Изобретение относится к водонепроницаемым теплоизоляционным резервуарам, преимущественно для хранения или транспортировки горячих или холодных жидкостей, в частности к резервуарам для низкотемпературных сжиженных газов.
В патентах, например FR-A-2798358, FR-A-2709725, FR-A-2549575 или FR-А-2398961, описаны резервуары хранения или транспортировки низкотемпературных сжиженных газов, в которых водонепроницаемый барьер или каждый водонепроницаемый барьер, преимущественно основной водонепроницаемый барьер, соприкасающийся с продуктом, содержащимся в резервуаре, состоит из тонколистовых металлических плит, водонепроницаемо соединенных друг с другом отогнутыми краями, которые образуют гармошку, способную деформироваться с каждой стороны приваренного фланца.
Для создания водонепроницаемых сварных швов, соединяющих листовые металлические плиты с отогнутыми краями и приваренные фланцы на протяжении длинных отрезков, могут использоваться электрические сварочные машины, например, такие как описаны в патентах FR-A-2172837 или FR-A-2140716. Такая сварочная машина, которая является относительно тяжелой, перемещается по границе проплавления, будучи прижатой к листовым металлическим плитам, отогнутые края которых она сваривает друг с другом. Этот прижим достигается за счет наклона оси ведущих роликов машины вперед в направлении движения машины. Соответственно сварочная машина способна осуществлять сварку всех стенок резервуара, даже вертикальных стенок и крыши, оставаясь постоянно и прочно прижатой к слою листовых металлических плит, отогнутые края которых он сваривает друг с другом.
В резервуаре упомянутого типа существуют области, в которых продвижение сварочной машины, создающей сварные швы между отогнутыми краями листовых металлических плит и приваренным фланцем, должно прерываться, например, в конце стенки вблизи угла резервуара. В этом случае возникает сложность с обеспечением непрерывности металлической оболочки в этой области с учетом того, что водонепроницаемый барьер может подвергаться высоким напряжениям при растяжении, возникающим, когда это уместно, вследствие теплового сжатия при деформации несущей конструкции в море и/или при перемещениях груза в море, таких как плескание.
В одном из вариантов осуществления изобретения предложен способ создания водонепроницаемого барьера для стенки водонепроницаемого теплоизоляционного резервуара, преимущественно нижней стенки резервуара, включающий:
установку на теплоизоляционном барьере, который имеет плоскую опорную поверхность для водонепроницаемого барьера, повторяющейся конструкции, содержащей попеременно полосу листового металла и продолговатый приваренный фланец, соединенный с опорной поверхностью, таким образом, чтобы приваренный фланец проходил параллельно полосе листового металла на протяжении, по меньшей мере, части длины полосы листового металла, а отогнутые боковые края полосы листового металла находились рядом с соседними приваренными фланцами,
водонепроницаемое сваривание отогнутого бокового края с приваренным фланцем с использованием прямого сварного шва, параллельного опорной поверхности, на протяжении первого продольного участка полосы листового металла,
продолжение прямого сварного шва, концевой участок которого отклоняется в направлении верхнего угла отогнутого бокового края и сходится с верхним углом отогнутого бокового края,
формирование водонепроницаемого торцевого углового сварного шва между верхним углом отогнутого бокового края полосы листового металла и верхним углом отогнутого бокового края соседней полосы листового металла на протяжении второго продольного участка полосы листового металла таким образом, чтобы торцевой угловой сварной шов водонепроницаемо сходился с концевым участком сварного шва.
Варианты осуществления этого способа могут содержать один или несколько из следующих признаков:
В одном из вариантов осуществления формируют прямой сварной шов с использованием сварочной машины, которая при перемещении опирается на две соседние полосы листового металла вдоль отогнутых боковых краев, при этом сварочная машина имеет вращающиеся роликовые электроды и ведущие ролики, способные захватывать отогнутые боковые края, оси ведущих роликов наклонены в вперед в направлении движения машины относительно направления, перпендикулярного полосам листового металла.
В одном из вариантов осуществления формируют концевой участок сварного шва путем отклонения траектории сварочной машины в направлении верхнего угла отогнутых боковых краев.
В одном из вариантов осуществления сварочная машина перемещают по наклонной плоскости полос листового металла, чтобы отклонить ее траекторию в направлении верхнего угла отогнутых боковых краев.
В одном из вариантов осуществления формируют концевой участок сварного шва путем отклонения сварочного элемента относительно рамы сварочной машины в направлении верхнего угла отогнутых боковых краев. С этой целью используют сварочную машину, у которой сварочная горелка установлена с возможностью перемещения относительно рамы машины, например, на шарнире, ось которого проходит поперечно направлению движения машины, или на ползуне, перпендикулярном стенке резервуара. Такой вариант осуществления способа позволяет формировать отклоненный концевой участок без отрыва машины от отогнутых краев металлической оболочки, что без сомнения является предпочтительным, когда сварной шов находится на вертикальной стенке или крыше резервуара.
В одном из вариантов осуществления над верхним углом отогнутых боковых краев помещают защитную пластину с целью сохранения зазора между электродами сварочной машины, когда они достигают верхнего угла на концевом участке сварного шва. Такая защитная пластина может иметь толщину, преимущественно равную общей толщине двух соседних отогнутых боковых краев и помещающегося между ними приваренного фланца.
В одном из вариантов осуществления концевой участок сварного шва заканчивается ниже верхнего угла отогнутых боковых краев, и в этом случае удаляется верхний участок отогнутых боковых краев, расположенный над самой верхней частью сварного шва.
В одном из вариантов осуществления верхний участок отогнутых боковых краев удаляют за счет местного выреза в полосе листового металла таким образом, чтобы самая верхняя часть сварного шва находилась преимущественно на дне местного выреза. Такой местный вырез может иметь закругленную форму.
В одном из вариантов осуществления верхний участок отогнутых боковых краев удаляют на протяжении второго продольного участка полосы листового металла.
В одном из вариантов осуществления формируют концевой участок сварного шва до продольной стороны приваренного фланца, и удаляют верхний участок приваренного фланца, который проходит дальше верхнего угла отогнутых боковых краев, после формирования концевого участка сварного шва, при этом удаляют верхний участок приваренного фланца на отрезке между концевым участком сварного шва и продольной стороной приваренного фланца.
В одном из вариантов осуществления помещают соответствующую защитную пластину с каждой стороны приваренного фланца над верхним углом отогнутых краев с целью сохранения зазора между электродами сварочной машины, когда они достигают верхнего угла на концевом участке сварного шва. Например, каждая защитная пластина может иметь толщину, преимущественно равную толщине одного отогнутого края полосы листового металла.
В одном из вариантов осуществления изобретения предложен водонепроницаемый и теплоизоляционный резервуар, установленный внутри несущей конструкции, содержащей по меньшей мере одну несущую стенку, при этом резервуар имеет по меньшей мере одну стенку, проходящую вдоль несущей стенки или каждой несущей стенки, стенка резервуара содержит водонепроницаемый барьер и теплоизоляционный барьер, расположенный между водонепроницаемым барьером и несущей стенкой, теплоизоляционный барьер имеет плоскую опорную поверхность для водонепроницаемого барьера, который имеет повторяющуюся конструкцию, содержащую попеременно полосы листового металла на опорной поверхности и продолговатые приваренные фланцы, соединенные с опорной поверхностью и проходящие параллельно полосам листового металла на протяжении, по меньшей мере, части длины полос листового металла, которые имеют отогнутые боковые края рядом с соседними приваренными фланцами, при этом по меньшей мере одна из полос листового металла содержит:
первый продольный участок, на котором отогнутый боковой край водонепроницаемо приварен к приваренному фланцу прямым сварным швом, параллельным опорной поверхности,
второй продольный участок, на котором отогнутый боковой край водонепроницаемо приварен к отогнутому боковому краю соседней полосы листового металла торцевым угловым швом, и
промежуточный участок, на котором водонепроницаемо соединены торцевой угловой шов на втором участке и прямой сварной шов на первом участке, при этом сварной шов имеет концевой участок, который отклонен в направлении верхнего угла и сходится с верхним углом отогнутого края на промежуточном участке полосы листового металла, а торцевой угловой шов продолжается на промежуточном участке и создает водонепроницаемый стык с концевым участком сварного шва.
В одном из вариантов осуществления верхний угол отогнутого бокового края полосы листового металла является прямым и параллельным опорной поверхности на промежуточном участке полосы листового металла.
В одном из вариантов осуществления номинальная высота отогнутого бокового края на втором продольном участке равна высоте отогнутого бокового края на первом продольном участке.
В другом варианте осуществления номинальная высота отогнутого бокового края на втором продольном участке является меньшей, чем высота отогнутого бокового края на первом участке.
В одном из вариантов осуществления в отогнутом боковом крае выполняют вырез на промежуточном участке полосы листового металла, чтобы опустить верхний угол отогнутого края, при этом на дне выреза торцевой угловой шов сходится с отклоненным концевым участком сварного шва.
В одном из вариантов осуществления, применимом, например, для изготовления угловой конструкции резервуара, резервуар дополнительно содержит удерживающую арматуру, расположенную вдоль одного края несущей стенки и соединенную с несущей конструкцией, чтобы реагировать на растягивающую нагрузку, при этом удерживающая арматура содержит плоский соединительный элемент, расположенный в пограничной области стенки резервуара на определенном расстоянии от несущей стенки и позволяющий теплоизоляционному барьеру проходить между плоским соединительным элементом и несущей стенкой, к соединительному элементу в пограничной области стенки резервуара приварена полоса листового металла, имеющая продольный край, между продольным краем и одним концом приваренного фланца проходит второй продольный участок полосы листового металла, представляющий собой пограничный участок, верхний угол отогнутого бокового края на пограничном участке полосы листового металла постепенно поднимается от края продольной стороны до номинальной высоты второго продольного участка.
В одном из вариантов осуществления полоса листового металла и приваренный фланец изготовлены из инвара.
Такой резервуар может входить в состав берегового хранилища, например, для СПГ или может устанавливаться на плавучей конструкции вблизи береговой линии или на глубине, преимущественно на танкере-метановозе, плавучей системе хранения и регазификации (FSRU), плавучей системе добычи, хранения и выгрузки (FPSO) и т.п.
В одном из вариантов осуществления предложено судно для транспортировки холодного жидкого продукта, которое имеет двойной корпус, в котором установлен резервуар.
В одном из вариантов осуществления изобретения также предложен способ погрузки или разгрузки такого судна, включающий транспортировку холодного жидкого продукта по изолированным трубам от или до плавучего или берегового хранилища, до или от резервуара на судне.
В одном из вариантов осуществления изобретения также предложена система транспортировки холодного жидкого продукта, содержащая упомянутое судно, изолированные трубы, соединяющие резервуар, установленный в корпусе судна, с плавучим или береговым хранилищем, и насос для подачи потока холодного жидкого продукта по изолированным трубам от или до плавучего или берегового хранилища до или от резервуара на судне.
В основу изобретения положена идея обеспечения или восстановления водонепроницаемости оболочки из листового металла с отогнутыми боковыми краями между, с одной стороны, областью, в которой может быть сформирован сварной шов машиной, перемещающейся параллельно опорной поверхности водонепроницаемого барьера, и, с другой стороны, областью, в которой формируется водонепроницаемый сварной шов в углу отогнутых краев. Другая идея, лежащая в основе изобретения, состоит в обеспечении этой водонепроницаемости с одновременным сохранением прочности и долговечности металлической оболочки. Некоторые особенности изобретения вытекают из идеи, согласно которой направляют сварочную машину по траектории, избегать которой она рассчитана.
Изобретение будет лучше понято, и другие его задачи, подробности, признаки и преимущества станут более ясными из следующего далее описания нескольких частных вариантов осуществления, которые приведены исключительно в качестве неограничивающей иллюстрации со ссылкой на сопровождающие чертежи.
На чертежах:
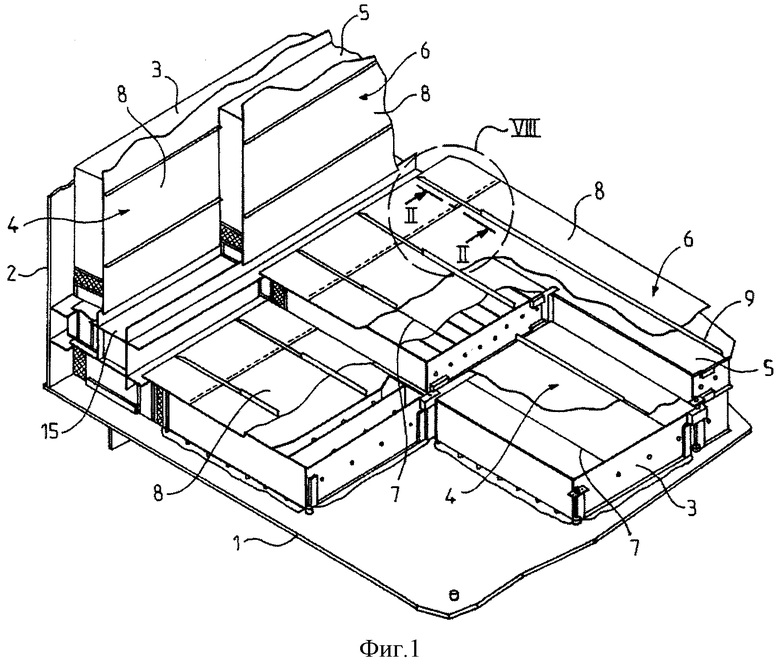
на фиг.1 показан частичный перспективный вид выреза в стенке водонепроницаемого и теплоизоляционного резервуара, в котором могут применяться варианты осуществления изобретения,
на фиг.2 показан вид в плане в плоскости II-II одной из деталей водонепроницаемой оболочки стенки резервуара, проиллюстрированной на фиг.1,
на фиг.3 показаны последовательные стадии способа создания водонепроницаемой оболочки согласно первому варианту осуществления,
на фиг.4 и 5 показаны варианты способа, проиллюстрированного на фиг.3,
на фиг.6 показаны последовательные стадии способа создания водонепроницаемой оболочки согласно второму варианту осуществления,
на фиг.7 показаны последовательные стадии способа создания водонепроницаемой оболочки согласно третьему варианту осуществления,
на фиг.8 показан частичный перспективный вид торцевой области водонепроницаемой оболочки на фиг.1,
на фиг.9 показан частичный перспективный вид центральной области водонепроницаемой оболочки,
на фиг.10 схематически показан вид с вырезом водонепроницаемого и теплоизоляционного резервуара танкера-метановоза и погрузочно-разгрузочного терминала этого резервуара.
Далее в описании рассмотрен водонепроницаемый барьер, имеющий повторяющуюся конструкцию, содержащую поочередно полосы листового металла на опорной поверхности и продолговатые приваренные фланцы, соединенные с опорной поверхностью и проходящие параллельно полосам листового металла на протяжении, по меньшей мере, части длины полос листового металла, при этом полосы листового металла имеют отогнутые боковые края рядом с соседними приваренными фланцами.
Такая конструкция применяется, например, в резервуарах танкеров-метановозов типа NO96, предлагаемых на рынке заявителем. На фиг.1 показан схематический перспективный вид с вырезом водонепроницаемых и теплоизоляционных стенок такого резервуара в углу между нижней стенкой и поперечной стенкой.
В этом случае несущая конструкция резервуара состоит из внутреннего корпуса судна с двойным корпусом, нижняя стенка которого обозначена позицией 1, и из поперечных перегородок 2, которые образуют отсеки во внутреннем корпусе судна. Для каждой стенки несущей конструкции изготавливается соответствующая стенка резервуара путем последовательного наложения вспомогательного изоляционного слоя 3, вспомогательного водонепроницаемого барьера 4, основного изоляционного слоя 5 и основного водонепроницаемого барьера 6. В углу между двумя стенками вспомогательные водонепроницаемые барьеры 4 обеих стенок и основные водонепроницаемые барьеры 6 обеих стенок соединены соединительным кольцом 15 в виде трубки квадратного сечения, которая способна поглощать растягивающие нагрузки вследствие теплового сжатия в результате деформации корпуса в море и перемещений груза. Одна из возможных конструкций соединительного кольца 15 подробнее описана в патенте FR-A-2549575.
Вспомогательный и основной водонепроницаемые барьеры 4 и 6 состоят в каждом случае из последовательности параллельных поясов 8 из инвара с отогнутыми краями, чередующихся с продолговатыми сварными опорами 9 также из инвара. Каждая из сварных опор 9 установлена на нижележащем изоляционном слое, например помещается в канавках 7, выполненных в обшивочных листах блоков, заполненных изоляционным материалом. Эта чередующаяся конструкция формируется по всей поверхности стенок и может иметь очень большую длину. На ее протяжении между отогнутыми краями поясов и помещающимися между ними сварными опорами могут формироваться водонепроницаемые сварные швы в виде прямых сварных швов, параллельных стенке, с использованием описанной во вводной части сварочной машины.
Расположенный вблизи угла концевой участок вспомогательного и основного водонепроницаемых барьеров 4 и 6 на нижней стенки резервуара формируется иначе, чем центральный участок. Этот концевой участок 8 лучше виден на фиг.8, на которой для простоты отдельно показан основной водонепроницаемый барьер 6.
Пояса 8 с отогнутыми краями не соединены непосредственно с соединительным кольцом 15. Между ними помещается ряд обшивочных листов 12 из инвара. Один обшивочный лист 12 имеет край 13, непрерывно приваренный к одному фланцу соединительного кольца 15, чтобы реагировать на растягивающие нагрузки. Отогнутые края 16 обшивочного листа 12 имеют сложный профиль, содержащий наклонный участок 17, который постепенно поднимается от края 13 в направлении поясов 8, затем горизонтальный участок 18, высота которого равна высоте отогнутых краев 20 поясов 8. Обшивочные листы 12 непрерывно и водонепроницаемо сварены друг с другом встык в верхнем углу отогнутых краев 16. Этот торцевой угловой шов может быть сформирован вручную методом сварки вольфрамовым электродом в среде инертного газа с использованием нерасходуемого электрода.
Обшивочные листы 12 соединены с поясами 8 в области 21 перекрытия, в которой край 22 обшивочных листов, противоположный краю 13, непрерывно и водонепроницаемо приварен к поясам, при этом отогнутые края 16 обшивочных листов охватывают отогнутые края 20 поясов. Водонепроницаемый сварной шов в углах обшивочных листов 12 распространяется на эту область, а затем достигает верхнего угла отогнутых краев 20 поясов 8 в направлении сварной опоры 9.
Сварная опора 9 помещается между концами двух поясов 8 в перекрывающейся области или немного не доходя этой области. Тем не менее, начиная с конечной точки 11, верхний участок 25 это опоры выравнен, и высота сварной опоры 9 является такой же, как и высота отогнутых краев 20, за счет чего облегчается формирование между ними водонепроницаемого торцевого углового сварного шва.
На всем протяжении центрального участка стенки резервуара и непосредственно вплоть до торцевой области 10 водонепроницаемое соединение между отогнутыми краями 20 поясов 8 и сварными опорами 9 осуществляется с использованием прямых сварных швов 26, которые достигают примерно середины высоты отогнутых краев 20 с каждой стороны сварной опоры 9. Эти сварные швы 26 проходят строго параллельно опорной поверхности, на которую опирается водонепроницаемый барьер, поскольку сварочная машина, которая выполняет их, перемещается по этой поверхности и прочно прижата к ней. Тем не менее, из-за недостатка пространства сварочная машина с роликовыми электродами должна быть остановлена незадолго до достижения угла резервуара. Соответственно необходимо обеспечить водонепроницаемое соединение между концевым участком сварного шва 26 на стороне посередине резервуара и торцевым угловым сварным швом, сформированным в обшивочных листах 12 и области 21 перекрытия.
В качестве одного из возможных способов сделать это - осуществить местный вырез отогнутых краев 20 поясов 8 по концу сварного шва 28, чтобы их верхний угол опустился и сошелся со сварным швом 26. Затем торцевой угловой сварной шов может быть продолжен до дна этого выреза, пока не будет сформирован непрерывный стык со сварным швом 26. Тем не менее, с учетом того, что сварной шов 26 достигает примерно середины высоты отогнутых краев 20, этот местный вырез образует значительную область ослабления прочности отогнутых краев 20 поясов 8, в которой существует вероятность сосредоточения напряжений и преждевременного разрушения вследствие усталости.
Один из предпочтительных способов проиллюстрирован на фиг.2. Для обозначения таких же элементов, как на фиг.1 и 8, используются одинаковые позиции. В этом случае на конце сварного шва 26 находится прямой участок 27, продолжающий шов, сформированный в центральной части резервуара, за которым следует отклоняющийся участок 28, который поднимается относительно опорной поверхности, пока он не сойдется или не коснется верхнего угла 32 отогнутых краев 20, после чего следует конечный прямой участок 29, который заканчивается в точке 30. В этом случае торцевой угловой сварной шов 31 может быть продлен от области 21 перекрытия вплоть до участка 29 сварного шва с целью обеспечения водонепроницаемого стыка в области 35.
В качестве одного из возможных способов формирования отклоняющегося участка 28 и конечного участка 29 на пояса 8 с каждой стороны отогнутых краев 20 помещают наклонные плоскости 40, как показано на фиг.8, и перемещают по ним сварочную машину. Наклонные плоскости 40 имеют профиль, сходный с профилем участков 28 и 29 сварного шва, который должен быть сформирован.
На фиг.3 проиллюстрирован первый вариант осуществления способа водонепроницаемого соединения поясов на концевом участке 10 водонепроницаемого барьера.
На первой стадии с использованием описанной ранее машины формируют сварной шов 26 с участками 27, 28 и 29 в области, в которой присутствует верхний участок 25 сварной опоры 9. Присутствие сварной опоры 9 препятствует замыканию накоротко сварочных электродов машины при достижении верхнего угла 32 отогнутых краев 20. На второй стадии выравнивают верхний участок 25 сварной опоры по участкам 28 и 29 сварного шва, как указано линией 33. Соответственно обозначенное позицией 11 положение конечной точки верхнего участка 25 изменяется на положение, обозначенное позицией 19. На третьей стадии продолжают торцевой угловой сварной шов 31, пока он не сойдется с конечным участком 29 сварного шва.
На фиг.4 проиллюстрирован один из вариантов этого способа, в котором на первой стадии с каждой стороны сварной опоры 9 используют защитные металлические пластины 37, чтобы обеспечить большую длину перемещения роликовых электродов выше сварной опоры 9 без риска замыкания накоротко, когда машина отсоединяется от отогнутых краев 20 в конце перемещения. Остальные стадии остаются без изменений. Пластина 37 может иметь толщину, как у пояса 8.
На фиг.5 показан другой вариант этого способа, в котором первую стадию осуществляют в области, в которой сварная опора 9 отсутствует или уже выравнена. Защитная пластина 38, распложенная над верхним углом 32 отогнутых краев 20, защищает сварочные электроды от замыкания накоротко в конце формирования отклоняющегося участка 28. Пластина 38 может иметь толщину, равную общей толщине сварной опоры 9 и двух поясов 20.
На фиг.6 проиллюстрирован второй вариант осуществления способа водонепроницаемого соединения поясов на концевом участке 10 водонепроницаемого барьера.
На первой стадии с помощью описанной выше машины формируют сварной шов с участками 27, 28 и 29. Затем после достижения конечной точки 11 верхнего участка 25 сварной опоры 9 формируют отклоняющийся участок 28. В качестве альтернативы отклоняющийся участок 28 также может быть сформирован там, где присутствует верхний участок 25, как на фиг.3, а затем выравнен. Формируют конечный участок 29 сварного шва 26 ниже верхнего угла 32 отогнутых краев 20 на расстоянии 39 от него. Это расстояние 39 обеспечивает сохранение контакта роликовых электродов сварочной машины с отогнутым краем 20 при формировании участка 29 и тем самым предотвращение их замыкания накоротко.
На второй стадии выполняют в верхней части сварной опоры местный закругленный вырез 41, чтобы опустить верхний угол 32, пока он не сойдется с конечным участком 29 сварного шва 26. На третьей стадии продлевают торцевой угловой шов 31, пока он не сойдется с участком 29 сварного шва 26 на дне 42 закругленного выреза 41. Поскольку вырез 41 имеет небольшую глубину, не превышающую одной четверти высоты отогнутых краев 20, он не слишком значительно ослабляет прочность отогнутых краев 20.
На фиг.7 проиллюстрирован третий вариант осуществления способа водонепроницаемого соединения поясов на концевом участке 10 водонепроницаемого барьера. Первая стадия является такой же, как в способе, проиллюстрированном на фиг.6. На второй стадии выравнивают отогнутые края 20 таким образом, чтобы высота их верхней части незначительно превышала расстояние 39 и они сходились с конечным участком 29 сварного шва 26 и проходили в длину от области 21 перекрытия поясов 8 и обшивочных листов 12 вплоть до обрезанной кромки 45 за отклоняющимся участком 28 сварного шва, как указано линией 43. Соответственно линия 43 обозначает новое положение верхнего угла отогнутых краев 20, в котором формируется верхний угол торцевого углового сварного шва 31, пока он водонепроницаемо не сойдется с конечным участком 29 сварного шва 26.
Способы, проиллюстрированные на фиг.3 и 7, преимущественно позволяют обеспечивать в плоской области отогнутых краев 20 между торцевым угловым сварным швом 31 и сварным швом 26 водонепроницаемый стык, геометрия которого, вероятно, не вызывает концентрации напряжений.
Эти способы могут применяться для создания основной и/или вспомогательной водонепроницаемых оболочек в углах резервуара, а также для ремонтных работ. Также могут осуществляться ремонтные работы, предусматривающие формирование вручную водонепроницаемого стыка торцевого углового шва с выполненным машиной сварным швом в различных точках резервуара, преимущественно в центральной части нижней стенки. Один из примеров такого ремонта описан далее со ссылкой на фиг.9.
На фиг.9 показан участок основной оболочки 6 в центральной области нижней стенки проиллюстрированного на фиг.1 резервуара. Одинаковые элементы обозначены одинаковыми позициями. Предполагается, что пояс 8 посередине фиг.9 поврежден на ограниченном участке. Чтобы отремонтировать оболочку на этом участке, должно быть выполнено несколько операций:
выравнивание верхнего участка сварных опор 9 и отогнутых краев 20 на ремонтируемом участке 50, например, на уровне порядка 50 см; ремонтируемый участок 50 включает часть пояса, который должен быть отремонтирован, и участки с каждой стороны от нее,
резку пояса 8 по двум поперечным линиям и двум продольным линиям, проходящим по сгибу отогнутых краев, с целью удаления поврежденного участка,
установку нового участка пояса 47 большего размера, чем удаленный участок, с целью обеспечения продольного перекрывания с поясами, оставшимися на месте на концах 45 и 46,
водонепроницаемую сварку нового участка пояса с поясами, оставшимися на месте на концах 45 и 46,
размещение отогнутых краев 20 нового участка пояса 47 вблизи сварных опор 9 и формирование водонепроницаемого сварного шва 31 в их верхнем углу по всей длине ремонтируемого участка 50, и
формирование водонепроницаемого соединения между торцевыми угловыми швами 31 и сварным швом 26 поясов 8, которые остались на месте. Для этого, как показано на подробное увеличенном виде на фиг.9, сварочная машина может пройти вдоль существующего шва 26 с отклонением ее траектории, например, с использованием наклонной плоскости с целью формирования отклоняющегося участка 28, который сходится с торцевым угловым швом 31. Конечный участок 29 сварного шва выполняют предпочтительно преимущественно параллельно верхнему углу 32 отогнутых краев 20, чтобы создать значительную область 35 перекрытия с торцевым угловым швом 31.
В одном из вариантов осуществления для формирования отклоняющегося участка 28 сварного шва 26 вместо использования наклонных плоскостей 40 резко отклоняют траекторию сварочной машины, например, путем толчка, чтобы машина отклонилась от верха отогнутых краев 20.
Термины "верх", "низ", "верхний" и "нижний" использованы выше для описания оболочки, находящейся на нижней стенке резервуара. Тем не менее, оболочки могут формироваться или ремонтироваться аналогичным образом на остальных стенках резервуара, преимущественно на боковых стенках и крыше. Соответственно термины "верх", "низ", "верхний" и "нижний" должны интерпретироваться с учетом положения стенки, а не обязательно направления гравитационного поля земли.
Описанные выше методы формирования водонепроницаемой оболочки могут применяться в резервуарах различных типов, например, для формирования основной водонепроницаемой оболочки и/или вспомогательной водонепроницаемой оболочки резервуара для СПГ берегового хранилища или плавучего устройства, такого как танкер-метановоз и т.п.
На фиг.10 показан вид с вырезом танкера-метановоза 70 с водонепроницаемым и изолированным резервуаром 71 призматической общей формы, установленным в двойном корпусе 72. Стенка резервуара 71 содержит основной водонепроницаемый барьер, соприкасающийся с СПГ, содержащимся в резервуаре, вспомогательный водонепроницаемый барьер между основным водонепроницаемым барьером и двойным корпусом 72 и два изоляционных барьера, соответственно между основным водонепроницаемым барьером и вспомогательным водонепроницаемым барьером и между вспомогательным водонепроницаемым барьером и двойным корпусом 72.
Погрузочно-разгрузочные трубы 73 на верхней палубе судна могут быть известным способом с использованием соответствующих соединителей соединены с морским или береговым терминалом для транспортировки СПГ из резервуара 71 или в резервуар 71.
На фиг.10 проиллюстрирован один из примеров морского терминала, содержащего погрузочно-разгрузочную станцию 75, подводный трубопровод 76 и береговое хранилище 77. Погрузочно-разгрузочной станцией 75 является стационарное морское сооружение, содержащее подвижный рукав 74 и вышку 78, на которую опирается подвижный рукав 74. Подвижный рукав 74 содержит пучок изолированных гибких шлангов 79, которые могут подсоединяться к погрузочно-разгрузочным трубам 73. Ориентируемый подвижный рукав 74 может быть адаптирован к танкерам-метановозам всех размеров. Внутри мачты 78 проходит непоказанная соединительная труба. Погрузочно-разгрузочная станция 75 позволяет загружать СПГ в танкер-метановоз 70 из берегового хранилища 77 и выгружать СПГ из танкера-метановоза 70 в береговое хранилище 77. Береговое хранилище 77 содержит резервуары 80 для сжиженного газа и соединительные трубы, соединенные с подводным трубопроводом 76 до погрузочно-разгрузочной станции 75. Подводный трубопровод 76 позволяет транспортировать сжиженный газ между погрузочно-разгрузочной станцией 75 и береговым хранилищем 77 на большое расстояние, например 5 км, что означает, что танкер-метановоз 70 может находиться на большом расстоянии от берега во время операций погрузки разгрузки.
Для создания давления, необходимого для транспортировки сжиженного газа, используются насосы на борту судна 70 и/или насосы, которыми оснащено береговое хранилище 77 и/или которыми оснащена погрузочно-разгрузочная станция 75.
Хотя изобретение описано на примере нескольких конкретных вариантов осуществления, ясно, что оно никоим образом не ограничено ими и включает все технические эквиваленты описанных средств и их сочетаний, если они входят в объем изобретения.
Использование глаголов "содержать", "предусматривать" или "включать" и их родственных форм не исключает присутствия других элементов или других стадий, помимо перечисленных в формуле изобретения. Использование неопределенных артиклей при описании какого-либо элемента или стадии не исключает, если не указано иное, наличия множества таких элементов или стадий.
Позиции в скобках, используемые в формуле изобретения, не должны интерпретироваться как ограничивающие формулу изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОНСТРУКЦИЯ ГЕРМЕТИЧНОЙ СТЕНКИ | 2017 |
|
RU2733153C2 |
| СВАРКА УПЛОТНИТЕЛЬНОЙ МЕМБРАНЫ ТЕПЛОИЗОЛЯЦИОННОГО КОРПУСА РЕЗЕРВУАРА | 2019 |
|
RU2791736C2 |
| ГЕРМЕТИЧНЫЙ И ТЕПЛОИЗОЛИРОВАННЫЙ РЕЗЕРВУАР, СОДЕРЖАЩИЙ МЕТАЛЛИЧЕСКИЕ ПОЛОСЫ | 2014 |
|
RU2666382C2 |
| ХРАНИЛИЩЕ ДЛЯ СЖИЖЕННОГО ГАЗА | 2022 |
|
RU2791211C1 |
| РЕЗЕРВУАР, ИЗГОТОВЛЕННЫЙ ИЗ ИЗОГНУТОЙ В ВИДЕ СПИРАЛИ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2015 |
|
RU2619022C1 |
| ГЕРМЕТИЧНАЯ СТЕНКА РЕЗЕРВУАРА, СОДЕРЖАЩАЯ УПЛОТНИТЕЛЬНУЮ МЕМБРАНУ | 2019 |
|
RU2780113C2 |
| УСТРОЙСТВО ДЛЯ БАЛЛАСТИРОВКИ ТРУБОПРОВОДОВ | 2009 |
|
RU2440532C2 |
| СЕКЦИЯ ЖЕЛОБА ТРАНСПОРТЕРА | 2003 |
|
RU2309105C2 |
| ГЕРМЕТИЧНЫЙ И ТЕПЛОИЗОЛЯЦИОННЫЙ РЕЗЕРВУАР | 2020 |
|
RU2812589C1 |
| СПОСОБ УСТАНОВКИ КРЕПЕЖНОГО УСТРОЙСТВА ДЛЯ ГЕРМЕТИЧНОГО И ТЕПЛОИЗОЛЯЦИОННОГО РЕЗЕРВУАРА | 2018 |
|
RU2694068C1 |








Группа изобретений относится к способу формирования водонепроницаемого барьера для стенки водонепроницаемого и теплоизоляционного резервуара. Указанный способ включает следующие этапы. Устанавливают повторяющуюся конструкцию, содержащую попеременно полосу листового металла и продолговатый приваренный фланец, соединенный с опорной поверхностью таким образом, чтобы отогнутые боковые края полосы листового металла находились рядом с соседними приваренными фланцами. Сваривают отогнутый боковой край с приваренным фланцем с использованием прямого сварного шва на протяжении первого продольного участка. Продолжают прямой сварной шов, концевой участок которого отклоняется в направлении верхнего угла. Формируют водонепроницаемый торцевой угловой сварной шов на протяжении второго продольного участка полосы листового металла таким образом, чтобы торцевой угловой сварной шов водонепроницаемо сходился с концевым участком сварного шва. Также описаны водонепроницаемый и теплоизоляционный резервуар, судно для транспортировки холодного жидкого продукта, применение судна и система транспортировки холодного жидкого продукта. Группа изобретений направлена на обеспечение или восстановление водонепроницаемости оболочки из листового металла с сохранением ее прочности и долговечности. 5 н. и 12 з.п. ф-лы, 10 ил. 
1. Способ формирования водонепроницаемого барьера (6) для стенки водонепроницаемого и теплоизоляционного резервуара, включающий:
установку на теплоизоляционном барьере (5), который имеет плоскую опорную поверхность для водонепроницаемого барьера, повторяющейся конструкции, содержащей попеременно полосу (8) листового металла и продолговатый приваренный фланец (9), соединенный с опорной поверхностью и выступающий относительно нее, таким образом, чтобы приваренный фланец (9) проходил параллельно полосе (8) листового металла на протяжении, по меньшей мере, части длины полосы листового металла, а боковые края (20) полосы листового металла, отогнутые относительно опорной поверхности, находились рядом с соседними приваренными фланцами соответственно первой и второй соседних полос листового металла с каждой стороны приваренного фланца,
водонепроницаемое сваривание отогнутого бокового края (20) полосы листового металла с приваренным фланцем с использованием прямого сварного шва (26), параллельного опорной поверхности, на протяжении первого продольного участка (27) полосы листового металла, при этом прямой сварной шов (26) каждый раз проходит ниже верхнего угла (32, 41, 43) отогнутого бокового края соответствующей полосы листового металла, отличающийся тем, что включает стадии:
продолжения каждый раз прямого сварного шва, концевой участок (28, 29) которого отклоняется относительно опорной поверхности в направлении верхнего угла (32, 41, 43) отогнутого бокового края и сходится с верхним углом (32, 41, 43) отогнутого бокового края, и
формирования водонепроницаемого торцевого углового сварного шва (31) между верхним углом отогнутого бокового края (20) полосы листового металла и верхним углом отогнутого бокового края (20) второй соседней полосы листового металла на протяжении второго продольного участка двух полос листового металла таким образом, чтобы торцевой угловой сварной шов (31) водонепроницаемо сходился с концевым участком (28, 29) соответствующего сварного шва (26) каждой из двух полос листового металла.
2. Способ по п.1, в котором формируют прямой сварной шов с использованием сварочной машины, которая при перемещении опирается на две соседние полосы (8) листового металла вдоль отогнутых боковых краев (20), при этом сварочная машина имеет вращающиеся роликовые электроды и ведущие ролики, способные захватывать отогнутые боковые края (20), оси ведущих роликов наклонены вперед в направлении движения машины относительно направления, перпендикулярного полосам листового металла.
3. Способ по п.2, в котором формируют концевой участок сварного шва путем отклонения траектории сварочной машины в направлении верхнего угла (32, 41, 43) отогнутых боковых краев.
4. Способ по п.3, в котором перемещают сварочную машину по наклонной плоскости (40), находящейся на полосах листового металла, чтобы отклонить ее траекторию в направлении верхнего угла отогнутых боковых краев.
5. Способ по одному из пп.2-4, в котором над верхним углом отогнутых боковых краев помещают защитную пластину (37, 38) с целью сохранения зазора между электродами сварочной машины, когда они достигают верхнего угла на концевом участке сварного шва.
6. Способ по одному из пп.1-4, в котором концевой участок (28, 29) сварного шва заканчивается ниже верхнего угла (32) отогнутых боковых краев, и в этом случае удаляется верхний участок (41, 43) отогнутых боковых краев, расположенный над самой верхней частью сварного шва.
7. Способ по п.6, в котором верхний участок отогнутых боковых краев удаляют за счет местного выреза (41) в полосе листового металла таким образом, чтобы самая верхняя часть сварного шва находилась преимущественно на дне местного выреза.
8. Способ по одному из пп.1-4, в котором формируют концевой участок сварного шва до продольной стороны (11) приваренного фланца (9), и удаляют верхний участок (25, 33) приваренного фланца, который проходит дальше верхнего угла (32) отогнутых боковых краев, после формирования концевого участка (28, 29) сварного, при этом верхний участок (25, 33) приваренного фланца удаляют на отрезке между концевым участком (28, 29) сварного шва и продольной стороной (11) приваренного фланца.
9. Водонепроницаемый и теплоизоляционный резервуар, установленный внутри несущей конструкции, содержащей несущую стенку (1), при этом резервуар имеет стенку, проходящую вдоль несущей стенки, стенка резервуара содержит водонепроницаемый барьер (6) и теплоизоляционный барьер (5), расположенный между водонепроницаемым барьером и несущей стенкой, теплоизоляционный барьер имеет плоскую опорную поверхность для водонепроницаемого барьера (6), который имеет повторяющуюся конструкцию, содержащую попеременно полосы (8) листового металла на опорной поверхности и продолговатые приваренные фланцы (9), соединенные с опорной поверхностью, выступающие относительно нее и проходящие параллельно полосам листового металла на протяжении, по меньшей мере, части длины полос листового металла, которые имеют боковые края (20), отогнутые относительно опорной поверхности, рядом с соседними приваренными фланцами, каждая из двух полос листового металла с каждой стороны приваренного фланца содержит первый продольный участок, на котором отогнутый боковой край (20) соответствующей полосы листового металла водонепроницаемо приварен к приваренному фланцу (9) прямым сварным швом (26, 27), параллельным опорной поверхности, который каждый раз проходит ниже верхнего угла (32, 41, 43) отогнутого бокового края соответствующей полосы листового металла,
отличающийся тем, что каждая из двух полос листового металла с каждой стороны приваренного фланца дополнительно содержит:
второй продольный участок, на котором отогнутый боковой край (20) водонепроницаемо приварен к отогнутому боковому краю (20) соседней полосы листового металла торцевым угловым швом (31), и
промежуточный участок, на котором водонепроницаемо соединены торцевой угловой шов (31) на втором участке и прямой сварной шов (26, 27) на первом участке, при этом сварной шов имеет концевой участок (28, 29), который отклонен относительно опорной поверхности в направлении верхнего угла (32, 41, 43) и сходится с верхним углом (32, 41, 43) отогнутого края (20) на промежуточном участке соответствующей полосы листового металла, а торцевой угловой шов (31) продолжается на промежуточном участке каждой из двух полос листового металла и создает водонепроницаемый стык с концевым участком (28, 29) соответствующего сварного шва из двух полос листового металла.
10. Резервуар по п.9, в котором верхний угол (32, 43) отогнутого бокового края (20) полосы листового металла является прямым и параллельным опорной поверхности на промежуточном участке полосы листового металла.
11. Резервуар по п.9 или 10, в котором номинальная высота (32) отогнутого бокового края (20) на втором продольном участке равна высоте отогнутого бокового края (20) на первом продольном участке.
12. Резервуар по п.9 или 10, в котором номинальная высота (43) отогнутого бокового края (20) на втором продольном участке является меньшей, чем высота отогнутого бокового края (20) на первом участке.
13. Резервуар по п.9, в котором в отогнутом боковом крае выполняют вырез (41) на промежуточном участке полосы листового металла, чтобы опустить верхний угол отогнутого края, при этом на дне (42) выреза торцевой угловой шов сходится с отклоненным концевым участком сварного шва.
14. Резервуар по одному из пп.9-10, дополнительно содержащий удерживающую арматуру (15), расположенную вдоль одного края несущей стенки (1) и соединенную с несущей конструкцией, чтобы реагировать на растягивающую нагрузку, при этом удерживающая арматура содержит плоский соединительный элемент (15), расположенный в пограничной области стенки резервуара на определенном расстоянии от несущей стенки и позволяющий теплоизоляционному барьеру (5) проходить между плоским соединительным элементом и несущей стенкой (1), к соединительному элементу в пограничной области (10) стенки резервуара приварена полоса (12) листового металла, имеющая продольный край, между продольным краем (13) и одним концом приваренного фланца (9) проходит второй продольный участок полосы листового металла, представляющий собой пограничный участок (12), верхний угол (17) отогнутого бокового края (16) на пограничном участке полосы (12) листового металла постепенно поднимается от края продольной стороны до номинальной высоты (32, 43) второго продольного участка.
15. Судно (70) для транспортировки холодного жидкого продукта, имеющее двойной корпус (72), внутри которого установлен резервуар (71) по любому из пп.9-10.
16. Применение судна (70) по п.15, в котором подают холодный жидкий продукт по изолированным трубам (73, 79, 76, 81) от или до берегового хранилища (77), до или от резервуара (71) на судне с целью погрузки или разгрузки судна (70).
17. Система транспортировки холодного жидкого продукта, содержащая судно (70) по п.15, изолированные трубы (73, 79, 76, 81), соединяющие резервуар (71), установленный в корпусе судна, с плавучим или береговым хранилищем (77), и насос для подачи потока холодного жидкого продукта по изолированным трубам от или до плавучего или берегового хранилища, до или от резервуара на судне.
| СПОСОБ КУЧНОГО ВЫЩЕЛАЧИВАНИЯ МЕТАЛЛОВ ИЗ ТРУДНОПРОНИЦАЕМЫХ ВЫСОКОГЛИНИСТЫХ ПОРОД | 2009 |
|
RU2398961C1 |

