Изобретение относится к машиностроению, вакуумному технологическому оборудованию, точнее к его механическим узлам, функционирующим в широком интервале температур от нормальной до 500°С и давлений 10-10 мм рт.ст. до нескольких атмосфер в способе передачи вращения в герметизируемый объем (камеру) через сплошную металлическую стенку в вакуум, в том числе при криогенных температурах в сжиженных газах (азот, гелий 4,2 K) от ведущего звена к ведомому волнообразными упругими деформациями, генерируемыми в герметизирующем звене передачи наружным генератором волн или внутренним. Передача незаменима при нанесении тонких пленок, ионном травлении, электронной и рентгенолитографии, выполняемых в высоком вакууме, фармакологии, ядерных исследованиях, космической технике, барботерах, волновых негерметичных редукторах приводов для конвертера, роторного экскаватора, механизма наклона миксера вместимостью 600 тонн с максимальными крутящими моментами на выходе в пределах Tвых max≈400…3000 кН*м (Расчет крутильной жесткости силовой волновой зубчатой передачи с дисковым генератором, авторы к.т.н. М.В. Маргулис, д.т.н. Д.П. Волков, ВМ, 1987, №6).
Другие волновые приводы, например мультипликатор, могут найти применение как симбиоз грубой настройки и точной в верньерах радиоприемных устройств, а также волновой привод для двух рук на яхтах и других устройствах.
Уровень техники
Известны «Вводы вакуумные волновые», см. отраслевой стандарт ОСТ 11.426.001-76, который распространяется на прогреваемые механические вакуумные волновые вводы С герметизацией через сплошную тонкостенную гибкую оболочку, предназначенные для передачи вращательного движения механизмам, расположенным в камерах с давлением среды от 1 до 1,3*10-8 Н/м2. Поток натекания воздуха через вводы не более 1,3*10-11 м3*Па/с; ресурс Тp не менее 2*107 оборотов входного вала.
Крутящий момент на выходном валу ввода 10…80 Н*м. Ввод присоединяется к вакуумным камерам с помощью фланцевых соединений шип-паз с металлическими уплотняющими прокладками и прокладками и кольцами из вакуумной резины в оболочке из фторопласта.
Недостатками волновых вводов является выполнение их нерегулируемыми, а также выполнение вводов с внутренним дисковым генератором, деформирующим изнутри гибкое колесо, выполненное в виде цельнометаллического глухого стакана с дном, установочным фланцем и расширяющейся частью стакана.
Это обстоятельство является причиной деформации гибкого колеса генератором при сборке и образования высоких контактных напряжений и задиров на внутренней поверхности гибкого колеса и как следствие низкого ресурса вводов по герметичности.
Входное звено, выходное звено и гибкое звено выполнено одноопорными, коэффициент жесткости консольных опор ниже в 5 раз двухопорных, такая конструкция опор является причиной появления вибрации во вводах и разуплотнения фланцевых герметичных соединений, вибрации, способствующей возникновению динамических нагрузок в зубчатом волновом зацеплении.
Цилиндроконическая форма гибкого герметичного звена является не технологичной, не может быть изготовлена на токарных станках с ЧПУ, так как толщина гибкого звена находится в пределах 0,3…0,7 мм и является замыкающим размером в размерной цепи обработки наружного и внутреннего контуров, содержащей угловые размеры с большими допусками.
В результате при обработке на токарных станках с ЧПУ поверхности наружная и внутренняя гибкого звена накладываются и могут перерезаться резцом, а при изгибе наблюдается резкий излом, сопряженный с низким ресурсам гибкого звена и как результат - низкий процент выхода годных ответственных деталей.
Поэтому при получении цилиндроконической формы гибкого звена применяют трудозатратный метод многостадийного пластического деформирования и термообработки отжигом.
Технологичность конструкции гибкого герметичного звена вводов по форме поверхностей и по размерам низкая, а качественная характеристика технологичности - регулируемость конструкции - отсутствует.
Близкими аналогами предполагаемого изобретения являются «Волновой герметичный редуктор и приспособление для его сборки» инженера В.А. Абрамов, к.т.н. И.С. Кузьмин «Вестник машиностроения», №8, 1979; авторское свидетельство СССР №781430, F16C 43/08, ОИПОТЗ, БИ №43, 80 «Устройство для монтажа, подшипника качения», В.А. Абрамов, а также волновой герметичный редуктор с цилиндрическим гибким звеном» инженер В.А. Абрамов, к.т.н. И.С. Кузьмин «Вестник машиностроения», №1, 1980.
Аналоги предназначены для передачи вращения в камеру через сплошную металлическую стенку в вакуум при гелиевых (4,2 K) температурах посредством волновой герметичной зубчатой передачи с внутренним кулачковым генератором и гибким герметичным звеном, выполненным как одно целое в виде цельнометаллического цилиндрического стакана с зубчатым наружным венцом, установочным фланцем и закрытым дном.
Фланец и дно отстоят по конструктивным условиям на некоторых удалениях от генератора - на расстоянии действия краевого эффекта фланца и дна на оболочку. Сборка и разборка редуктора выполняется вне и внутри гибкого звена.
Ширина гибкого подшипника мала, при его демонтаже из полости гибкого звена возникают перекосы гибкого подшипника в гибком звене, что затрудняет демонтаж редуктора. Эксплуатационная технологичность конструкции редуктора п. 6 по ГОСТ 14205-83 низкая. Входное, выходное и гибкое звенья выполнены одноопорными.
Редуктор не является виброустойчивым и вибропрочным. Регулируемость конструкции редуктора при сборке, техобслуживании и ремонте для поддержания работоспособности отсутствует.
Инструментальная доступность конструкции гибкого звена при обработке внутреннего контура осуществляется специальными резцами.
Демонтаж генератора производится поэлементно и затруднен в связи с отношением a/d<0,2, что много меньше рекомендуемых 0,5…0,7 и возникновением самоторможения гибкого подшипников в гибком герметичном звене из-за слишком малого отношения ширины «а» гибкого подшипника к внутреннему диаметру гибкого звена «d».
Волновая передача с функциями по ГОСТ 23108-78 характеризуется низкой крутильной жесткостью и универсальной конструкцией для герметичной и негерметичной передач не является.
То же можно отнести и к конструкции волновой передачи отраслевого стандарта ОСТ 11.426.001-76 относительно универсальности с конструкцией передачи по ГОСТ 23108-78.
Прототипом предлагаемого изобретения выбран «Способ изготовления и сборки/разборки волновой герметичной передачи и устройство для их осуществления Абрамова В.А." (патент на изобретение №2566584, патентообладатель и автор Абрамов В.А.).
Прототип выбран по большинству идентичных существенных ограничительных признаков, которых более 30, с признаками заявляемого изобретения. Недостаток конструкции прототипа - не является универсальной конструкцией для герметичных, негерметичных, мультипликаторных волновых передач и их исполнений.
Такая задача вопреки "детектору ошибок" мозга человека, который и мешает созданию нового и препятствует нестандартному решению, стала интригой, как сверхзадача.
Однако, используя приемы инверсии и симплификацию относительно прототипа и согласно п. 3.5 ГОСТ 14.201-83, прототип можно превратить в нечто более доступное для понимания сверхзадачи и обеспечения «конструктивной технологической преемственности» волновой передачи по понятиям ГОСТ 14.004.
Сущность изобретения
В данном предлагаемом изобретении решается задача создания универсальной податливой конструкции передачи в герметичном, негерметичном с высокой крутильной жесткостью, а также мультипликаторном исполнениях с высокой удельной трудоемкостью изготовления характеризующейся по определению, см. ГОСТ 14.205-83 «Технологичность конструкции изделия», как отношение трудоемкости изготовления изделия к ресурсу.
Второй, решаемой в изобретении задачей, является усовершенствование операции сборки/разборки волновых редукторов и достижение возможности автоматизации сборочного процесса, включая сборку генераторов.
Третьей, решаемой в изобретении задачей, является снижение радиальный нагрузки на гибкий подшипник генератора, применение 30-градусного зубчатого зацепления, увеличение в два раза толщины гибкого звена, подкладной оболочки, что существенно для механической обработки, снижение натекания через стенку гибкого звена, изготовленного из бронзы Бр Б2 ГОСТ 15835-70.
Четвертой, решаемой в изобретении задачей, является возможность выборки зазоров (мертвого хода) в волновой передаче.
Пятой, решаемой в изобретении задачей, является уменьшение перекосов зубьев и их износа постановкой составного генератора принудительной деформации однопарного кулачкового генератора.
Шестой, решаемой в изобретении задачей, является приведение передачи в работу ручным приводом с двумя выходными концами входного вала и в мультипликатором режиме.
Седьмой, решаемой в изобретении задачей, является снижение трудоемкости изготовления путем применения стандартизованных изделий, например гибких подшипников ГОСТ 23179-78 «Подшипники шариковые радиальные для волновых передач», станков - токарных, фрезерных с ЧПУ, эрозионных, применения наиболее производительных технологических процессов обработки зубьев, звеньев, кулачков, см. заявки ФИПС №2015132373/20 и №2015133857/20.
Восьмой, решаемой в изобретении задачей, является увеличение ресурса гибких подшипников качения заменой трения скольжения в сепараторе на трение качения в сепараторе из шариков, а также снижение нагрузки на подшипник применением однопарных кулачковых генераторов, снижение раскатки подкладной оболочки гибкими подшипниками, снижение перекосов, износа зубьев, повышение ресурса волновых передач.
Возможность реализации
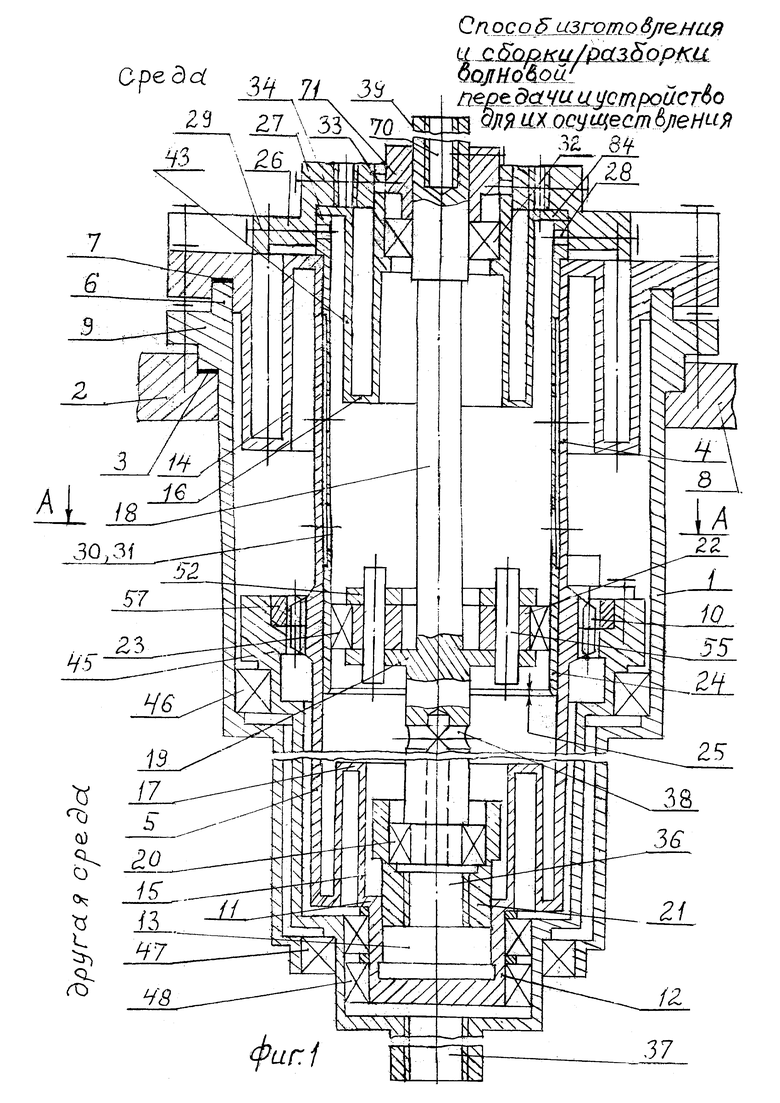
На фиг. 1 изображена конструкция волновой передачи, герметичный и негерметичной в сборе, установленной на герметичной стенке или фундаментной плите, с подкладной оболочкой, соединенной сваркой или выполненной точением с подшипниковой оболочкой совместно. Генератор выполнен эллиптическим с гибким подшипником, а кулачок генератора установлен на фланце входного вала и штифтах.
Входной и выходной валы установлены в двух шарикоподшипниковых опорах волновых передач.
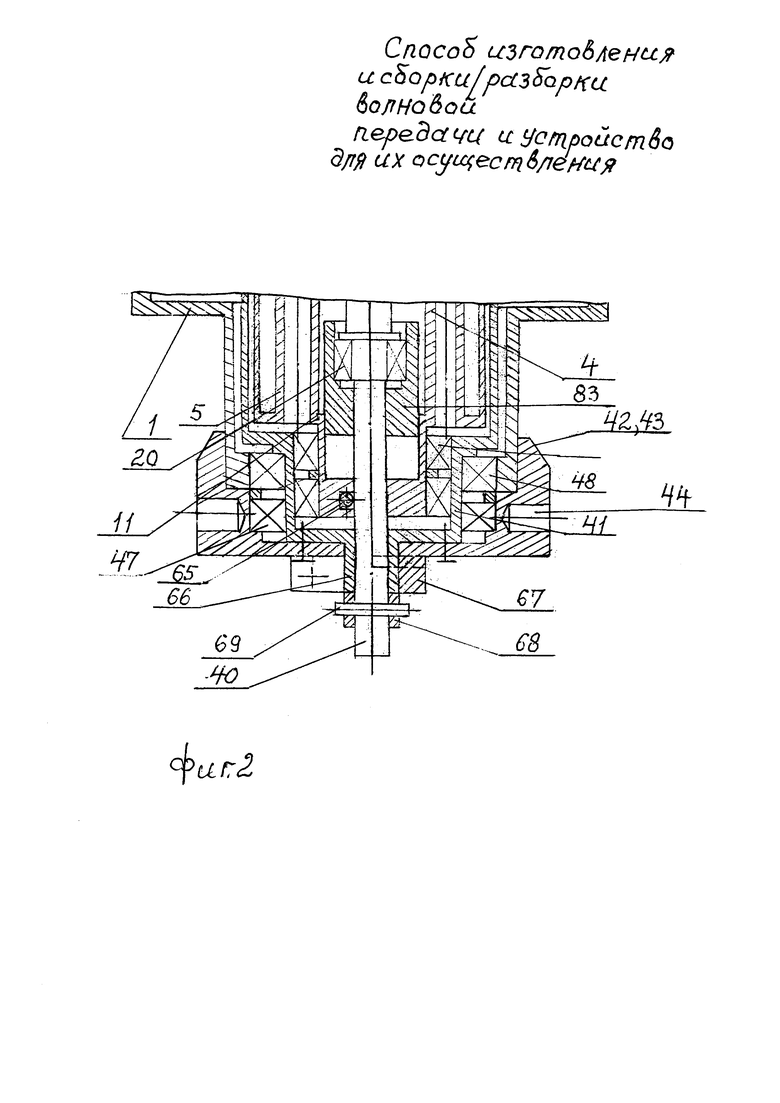
На фиг. 2 изображена конструкция волновой передачи, герметичной, негерметичной, мультипликаторной с двумя выходными концами входного вала. Режим мультипликатора волновой передачи применяется в верньерах радиоприемников, в барботерах для перемешивания смесей различной вязкости при грубой и тонкой настройках устройств. Ручной привод с двумя выходными концами входного вала целесообразен для морских яхт для волновых передач в герметичном и негерметичном исполнениях.
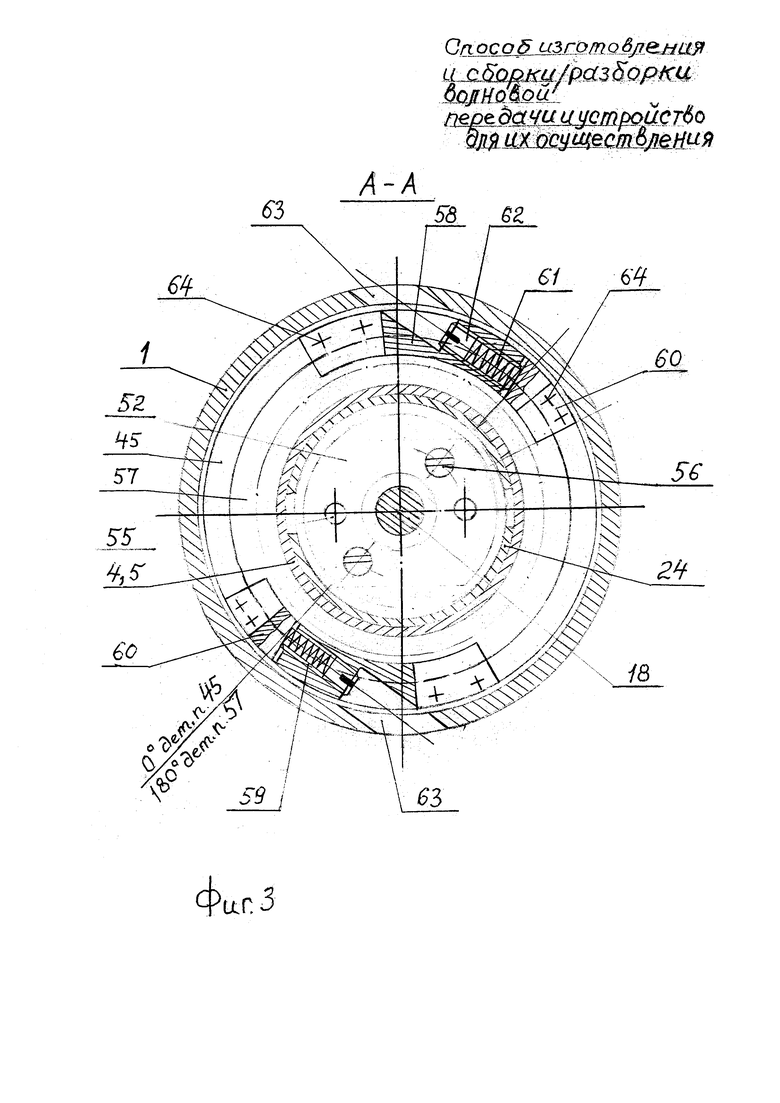
На фиг. 3 изображено сечение А-А на фиг. 1, 4, 6.
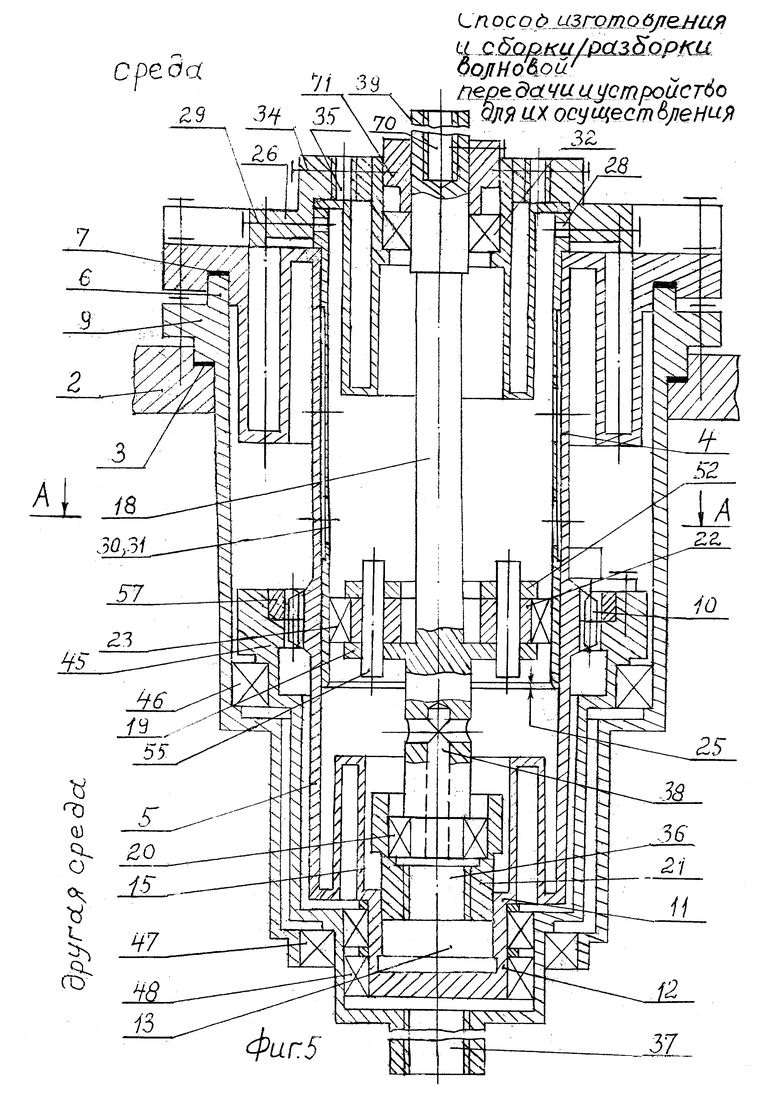
Выполнение жесткого колеса передач сдвоенным позволяет выборку зазоров осуществлять при эксплуатации передач снаружи корпуса через сквозные отверстия в корпусе.
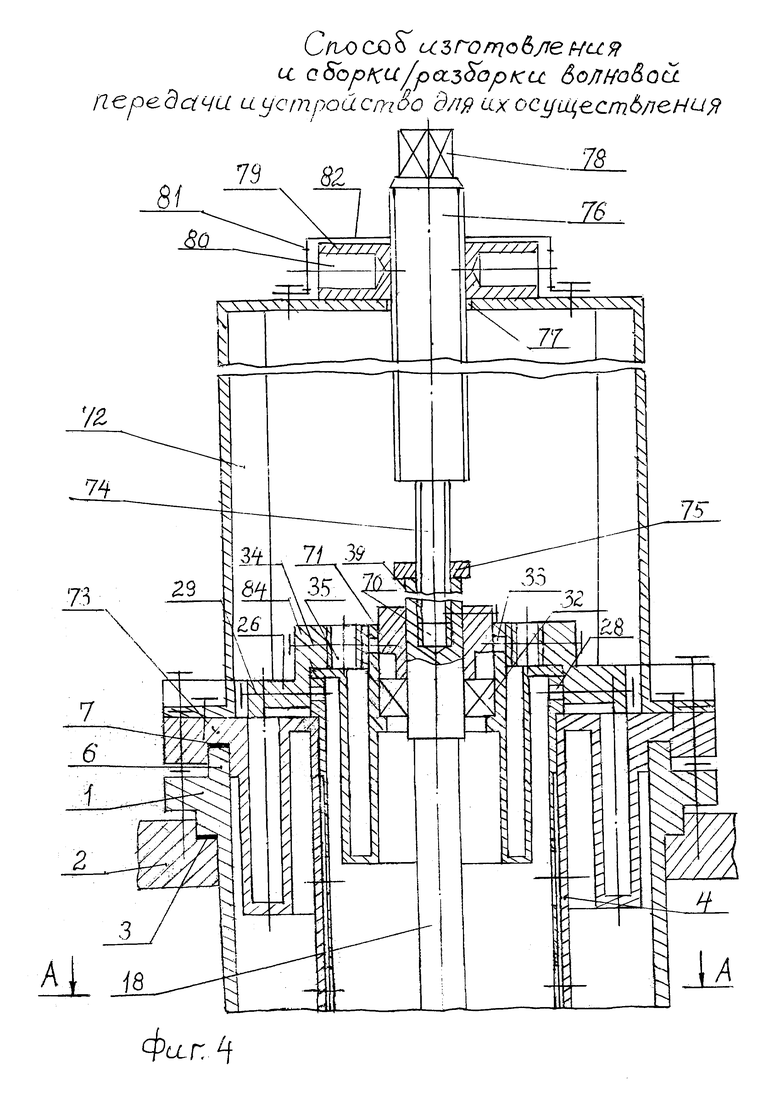
На фиг. 4 изображена портативная конструкция устройства для сборки/разборки герметичной и негерметичной волновых передач, выполненная в виде винтового привода и рамы, установленной на свободных участках фланца гибкого звена.
Винт привода сопряжен через сквозное отверстие в раме с гайкой-диском (поворотным элементом); для его поворота, который осуществляется через окна в кожухе и квадрат на винте для придания перемещения входному валу вверх-вниз посредством ввернутого и застопоренного контргайкой дополнительного участка винта в резьбовое отверстие на торце входного вала. Функций у устройства для сборки/разборки две: сталкивание генератора в сборе вниз, за пределы подкладной оболочки, и вытягивание подкладной оболочки посредством фланца входного вала и гибкого подшипника при разборке и при демонтированных корпусе и жестком звене передач, герметичной и негерметичной.
На фиг. 5 изображена конструкция волновой герметичной передачи, установленной на герметичной стенке посредством соединения шип-паз. Уплотнение прилегающих поверхностей соединения обеспечивается кольцевыми прокладками круглого сечения из индия и колец круглого сечения из вакуумной резины. См. ЭИ. Испытательные приборы и стенды №46, 1977, «Кольца резиновые в оболочке из фторопласта» ТУ2513-013-34724672-2010.
Примечание
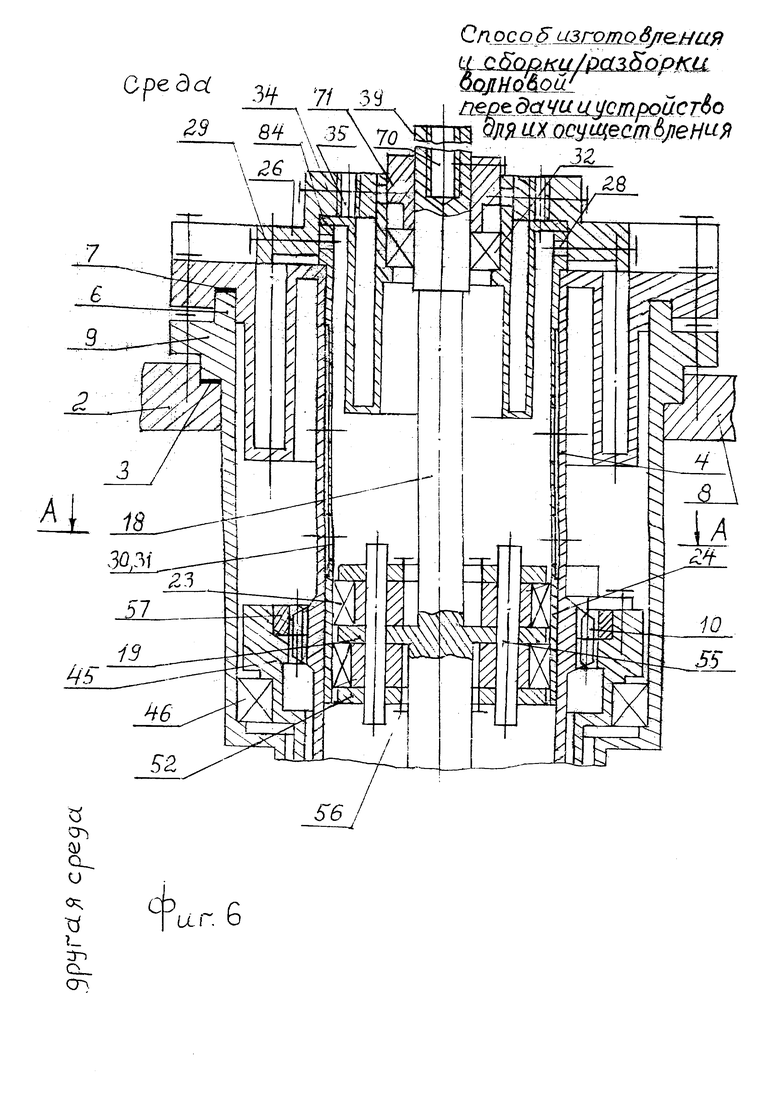
На фиг. 1, 2, 4, 6, на левых ее частях изображений, представлены герметичные волновые передачи; на правых частях изображений фиг. 1, 2, 4, 6, представлены негерметичные волновые передачи.
На фиг. 6 изображена универсальная конструкция волновой передачи в герметичном, негерметичном и мультипликаторном исполнениях с двумя кулачковыми генераторами с гибкими подшипниками, установленными на фланце входного вала, на двух подшипниковых опорах, в подкладной оболочке и со сдвоенным жестким зубчатым звеном.
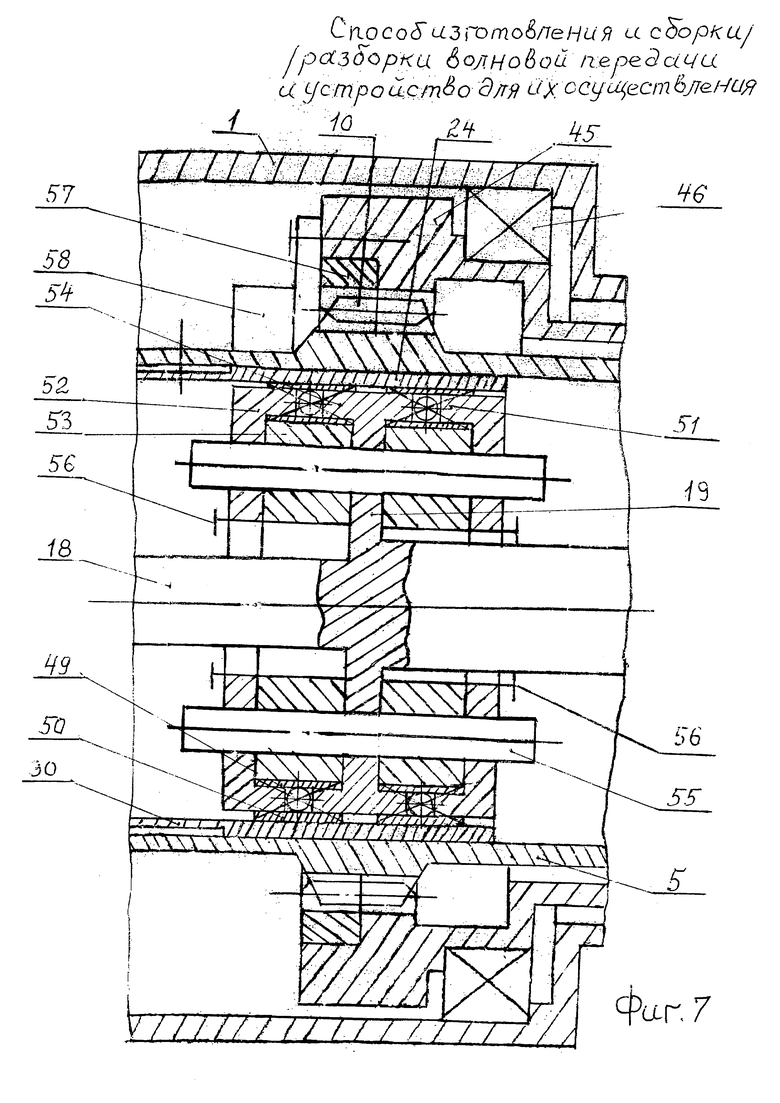
На фиг. 7 изображена конструкция однопарного кулачкового генератора с гибкими с подшипниками с сепараторами из шариков.
Описание конструкции и способа
Передача состоит из корпуса 1, установленного на герметичной стенке 2, который уплотняется прокладкой 3 из индиевой или оловоиндиевой проволоки или прокладкой из вакуумной резины, укладываемых на уплотняемые поверхности на стенке 2.
Гибкое негерметичное звено 4 и гибкое герметичное звено 5 устанавливают на корпусе 1 посредством соединения шип-паз 6 и посредством индиевой или оловоиндиевой прокладки 7 или прокладки из вакуумной резины соединением 6 уплотняют герметичное зубчатое звено 5 на корпусе 1.
Корпус 1 негерметичной волновой передачи для сборки устанавливают на монтажной плите 8.
Звенья 4 и 5 выполняют с установочным фланцем 9, зубчатым наружным венцом 10, глухим дном 11, снабженным выступающим наружу хвостовиком 12 и выполненной внутри хвостовика 12 глухой расточкой 13, при этом концы звеньев 4 и 5 снабжают составными концентрично расположенными оболочками 14, 15, концы которых соединяют пластинами 17.
Таким образом звенья 4 и 5 получают радиальную и осевую податливость, которые позволяют снизить уровень напряжения в звеньях 4 и 5.
Известно, что снижение уровня напряжений в материале на 20%, число колебаний, требующихся для разрушения материала, возрастает примерно в 8…10 раз.
Входной вал 18 с фланцем 19, подшипниковой опорой 20, корпусом 21 вставной опоры 20, кулачковым генератором 22 с гибким подшипником 23, их сборку производят вне передачи с контрольными замерами сопрягаемых деталей, точнее с подкладной оболочкой 24 с обнизкой 30 и отверстиями 31, которую вводят в вакантное пространство между установленным в сборе генератором и звеньями 4 и 5 с помощью заходной фаски 25 на оболочке 24 и ее фиксируют на крышке 26 посредством утолщающего на конце оболочки 24 пояска 27 и выполненных в пояске 27 отверстий 28 для ввода цилиндрических концов винтов ГОСТ 1478-8429 в отверстия 28, ввернутых в крышку 26.
Звенья 4 и 5 получают дополнительную податливость путем их сопряжения с составной подшипниковой оболочкой опоры 32 входного вала 18, которую выполняют в виде концентрично расположенных оболочек 43, концы которых соединяют пластиной 16, а пластиной 84 оболочки 43 и 24, например, сваркой или клеем.
На конце подшипниковой составной оболочки 43 выполняют радиальные отверстия 33 для ввода цилиндрических концов винтов 34 ГОСТ 1478-84 в отверстия 33, ввернутых в крышку 26.
Резьбовые отверстия 70, 35, 36, 37 выполнены как демонтажные, а отверстия 38 служат для откачки среды из полости звена 5. Выходные концы 39 и 40 предназначены для работы привода двумя руками, а также для использование волновой передачи в мультипликаторном режиме и в качестве верньерного устройства грубой 42 и точной 40 настройки.
Грубая настройка осуществляется приложением момента к выходному звену 41 посредством втулки 42 со шкалой 43 и отверстий 44 во втулке 42. Концам звеньев гибких входных 4, 5 входного вала 18, выходного 45 придают прочное постоянное положение фиксирующими опорами 20, 32 46, 47, 48, силы взаимодействия которых передают от одних элементов опор звеньев на другие элементы других опор звеньев и на корпус 1 передачи.
Приводные возможности входного и выходного валов звеньев используют в верньерах попеременно с чередованием. Однопарный кулачковый генератор, расположенный посередине зубчатого волнового зацепления 10, образует на гибком зубчатом звене 4 и 5 и подкладной оболочке 30 участок эллиптического цилиндра, что способствует снижению перекосов, износу зубьев, снижению нагрузки на гибкий подшипник и как результат увеличению ресурса гибкого подшипника и гибких звеньев 4 и 5.
Гибкие подшипники выполняют с тонкостенными внутренними 49 и наружными 50 кольцами, δ=0,02D, с сепараторами и шариками; или гибкие подшипники выполняют с тонкостенными кольцами 49, 50 δ=0,02D без сепараторов, с шариками двух разных диаметров, и располагают с чередованием в кольцевых канавках подшипников, которые откатываются с соседними шариками между внутренними диаметрами деформируемых в радиальном направлении колец подшипников и диаметрами кольцевых выступов 51 на шайбах 52 на фланце 19 входного вала 18, упертых в торец кулачка 53.
Кольцевые выступы 51 на шайбах 52 и фланце 19 вводят в подшипники с обеих сторон между кольцами подшипников с радиальным зазором, большим радиальной деформации зубчатого колеса и осевым зазором в пределах 0,03…0,05 мм между шариками большого диаметра и кольцевыми выступами на торцах 51 шайб 52 и торцах 54 фланца 19 входного вала 18, где δ - толщина кольца подшипника, D - наружный диаметр кольца подшипника. Кулачки 53 сопряжены между собой цилиндрическими штифтами 55, а шайбы 52 с кольцевыми выступами прижаты винтами 56 к кулачкам 53.
При сдеформированном генераторе, подкладной оболочке 24, гибких звеньях 4, 5, выходное жесткое звено 45, выполненное сдвоенным, устанавливают на подшипниковой опоре 46 в корпус 1. Жесткое зубчатое колесо 45 оснащено выступающими частями на торцах его составных венцов, поворотное зубчатое колесо 57 оснащают выступающими частями 58, на торце колеса устанавливают в расточке основного колеса с возможностью вращения и смещают на 180° относительно основного зубчатого 45 колеса в сквозных резьбовых отверстиях 59 выступающей части 60 основного колеса 45 устанавливают пружины сжатия 61, упирают их в выступающие части 60 поворотного зубчатого колеса 57, производят настройку окружного момента по величине посредством пружины 61 и винтов 62 и осуществляют ее через сквозные косые отверстия 63 в корпусе 1 передачи.
Выступающие части на основном колесе 45 крепится винтами 64.
Хвостовик гибкого звена 5 герметичного исполнения волновой передачи снабжают канавкой для уплотнительного кольца 65 (см. «Кольца резиновые в оболочке из фторопласта» ТУ2513-013-34724672-2010), а в корпусе 83 опоры 20, хвостовике 12 гибкого звена, жестком звене 45 выполняют соосные круглые сквозные отверстия, а корпус 83 опоры 20 выполняют с возможностью осевого перемещения в обоих направлениях для упрощения разборки передачи.
Выходной конец 40 выходного вала 18 посредством наконечника 66 с прорезью зажима 67 фиксируется втулкой 68 и штифтом 69. Перемещение вала 18 ограничено втулкой 71.
Устройство для осуществления способа изготовления и сборки/разборки выполнено в виде винтового привода, установленного на открытой с боков раме 72, закрепленной на фланце 73 гибкого звена 4, 5; винт 74 привода ввинчен и застопорен гайкой 75 во внутреннее резьбовое отверстие 70 на торце входного вала 18, а хвостовик 76 с наружной резьбой винта привода установлен в сквозном отверстии 77 рамы 72 и снабжен поворотными элементами 78, 79, 80 и окнами 81 в ограничителе 82.
Изобретение относится к области машиностроения, а более конкретно к зубчатым волновым передачам. Способ изготовления волновой передачи в герметичном и негерметичном ее исполнениях заключается в том, что предварительно деформируют гибкое звено с изменением его формы. В передачу вводят гибкую подкладную оболочку, конец гибкой оболочки и конец подкладной оболочки удлиняют сопряженными составными элементами, гибкую фиксируемую подкладную деформируют. Гибкое звено волновой передачи выполняют с глухим дном и выступающим наружу хвостовиком. Гибкое звено передачи сопрягают с дном посредством концентрично расположенных оболочек. Верхнюю опору входного вала выполняют из концентрично составленных оболочек, концы которых соединяют последовательно пластинами. Поясок с отверстиями на крайней внутренней оболочке фиксируют к крышке передачи. Пластину крайней наружной оболочки опоры прикрепляют к торцу пояска подкладной оболочки. Генератор принудительной деформации выполняют эллиптическим с гибкими подшипниками. Кулачки генераторов устанавливают на одиночном фланце. Достигается упрощение сборки. 2 н. и 3 з.п. ф-лы, 7 ил.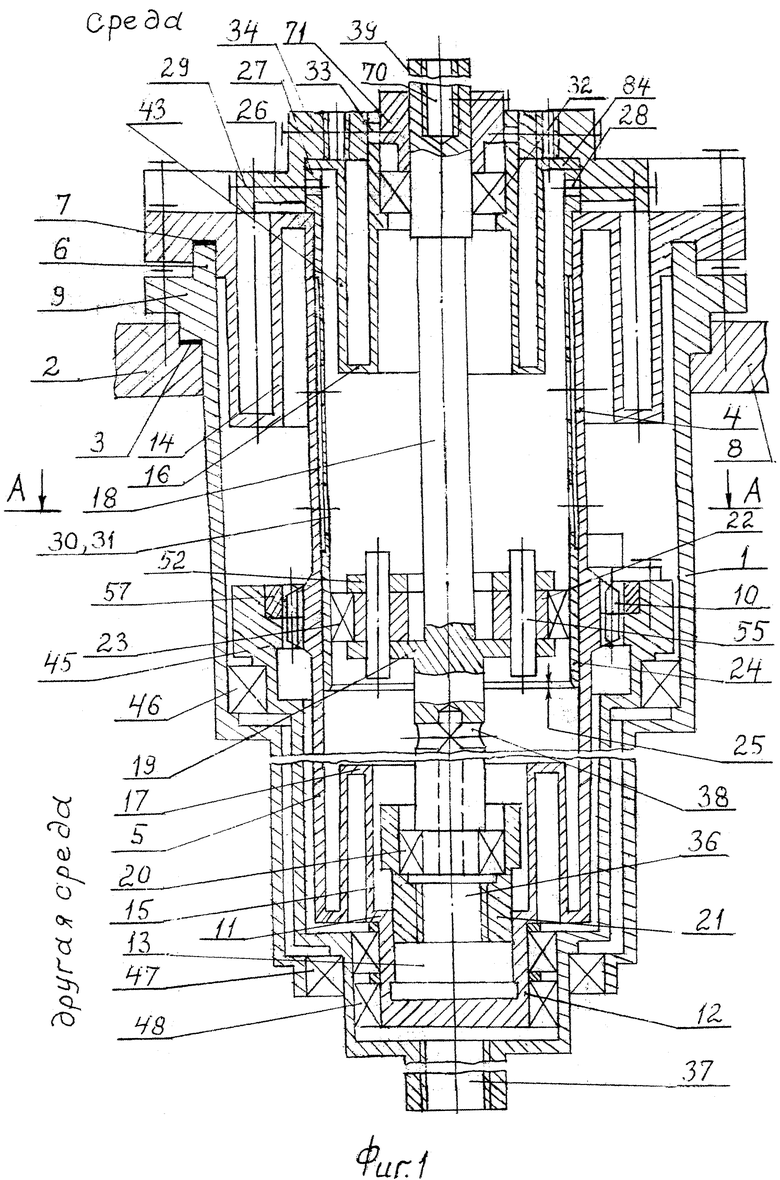
1. Способ изготовления волновой передачи в герметичном и негерметичном ее исполнениях, заключающийся в том, что гибкое звено, снабженное установочным фланцем, наружным зубчатым венцом, генератором принудительной деформации на входном валу, предварительно деформируют с изменением его формы профиля с круговой формы на эллиптическую форму, движение через гибкое звено с наружным зубчатым венцом передают волнообразными упругими деформациями, генерируемыми в гибком звене с наружным зубчатым венцом внутренним генератором принудительной деформации, установленным на валу в опоре крышки передачи, в передачу вводят гибкую подкладную оболочку, преимущественно с обнизкой, вставляют ее с подвижностью в цилиндрическую расточку крышки передачи и фиксирует ее концами винтов ГОСТ 1478-84, ввинченных в крышку и установленных в отверстия ее пояска, конец гибкой оболочки и конец подкладной оболочки удлиняют сопряженными составными элементами, состоящими из совокупности концентрично расположенных цилиндрических оболочек, концы которых соединяют последовательно пластинами; гибкую фиксируемую подкладную оболочку при сборке передачи деформируют принудительно с изменениями ее формы профиля с круговой формы на эллиптическую форму и, наоборот, при разборке передачи, - деформируют с осевым усилием, принудительно, с изменением ее формы профиля на круговую форму при ее установке в вакантное пространство между гибкой оболочкой и предварительно введенным в гибкое звено генератором принудительной деформации, установленным на входном валу, замещают вакантное пространство фиксируемой подкладной оболочкой, сопрягаемой с относительной подвижностью с неподвижной гибкой оболочкой с наружным зубчатым венцом, и функционирующей как единое целое с гибкой оболочкой с наружным зубчатым венцом, при этом гибкое звено волновой передачи выполняют с глухим дном и выступающим наружу хвостовиком, внутри которого устанавливают с подвижностью в осевом направлении вторую подшипниковую опору входного вала, гибкое звено передачи сопрягают с дном посредством концентрично расположенных оболочек, концы которых соединяют последовательно пластинами; опорным концам звеньев, гибкого входного, выходного, придают прочное постоянное положение фиксирующими, преимущественно несовмещенными, опорами, силы взаимодействия которых передают от одних элементов опор звеньев на другие элементы других опор звеньев и на корпус передачи, отличающийся тем, что верхнюю опору входного вала выполняют из концентрично составленных оболочек, концы которых соединяют последовательно пластинами, при этом поясок с отверстиями на крайней внутренней оболочке фиксируют винтами ГОСТ 1478-84 к крышке передачи, а пластину крайней наружной оболочки опоры прикрепляют к торцу пояска подкладной оболочки, например, клеем, сваркой; фланец на валу размещают на уровне волнового зацепления, генератор принудительной деформации выполняют, например, одиночным или парным эллиптическим с гибкими подшипниками, кулачки генераторов устанавливают на одиночном фланце с обеих сторон или с одной стороны на штифтах и закрепляют их посредством шайб винтами вне передачи; входной вал в сборе с генератором принудительный деформации и элементами крепления его кулачков сталкивают при разборке передачи за пределы подкладной оболочки и вытягивают ее из полости гибкого звена при демонтированных предварительно корпусе и жестком зубчатом звене передачи; при этом однопарные эллиптические кулачковые генераторы, разнесенные по обе стороны зубчатого венца, вызывают образование участка на гибких звеньях, герметичных и негерметичных, эллиптического цилиндра.
2. Способ по п. 1, отличающийся тем, что в опоре, хвостовике гибкого зубчатого звена, в жестком выходном зубчатом звене волновой передачи герметичного и негерметичного исполнений, передачу выполняют с двумя наружными концами входного вала и используют их совместно, или приводные возможности входного и выходного валов звеньев используют попеременно, с чередованием, при этом выходное звено передачи снабжают опорами с подшипниками качения, которые устанавливают между выходным звеном и корпусом и между выходным звеном и приводной втулкой, сопряженной с подвижностью с корпусом, и выходным звеном, а хвостовик гибкого звена герметичного исполнения волновой передачи снабжают канавкой для уплотнительного кольца, при этом в корпусе опоры, хвостовике гибкого звена, жестком звене выполняют соосные сквозные круглые отверстия, а корпус опоры выполняют с возможностью осевого перемещения в обоих направлениях.
3. Способ по п. 1, отличающийся тем, что жесткое зубчатое колесо выполняют сдвоенным, оснащают выступающими частями на торцах его составных венцов, поворотное зубчатое колесо оснащают выступающими частями на торце колеса, устанавливают в расточке основного колеса с возможностью вращения и смещают на 180° относительно основного зубчатого колеса, в сквозных резьбовых отверстиях выступающей части основного колеса устанавливают пружины сжатия, упирают их в выступающие части поворотного зубчатого колеса, производят настройку окружного момента по величине посредством пружин и осуществляют ее через сквозные косые отверстия в корпусе передачи.
4. Способ по п. 1, отличающийся тем, что гибкие подшипники выполняют с тонкостенными внутренними и наружными кольцами в δ=0,02 D, с сепараторами и шариками; и/или гибкие подшипники выполняют с тонкостенными кольцами δ=0,02 D, без сепараторов, с шариками двух разных диаметров, и располагают поочередно в кольцевых канавках подшипников, между внутренними диаметрами деформируемых в радиальном направлении колец подшипников и диаметрами кольцевых выступов на шайбах и фланце входного вала, упертых в насаженные кулачки генераторов; кольцевые выступы на шайбах и фланце вводят в подшипник с обеих сторон между кольцами подшипников с радиальным зазором,  радиальной деформации зубчатого колеса и осевым зазором в пределах 0,03…0,05 мм между шариками большого диаметра и кольцевыми выступами на торцах шайб и торцах фланца входного вала, где δ - толщина кольца подшипника, D - наружный диаметр кольца подшипника однопарного генератора.
радиальной деформации зубчатого колеса и осевым зазором в пределах 0,03…0,05 мм между шариками большого диаметра и кольцевыми выступами на торцах шайб и торцах фланца входного вала, где δ - толщина кольца подшипника, D - наружный диаметр кольца подшипника однопарного генератора.
5. Устройство для изготовления волновой передачи в герметичном и негерметичном ее исполнениях способом по пп. 1- 3, характеризующееся тем, что выполнено в виде винтового привода, установленного на открытой с боков раме, закрепленной на фланце гибкого звена, винт привода ввинчен и застопорен во внутреннее резьбовое отверстие на торце входного вала генератора, а хвостовик с наружной резьбой винта привода установлен в сквозном отверстии рамы и снабжен поворотными элементами.
| RU 2013153959 A, 10.06.2015 | |||
| RU 2012111165 A, 27.09.2013 | |||
| WO 2015151146 A1, 08.10.2015 | |||
| ЛИНЕЙНЫЙ ИСПОЛНИТЕЛЬНЫЙ МЕХАНИЗМ | 2010 |
|
RU2549422C2 |

