Настоящее изобретение относится к агломерированному абразивному зерну, содержащему признаки, описанные в ограничительной части пункта 1 формулы изобретения, а также к способу его получения.
Агломерированные абразивные зерна известны в течение длительного времени в производстве абразивных материалов и обычно используются при производстве шлифовальных кругов и шлифовальных лент. В этих агломерированных отдельных абразивных зернах, имеющих заданный средний размер зерна, абразивные зерна удерживаются вместе посредством матрицы связующего. Неорганические или органические связующие могут быть использованы как связующие агенты, например, фенольные смолы часто используются как органические связующие, в то время как стеклянные или керамические материалы используются в качестве неорганических связующих.
Большим преимуществом агломерированных абразивных зерен является то, что тонкодисперсные маленькие абразивные зерна могут быть использованы в качестве первичных частиц, из которых образуется агломерированное абразивное зерно, которое состоит из множества отдельных зерен, и которое показывает совершенно иной механизм износа во время процесса измельчения по сравнению с отдельным зерном, имеющим сопоставимый размер.
Хотя, обычно, отдельные зерна деформируются и разрушаются в зависимости от условий давления в течение процесса измельчения, агломерированное абразивное зерно может быть специально отобрано и применено таким образом, что отдельные первичные абразивные зерна будут отделяться от связывающей их матрицы агломерированного абразивного зерна и что абразивное зерно, расположенное под ним, используется вместо него, так что новые режущие кромки подвергаются непрерывному воздействию. Такие агломерированные абразивные зерна, таким образом, имеющие длительный срок службы, характеризуются холодной резкой и образуют гомогенную непрерывную структуру поверхности в течение всего срока службы.
Чтобы обработать поверхность абразивами к абразивам предъявляются совершенно разные требования, зависящие от обрабатываемого материала, измельчаемого используемым методом и требуемого качества поверхности. Обработка поверхностей из различных материалов, таких как дерево, металл, керамики, натуральный камень или пластик и т.д., таким образом, требует различных условий и абразивов, которые могут быть адаптированы индивидуально под соответствующее применение.
Хотя только тип абразивного зерна и размер абразивного зерна может быть изменен при использовании отдельных абразивных зерен, использование агломерированных абразивных зерен обеспечивает многочисленные возможности для оптимизации агломерированного абразивного зерна под соответствующее применение.
Агломерированные абразивные зерна, состоящие из первичных мелкодисперсных абразивных зерен, скрепленных вместе посредством связующего на основе алюмосиликата, описаны в EP 2174751 A1. В применяемом неорганическом связующем, которое отверждается полностью при температуре ниже 450°С, формируются агломерированные абразивные зерна с очень высокой прочностью, которые имеют большие преимущества для ряда применений, в тех случаях, когда труднообрабатываемые материалы измельчают под высоким давлением. Однако, из-за их высокой прочности, эти агломерированные абразивные зерна не очень хорошо подходят для мягких условий шлифования.
В US 4799939 описывается разрушение агломератов, включающих отдельные абразивные зерна, расположенные в разрушенной матрице связующего и в полых телах. Предпочтительно, полые тела являются полыми сферами и делают связующее матрицы легкоразлагающимся. Полые сферы имеют маленький диаметр, такой, что большое число полых сфер по возможности включены в матрицу связующего. Предпочтительно, органические соединения, используются как связующие агенты.
В GB 2021626 раскрыт гранулят абразивного зерна, в котором абразивные зерна и порообразующие частицы удерживаются вместе посредством связующего на основе синтетической смолы. Гранулы имеют размер зерна 420 и 2000 мкм, в котором абразивные зерна имеют размер зерна менее 250 мкм и присутствуют в количестве от 15 до 40 процентов по объему, в то время как порообразующие частицы имеют размер от 44 до 297 мкм и присутствуют в количестве от 2 до 75 процентов по объему. Связующий агент присутствует в количестве от 10 до 50 процентов по объему. В связи с тем, что стало очевидно, что удовлетворительная связь достигнута, когда объем связующего будет значительно меньше, чем объем между твердыми частицами, конечные агрегаты могут составлять сеть пор, которые соединены друг с другом. Эта открытая пористость может достигать 50 процентов от общего объема агрегата.
Исходя из двух последних вышеупомянутых документов, относительно мягкие агломерированные абразивные зерна хорошо применимы в случаях, когда достигнуты легкие условия шлифования, в частности, когда предпочтительно использование связующих агентов синтетических смол.
Однако, из-за уже упомянутых различных материалов и различных условий шлифования, по-прежнему существует высокий спрос на конкретные агломерированные абразивные зерна для обработки поверхностей, в которых зерна были дополнительно разработаны и оптимизированы для конкретных операций шлифования, в частности, на такие материалы, которые должны быть немного обработаны при не очень больших давлениях. Эта проблема решается посредством агломерированного абразивного зерна, содержащего признаки, описанные в пункте 1. Дальнейшие уточнения и предпочтительные варианты осуществления изобретения агломерированного абразивного зерна являются предметом зависимых пунктов формулы изобретения.
Пытаясь разработать и оптимизировать агломерированное абразивное зерно для обработки, отличной от обработки уже обработанных материалов, стало ясно, что особенно хорошие результаты достигаются, когда соответствующее агломерированное абразивное зерно имеет относительно сильную связь между отдельными абразивными зернами и тем самым, одновременно определенные части имеют открытую и закрытую пористость. Прочное соединение достигается посредством матрицы связующего их алюмосиликата и щелочного силиката, имеющих молярное соотношение Al2O3 к SiO2 как 1:2 и 1:20, в котором матрица связующего отверждается при температуре ниже 500°С. Закрытая пористость может быть достигнута введением полых тел, которые смешиваются с отдельными абразивными зернами в течение производства агломерированного абразивного зерна. Регулирование открытой пористости осуществляется в основном количеством используемого связующего.
В связи с тем, что отверждение матрицы связующего происходит при температуре, которая чрезвычайно низкая для неорганического связующего, чувствительные к температуре отдельные абразивные зерна могут использоваться, чтобы получить из него стабильные агломерированные абразивные шлифовальные зерна. Отдельные абразивные зерна выбираются из группы, содержащей корунд, электрокорунд, спеченный корунд, оксид алюминия, циркония, карбид кремния, карбид бора, кубический нитрид бора, алмаз и их смеси. Предпочтительно использование смеси алюмосиликата, щелочного силиката натрия и воды для матрицы связующего, в котором мел, дымовой пепел, шлаки, каменная пыль, мелкий песок и активированная глина могут быть использованы как алюмосиликат, в котором включена очень маленькая часть, имеющая существенную активность для образования алюмосиликатных гелей с помощью реакции поликонденсации компонентов: силиката и алюмосиликата при температурах ниже 500°С.
Однако, в дополнение к этим полуфабрикатам, которые возникают в больших количествах как побочные продукты и отходы продуктов во время выделения энергии любые другие материалы также могут быть использованы как материалы, которые включают оксид алюминия и оксид кремния в указанных количествах и имеют достаточную химическую активность, чтобы инициировать поликонденсацию и чтобы образовывать трехмерные сетки SiO4 и AlО4 тетраэдров. Вместо этого также можно использовать алюмосиликаты, реакционноспособные оксиды алюминия или гидроксиды вместе с SiO2, обогащенным силикатом натрия.
Использование агломерированных абразивных зерен в соответствии с ЕР 2174751 показало, что высокая прочность агломерированных абразивных зерен, которая достигается посредством неорганической связи, оказывает негативное влияние в случае нескольких операций шлифования. В частности, в случае чувствительных материалов, были обнаружены поверхностные дефекты и приписаны тому, что в связи с очень прочной связью, распад отдельных изношенных абразивных зерен из агломерированного абразивного зерна уже больше не работает правильно в отношении определенных степеней давления, которое затем, в конечном итоге, приводит к поверхностным дефектам, когда отдельные абразивные зерна, например, выступают из матрицы связующего. Стало очевидным, что эти недостатки могут быть компенсированы с помощью полых тел, что приведет к тому, что структура и твердость агломерированных абразивных зерен могут быть специально адаптированы к характеристикам процесса шлифования. С увеличением количества полых тел агломерированное абразивное зерно действует мягче при использовании, в результате чего как ни удивительно, устойчивость к давлению агломерированного абразивного зерна, однако, не уменьшается, а скорее возрастает, так, что технологичность, транспортабельность и достаточная устойчивость агломерированного шлифовального зерна также сохраняется. Кроме того, стало очевидно, что высокие скорости абсорбции могут быть достигнуты вместе со снижением абразивного износа зерна, когда в дополнение к закрытой пористости, которая может быть достигнута с помощью введения полых тел, агломерированное абразивное зерно также состоит из части открытой пористости, которая может контролироваться с помощью количества связующего агента. Как открытая пористость, так и закрытая пористость должны составлять от 5 до 40% по объему. Кроме того, стало очевидно, что общая пористость агломерированного абразивного зерна должна быть ниже 50% по объему, так как склеивание отдельных зерен в агломерированные абразивные зерна очевидно дестабилизируется когда сумма открытой и закрытой пористости составляет 50% по объему или больше. Нахождение оптимального соотношения открытой пористости к закрытой пористости является предметом дальнейших испытаний.
В контексте настоящих работ, определение процентного соотношения по объему закрытой пористости, абразивных зерен и матрицы связующего осуществляется с помощью весовых частей соответствующих исходных материалов, при этом процентные соотношения по объему исходных материалов были рассчитаны посредством использования определенных количеств соответствующих весовых частей, основанных на процентом соотношении объема открытых пор, измеренных методом ртутной порометрии. Значения процентного соотношения по объему рассчитанные таким образом, проверены с помощью полированного шлифа. Таким образом, близкое соответствие между вычисленным процентным соотношением по объему и объемным распределением визуально определенных в определенных шлифах стало очевидным.
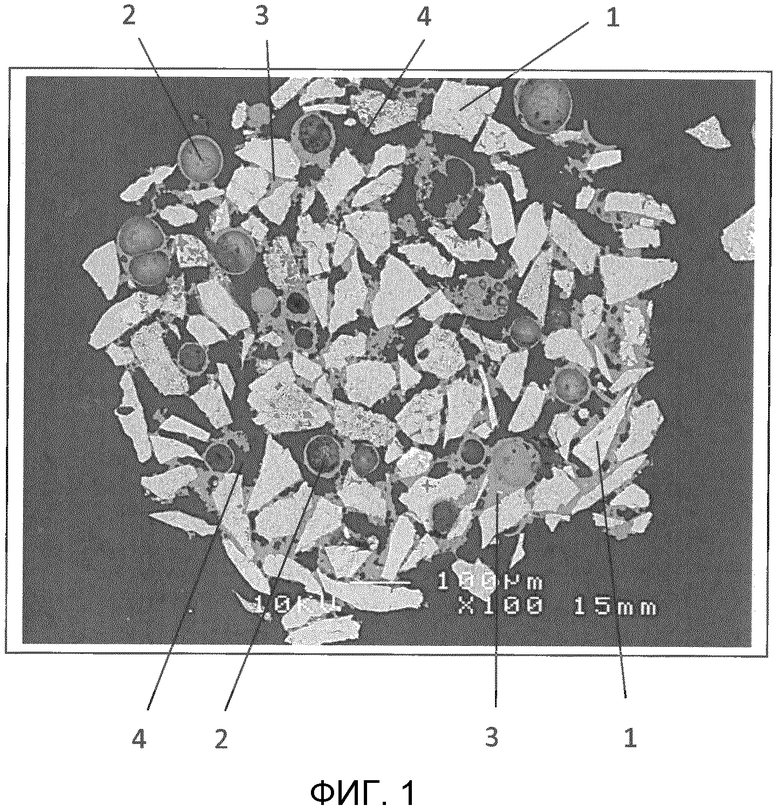
Пример такого шлифа приведен на Фиг. 1.
На Фиг. 1 показано изображение шлифа агломерированного абразивного зерна, сделанное с помощью сканирующего электронного микроскопа с увеличением в 100 раз. Агломерированное абразивное зерно, которое состоит из абразивных зерен оксида алюминия-циркония 1 (ZK 40 Ρ180, Treibacher Schleifmittel), стеклянных сфер 2 и связующего 3, имеет, по существу, сферическую форму, причем абразивные зерна циркония 1 могут быть идентифицированы как яркие нерегулярные области, стеклянные шарики 2 могут быть идентифицированы в виде сферических образований, включающих светлую границу, матрица 3 связующего может быть определена как серые области между абразивными зернами циркония и стеклянных шариков 2, а открытые поры 4 могут быть идентифицированы как темные участки рядом с серой областью между абразивными зернами циркония 1 и стеклянными шариками 2. Агломерированное абразивное зерно, показанное на Фиг. 1, соответствует композиции в соответствии с примером 4, в котором 30% по объему абразивных зерен заменены на полые тела.
Оптимальное сочетание трех различных факторов является объяснением для чрезвычайно хороших результатов измельчения. Первоначально, высокая прочность неорганической связи должна быть рассмотрена как имеющая дополнительное преимущество, что эта прочность достигнута при низкой температуре, так что термически менее стабильные абразивные зерна могут быть также обработаны без каких-либо проблем внутри неорганических связанных агломерированных абразивных зерен, имеющих внутреннюю прочностью на излом.
Возможные недостатки прочной связи компенсируются путем включений полых тел, которые слегка уменьшают прочность агломерированного абразивного зерна в целом и которые одновременно способствовали механизму самозатачивания, в котором поры в результате процесса измельчения разрушением полых тел дополнительно облегчают прямой контакт смазочно-охлаждающей жидкости с поверхностью материала, в результате чего улучшается качество поверхности обрабатываемого материала.
В тоже время, пространство является предусмотренным для крошки и удаленного материала. Преимущество результатов с открытыми порами обеспечиваются с помощью агломерированного абразивного зерна в соответствии с изобретением, так что связующий агент может проникнуть в агломерированное абразивное зерно через открытые поры с вложением агломерированного абразивного зерна в абразив, и что чрезвычайная стабильность включения агломерированного абразивного зерна в абразив является полученной. Этот эффект имеет очень положительное влияние на абразивную производительность, так как высокая доля абразивного износа обычно может привести к разрушению внутреннего абразивного зерна от связи, в частности, при работе шлифовальных лент, без абразивного зерна, принимающего значительное участие в процессе измельчения, который может быть предотвращен или по меньшей мере уменьшен посредством сильного связывания агломерированного абразивного зерна.
Из настоящей работы становится ясно, что как открытая пористость, так и закрытая пористость должна находиться в диапазоне от 5 до 40% по объему, в результате чего получится сумма открытой и закрытой пористости (общая пористость), однако, она должна быть меньше 50% по объему агломерированного абразивного зерна.
Предпочтительно, чтобы общая пористость была настолько высока, чтобы объемная плотность агломерированного абразивного зерна была бы меньше чем 1 г/см3, предпочтительнее меньше чем 0,9 г/см3. Полые тела любых материалов могут быть использованы как исходный материал для закрытых пор.
В связи с требуемой высокой прочностью связи агломерированного абразивного зерна, неорганические полые тела на основе оксида алюминия, оксида кремния, оксида циркония, оксида титана, оксида церия и/или их смесей являются предпочтительно используемыми. В этом контексте полые сферы из стекла, которые могут быть получены недорого на рынке в различных размерах, имеют особенно улучшенные свойства для использования их в агломерированном абразивном зерне, согласно данному изобретению.
Полые сферы из стекла имеют достаточную прочность, чтобы обеспечить требуемую прочность на разрыв агломерированного абразивного зерна. Они могут, кроме того, быть включены без каких-либо проблем в агломерированное абразивное зерно посредством неорганического связующего на основе алюмосиликата и щелочной силиката. Прочность полых сфер из стекла, таким образом, не настолько высока, чтобы самозатачивающийся механизм агломерированного абразивного зерна был бы разрушен.
В соответствии с предпочтительным вариантом осуществления изобретения, агломерированное абразивное зерно в соответствии с настоящим изобретением содержит от 5% по объему до 30% по объему матрицы связующего, от 60% по объему до 30% по объему абразивных зерен и от 0,5% по объему до 15% по объему полых тел. Выраженный в процентах по объему, предпочтительный вариант агломерированного абразивного зерна имеет от 5% по объему до 40% по объему матрицы связующего, от 10% по объему до 70% по объему абразивных зерен, от 5% по объему до 40% по объему полых тел и от 5% по объему до 40% по объему открытых пор. Процентное содержание по объему абразивных зерен в агломерированном абразивном зерне является предпочтительнее, чем процентное содержание по объему полых тел, при этом объемное соотношение абразивных зерен к полым телам предпочтительно должно составлять от 9:1 до 1.5:1 особенно предпочтительно должно составлять от 6:1 до 2:1. Особенно хорошие результаты были получены, когда приблизительно 30% по объему абразивного зерна были замещены на полые тела.
Несмотря на включенные полые тела и открытую пористость, из-за неорганического связующего, предел прочности зерна (СFF согласно Voilstadt) агломерированных абразивных зерен является относительно высоким и составляет от 10 Н до 40 Н. Соответствующие измерения трещиностойкости зерна были проведены с помощью испытательного устройства, которое было разработано для прочностных испытаний алмазов (Voilstadt, Diatest SI).
Абразивные зерна, таким образом, измельчаются в поршневой ячейке с максимальной силой (Разрушающее напряжение при сжатии = РНС), при которой выбросы зерна записываются.
Датчик давления является адаптированным к агломерированным абразивным зернам, которые должны быть измерены для диапазона измерений от 0 до 200 Ньютонов. Для приготовления образцов, подходящую фракцию просеивают в диапазоне от 850 до 710 мкм (= от 20 до 24 см), которая затем дополнительно сортируется с помощью вибрационного стола относительно формы зерна. От 150 до 200 каждых измерений проводятся с измерением фракций, полученных таким образом, так что достаточные статистические достоверные значения приводят к средней прочности зерна. Высокие значения РНС гарантируют хорошие технологичность и транспортабельность агломерированных абразивных зерен. Диаметр частиц абразивных зерен и полых тел в каждом случае включает средний диаметр частиц в сопоставимом диапазоне от 250 мкм до 5 мкм, в котором соотношение среднего размера частиц агломерированных абразивных зерен к среднему диаметру полых тел преимущественно между 2:1 и 1:2.
Предпочтительный вариант осуществления изобретения агломерированных абразивных зерен обеспечивает средний диаметр полых тел большим или равным среднему диаметру абразивных зерен соответственно. Процентное соотношение по объему ряда абразивных зерен к объемному ряду полых тел является существенным фактором для прочности агломерированного абразивного зерна. В зависимости от применения, агломерированное абразивное зерно может быть адаптировано к соответствующему целевому назначению посредством простого изменения этого соотношения, в результате чего процентное соотношение по объему полых тел предпочтительно от 6:1 до 2:1.
В связи с тем, что средний диаметр полых тел предпочтительно больше или равен среднему диаметру абразивных гранул, соответственно, предпочтительный вариант агломерированного абразивного зерна, ссылаясь на настоящее изобретение, таким образом, обеспечивает больше абразивных зерен, чем полых тел присутствует в агломерированном абразивном зерне в численном выражении.
В дополнение к описанным выше возможным вариантам регулировки открытой пористости, возможно изменять характеристики агломерированного абразивного зерна с помощью измерения матрицы связующего. В преимущественном варианте осуществления изобретения, связующее матрицы, таким образом, содержит приблизительно от 20% по весу до 60% по весу фосфата, от общей массы связующего агента. Кроме того, связующий агент может содержать приблизительно от 2% по весу до приблизительно 15% по весу зерен, содержащих зерна среднего размера 0,35 мкм. В этом случае, особенно выгодно использовать мелкие размеры зерен из группы, содержащей корунд, электрокорунд, спеченный корунд, оксид алюминия-циркония, карбид кремния, карбид бора, кубический нитрид бора, алмаз и/или их смеси. В связи с тем, что в частности, связующее матрицы является измененным посредством мелкого зерна, нет необходимости использовать мелкое зерно, которое эквивалентно соответственно использованным абразивным зернам. Таким образом, возможно использовать электрокорунд, который продается в больших количествах на рынке, в качестве мелкого зерна.
В дополнение к вышеперечисленным компонентам, связующее может дополнительно содержать наполнители и/или шлифовальные добавки, для достижения цели, с которой вводятся все известные наполнители и шлифовальные добавки, в частности, из группы сульфидов, фосфатов, карбонатов и/или галогенид- и/или сульфид-, фосфат-, карбонат-, и/или галоген-содержащих комплексных соединений из групп, содержащих элементы: натрий, кремний, калий, магний, кальций, алюминий, марганец, медь, цинк, железо, титан, сурьму и/или олово.
Агломерированное абразивное зерно, в соответствии с предпочтительным вариантом исполнения изобретения, имеет средний диаметр от 0,05 до 3 мм, в то время как средний размер зерна отдельного абразивного зерна, соединенного с другим в агломерированным абразивным зерном предпочтительно лежит от 30 мкм до 200 мкм.
Предметом настоящего изобретения является также способ получения агломерированного абразивного зерна, содержащего открытые поры от 5% по объему до 40% по объему, закрытую пористость от 5% по объему до 40% по объему и общей пористостью менее чем 50% по объему. Для этого, смесь каждого абразивного зерна, выбранного из группы, содержащей корунд, электрокорунд, спеченный корунд, оксид алюминия-циркония, карбид кремния, карбид бора, кубический нитрид бора, алмаз и/или их смеси и полые тела, которые обеспечивают агломерированное абразивное зерно с закрытой пористостью, включается в связующее матрицы на основе алюмосиликата и щелочного силиката, содержащего молярное соотношение Al2O3 к SiO2 в диапазоне от 1:2 до 1:20. Способ, содержащий следующие шаги:
- смешение абразивных зерен и полых тел со связующим агентом алюмосиликатом, щелочным силикатом и водой,
- сушка таких полученных агломерированных абразивных зерен зеленых частиц при температурах от 80°С до 150°С, классификация сушки агломерированного абразивного зерна зеленых частиц, чтобы определить размер зерна и классифицировать агломерированное абразивное зерно при температуре ниже 500°С.
Классификацию агломерированных абразивных зерен предпочтительно проводят по стандарту FEPA (Федерация европейских производителей абразивов).
Подробности изобретения будут дополнительно подробно описаны с помощью примеров.
Пример 1 (сравнение)
Для осуществления примера-сравнения, 3 кг абразивных зерен (ZK40 P180, Treibacher Schleifmittel) смешивали с 25 г метакаолина (OPACILITE, Imerys) и 333 г микро зернового корунда (ESX P1400F, TreibacherSchleifmittel) в интенсивном смесителе (РОЛ, Eirich) в течение 5 минут с противотоком. Одна часть смеси для производства гранул впоследствии была помещена на вращающийся стол для гранулирования (типа TR04, EIRICH) при 200 оборотах в минуту и под наклоном, соответствующим этапам 8 до 9 и была опрыскана разбавленным раствором силиката натрия (30%). В тоже время, последовательно добавляется смесь зерен и силиката натрия, гранул, которые образуются при транспортировке к краю тарелки гранулятора под действием силы тяжести, и добавляется в общей сложности 500 г раствора силиката натрия. Агломерированные абразивные зерна зеленых частиц, полученных таким образом, были классифицированы так, что фракция в диапазоне от 1180 мкм до 850 мкм была отделена, соответственно высушена в сушильной камере с рециркуляцией воздуха в течение часа при 125°С и затем прокалена в вращающейся печи при 450°С.
Примеры 2-5
Производство в примерах 2-5 проводили такими, как в примере 1, в котором, однако, 10% по объему абразивного зерна в каждом случае последовательно заменены на полые сферы на основе оксида кремния и оксида алюминия (е-сферы, Erbsloh), содержащие частицы со средним диаметром 80 мкм. 300 г абразивного зерна (ZK 40 P180) в каждом случае заменены на 34,5 г электронных сфер.
Примеры 7-9
Производство образцов проводилось также, как в примере 4, в котором, однако, часть открытых пор изменялась в соответствии с различными количествами связующего. Только 250 мл раствора силиката натрия вместе с 12,5 г метакаолина и 166,5 г корунда мелкого зерна как связующее были используемыми в примере 7. 750 мл или 1000 мл соответственно раствора силиката натрия вместе с 37,5 г или 50 г соответственно метакаолина и 499,5 г или 666 г соответственно ESK P 1400 F были использованы для примеров 8 или 9 соответственно.
Примеры 10 и 11
Производство агломерированных абразивных зерен было проведено аналогично примеру 4, в котором, однако, полые тела, имеющие более меньший средний диаметр частиц были использованы в примере 10 и полые тела, имеющие средний диаметр частиц были использованы в примере 11, в то время как оксид циркония ZK 40 P 180 все также используется в качестве отдельных абразивных зерен.
Шлифовальные тесты
Вулканизированный тканевый диск, посредством которого стальной стержень
1.4301 (X5CrNi18-10; V2A) диаметром 20 мм был подвержен истиранию, произведен из агломерированных абразивных зерен, имеющий средний размер частиц примерно 1 мм, в котором зерна были произведены в соответствии с вышеописанными примерами 1-11.
Пять шлифовальных интервалов в 30 сек были осуществлены в каждом случае со скоростью диска 30 м/с, 2700 об/мин с контактным давлением 20Н. В дополнение к удалению материала, износ зерна измеряли и G-отношение было рассчитано из него. Кроме того, поверхность оценивали визуально, при этом проводилось различие между очень хорошей = полностью однородной поверхностью, хорошей = однородной поверхностью, включающей небольшие неровности, средней = существенно однородной поверхностью, включающей четко видимые неровности и плохой = неоднородной поверхность. Состав и некоторые физические данные из примеров 1-11 приведены в таблице 1 ниже.
Примечания: проценты в объеме открытых пор были определены методом порометрии. На основе определенных значений, проценты по объему для абразивных зерен, матричного связующего и полых тел были посчитаны относительно используемых количеств. Для этой цели удельный вес 4,0 г/см3 для абразивных зерен, также как для мелких зерен использовался для связующего, удельный вес 2,4 г/см3 для кремнистого связующего (метакаолин, силикат натрия) и удельный вес 0,46 г/см3 для полых тел из стекла.
Результаты шлифовальных испытаний приведены в таблице 2 ниже.
Шлифовальные испытания ZK40 P180
На основе сравнительного примера 1, который не содержит включений полых тел, часть отдельных абразивных зерен была последовательно заменена с помощью полых тел в примерах 1-6. Путем замены 10% по объему абразивных зерен полыми телами (пример 2), значительное улучшение G-отношения (удаление материала и износ материала) уже может быть определено, в котором, в частности, качество поверхности также значительно улучшилось. Даже если предел прочности агломерированных абразивных зерен уменьшается посредством дальнейшей замены отдельных абразивных зерен полыми сферами, это не вызовет негативного влияния в отношении шлифовального теста, потому что режущая способность агломерата увеличивается, что является отражением высокой скорости удаления. В тоже время, предел прочности агломерированного абразивного зерна является все еще достаточно высоким, чтобы износ зерна сохранялся в определенных пределах так, чтобы достигались высокие G-степени. Лучшие результаты достигаются при замене около 30% по объему каждых абразивных зерен полыми телами (пример 4). Большая часть полых тел, как в примерах 5 и 6, в которых около 40% по объему или 50% по объему соответственно, абразивные зерна в каждом случае являются замененными на полые тела, приводя к дестабилизации агломерированных абразивных зерен, так что увеличивается износ зерна, все еще сохраняются очень хорошие степени удаления, приводя к уменьшению G-отношений, в которых очень хорошее качество поверхности, однако, это можно наблюдать, в частности, с примерами, содержащими большую часть полых тел.
Соотношение открытых пор к закрытым порам было изменено в примерах 7-9. Увеличение открытой пористости в примере 7 приводит к значительному ухудшению предела прочности и к повышенному износу зерен и в результате чего к снижению G-отношения по сравнению с примером 4. Даже при том, что снижение открытой пористости в примерах 8 и 9 приводит к увеличению сопротивления разрушению, это, однако, имеет положительное влияние на результат шлифования, поскольку высокий износ зерна может быть определен, несмотря на высокую прочность на разрыв агломерированного абразивного зерна.
Высокий износ зерна, возможно обусловлен тем фактом, что связующее агломерированных абразивных зерен, имеющее более низкую открытую пористость, не является оптимальным, в результате чего, разрушение внутреннего агломерированного абразивного зерна из общей связи является возможным и выступает с еще более высокой прочностью агломерированного абразивного зерна.
Корреляция между открытой пористостью и связыванием в абразив следует из возможности проникновения жидкого связующего агента в открытые поры через связывание агломерированного абразивного зерна и, таким образом, закрепляя агломерированные абразивные зерна в абразивах.
Размер полых тел варьировался в примерах и 11, в результате чего можно резюмировать, что лучшие результаты были получены, когда размер полых тел примерно соответствовал размеру частиц абразивных зерен. Особенно хорошие результаты были получены, когда средний размер полых тел был немного больше, чем средний размер частиц абразивных зерен.
В этом контексте, следует отметить еще раз вышеописанные принципы и предпочтительные варианты осуществления изобретения агломерированных абразивных зерен, в частности, при обработке поверхностей, когда используются материалы, которые должны быть обработаны умеренно, используя давления, которые не являются слишком высокими.
Другие принципы, которые являются предметом дальнейших тестов, могли бы возможно применить для других материалов и других условий шлифования.
Примеры 12-17
Производство в примерах 12-17 проводили также, как в примерах 1-6, в которых, однако, полурыхлый оксид алюминия FRPL, имеющий размер зерна P320, был использован вместо алюминия-циркония ZK40, имеющий размер зерна Р180, в качестве отдельных абразивных зерен. Размер полых тел был адаптирован соответственно, где полые тела, идентифицированные «Q-cel 5070» (Potters, Ballotini GmbH) на основе оксида кремния, имеющего средний диаметр частиц 55 мкм, вместо полых тел на основе оксида кремния и оксида алюминия, имеющего средний диаметр 80 мкм, были теперь смешанные с полурыхлым оксидом алюминия. Другие условия были сохранены.
Для осуществления примера 12, 3 кг абразивных зерен (FRPL P320, Treibacher Schleifmittel) смешивали с 25 г метакаолина (OPACILITE, Imerys) и 333 г микро зернового корунда (ESX P1400F, TreibacherSchleifmittel) в интенсивном смесителе {РОЛ, Eirich) в течение 5 минут с противотоком. Одна часть смеси для производства гранул впоследствии был помещена на вращающийся PEL Leti ZING стол (типа TR04, EIRICH) при 200 оборотах в минуту и под наклоном, соответствующим этапам 8 до 9 и была опрыскана разбавленным раствором силиката натрия (30%). В то же время, последовательно добавляется смесь зерен и силиката натрия, гранул, которые образуются при транспортировке к краю тарелки гранулятора под действием силы тяжести и собираются, и добавляется в общей сложности 500 г раствора силиката натрия. Агломерированное абразивное зерно зеленых частиц, полученных таким образом, были классифицированы, в котором фракция в диапазоне от 1180 мкм до 850 мкм были отделены, соответственно высушены в сушильной камере с рециркуляцией воздуха в течение часа при 125°С и затем прокалены во вращающейся печи при 450°С.
В примерах 13-17, 10% по объему абразивных зерен, в свою очередь были заменены соответственно на 10% по объему полых сфер, имеющих средний диаметр 55 мкм.
Примеры 18-20
Производство образцов 18-20 проводилось также, как в примере 15, в котором, однако, часть открытых пор изменялась в соответствии с различными количествами связующего. Только 250 мл раствора силиката натрия вместе с 12,5 г метакаолина и 166,5 г ESK P1400F, которое было использовано как связующее, были тем самым используемыми в примере 18. 750 мл или 1000 мл соответственно раствора силиката натрия вместе с 37,5 г или 50 г соответственно метакаолина и 499,5 г или 666 г соответственно ESK P 1400 F были использованы для примеров 13 или 20 соответственно.
Примеры 21 и 22
Производство агломерированного абразивного зерна было проведено аналогично примеру 15, в котором, однако, полые тела, имеющие более меньший средний диаметр частиц, был использован в примере 21 и полые тела, имеющие средний диаметр частиц, был использован в примере 22, в то время как полурыхлый оксид алюминия FRPL P320 все также используется в качестве отдельных абразивных зерен.
Шлифовальные тесты
Вулканизированный тканевый диск, посредством которого стальной стержень
1.4301 (X5CrNi18-10; V2A) диаметром 20 мм был подвержен истиранию, был произведен из агломерированных абразивных зерен, имеющий средний размер частиц примерно 1 мм, в котором зерна были произведены в соответствии с вышеописанными примерами 12-22.
Пять шлифовальных интервалов в 30 сек были осуществлены в каждом случае со скоростью диска 30 м/с, 3700 об/мин с контактном давлении 30Н. В дополнение к удалению материала, износ зерна измеряли и G-отношение были рассчитано из нее. Кроме того, поверхность оценивали визуально, при этом проводилось различие между очень хорошей = полностью однородной поверхностью, хорошей = однородной поверхностью, включающей небольшие неровности, средней = существенно однородной поверхностью, включающей четко видимые неровности и плохой = неоднородной поверхностью. Состав и некоторые физические данные из примеров 12-22 приведены в таблице 3 ниже.
Состав и некоторые физические данные, такие как трещиностойкость и объемная плотность, из агломерированных абразивных зерен, полученных в соответствии с примерами 12 до 22, приведены в Таблице 3. Проценты по объему абразивного зерна, связующего и полых тел были рассчитаны на основе измерения открытой пористости, как и в случае примеров, представленных в таблице 1.
Результаты шлифовальных испытаний приведены в таблице 4 ниже.
Шлифовальные испытания FRPL P320
Примеры 12-22 были созданы в соответствии с той же моделью, что и примеры 1-11. Удалось подтвердить принципы, которые уже были найдены в случае агломерированных абразивных зерен, состоящих из грубых абразивных зерен. Наилучшие результаты были, таким образом, получены из агломерированного абразивного зерна, в случае которых около 30% по объему отдельных абразивных зерен заменены на полые тела (пример 15). Было также подтверждено, для агломерированного абразивного зерна, состоящего из мелких абразивных зерен, что полые тела и абразивные зерна должны преимущественно иметь одинаковые размеры частиц, что следует из сравнения примеров 21 и 22 с примером 15.
Изобретение относится к агломерированному абразивному зерну и способу его изготовления. Агломерированное абразивное зерно с открытой пористостью от 5 до 40% по объему содержит множество отдельных абразивных зерен, выбранных из группы, состоящей из корунда, электрокорунда, спеченного корунда, оксида алюминия, циркония, карбида кремния, карбида бора, кубического нитрида бора, алмаза и их смесей, которые включены в матрицу связующего. Матрица связующего содержит алюмосиликат и щелочной силикат, имеющие молярное отношение Al2О3 к SiО2 от 1:2 до 1:20. Агломерированное абразивное зерно дополнительно содержит полые тела от 5% по объему до 40% по объему, которые включены в матрицу связующего и которые обеспечивают агломерированному абразивному зерну закрытую пористость, причем сумма закрытой и открытой пористости составляет менее 50% по объему агломерированного абразивного зерна. Способ получения агломерированного абразивного зерна включает смешивание абразивных зерен и полых частиц со связующим агентом из алюмосиликата, щелочного силиката и воды, высушивание сырых агломерированных абразивных зерен при температуре от 80°С до 150°С, сортировку до заданной зернистости абразива и отверждение при температуре ниже 500°С. Технический результат - повышение износостойкости абразивного зерна. 2 н. и 11 з.п. ф-лы, 1 ил., 4 табл., 22 пр.
1. Агломерированное абразивное зерно, содержащее множество отдельных абразивных зерен, которые включены в матрицу связующего, в котором
абразивные зерна выбраны из группы, состоящей из корунда, электрокорунда, спеченного корунда, оксида алюминия, циркония, карбида кремния, карбида бора, кубического нитрида бора, алмаза и их смесей;
матрица связующего содержит алюмосиликат и щелочной силикат, имеющие молярное отношение Al2О3 к SiО2 от 1:2 до 1:20;
матрица связующего отверждена при температуре ниже 500°С; и
агломерированное абразивное зерно имеет открытую пористость от 5 до 40% по объему,
отличающееся тем, что
в дополнение к абразивным зернам, агломерированное абразивное зерно содержит полые тела, которые включены в матрицу связующего и которые обеспечивают агломерированному абразивному зерну закрытую пористость, при этом полые тела имеют процент по объему от 5% по объему до 40% по объему, причем сумма закрытой и открытой пористости менее 50% по объему агломерированного абразивного зерна.
2. Агломерированное абразивное зерно по п. 1, отличающееся тем, что процент по объему абразивных зерен к проценту по объему полых тел имеет отношение от 9:1 до 1,5:1.
3. Агломерированное абразивное зерно по п. 2, отличающееся тем, что процент по объему абразивных зерен к проценту по объему полых тел имеет отношение от 6:1 до 2:1.
4. Агломерированное абразивное зерно по любому из пп. 1-3, отличающееся тем, что агломерированное абразивное зерно содержит от 10% по объему до 80% по объему абразивных зерен, от 5% по объему до 40% по объему полых тел, от 5% по объему до 40% по объему матрицы связующего и от 5% по объему до 40% по объему открытых пор.
5. Агломерированное абразивное зерно по любому из пп. 1-3, отличающееся тем, что абразивные зерна и полые тела имеют средний диаметр частиц в диапазоне от 250 мкм до 5 мкм, при этом отношение среднего диаметра частиц абразивных зерен к среднему диаметру полых тел составляет от 2:1 до 1:2.
6. Агломерированное абразивное зерно по любому из пп. 1-3, отличающееся тем, что полые тела выбраны из группы, состоящей из полых тел на основе оксида алюминия, оксида кремния, оксида циркония, оксида титана, оксида церия и/или их смесей.
7. Агломерированное абразивное зерно по п. 6, отличающееся тем, что полые тела являются полыми сферами, выполненными из стекла.
8. Агломерированное абразивное зерно по любому из пп. 1-3, отличающееся тем, что агломерированное абразивное зерно содержит от 5% по весу до 30% по весу матрицы связующего, от 60% по весу до 35% по весу абразивных зерен и от 0,3% по весу до 20% по весу полых тел.
9. Агломерированное абразивное зерно по любому из пп. 1-3, отличающееся тем, что агломерированное абразивное зерно имеет прочность разрушения зерна (ПЗЗ) по Vollstädt от 10 Н до 40 Н.
10. Агломерированное абразивное зерно по п. 4, отличающееся тем, что абразивные зерна и полые тела имеют средний диаметр частиц в диапазоне от 250 мкм до 5 мкм, при этом отношение среднего диаметра частиц абразивных зерен к среднему диаметру полых тел составляет от 2:1 до 1:2.
11. Агломерированное абразивное зерно по п. 4, отличающееся тем, что полые тела выбраны из группы, состоящей из полых тел на основе оксида алюминия, оксида кремния, оксида циркония, оксида титана, оксида церия и/или их смесей.
12. Агломерированное абразивное зерно по п. 4, отличающееся тем, что агломерированное абразивное зерно содержит от 5% по весу до 30% по весу матрицы связующего, от 60% по весу до 35% по весу абразивных зерен и от 0,3% по весу до 20% по весу полых тел.
13. Способ изготовления агломерированных абразивных зерен по любому из пп. 1-12, в котором смесь отдельных абразивных зерен и полых тел включают в матрицу связующего алюмосиликата и щелочного силиката, имеющих молярное отношение А12О3 к SiО2 от 1:2 до 1:20, включающий следующие этапы:
смешивают абразивные зерна и полые частицы со связующим агентом из алюмосиликата, щелочного силиката и воды;
высушивают сырые агломерированные абразивные зерна, полученные таким образом, при температуре от 80°С до 150°С;
сортируют высушенные сырые агломерированные абразивные зерна до заданной зернистости абразива; и
отверждают высушенные и отсортированные агломерированные абразивные зерна при температуре ниже 500°С.
| Способ приготовления лака | 1924 |
|
SU2011A1 |
| Колосоуборка | 1923 |
|
SU2009A1 |
| Колосоуборка | 1923 |
|
SU2009A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| СФЕРИЧЕСКИЕ ЗЕРНА КОРУНДА НА ОСНОВЕ ПЛАВЛЕНОГО ОКСИДА АЛЮМИНИЯ, А ТАКЖЕ СПОСОБ ИХ ПОЛУЧЕНИЯ | 2006 |
|
RU2378198C1 |

