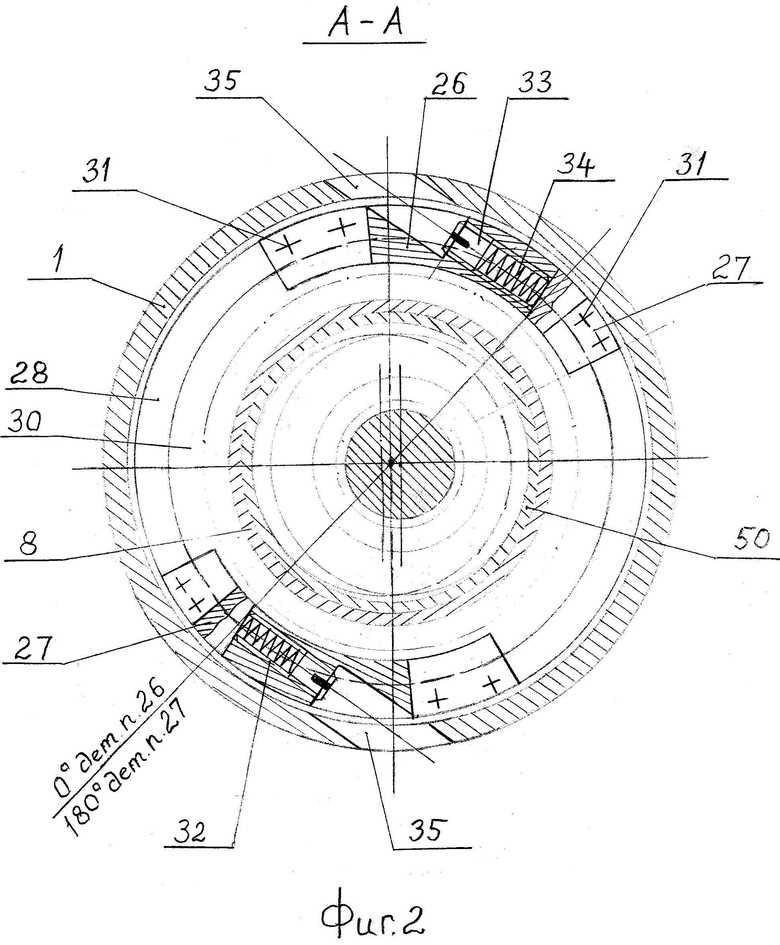
На фиг. 2 -тсечение А-А на фиг. 1, представлена конструкция сдвоенного жесткого зубчатого колеса выходного звена с выступающими частями на торце.
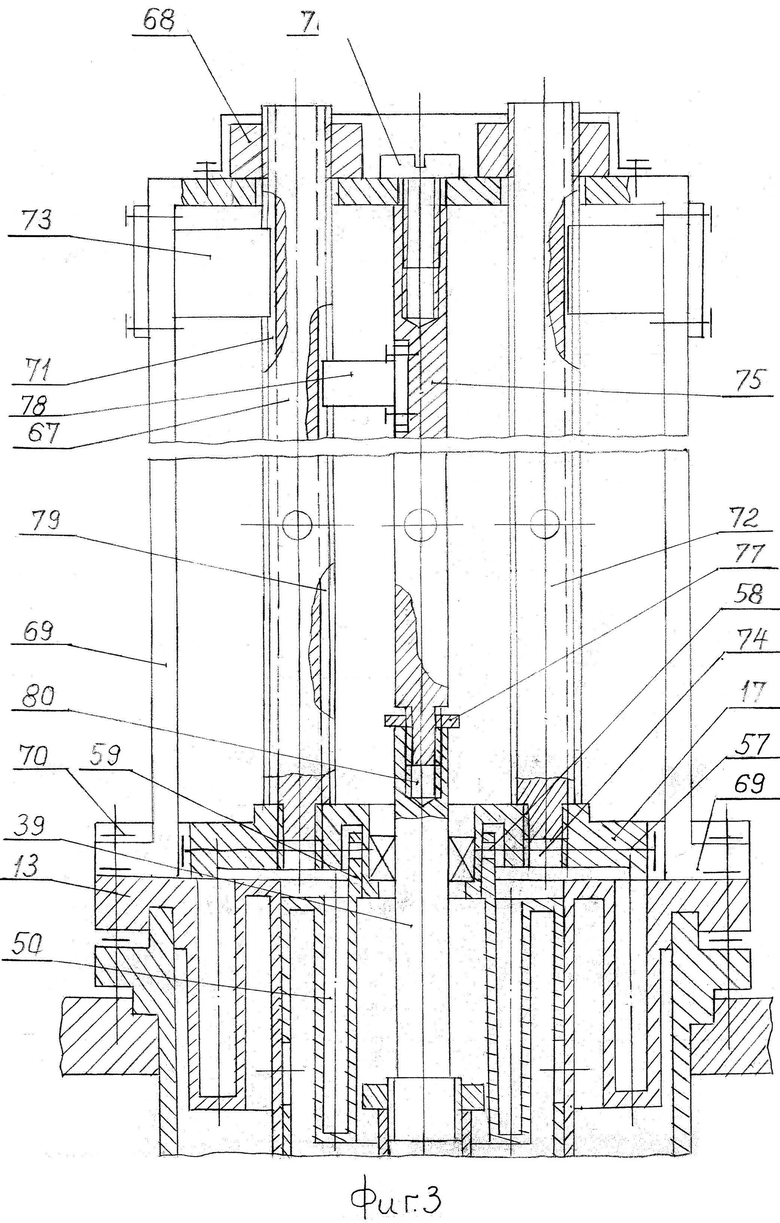
На фиг. 3 представлено устройство для осуществления способа сборки/разборки волновой герметичной передачи.
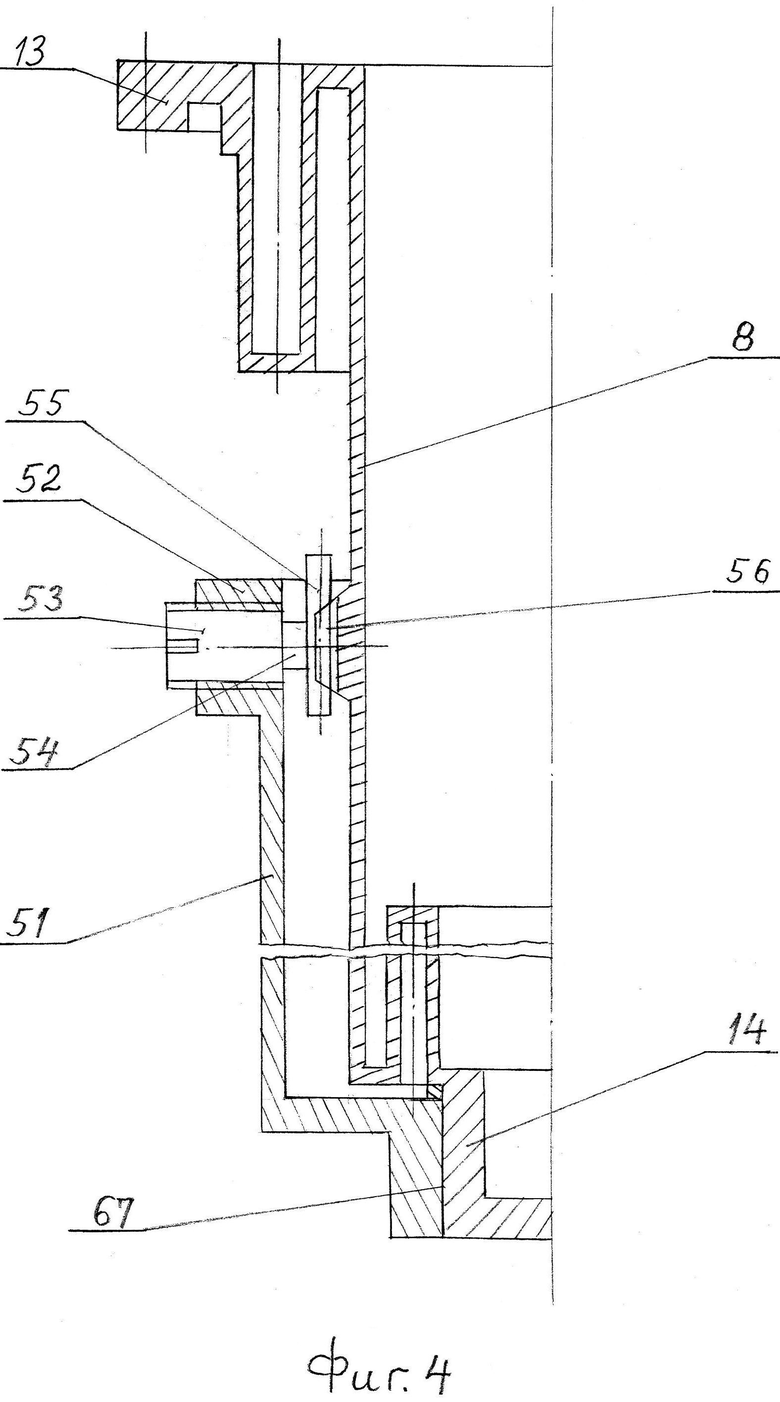
На фиг. 4 представлен деформатор устройства предварительной деформации гибкого герметичного звена.
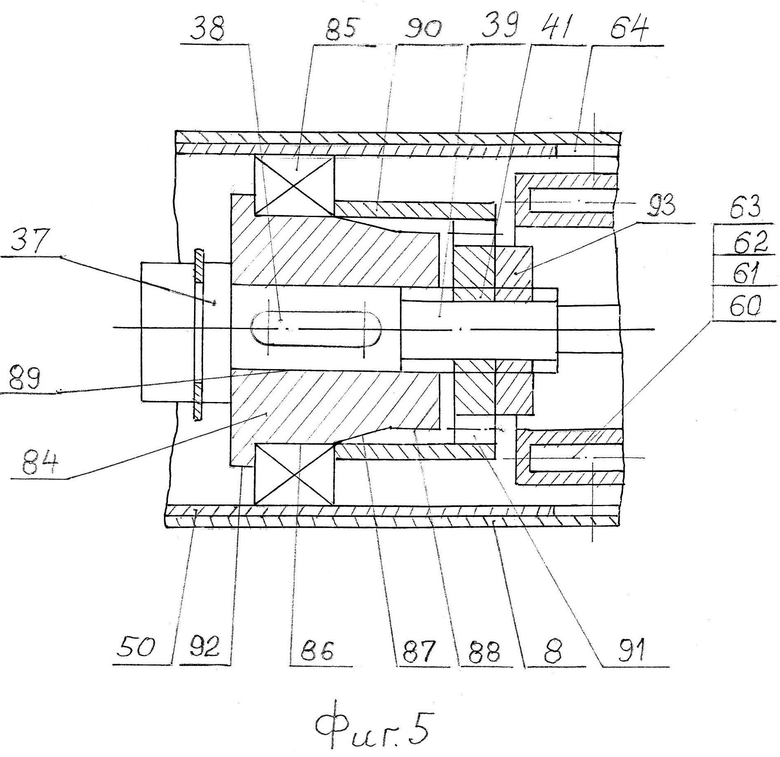
На фиг. 5 представлен вариант собираемого вне передачи части составного генератора - крайних генераторов, которые выполнены кулачковыми с насаженными в упор гибкими зафиксированными подшипниками.
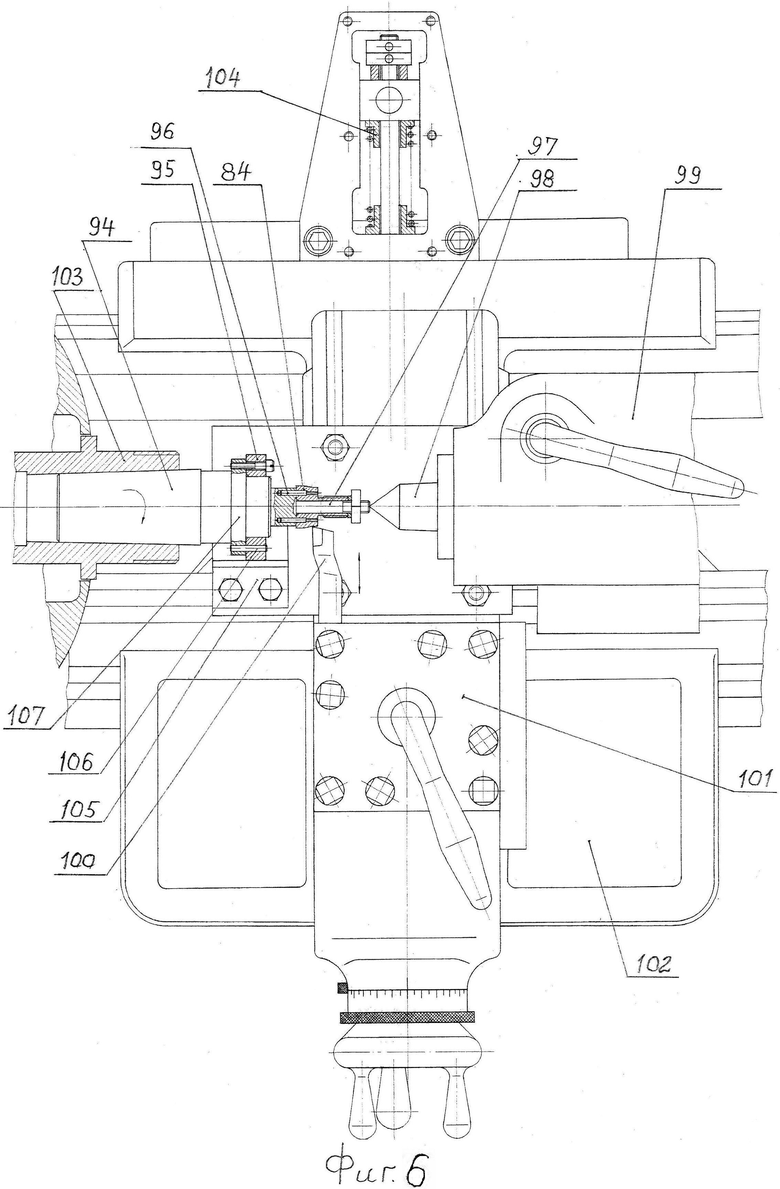
На фиг. 6 представлен один из примеров обработки шеек кулачков эллиптических генераторов волновых передач на специально оборудованном универсальном токарном станке для обработки некруглых поверхностей по копиру, например токарном станке «Збруевка» (Чехословакия).
Передача состоит из корпуса 1, установленного на герметичной стенке 2, который уплотняется фланцевым соединением с прокладкой 3 из индиевой или оловоиндиевой проволоки или прокладкой из вакуумной резины.
Гибкое герметичное звено 8 выполнено из совокупности составных концентрично расположенных цилиндрических оболочек и соединяющих пластин.
Оболочки и пластины, расположенные снаружи гибкого герметичного звена 8, - наружная оболочка 4, внутренняя оболочка 5, нижняя пластина 6, верхняя пластина 7.
Оболочки и пластины, расположенные внутри гибкого герметичного звена 8, - средняя оболочка 9, сопряженная с хвостовиком 14, оболочка 10, верхняя пластина 11 и нижняя пластина 45.
Концы оболочек 4, 5, 9, 10 соединяются пластинами 6, 7, 11, 45 и представляют собой как одно целое гибкое герметичное звено 8 из фланца 13, дна в составе 9, 10, 11, 45 и хвостовика 14.
Гибкое герметичное звено 8 соединено герметично с корпусом 1 посредством соединения шип-паз 15 и прокладки 16 из индиевой или оловоиндиевой проволоки или прокладки из вакуумной резины.
Корпус 1, установочный фланец 13 и крышка 17 прижимаются последовательно друг к другу и герметичной стенке 2 винтами.
С помощью осевого усилия устанавливают вставную, подшипниковую, преимущественно, несовмещенную опору 19 в глухое отверстие 18 хвостовика 14 с резьбовым демонтажным отверстием 20 и подшипником 21 вставной опоры 19.
Подшипниковые опоры 22, 23, 24 жесткого зубчатого колеса 25 устанавливают и закрепляют на хвостовике 14 герметичного звена 8 и в корпусе 1.
Жесткое зубчатое колесо 25 выполнено, преимущественно, сдвоенным и снабжено выступающими частями 26, 27 (фиг. 2) на торце 28 составных колес 29, 30 и демонтажным резьбовым отверстием 36.
Выступающие части 26, 27 крепятся на торце 28 посредством винтов 31.
Выступающие части 26 люфтовыбирающего устройства выполнены со сквозными резьбовыми отверстиями 32, в которые установлены пружины сжатия 33, упирающиеся в выступающую часть 27 поворотной части 30 внутреннего зубчатого венца и поджатые винтами 34, доступ к которым для настройки пружин 33 осуществляют через сквозные отверстия 35 в корпусе 1 передачи.
Повышение точности движения звеньев без мертвого хода, т.е. получение контакта зубьев с предварительным упругим нагруженным в окружном направлении посредством пружин сжатия 33 люфтовыбирающего устройства и смещением на 180° поворотной части 30 внутреннего зубчатого венца 29 жесткого сдвоенного колеса достигается компенсация накопленной погрешности окружного шага внутреннего венца жесткого колеса и качество волновой герметичной передачи.
Предварительную сборку совокупного генератора, состоящего из одного дискового и двух расположенных по краям четырехроликовых генераторов, и контроль соответствующих размеров сборок генераторов осуществляют вне передачи, на валу 36 совокупного генератора путем их фиксации в рабочем положении, которое для четырехроликовых генераторов соответствует смещению роликов 42 на угол их давления на цилиндрическую дугу внутренней сдеформированной поверхности подкладной оболочки относительно большой оси эллипса дискового генератора. Угол давления лежит в пределах от 25° до 30° и определяется конструктивно.
Дисковый генератор с дисками 43, 44 устанавливают на обычных шарикоподшипниках и эксцентриковых шейках 37, а четырехроликовые генераторы закрепляют на шпоночных соединениях 38 вала 39.
Ступицы 40 четырехроликовых генераторов к эксцентриковым шейкам 37 прижимаются резьбовыми соединениями 41 на валу 39.
На ступицах 40 выполнены диски 46, в которых установлены фиксируемые оси 47. На осях 47 установлены шарикоподшипники 48 с надетыми на них шайбами 49 с бортиком и роликами 42.
В валу 39 выполнено резьбовое отверстие 80, служащее для установки штанги 75 устройства, фиг. 3. Вал 39 фиксируется в подшипниковой опоре, размещенной в крышке 17, шарикоподшипником 81 и шайбой 82.
Установке фиксируемой подкладной оболочке 50 в гибкое герметичное звено 8 предваряют деформирование гибкого герметичного звена 8 и установку в гибкое герметичное звено 8 вала 39 в шарикоподшипник 21 с совокупным генератором. Предварительное деформирование гибкого герметичного звена 8 производится посредством деформатора 51 с фланцем 52, установленного на хвостовике 14 соединением с натягом 67. На фланце 52 деформатора 51 в радиальном направлении ввинчены винты 53 ГОСТ 1478-84 с цилиндрическими концами 54, упирающимися в ролики 55, уложенные во впадины 56 зубчатого венца 12 гибкого герметичного звена 8.
Предварительное деформирование гибкого герметичного звена 8 производится с целью снижения осевого усилия при монтаже фиксируемой подкладной оболочки и изменении ее формы профиля с круговой формы на эллиптическую, при этом направление деформирования гибкого герметичного звена 8 и соответственно большую ось эллипса его совмещают с большой осью генераторов, дискового и роликовых.
Подкладную оболочку 50, надетую с подвижностью на цилиндрический выступ 83 крышки 17 и фиксируемую цилиндрическими концами винтов 57 ГОСТ 1478-84, ввинченных в крышку 17 и установленных в отверстия 58 ее пояска 59, удлиняют оболочками составными, состоящими из совокупности концентрично расположенных цилиндрических оболочек 60, 61, концы которых соединяют последовательно пластинами 62, 63. Подкладная оболочка 50 надета с подвижностью на цилиндрический шип 83 крышки передачи 17. Для снижения жесткости подкладной оболочки 50 в ней выполнены сквозные отверстия 64. На наружной поверхности гибкой подкладной оболочки 50 выполнена обнизка 65, на конце подкладной оболочки выполнены фаски 66 0,3×45° на внутреннем и наружном диаметрах.
Поверхности подкладной оболочки напылены слоем дисульфида молибдена. Подкладную оболочку 50 выполняют преимущественно точением из бронзы БрБ2.
Устройство для осуществления способа сборки/разборки волновой герметичной передачи выполнено в виде двух симметричных приводов винт-гайка 67, 68. Синхронным вращением гаек 68 при установленной раме 69 на свободной поверхности фланца 17 и закрепленной винтами 70, а также при выполненных шпоночных соединениях в составе шпоночных пазов 71 в стойках 72 и закрепленных на раме 69 шпонках 73, ввернутых в резьбовые отверстия 74 крышки 17 стоек 72, осуществляется подъем (извлечение) из гибкого герметичного звена 8 подкладной оболочки 50, фиксируемой с крышкой 17, винтами 57 ГОСТ 1478-84 с цилиндрическими концами, ввернутых в резьбовые радиальные отверстия крышки 17 и введенных цилиндрическими концами винтов 57 в отверстия 58 пояска 59 подкладной оболочки 50, совместно с крышкой 17. При этом совокупный генератор сохраняет свое положение по высоте и окружном направлении в передаче посредством резьбового отверстия 80 в валу 39, штанги 75, винта 76, рамы 69, контргайки 77, шпонки 78 и шпоночного паза 79 во избежании заклинивания подкладной оболочки 50 при сборке/разборке передачи.
Двустороннее расположение в составном генераторе кулачковых генераторов 84 с гибкими подшипниками 85 (фиг. 5) гибкое колесо 8 обеспечивает в зоне зацепления отсутствие неподжатых участков на герметичной 8 подкладной 50 оболочках, обеспечивает реально возможность образования эллиптического цилиндра на участке размещения наружного зубчатого венца 12 гибкого герметичного звена 8 и как результат снижение перекосов зубьев в волновом зацеплении.
Каждый кулачок генераторов представляет собой сопряженные эллиптическую цилиндрическую шейку 86 и коническую эллиптическую цилиндрическую шейку 87 с ней сопрягаемую, которая переходит в цилиндрическую эллиптическую шейку 88.
Кулачок 84 прочно надевают на цилиндрическую шейку 89 вала 39 и устанавливают на шпоночном соединении 38 на валу 39 в упор в эксцентрик 37 дискового генератора.
Гибкий подшипник 85 по сопряженным шейкам 88, 87, 86 устанавливают при сборке вне передачи с натягом посредством стакана-толкателя 90, отверстий 91, винтового соединения 41, вала 39 до упора в эллиптический цилиндрический буртик 92 кулачка 84 внутри оболочки 50.
Большие оси эллиптических шеек 86, 87, 88 и эллиптического цилиндрического буртика 92 располагают в одной плоскости, а предварительную деформацию гибкой зубчатой герметичной оболочки производят в плоскости расположения больших осей эллиптических шеек и буртика кулачков и дискового генератора.
Стакан-толкатель 90 контрится контргайкой 93.
На фиг. 6 представлен один из примеров обработки шеек кулачков эллиптических генераторов волновых передач на специально оборудованном универсальном токарном станке для обработки некруглых поверхностей по копиру.
Заготовка кулачка 84 крепится в передней бабке 103 на конусе 94 крепления копира 95 посредством фиксирующих штифтов 96 кулачка 84 в конусе 94. Кулачок 84 надет на оправку 97, которая поддерживается центром 98 задней бабки 99 стакана.
Обработка производится токарным резцом 100, закрепленным в резцовой головке 101, благодаря возвратно-поступательному движению суппорта 102 и пружинному устройству 104 прижатия суппорта 102 упором 105 к копиру 95.
Копир 95 зафиксирован штифтом 106 на фланце 107 конуса 94.
Изобретение относится к машиностроению, а более конкретно к волновым герметичным передачам, и может быть использовано при изготовлении вакуумного технологического оборудования. Способ сборки волновой герметичной передачи включает предварительную деформацию гибкого герметичного колеса, введение гибкой подкладочной оболочки, фиксирование подкладочной оболочки между четырехроликовыми генераторами волн. Выходное, гибкое герметичное и входное звенья выполняют двухопорными, гибкое герметичное звено расчленяют и выполняют составным из неподвижных надетых одна в другую с относительной подвижностью тонкостенных оболочек. Достигается возможность автоматизации сборочного процесса. 2 н. и 5 з.п. ф-лы, 6 ил.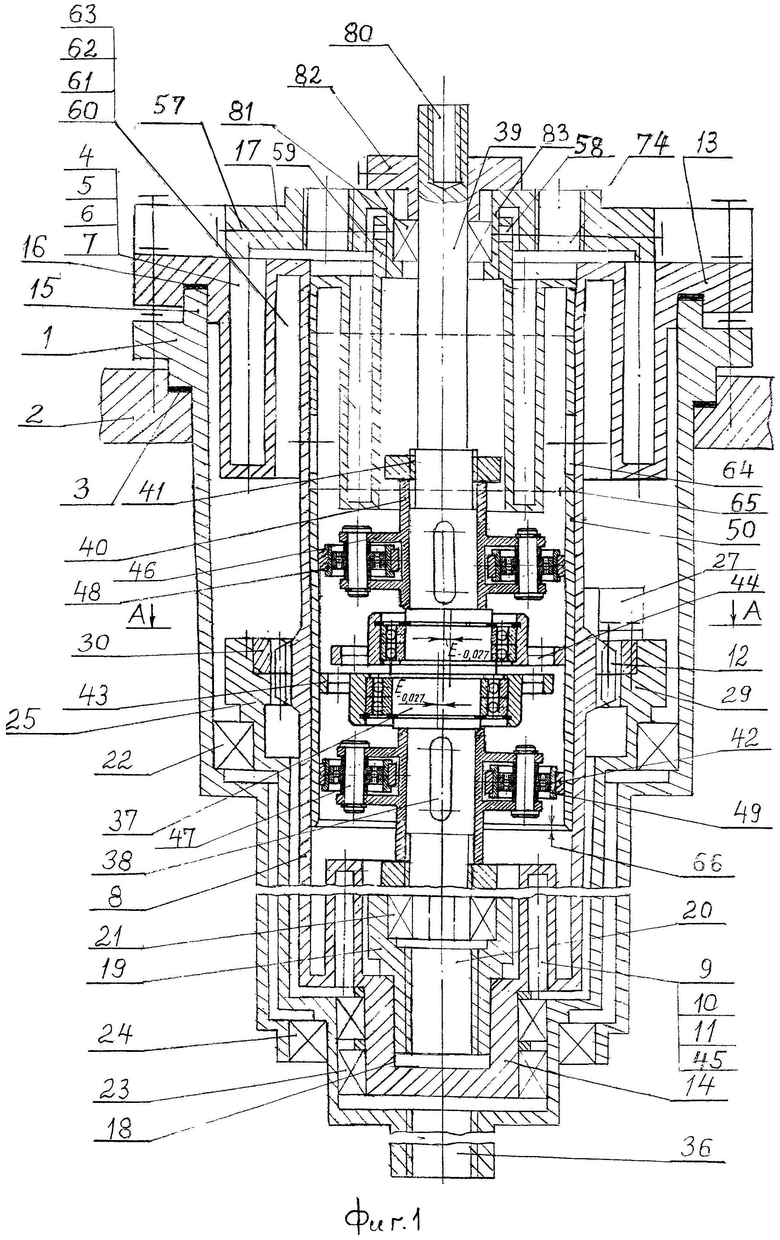
1. Способ сборки волновой герметичной передачи, заключающийся в том, что гибкое герметичное колесо с фланцем, дном, наружным зубчатым венцом и роликовым генератором на валу предварительно деформируют с изменением его формы профиля с круговой формы на эллиптическую, а движение в герметизируемый объем через гибкое герметичное звено с наружным зубчатым венцом передают волнообразными упругими деформациями, генерируемыми в гибком герметичном звене с наружным зубчатым венцом внутренним генератором, преимущественно роликовым, установленным на валу в опоре крышки передачи, отличающийся тем, что вводят в передачу гибкую подкладную оболочку, надетую с подвижностью на цилиндрический шип крышки передачи, фиксируемую концами винтов ГОСТ 1478-84, ввинченных в крышку и установленных в отверстия ее пояска, концы гибкой герметичной оболочки и конец подкладной оболочки удлиняют составными элементами, состоящими из совокупности концентрично расположенных цилиндрических оболочек, концы которых соединяют последовательно пластинами, гибкую фиксируемую подкладную оболочку при сборке передачи деформируют принудительно с изменением ее формы профиля с круговой формы на эллиптическую форму и наоборот, при разборке передачи деформируют с осевым усилием принудительно с изменением ее формы профиля с эллиптической формы профиля на круговую форму, при ее установке в вакантное пространство между гибкой герметичной оболочкой и совокупностью дуг дисков и роликов генераторов, которые обкатывают при функционировании по радиусам окружности внутренней поверхности профиля фиксируемой подкладной оболочки, определяемым соотношением r=b2/а, где а - большая полуось эллиптической формы профиля фиксируемой подкладной оболочки; b - малая полуось эллиптической формы профиля фиксируемой подкладной оболочки; m - модуль зубчатого венца передачи, и замещают вакантное пространство фиксируемой подкладной оболочкой, сопрягаемой с относительной подвижностью с герметичной неподвижной гибкой оболочкой с наружным зубчатым венцом преимущественно с четным числом зубьев, и образуют на гибкой фиксируемой подкладной негерметичной оболочке, функционирующей как одно целое с гибкой герметичной оболочкой с наружным зубчатым венцом и совместно с дисками и роликами генераторов, эллиптический цилиндрический симметричный участок гибкой фиксируемой подкладной оболочки на длине между четырехроликовыми генераторами волн, при этом безопорным концам звеньев, гибкого герметичного, входного и выходного, придают прочное постоянное положение фиксирующими преимущественно несовмещенными опорами, силы взаимодействия которых передают от одних элементов опор звеньев на другие и на корпус передачи; предварительную сборку совокупного генератора, состоящего из дискового и четырехроликовых генераторов, и контроль соответствующих размеров сборок генераторов осуществляют вне передачи, на валу генераторов, путем их фиксации в рабочем положении на эксцентриковых шейках и шпоночных соединениях вала генераторов, ступицы которых к шейкам прижимают резьбовыми соединениями вала генераторов; принудительной установке фиксируемой гибкой подкладной оболочки в гибкое герметичное сдеформированное звено предваряют установку вала в сборе с генераторами в гибкое герметичное радиально сдеформированное на величину m звено свободно с зазором; однонаправленное положение шпоночных пазов стоек устройства совмещают с положением впадин зуба гибкого герметичного звена с четным числом зубьев на зубчатом наружном венце, а предварительную радиальную деформацию гибкого герметичного звена на величину m производят в направлении оси впадины венца гибкого герметичного звена, расположенной под углом 90° к однонаправленному положению шпоночных пазов стоек устройства, посредством установленного на хвостовике гибкого герметичного звена с натягом со стороны его дна, деформатора, выполненного в виде стакана с фланцем, и ввинченных во фланец деформатора винтов ГОСТ 1478-84 с цилиндрическими концами, расположенных радиально, упирающимися в ролики, вложенные во впадины зубчатого венца гибкого герметичного звена, положение по высоте генераторов в сборе в передаче обеспечивают резьбовым отверстием на торце вала, штангой, винтом, рамой и контргайкой, а положение генераторов по углу обеспечивают шпоночным соединением.
2. Способ по п. 1, отличающийся тем, что крайние генераторы составного генератора выполняют с эллиптическими кулачками и прочно надетыми на кулачки гибкими подшипниками, при этом каждый кулачок генераторов представляет собой сопряженные эллиптическую цилиндрическую шейку, коническую эллиптическую шейку, с ней сопрягаемую, переходящую в цилиндрическую эллиптическую шейку, и снабжают несопрягаемой эллиптической цилиндрической шейкой-буртиком, кулачок прочно надевают на цилиндрическую шейку вала составного генератора и устанавливают на шпоночном соединении в упор в эксцентрик дискового генератора, а гибкий подшипник по сопряженным шейкам устанавливают при сборке вне передачи с натягом посредством стакана-толкателя и винтового соединения вала до упора в эллиптический цилиндрический буртик кулачка, причем большие оси эллиптических шеек и эллиптического цилиндрического буртика располагают в одной плоскости, а предварительную деформацию гибкой зубчатой герметичной оболочки производят в плоскости, перпендикулярной плоскости расположения больших осей эллиптических шеек и буртика кулачков и дискового генератора.
3. Способ по п. 1, отличающийся тем, что подшипниковую опору входного звена выполняют вставной в глухое отверстие хвостовика герметичного звена, а вал входного звена устанавливают в подшипник, преимущественно шариковый, сферический, вставной опоры.
4. Способ по п. 1, отличающийся тем, что подшипниковые опоры выходного звена устанавливают и закрепляют на хвостовике герметичного звена и в корпусе передачи.
5. Способ по п. 1, отличающийся тем, что подшипниковую опору герметичного звена устанавливают и закрепляют на хвостовике герметичного звена.
6. Способ по п. 1, отличающийся тем, что внутри или снаружи фиксируемой подкладной оболочки выполняют на конце ее кольцевые пояски, на середине поясков выполняют сквозные равнорасположенные в осевом и в окружном направлениях отверстия.
7. Устройство для осуществления способа сборки/разборки волновой герметичной передачи по любому из пп. 1-6, характеризующееся тем, что выполнено в виде двух приводов винт-гайка, установленных на раме, закрепленной на свободных участках фланца, гибкого герметичного звена передачи, винты приводов ввинчены в резьбовые отверстия крышки и снабжены шпоночными пазами, в которых установлены однонаправленные закрепленные шпонки, при этом устройство снабжено штангой, винтом, контргайкой и деформатором, выполненным в виде стакана с фланцем, установленного с натягом на хвостовике гибкого герметичного звена, на фланце деформатора в радиальном направлении ввинчены винты ГОСТ 1478-84 с цилиндрическими концами, упирающимися в ролики, уложенные во впадины зубчатого венца гибкого герметичного звена, гибкая подкладная оболочка, открытая с концов, выполненная с пояском на конце и обнизкой на наружной поверхности, закреплена посредством равнорасположенных в осевом и окружном направлениях винтов с цилиндрическими концами, ввинченных в крышку и установленных концами в сквозные отверстия пояска подкладной оболочки, при этом во входном валу, подшипниковой опоре с хвостовиком, в крышке передачи, в выходном валу выполнены резьбовые отверстия, а жесткое зубчатое колесо выходного звена выполнено преимущественно сдвоенным и снабжено выступающими частями на торцах составных колес, поворотное колесо, установленное с возможностью вращения, смещено на угол 180° относительно основного, в сквозных отверстиях выступающей части которого установлена пружина сжатия, упирающаяся в выступающую часть поворотного колеса, а в корпусе передачи выполнены сквозные отверстия для настройки окружного момента посредством пружины.
| RU 2012114763 A, 10.10.2013 | |||
| RU 2012111165 А, 27.09.2013 | |||
| US 4524639 A1, 25.06.1985 | |||
| US 3196713 A1, 27.07.1965. |

