Изобретение относится к вакуумному технологическому оборудованию, точнее к его механическим узлам, функционирующим в широком интервале температур от нормальной до 500°C и давлений от 10-10 мм рт. ст. до нескольких атмосфер в способе передачи вращения в герметизируемый объем (камеру) через сплошную металлическую стенку в вакуум, в т.ч. при криогенных температурах в сжиженных газах (азот, гелий 4,2 K) от ведущего звена ведомому волнообразными упругими деформациями, генерируемыми в герметизирующем звене передачи наружным генератором волн.
Уровень техники
Известны «Вводы вакуумные волновые», см. отраслевой стандарт ОСТ 11.426.001-76, который распространяется на прогреваемые механические вакуумные волновые вводы с герметизацией через сплошную тонкостенную гибкую оболочку, предназначенные для передачи вращательного движения механизмам, расположенным в камерах с давлением от 1 до 1,3·10-8 Н/м2.
Поток натекания воздуха через вводы не более 
Крутящий момент на выходном валу ввода 10…80 Нм. Вводы присоединяются к вакуумным камерам с помощью фланцевых соединений шип-паз с металлическими уплотняющими прокладками из вакуумной резины.
Недостатками волновых вводов является выполнение их нерегулируемыми, а также выполнение вводов с внутренним дисковым генератором, деформирующим изнутри гибкое колесо, выполненное в виде цельнометаллического глухого стакана с дном, установочным фланцем и расширяющейся частью стакана.
Это обстоятельство является причиной деформации гибкого колеса генератором при сборке и образования высоких контактных напряжений и задиров на внутренней поверхности гибкого колеса и, как следствие, низкого ресурса вводов по герметичности.
Входное звено, выходное звено и гибкое звено выполнены одноопорными, коэффициент жесткости консольных опор ниже в 5 раз двухопорных, такая конструкция опор является причиной появления вибраций во вводах и разуплотнения фланцевых герметичных соединений, вибрации способствуют возникновению динамических нагрузок в зубчатом зацеплении.
Цилиндроконическая форма гибкого герметичного звена является нетехнологичной, не может быть изготовлена на токарных станках с ЧПУ, т.к. толщина гибкого звена находится в пределах 0,40…0,70 мм и является замыкающим размером в размерной цепи обработки наружного и внутреннего контуров, содержащей угловые размеры с большими допусками.
В результате при обработке на токарных станках с ЧПУ поверхности наружная и внутренняя гибкого звена накладываются и могут перерезаться резцом, а при изгибе наблюдается резкий излом, сопряженный с низким ресурсом гибкого звена.
Поэтому при получении цилиндроконической формы гибкого звена применяют метод многостадийного пластического деформирования и термообработки отжигом.
Технологичность конструкции гибкого герметичного звена вводов по форме поверхностей и по размерам низкая, а качественная характеристика технологичности - регулируемость конструкции - отсутствует.
Близкими аналогами предлагаемого изобретения являются «Волновой герметичный редуктор и приспособление для его сборки», инж. В.А. Абрамов, к.т.н. И.С.Кузьмин. «Вестник машиностроения», №8, 1979; авт. св. СССР №781430, F16C 43/08, ОИПОТЗ, БИ №43,80. «Устройство для монтажа подшипника качения», В.А.Абрамов; а также «Волновой герметичный редуктор с цилиндрическим гибким звеном», инж. В.А.Абрамов, к.т.н. И.С.Кузьмин. «Вестник машиностроения», №1, 1980.
Они предназначены для передачи вращения в камеру через сплошную металлическую стенку в вакуум при гелиевых (4,2 K) температурах посредством волновой герметичной зубчатой передачи с внутренним кулачковым генератором и гибким герметичным звеном, выполненным как одно целое в виде цельнометаллического глухого цилиндрического стакана с зубчатым наружным венцом, установочным фланцем и закрытым дном. Фланец и дно отстоят по конструктивным условиям на некотором удалении от генератора - на расстоянии действия краевого эффекта фланца и дна на оболочку.
Сборка и разборка редуктора выполняются вне и внутри гибкого звена.
Ширина гибкого подшипника мала, при демонтаже возникают перекосы его в гибком звене, что затрудняет демонтаж редуктора. Эксплуатационная технологичность конструкции редуктора п.6 по ГОСТ 14.205-83 низкая.
Входное, выходное и гибкое звенья выполнены одноопорными. Редуктор не является виброустойчивым и вибропрочным.
Регулируемость конструкции редуктора при сборке, техобслуживании и ремонте для поддержания работоспособности отсутствует.
Инструментальная доступность конструкции гибкого звена при обработке внутреннего контура осуществляется специальными резцами.
Существует также способ сборки волновой передачи, в котором для упрощения сборки передачи изменяют круговую форму профиля в овал, кулачок генератора выполняют из материала с эффектом памяти формы (авт. св. №1073512, СССР, 1984. Бюл. №6), например из никелида титана. При сборке исключаются прессовые операции, приводящие к снижению надежности волновой передачи.
Однако «вспомнить» заданную форму овала, адекватную рабочей форме деформации, он не может, т.к. деформация неоднозначно зависит от физической величины, характеризующей внешние условия, - температуры конца обратного мартенситного превращения в материале кулачка. Эта неоднозначная зависимость называется гистерезисной и лежит в пределах ±(3…7%).
Кроме этого, демонтаж генератора производится поэлементно и затруднен в связи с отношением  , что много меньше рекомендуемых 0,5…0,7, и возникновением самоторможения гибкого подшипника в гибком герметичном звене из-за слишком малого отношения ширины а гибкого подшипника к внутреннему диаметру гибкого звена d.
, что много меньше рекомендуемых 0,5…0,7, и возникновением самоторможения гибкого подшипника в гибком герметичном звене из-за слишком малого отношения ширины а гибкого подшипника к внутреннему диаметру гибкого звена d.
Прототипом и прямым аналогом предлагаемого изобретения выбран способ изготовления, сборки волновой герметичной передачи («Э.-И», 1961, ДМ, №9, реф. 82-86, рис.116, стр.12), заключающийся в том, что гибкий подшипник устанавливают на гибкое герметичное звено передачи со стороны дна звена недеформированным с относительной подвижностью, гибкое герметичное звено выполняют как одно целое с установочным фланцем и дном, а гибкий подшипник принудительно деформируют с изменением формы профиля с круговой формы на эллиптическую при монтаже его во внутренний двухвершинный овал генератора.
Достоинством способа являются применение наружного генератора волн принудительной деформации герметичного звена, простота сборки и образование волнового зацепления передачи. Эффективность применения герметичного волнового редуктора в технологическом оборудовании весьма существенна, т.к. габариты в радиальном направлении продольного сечения генератора внешнего деформирования больше сечения выходного звена герметичной волновой передачи с внутренним генератором в радиальном направлении всего на 15 мм.
Входное, выходное и гибкое звено выполнены одноопорными (консольной конструкции), не являются виброустойчивыми и вибропрочными.
Особенностью их конструкции является доминирование в них деформаций изгиба и кручения, конструкции этих звеньев обладают низкими собственными частотами и низким коэффициентом жесткости, в 5…7 раз меньшим чем у двухопорных конструкций звеньев.
Возможность деформирования звеньев вследствие их малой жесткости приводит к вибрации звеньев и динамическим нагрузкам в зубчатом волновом зацеплении, возможны механический резонанс частей конструкции и появление механической усталости наиболее нагруженных элементов конструкции.
Глубокое расположение внутри гибкого герметичного звена зубчатого венца приводит к инструментальной недоступности при зубодолблении и невостребованности накатки зубчатых венцов методом пластического деформирования из-за малой жесткости накатного инструмента.
Вибрация приводит к разуплотнению герметичных соединений передачи и нарушению работы оборудования.
Сущность изобретения
В данном предлагаемом изобретении решается задача повышения виброустойчивости и вибропрочности волновой герметичной передачи, при этом изменяют схемы систем опор звеньев - источников вибрации, и вводят двухопорные схемы гибкого герметичного, входного и выходного звеньев, обладающие большим в 5…7 раз коэффициентом жесткости взамен консольных опор на подшипниках и, как следствие, снижают динамические нагрузки и напряжения в зацеплении, приводящие к увеличению ресурса передачи и увеличению процента выхода годных звеньев.
Известно, что при уменьшении механических напряжений на 20% число колебаний, требующихся для разрушения материала, возрастает примерно в 8…10 раз.
Решается в изобретении вторая задача - создание высокотехнологичных составных конструкций гибких герметичных звеньев и их востребованности технологиями изготовления звеньев на высокопроизводительных токарных станках с ЧПУ и изготовления зубчатых венцов гибких звеньев раскаткой с одновременным выдавливанием зубьев венцов в матрицу благодаря более технологичному расположению и инструментальной доступности к зубчатым венцам негерметичного гибкого внутреннего звена.
Одну составную деталь, гладкую герметичную или ортогонально-ступенчатую герметичную оболочку, как результат рационального членения прототипа, выполняют как номенклатурную единицу токарных станков с ЧПУ, вторую деталь членения, гибкое негерметичное внутреннее звено с одним или двумя зубчатыми венцами на концах, выполняют как деталь номенклатуры токарных станков с ЧПУ и оборудования накатки зубчатого профиля венцов холодной обработкой давлением без образования стружки, а также зубодолблением.
Достигаемый в изобретении технический результат заключается в уменьшении амплитуд вибрации звеньев, повышении их виброустойчивости и вибропрочности, повышении герметичности и ресурса передачи и технологичности изготовления герметичного гибкого звена на токарных станках с ЧПУ и зубчатых венцов гибких колес раскаткой с одновременным выдавливанием зубьев в матрицу.
Придание всем деталям волновой герметичной передачи конструктивных технологичных форм поверхностям, соответствующих номенклатурным требованиям их обработки на высокопроизводительных станках с ЧПУ, способствует внедрению автоматизированного сборочного процесса волновых зубчатых герметичных передач.
Раскрытие изобретения
Сущность изобретения как технического решения выражается в том, что способ изготовления и сборки/разборки волновой герметичной передачи, заключающийся в том, что гибкий подшипник устанавливают на гибкое герметичное звено недеформированным и принудительно деформируют с изменением его формы профиля с круговой формы на эллиптическую форму при его монтаже в овал наружного генератора, а движение в герметизируемый объем через гибкое герметичное звено с внутренним зубчатым венцом передают волнообразными упругими деформациями, генерируемыми в гибком герметичном звене с внутренним зубчатым венцом наружным генератором, отличается тем, что функцию, ответственную за обеспечение ресурса по герметичности и крутящему моменту и вменяемую гибкому герметичному зубчатому звену, делегируют раздельно двум неподвижным, формоизменяющим профиль в окружном направлении, оболочкам, которые располагают концентрично и сопрягают с относительной подвижностью, наружной герметичной, ортогонально-ступенчатой или гладкой оболочке делегируют функцию обеспечения ресурса по герметичности, а внутренней негерметичной гладкой оболочке делегируют функцию передачи зацеплением силовой нагрузки передачи, при этом безопорным концам звеньев гибкого герметичного, входного и выходного придают прочное постоянное положение фиксирующими, преимущественно несовмещенными, опорами, силы взаимодействия которых передают от одних элементов опор на другие элементы других опор звеньев и на корпус передачи, а жесткое зубчатое колесо выходного звена при образовании волнового зубчатого зацепления устанавливают в передачу первым; подшипниковую опору выходного звена выполняют вставной в глухое отверстие хвостовика герметичного звена, а вал выходного звена устанавливают в подшипник, преимущественно шариковый сферический, вставной опоры; подшипниковые опоры входного звена устанавливают и закрепляют на хвостовике герметичного звена и в корпусе передачи; подшипниковую опору герметичного звена устанавливают и закрепляют на хвостовике герметичного звена; внутри или снаружи внутренней негерметичной оболочки выполняют кольцевой поясок на ее конце, посередине пояска выполняют сквозные отверстия, равнорасположенные в окружном и осевом направлениях; коме того, устройство выполнено в виде круглой трубы с монтажными отверстиями, с равнорасположенными в окружном и осевом направлениях резьбовыми отверстиями, надетой на кольцевой поясок внутренней гибкой негерметичной оболочки с относительной подвижностью и выполненной по крайней мере с одним зубчатым венцом, и ввинченными в резьбовые отверстия трубы винтами с цилиндрическими концами, введенными в сквозные отверстия пояска внутренней негерметичной оболочки, при этом в выходном валу, подшипниковой опоре с хвостовиком, в расположенных на малой оси овала и хвостовике наружного генератора, в крышке передачи, соосно сквозным отверстиям в пояске во внутренней гибкой негерметичной оболочке, выполнены резьбовые отверстия, а жесткое зубчатое колесо выходного звена выполнено преимущественно сдвоенным.
Возможность реализации
На фиг.1 представлен вариант волновой герметичной передачи с ортогонально-ступенчатой герметичной оболочкой и наружным нерегулируемым генератором волн принудительной деформации.
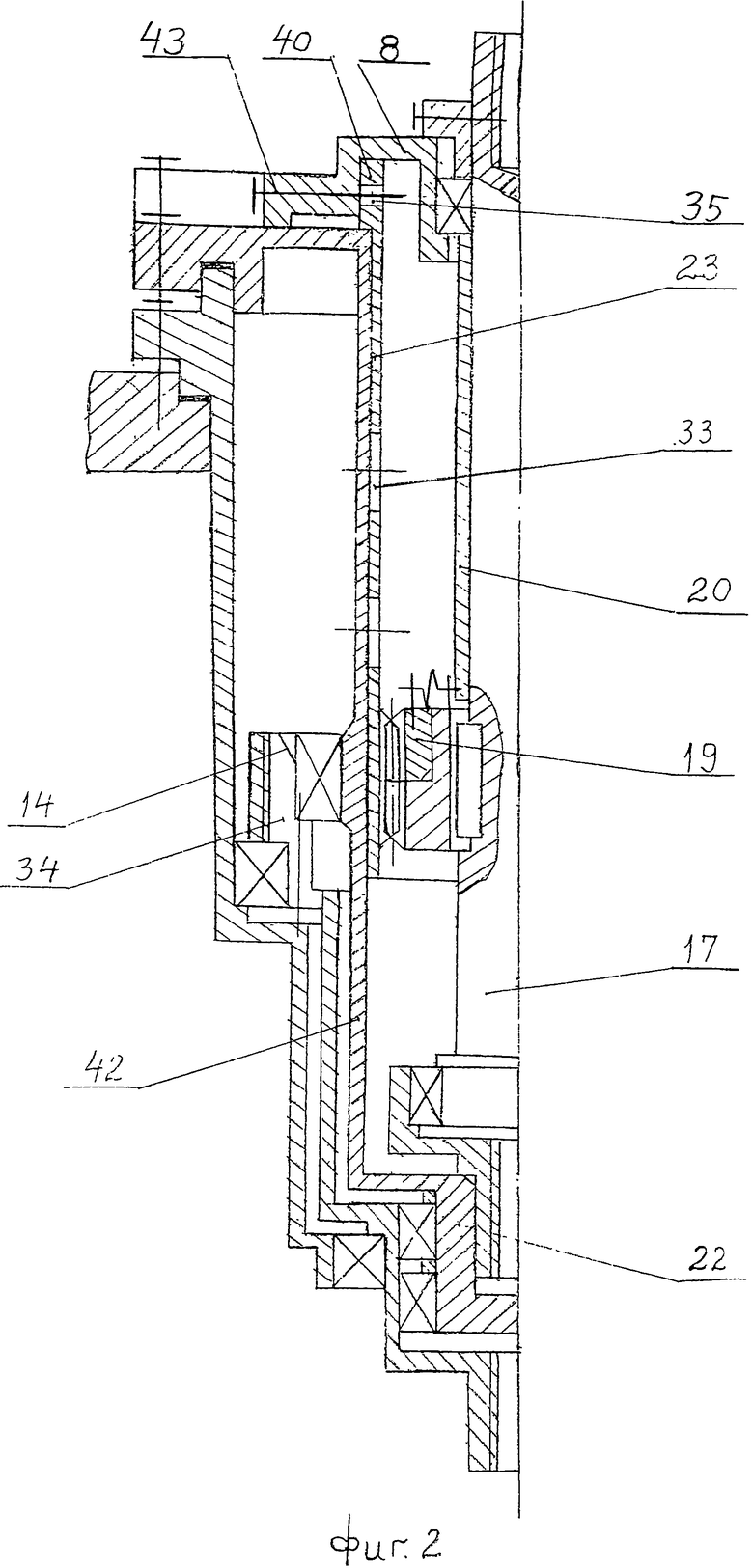
На фиг.2 представлен вариант волновой герметичной передачи с гладкой герметичной оболочкой, наружным нерегулируемым генератором волн принудительной деформации, внутренней гибкой негерметичной оболочки с одним зубчатым венцом и застопоренной винтами ГОСТ 1478-84.
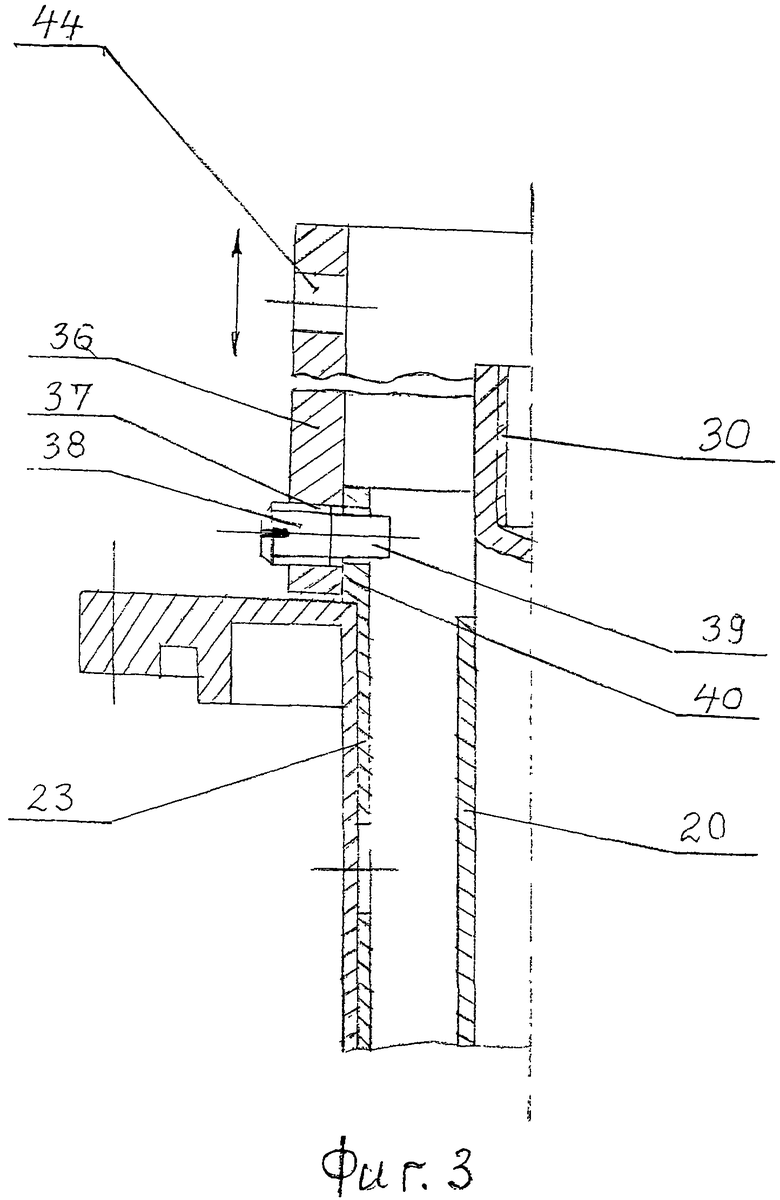
На фиг.3 изображено устройство сборки/разборки волновой герметичной передачи - внутренней гибкой негерметичной оболочки.
Передача состоит из корпуса 1, установленного на герметичной стенке 2, который уплотняется фланцевым соединением с прокладкой 3 из индиевой или оловоиндиевой проволоки, или вакуумной резины.
Гибкая герметичная ортогонально-ступенчатая оболочка 4 выполнена из совокупности цилиндрических и плоских поверхностей и представляет собой как одно целое из установочного фланца 5 и дна 6.
Герметичная оболочка 4 соединена герметично с корпусом 1 посредством соединения шип-паз и прокладки 7 из индиевой или оловоиндиевой проволоки, или вакуумной резины. Корпус 1, установочный фланец 5 и крышка 8 прижимаются последовательно друг к другу и герметичной стенке 2 винтами.
Гибкий подшипник 9 устанавливают на ортогонально-ступенчатую 4 или гладкую 42 герметичные наружные оболочки со стороны дна 6 недеформированным с относительной подвижностью за пределы посадочной шейки 10 герметичных оболочек 4, 42.
В наружный генератор 11, установленный на подшипниковую опору 12, гибкий подшипник 9 устанавливают принудительно с изменением его формы профиля с круговой формы на эллиптическую форму при монтаже его во внутренний двухвершинный овал 13 наружного генератора 11 по наклонной заходной поверхности (фаске) 14 с деформированием герметичной оболочки 4.
Последовательность сборки/разборки волновой герметичной передачи:
1. За счет осевого усилия устанавливают подшипниковую опору 15 выходного звена с подшипником 16, валом 17, жестким зубчатым колесом 18 на шпонке с втулкой 20 в глухое отверстие 21 хвостика 22 герметичной оболочки 4. Вал 17 выходного звена устанавливают в подшипник 16 вставной опоры 15, преимущественно шариковый, сферический. Двухвершинный внутренний эллиптический овал 13 наружного генератора 11 выполняют как его часть на электроэрозионном станке с ЧПУ и устанавливают в генератор 11.
2. При сдеформированной герметичной оболочке 4 гибким подшипником 9 в кольцевой зазор между герметичной оболочкой 4 и зубчатым колесом 18 вводят с усилием внутреннюю негерметичную оболочку 23 и образуют двухволновое зубчатое зацепление 24 передачи со сдвоенным жестким колесом из составных колес 18, 19. Внутреннюю негерметичную оболочку 23 с одним зубчатым венцом (фиг.2) стопорят винтами 43 ГОСТ 1478-84. Устанавливают крышку 8 с подшипниковой опорой 25, втулкой 26 и образуют волновое соединение 27. Жесткое зубчатое колесо 18 выходного звена выполняют преимущественно сдвоенным, зубчатые венцы которого обрабатывают заодно с жесткой фиксацией подвижного зубчатого венца. Укладывают внахлест на шип соединения шип-паз 28 индиевую или оловоиндиевую проволоку в паз соединения, или резиновое кольцо в паз и надевают на шарикоподшипниковые опоры 12, 29 корпус 1.
Сборку/разборку передачи осуществляют при неустановленной крышке 8 с применением специального устройства (фиг.3) для установки и демонтажа внутренней негерметичной оболочки 23. Сборку/разборку волновой герметичной передачи в вариантах исполнения гибкой герметичной оболочки с ортогонально-ступенчатой и гладкой оболочками и внутренней гибкой негерметичной оболочки в вариантах с двумя или одним зубчатым венцом, жесткое зубчатое колесо в сборе с деталями при образовании зубчатого волнового зацепления устанавливают в рабочее положение первым, т.к. оно не перекрывает возможность входа во внутреннюю полость герметичного гибкого звена и занятию рабочего положения внутренним гибким оболочкам. Для сборки/разборки передачи используют резьбовые отверстия 30, 31, 32 и сквозные отверстия 34, расположенные на малой оси овала 13 наружного генератора 11 и винты 43. Отверстия 33 во внутренней негерметичной оболочке 23 предназначены для снижения ее жесткости.
Подшипниковые опоры 12, 41 входного звена 11 (наружного генератора) устанавливают и закрепляют на хвостовике 22 герметичного звена 4 и в корпусе 1 передачи. Подшипниковую опору 41 герметичного звена 4 устанавливают и закрепляют на хвостовике 22 герметичного звена 4. Подшипниковые опоры 12, 41 входного звена 11 (наружного генератора) устанавливают и закрепляют на хвостовике 22 герметичного звена 4 и в корпусе 1 передачи. Подшипниковую опору 41 герметичного звена 4 устанавливают и закрепляют на хвостовике 22 герметичного звена 4.
Для демонтажа гибкого подшипника 9 в наружном генераторе 11 выполнены сквозные резьбовые отверстия 34.
Устройство для установки и демонтажа внутренней негерметичной оболочки 23 выполнено в виде круглой трубы 36 (фиг.3), надетой на внутреннюю негерметичную оболочку 23 с гарантированным зазором и с резьбовыми отверстиями 37 в трубе 36. Труба 36 снабжена ввинченными в резьбовые отверстия 37 винтами 38 с цилиндрическими концами 39 ГОСТ 1478-84, устанавливаемыми в отверстия 35 внутренней негерметичной оболочки 23. Конец внутренней негерметичной оболочки 23 выполнен с утолщением в виде кольцевого пояска 40 внутри или снаружи внутренней негерметичной оболочки 23 для сохранения прочности оболочки 23 при ее демонтаже и монтаже. На наружной поверхности внутренней негерметичной оболочки 23, между зубчатыми венцами зацепления 24 и соединения 27, выполняют обнизку для снижения усилий при ее установке и демонтаже из герметичной оболочки 4.
Подшипники 41, 16, 12 фиксируются в опорах стопорными кольцами. Корпус 1 заключает в себя систему подшипниковых опор взаимодействующих звеньев, гибкой герметичной оболочки 4, входного звена 32, наружного генератора 11 и выходного вала 17 в силовом отношении.
Технологичность волновой герметичной передачи может быть оценена ресурсом передачи, характеризующим продолжительность выполнения изделием заданных функций.
Ресурс позволит получить сравнимые удельные трудоемкость и себестоимость изготовления как отношение трудоемкости изготовления изделия к величине его полезного эффекта или к номинальному значению основного параметра, например, ресурсу (см. ГОСТ 14.205-83, п.14).
Изобретение относится к волновой герметичной передаче вакуумного технологического оборудования. Способ изготовления и сборки/разборки волновой герметичной передачи заключается в установке гибкого подшипника на гибкое герметичное звено недеформированным. При монтаже подшипник принудительно деформируют на эллиптическую форму профиля. Наружная герметичная ортогонально-ступенчатая или гладкая оболочка выполняет функцию обеспечения герметичности. Внутренняя негерметичная гладкая оболочка выполняет функцию передачи силовой нагрузки. Оболочки располагают концентрично и сопрягают с относительной подвижностью. Устройство для осуществления способа изготовления и сборки/разборки волновой герметичной передачи выполнено в виде трубы. Труба надета на кольцевой поясок внутренней негерметичной оболочки с относительной подвижностью и выполнена с одним зубчатым венцом. Жесткое зубчатое колесо выходного звена выполнено сдвоенным. Обеспечиваются меньшая амплитуда вибрации звеньев, повышение их вибропрочности и герметичности. 2 н. и 4 з.п. ф-лы, 3 ил.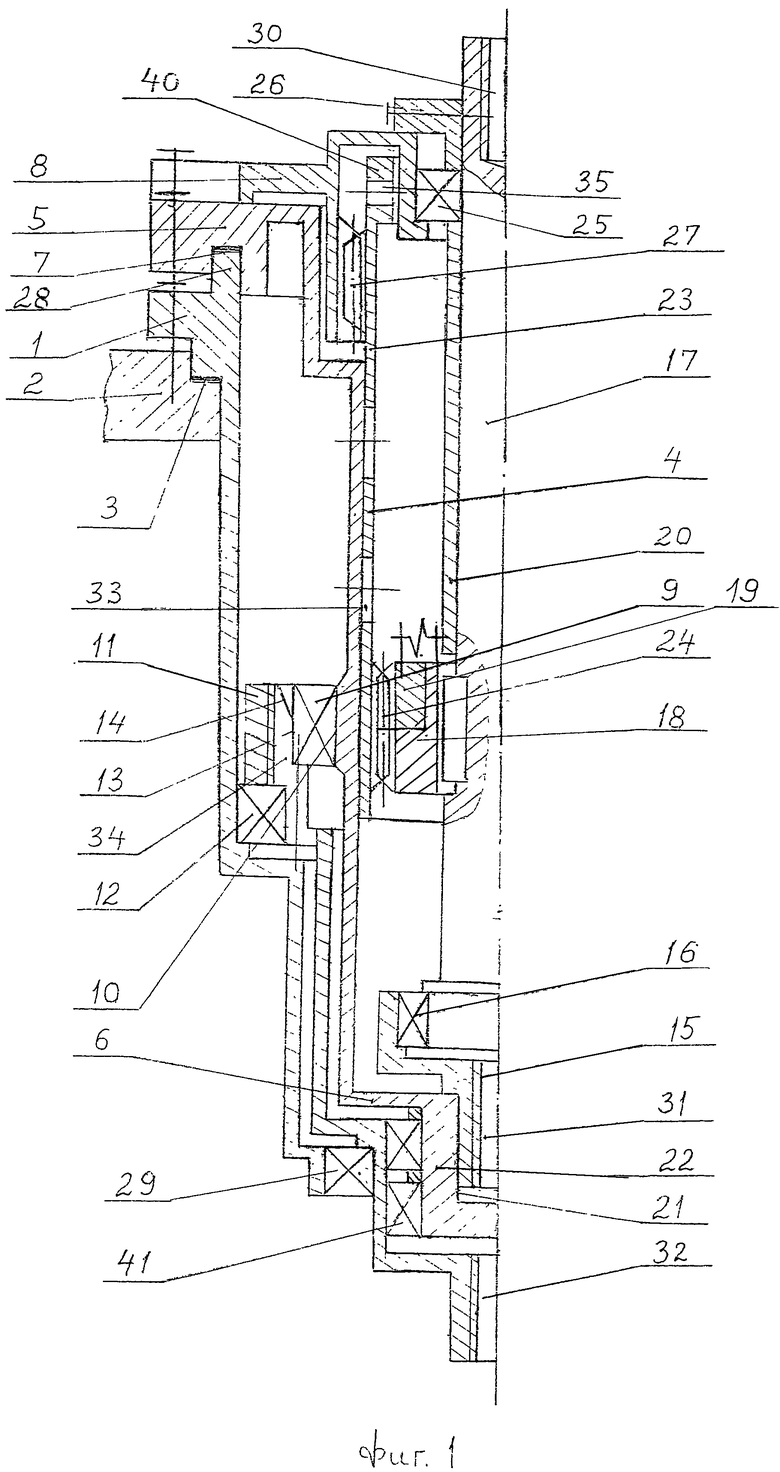
1. Способ сборки волновой передачи, заключающийся в том, что гибкий подшипник устанавливают на гибкое герметичное звено недеформированным и принудительно деформируют с изменением формы его профиля с круговой формы на эллиптическую форму при его монтаже в овал наружного генератора, а движение в герметизируемый объем через гибкое герметичное звено с внутренним зубчатым венцом передают волнообразными упругими деформациями, генерируемыми в гибком герметичном звене с внутренним зубчатым венцом наружным генератором, отличающийся тем, что функцию, ответственную за обеспечение ресурса по герметичности и крутящему моменту и вменяемую гибкому герметичному зубчатому звену, выполняют раздельно две неподвижные, формоизменяющие профиль в окружном направлении, концентрично расположенные сопрягаемые с относительной подвижностью оболочки, наружная герметичная ортогонально-ступенчатая или гладкая оболочка выполняет функцию обеспечения ресурса по герметичности, а внутренняя негерметичная гладкая оболочка, выполняемая по крайней мере с одним зубчатым венцом, выполняет функцию передачи зацеплением силовой нагрузки передачи, при этом безопорным концам звеньев гибкого герметичного, входного и выходного придают прочное постоянное положение фиксирующими, преимущественно несовмещенными, опорами, силы взаимодействия которых передают от одних элементов опор на другие элементы других опор звеньев и на корпус передачи.
2. Способ по п.1, отличающийся тем, что подшипниковую опору выходного звена выполняют вставной в глухое отверстие хвостовика герметичного звена, а вал выходного звена устанавливают в подшипник, преимущественно шариковый сферический, вставной опоры.
3. Способ по п.1, отличающийся тем, что подшипниковую опору входного звена устанавливают и закрепляют на хвостовике герметичного звена и в корпусе передачи.
4. Способ по п.1, отличающийся тем, что подшипниковую опору герметичного звена устанавливают и закрепляют на хвостовике герметичного звена.
5. Способ по п.1, отличающийся тем, что жесткое зубчатое колесо выходного звена устанавливают на шпонке и выполняют сдвоенным.
6. Устройство для осуществления способа сборки волновой передачи по любому из пп.1-5, отличающееся тем, что оно выполнено в виде трубы, с равнорасположенными в окружном и осевом направлениях резьбовыми отверстиями, надетой на кольцевой поясок внутренней негерметичной оболочки с относительной подвижностью и выполненной по крайней мере с одним зубчатым венцом и ввинченными в резьбовые отверстия трубы винтами с цилиндрическими концами, введенными в сквозные отверстия пояска внутренней гибкой негерметичной оболочки, при этом в выходном валу, подшипниковой опоре с хвостовиком, в расположенных на малой оси овала и хвостовике наружного генератора, в крышке передачи, соосно сквозным отверстиям в пояске во внутренней гибкой негерметичной оболочке, выполнены резьбовые отверстия.
| Способ сборки беззазорной волновой зубчатой передачи | 1987 |
|
SU1430640A1 |
| "ВОЛНОВЫЕ ЗУБЧАТЫЕ ПЕРЕДАЧИ" | |||
| Под ред | |||
| Д.П.ВОЛКОВА и А.Ф.КРАЙНЕВА, Киев, Технiка, 1976, с.198-199 | |||
| Е.Г.ГИНЗБУРГ "Волновые зубчатые передачи", Л.: Машиностроение, 1969, с.152-153 | |||

