Данное изобретение относится к резервуару, изготовленному из однослойной, изогнутой в виде спирали металлической полосы, причем в верхней или в нижней краевой области металлической полосы первый проходящий по спирали краевой участок металлической полосы через проходящую по спирали согнутую кромку с изогнутой областью загнут по направлению к наружной стороне резервуара в виде консольного фланца, причем в верхней или нижней краевой области металлической полосы имеется второй проходящий по спирали краевой участок, и проходящие по спирали, соответственно граничащие по высоте соседние краевые области металлической полосы герметично соединены друг с другом при помощи сплошного, проходящего по спирали сварного соединения.
Изготовленные из изогнутой в виде спирали металлической полосы резервуары известны из DE 2 250 239 A или из EP 1 181 115 B1. При этом для изготовления резервуаров формуется из металлической полосы спираль с диаметром, соответствующим диаметру резервуаров. При изготовлении подобного резервуара согласованные друг с другом края металлической полосы спирали сначала сгибаются и затем на наружной стороне резервуара герметично соединяются друг с другом при помощи фальца. Для этого противоположные друг другу продольные края металлической полосы соответственно сгибаются в U-образную форму и согласованные друг с другом, согнутые в U-образную форму края полосы зацепляются друг с другом и затем соединяются посредством фальцевого соединения. Эта система известна на рынке как губковая система с двойным фальцем и хорошо себя зарекомендовала с разных сторон. Благодаря этой губковой системе с двойным фальцем возможно простое и быстрое изготовление резервуаров с переменным диаметром и переменной высотой. Передвижные листогибочные и монтажные устройства обеспечивают то, что резервуар может монтироваться на соответствующем месте установки и объем перевозок может сокращаться соответствующим образом.
Из DE 199 39 180 A1 известно изготовление резервуара таким образом, что первый краевой участок сгибается по направлению к наружной стороне с образованием проходящей по спирали согнутой кромки, а второй краевой участок расположенной над ним металлической полосы загибается наружу и затем посредством фальца соединяется с первым краевым участком.
Для существовавших до сих пор применений этой системы резервуаров, например для хранения сыпучих грузов из сельского и лесного хозяйства или биологических отходов, резервуары обнаруживают отличную устойчивость, непроницаемость и сопротивляемость различным средам. Тем не менее, для других применений, как например, хранение жидких веществ, таких как растительные масла, нефть или тому подобное, требуется значительно больший объем резервуаров, у которых должна надежно обеспечиваться непроницаемость. Сопутствующая повышенная механическая устойчивость резервуаров не может обеспечиваться в достаточной степени известными фальцевыми системами. В частности, фальцевая система при больших толщинах листового металла упирается в свои края.
Для того чтобы предоставлять в распоряжение изготовленные из изогнутой в виде спирали металлической полосы резервуары, спектр применения которых увеличен, в частности в отношении реализации большого накопительного объема и/или повышенной механической устойчивости, однако обеспечивая при этом простую и быструю возможность изготовления и соответственно монтаж, были разработаны решения, которые заменяют фальцевое соединение сварным соединением.
Так WO 2014/048515 A1 раскрывает изготовленный из изогнутой в виде спирали металлической полосы резервуар описанного вначале типа, причем краевые участки проходящих по высоте друг над другом соседних краевых областей металлической полосы соединены друг с другом при помощи сварного соединения. При этом краевые области перекрываются внахлест и герметично соединяются друг с другом посредством двух раздельных сварных швов. Из-за имеющегося промежутка между сварными швами образуется в области нахлеста соседних краевых областей металлической полосы область зазора между соединенными внахлест станками, которая после изготовления резервуара не может контролироваться простым образом в отношении возможных рисков коррозии или тому подобного.
Исходя из указанного уровня техники относительно сварного исполнения, в основе данного изобретения лежит техническая проблема предоставления в распоряжение резервуара, который дополнительно увеличивает, в частности, при сохранении экономичной возможности изготовления на месте посредством спиральных металлических полос обеспечивает спектр применения подобных резервуаров, и который имеет толщины стенок, которые не могут быть реализованы посредством известных способов с фальцами, удовлетворяет самым высоким требованиям к чистоте, сопротивляемости различным средам и непроницаемости, обеспечивает надежную в течение длительного периода работу и создает условия для реализации таких размеров резервуара в отношении диаметра и высоты, которые до сих пор не могли реализовываться.
Соответствующий изобретению резервуар предоставлен с помощью признаков независимого пункта 1 формулы изобретения.
Предпочтительные варианты осуществления и усовершенствования являются предметом пунктов формулы изобретения, зависимых напрямую или косвенно от независимого пункта 1 формулы изобретения.
В соответствии с этим соответствующий изобретению резервуар указанного вначале типа отличается тем, что второй краевой участок металлической полосы проходит по прямой линии в плоскости металлической полосы, и сварное соединение имеет первый и второй сварной шов, причем первый, предпочтительно изготовленный сначала, сварной шов сплавлен с наружной стороны резервуара с наружной стенкой второго краевого участка и со стенкой изогнутой области, второй, предпочтительно изготовленный в последующем, сварной шов сплавлен с внутренней стороны с торцевой поверхностью второго краевого участка металлической полосы, и корни первого и второго сварного шва сплавлены друг с другом, так что имеется проходящее от наружной стороны к внутренней стороне однородное, имеющее сквозное проплавление сварное соединение.
При изготовлении сварного соединения первый сварной шов предпочтительно выполняется сначала с наружной стороны, а затем второй сварной шов с внутренней стороны.
Тем не менее, также возможно выполнять второй сварной шов сначала с внутренней стороны, а затем первый сварной шов с наружной стороны.
Альтернативно оба сварных шва могут также выполняться одновременно.
Наиболее предпочтительный вариант осуществления, обеспечивающий высокую устойчивость, отличается тем, что высотный уровень верхнего края первого краевого участка и высотный уровень торцевой поверхности второго краевого участка относительно расположенных по высоте соседних краевых областей металлической полосы по существу равны.
Альтернативно предпочтительный вариант осуществления отличается тем, что высотный уровень верхнего края первого краевого участка и высотный уровень торцевой поверхности второго краевого участка относительно расположенных по высоте соседних краевых областей металлической полосы имеют смещение по высоте вверх.
Дальнейший предпочтительный вариант осуществления, при помощи которого создаются условия для предпочтительного сплошного сварного соединения с незначительным расходом материала, отличается тем, что высотный уровень верхнего края первого краевого участка и высотный уровень торцевой поверхности второго краевого участка относительно расположенных по высоте соседних краевых областей металлической полосы имеют смещение по высоте вниз.
С точки зрения практической реализации наиболее предпочтительный вариант осуществления в отношении изготовления и обеспечения простого изготовления и надежного однородного сварного соединения оказалось предпочтительным выполнять это соединение таким образом, что смещение вниз находится в области от 50% до 100% толщины металлической полосы, или альтернативно смещение вверх находится в области от 50% до 100% толщины металлической полосы.
Наиболее простой на практике и надежно реализуемый вариант осуществления отличается тем, что ширина первого сварного шва находится в области от 100% до 200% толщины металлической полосы и/или ширина второго сварного шва находится в области от 100% до 300% толщины металлической полосы.
В отношении рациональной и надежной реализации предпочтительным оказался вариант осуществления, в котором радиус изогнутой области находится в области от 2 мм до 20 мм, вследствие чего область может беспроблемно удовлетворять повышенным требованиям у резервуаров с большим диаметром и высокими несущими нагрузками.
Наиболее предпочтительный вариант осуществления, который обеспечивает "гладкую" внутреннюю поверхность резервуара, отличается тем, что второй краевой участок и третий краевой участок находятся в средней плоскости расположенных соответственно по высоте соседних металлических полос, так что в отношении резервуара обеспечена гладкая внутренняя поверхность, которая ввиду представленного сварного соединения обладает высокой прочностью и не имеет расположенных на внутренней стороне граней, на которых может откладываться наполняющий материал.
Наиболее предпочтительное усовершенствование, которое обеспечивает высокую жесткость в соединительной области, отличается тем, что изогнутая область согнутой кромки имеет увеличенный радиус и изогнутая область образует выступающую по направлению к внутренней стороне выпуклую область, которая затем переходит в выступающий в виде консоли первый краевой участок.
Соответствующий изобретению резервуар самым простым образом отличается тем, что в области соединения соседних граничащих по высоте краевых областей металлической полосы предусмотрено сварное соединение, которое имеет однородную структуру и надежно соединяет друг с другом граничащие краевые области, без того чтобы, как в уровне техники, между краевыми областями имелись области зазора, которые обладают высоким потенциалом в отношении возможных рисков образования коррозии. Однородное проплавление в краевой области граничащих друг с другом металлических полос обеспечивает высокую несущую способность и надежную в течение длительного периода работу.
Одновременно соответствующее изобретению исполнение делает возможным изготовление резервуаров с большими толщинами стенок, для того чтобы была возможность экономично реализовывать резервуары с большими размерами, соблюдая при этом принцип сварного соединения краев проходящей по спирали металлической полосы.
Дальнейшие варианты осуществления и преимущества изобретения проистекают из приведенных далее в пунктах формулы изобретения признаков, а также из указанных ниже примеров осуществления. Признаки пунктов формулы изобретения могут произвольным образом комбинироваться друг с другом при очевидном условии, что они не являются взаимоисключающими.
Далее изобретение, а также его предпочтительные варианты осуществления и усовершенствования описываются и разъясняются более подробно при помощи изображенных на чертеже примеров. Заимствуемые из описания и чертежа признаки могут согласно изобретению использоваться по отдельности или совместно в любой комбинации. На чертеже показаны:
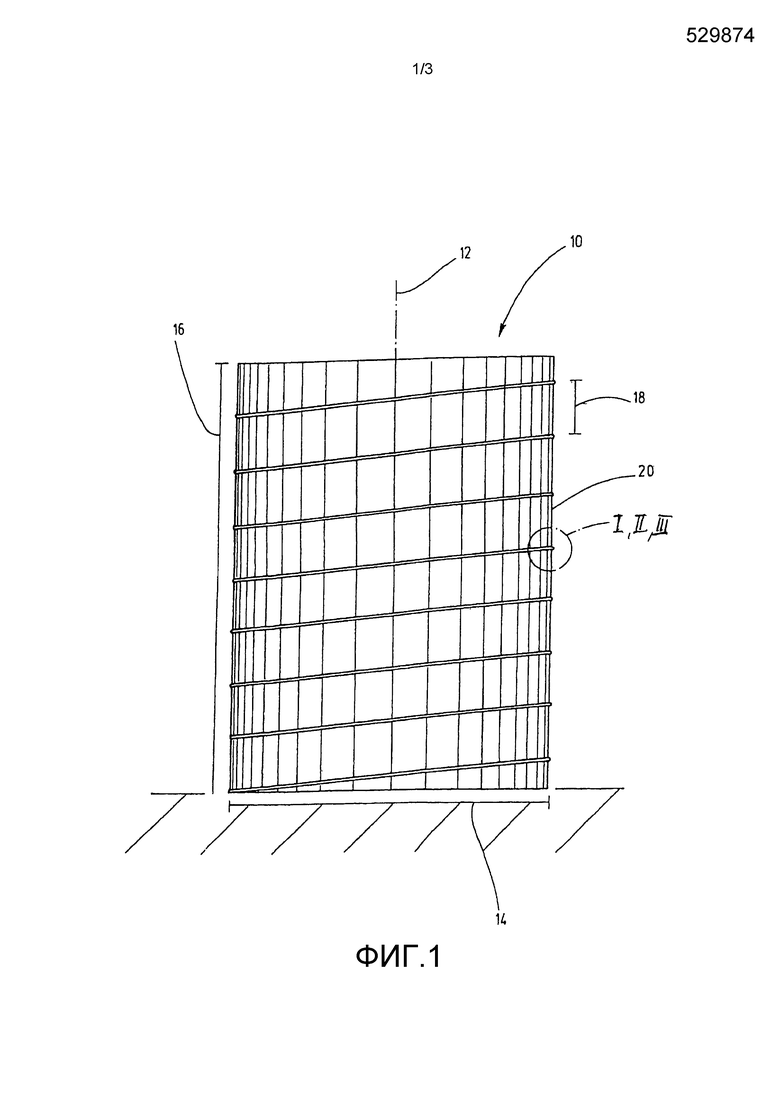
фиг. 1 - вид сбоку соответствующего изобретению резервуара,
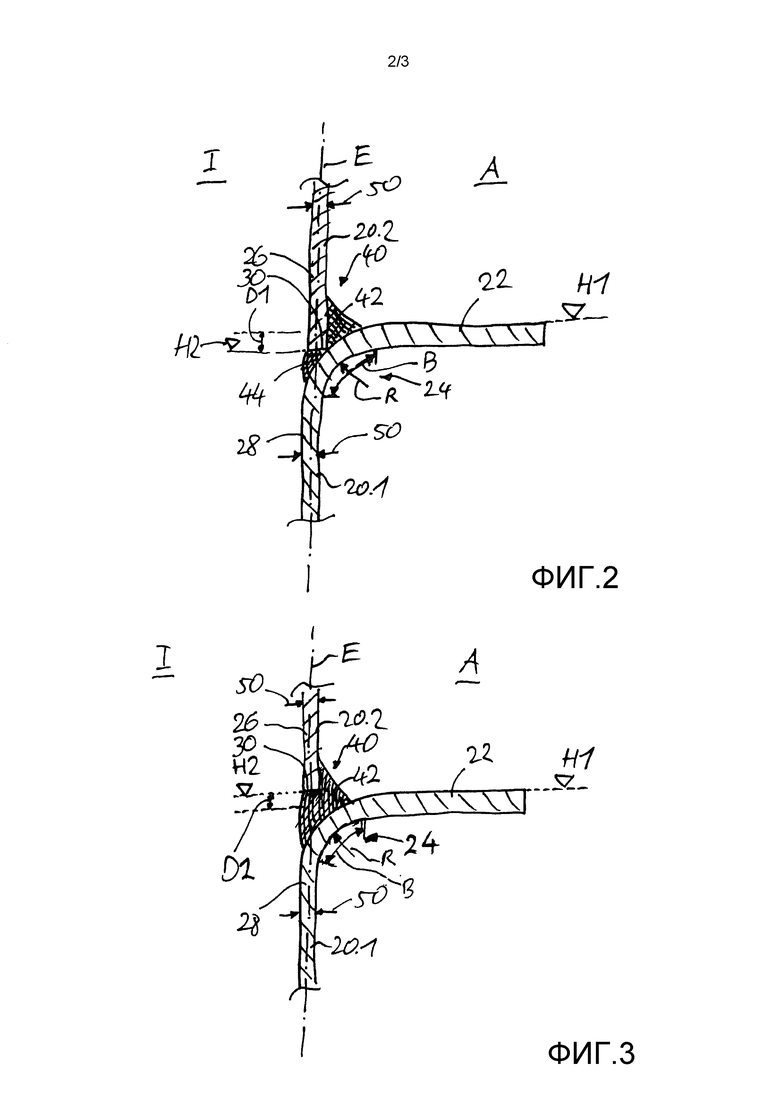
фиг. 2 - увеличенное изображение поперечного сечения места соединения между соседними по высоте краевыми областями металлической полосы согласно фрагменту I с фиг. 1 в первом примере осуществления,
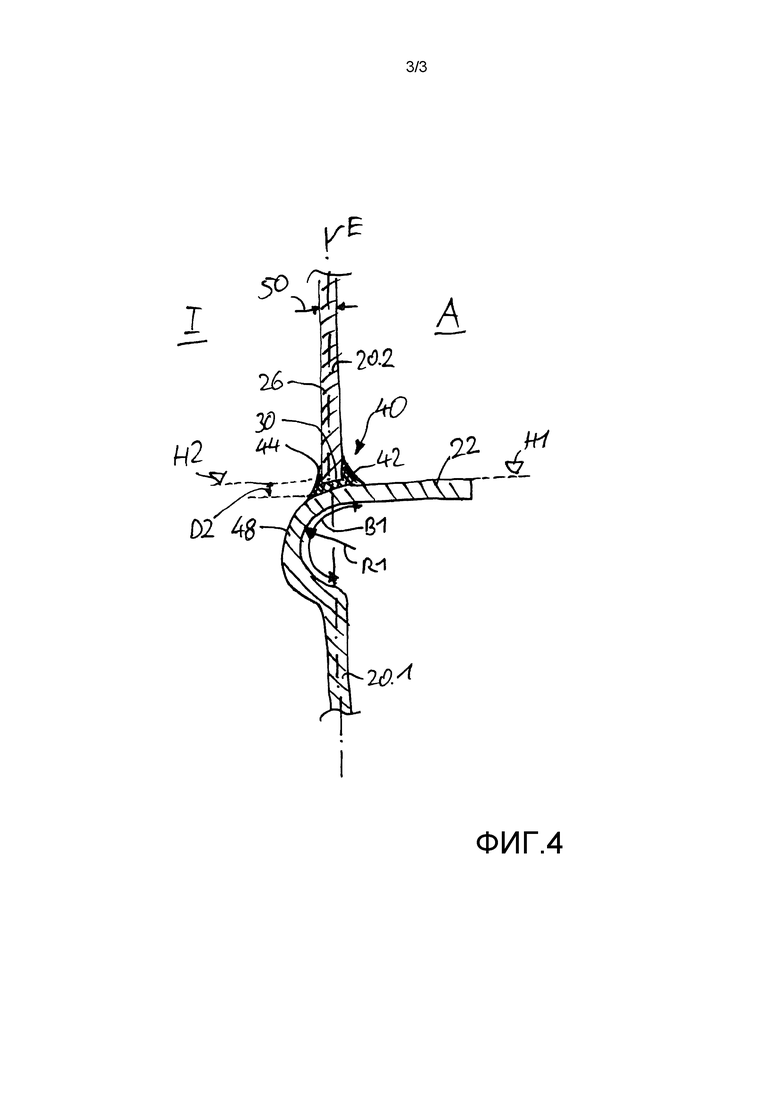
фиг. 3 - увеличенное изображение поперечного сечения места соединения между соседними по высоте краевыми областями металлической полосы согласно фрагменту II с фиг. 1 во втором примере осуществления,
фиг. 4 - увеличенное изображение поперечного сечения места соединения между соседними по высоте краевыми областями металлической полосы согласно фрагменту III с фиг. 1 в третьем примере осуществления.
Фиг. 1 показывает вид сбоку соответствующего изобретению резервуара 10, который может равным образом использоваться как для хранения сыпучих грузов сельского и лесного хозяйства, например зерна, древесной щепы или биологических отходов, так и для хранения воды, отработанной технологической воды или осадка сточных вод или же для хранения газа или нефти. Резервуар 10 на своей наружной стороне и на своей внутренней стороне имеет по существу форму цилиндра, в частности круглого цилиндра, с ориентированной в вертикальном направлении продольной осью 12.
Изготовление резервуара 10 осуществляется с использованием изогнутой в виде спирали металлической полосы 20 предпочтительно непосредственно на месте установки резервуара 10. Диаметр 14 резервуара 10 может составлять от 4 м до 20 м или более. Высота 16 резервуара 10 может составлять от 2 м до 20 м или более. Объем наполнения резервуара 10 может составлять, например, от 15 м3 до 8000 м3. Предпочтительно однородная толщина 50 (фиг.2) металлической полосы 20 составляет от 2 мм до 12 мм, в данном же случае она может составлять, в частности, более чем 5 мм, предпочтительно более чем 6 мм и менее чем 12 мм, например между 8 мм и 10 мм. Ширина 18 металлической полосы 20 может составлять от 20 см до 100 см, в частности от 30 см до 80 см и предпочтительно от 40 см до 60 см; в изображенном примере осуществления ширина 18 металлической полосы 20 составляет приблизительно 50 см.
На фиг. 2 изображен фрагмент I с фиг. 1 в области соединения. Наружная сторона резервуара 10 обозначена ссылочной позицией A, а внутренняя сторона ссылочной позицией I. В каждом случае изображена верхняя краевая область нижней металлической полосы 20.1 и расположенная выше в вертикальном направлении верхняя металлическая полоса 20.2. Обе металлические полосы 20.1, 20.2, проходя по спирали, расположены в плоскости E, причем плоскость E представляет собой среднюю плоскость резервуара 10. Нижняя металлическая полоса 20.1 имеет изогнутый через согнутую кромку 24 по направлению к наружной стороне первый краевой участок 22, который образует консольный фланец. В области согнутой кромки 24 имеется изогнутая область B с радиусом R изгиба, к которой прилегает третий краевой участок 28 нижней металлической полосы 20.1, который расположен в плоскости E. Величина радиуса R может находиться в области от 2 мм до 10 мм или более.
Первый краевой участок 22 расположен по существу под прямым углом к третьему краевому участку 28. Первый краевой участок 22 также проходит по спирали. Соответствующий высотный уровень первого краевого участка 22 обозначен на фиг.2 концом H1 стрелки.
Будучи расположен выше в вертикальном направлении, имеется второй краевой участок 26 верхней металлической полосы 20.2, который проходит по прямой в плоскости E. Нижняя торцевая поверхность 30 второго краевого участка 26 верхней металлической полосы 20.2 расположена на высотном уровне H2, причем высотный уровень H2 проходит в вертикальном направлении со смещением D1 ниже высотного уровня H1. Правый угол торцевой поверхности 30 прилегает сверху к изогнутой области B. В изображенном примере осуществления смещение D1 между высотным уровнем H1 и высотным уровнем H2 соответствует по существу толщине 50 металлической полосы.
Соединение верхней металлической полосы 20.2 с нижней металлической полосой 20.1 осуществляется при помощи проходящего по спирали сварного соединения 40.
При этом сварное соединение 40 включает в себя первый сварной шов 42, который выполняется первым с наружной стороны A и при помощи которого наружная сторона второго краевого участка 26 верхней металлической полосы 20.2 сплавляется с верхней стороной изогнутой области B нижней металлической полосы 20.1. Кроме того, имеется второй сварной шов 44, который выполняется с внутренней стороны I после укладки первого сварного шва 42 и который сплавлен с торцевой поверхностью 30 второго краевого участка 26 верхней металлической полосы 20.2 и с верхней стороной изогнутой области B нижней металлической полосы 20.1. Во время сварки также сплавляются друг с другом корни первого и второго сварного шва 42, 44, так что имеется проходящее снаружи вовнутрь сплошное однородное сварное соединение 40 с высокой несущей способностью. Одновременно обеспечивается абсолютная непроницаемость.
Также возможно выполнять второй сварной шов 44 сначала с внутренней стороны I, а затем выполнять первый сварной шов 42 с наружной стороны A.
В альтернативном способе изготовления первый и второй сварной шов 42, 44 выполняются одновременно.
На фиг. 3 изображен второй пример осуществления конструкции соединения нижней краевой области верхней металлической полосы 20.2 с верхней краевой областью нижней металлической полосы 20.1, причем металлические полосы 20.1, 20.2 имеют ту же геометрию, как и изображенные на фиг.2 металлические полосы 20.1, 20.2. Одинаковые конструктивные элементы имеют те же ссылочные позиции и повторно не разъясняются.
Отличие от фиг. 2 заключается в том, что верхняя металлическая полоса 20.2 и соответственно ее нижняя торцевая поверхность 30 расположена на высотном уровне H2, который проходит со смещением D2 выше высотного уровня H1 верхней стороны первого краевого участка 22 нижней металлической полосы 20.1. В примере осуществления смещение D2 соответствует по существу толщине 50 металлической полосы. Благодаря такому геометрическому расположению возможно выполнять сварное соединение с первым сварным швом 42 и вторым сварным швом 44, которое имеет повышенную толщину сварного шва, что создает условия для наиболее высокой несущей способности конструкции сварного соединения при одновременном обеспечении абсолютной непроницаемости.
В примерах осуществления согласно фиг. 2 и фиг. 3 также возможно то, что второй сварной шов 44 выполняется таким образом, что он сплавлен не только с торцевой поверхностью 30 второго краевого участка 26 верхней металлической полосы 20.2, но и с нижней краевой областью внутренней стенки второго краевого участка 26.
На фиг. 4 изображен третий пример осуществления согласно фрагменту III с фиг. 1 в области соединения между верхней и нижней металлической полосой 20.1, 20.2, в котором принципиальное расположение нижней металлической полосы и верхней металлической полосы соответствует расположению согласно примеру осуществления с фиг. 3, однако с тем отличием, что в области согнутой кромки 24 радиус R1 изогнутой области B1 существенно увеличен и изогнутая область B1 имеет выпуклую область 48, которая выступает по направлению к внутренней стороне I и на чьей нижней концевой области сформирован третий краевой участок 28, а на ее верхней концевой области второй краевой участок 22 (консольный фланец). Высотный уровень H2 торцевой поверхности 30 второго краевого участка 26 верхней металлической полосы 20.2 по сравнению с высотным уровнем H1 верхней стороны первого краевого участка 22 нижней металлической полосы 20.1 расположен со смещением вверх на величину D2. Соединение обеих краевых областей металлических полос 20.1, 20.2 также осуществляется при помощи сварного соединения 40 с первым сварным швом 42, который выполняется с наружной стороны A, и со вторым сварным швом 44, который выполняется с внутренней стороны I.
В данном случае также имеет место то, что первый сварной шов 42 сплавлен с нижней краевой областью второго краевого участка 26 верхней металлической полосы 20.2 и с верхней концевой областью изогнутой области B1, второй сварной шов 44 сплавлен в нижней концевой области с внутренней стороной I второго концевого участка 26 и местами с верхней стороной изогнутой области B1, одновременно корни обоих сварных швов 42, 44 сплавлены друг с другом, и одновременно сплавлены торцевая поверхность 30 и противоположная торцевой поверхности 30 верхняя область изогнутой области B1.
Благодаря выступающей вовнутрь выпуклой области 48 изогнутой области B1 повышается жесткость в области соединительной конструкции. В этом варианте осуществления также имеется сварное соединение 40, которое имеет сквозное проплавление от наружной стороны A до внутренней стороны I и которое обеспечивает высокую несущую способность при одновременно абсолютной непроницаемости.
Изобретение относится к резервуару, изготовленному из однослойной изогнутой в виде спирали металлической полосы (20; 20.1, 20.2). В верхней или в нижней краевой области металлической полосы первый проходящий по спирали краевой участок (22) металлической полосы через проходящую по спирали согнутую кромку (24) с изогнутой областью (B) загнут по направлению к наружной стороне (A) резервуара в виде консольного фланца. В верхней или в нижней краевой области металлической полосы имеется второй проходящий по спирали краевой участок (26), и проходящие по спирали, соответственно граничащие по высоте соседние краевые области металлической полосы герметично соединены друг с другом при помощи сплошного проходящего по спирали сварного соединения (40). Второй краевой участок (26) металлической полосы проходит по прямой линии в плоскости (E) металлической полосы. Сварное соединение (40) имеет первый и второй сварной шов (42, 44). Первый, предпочтительно изготовленный сначала, сварной шов (42) сплавлен с наружной стороны (A) резервуара (10) с наружной стенкой второго краевого участка (26) и со стенкой изогнутой области (B). Второй, предпочтительно затем изготовленный, сварной шов (44) сплавлен с внутренней стороны с торцевой поверхностью (30) второго краевого участка (26) металлической полосы. Корни первого и второго сварного шва (42, 44) сплавлены друг с другом, так что имеется проходящее от наружной стороны (A) к внутренней стороне однородное, имеющее сквозное проплавление сварное соединение (40). Изобретение обеспечивает непроницаемость в течение длительного периода времени. 10 з.п. ф-лы, 4 ил.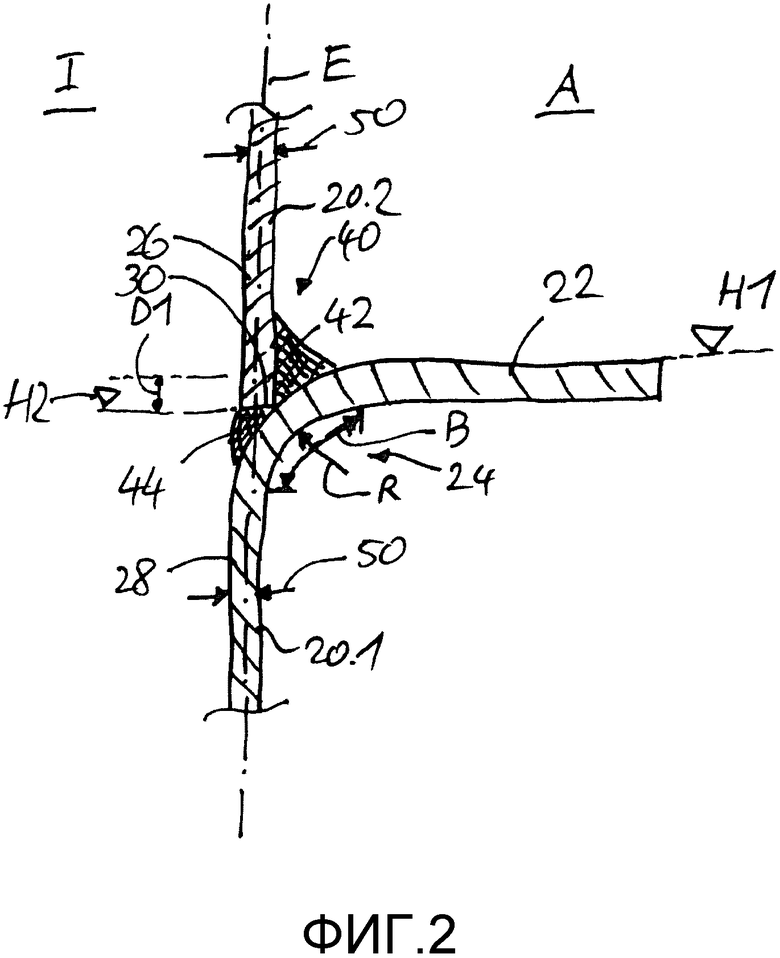
1. Резервуар (10), изготовленный из однослойной, изогнутой в виде спирали металлической полосы (20; 20.1, 20.2), причем
- в верхней или в нижней краевой области металлической полосы (20; 20.1, 20.2) первый проходящий по спирали краевой участок (22) металлической полосы (20; 20.1, 20.2) через проходящую по спирали согнутую кромку (24) с изогнутой областью (B) загнут по направлению к наружной стороне (A) резервуара (10) в виде консольного фланца,
- в верхней или в нижней краевой области металлической полосы (20; 20.1, 20.2) имеется второй проходящий по спирали краевой участок (26) и проходящие по спирали соответственно граничащие по высоте соседние краевые области металлической полосы (20; 20.1, 20.2) герметично соединены друг с другом при помощи сплошного, проходящего по спирали сварного соединения (40),
отличающийся тем, что
- второй краевой участок (26) металлической полосы (20; 20.1, 20.2) проходит по прямой линии в плоскости (E) металлической полосы (20; 20.1, 20.2),
- сварное соединение (40) имеет первый и второй сварной шов (42, 44), причем
- первый, предпочтительно изготовленный сначала, сварной шов (42) сплавлен с наружной стороны (A) резервуара (10) с наружной стенкой второго краевого участка (26) и со стенкой изогнутой области (B),
- второй, предпочтительно затем изготовленный, сварной шов (44) сплавлен с внутренней стороны (I) с торцевой поверхностью (30) второго краевого участка (26) металлической полосы (20; 20.1, 20.2), и
- корни первого и второго сварного шва (42, 44) сплавлены друг с другом, так что имеется проходящее от наружной стороны (A) к внутренней стороне (I) однородное, имеющее сквозное проплавление сварное соединение (40).
2. Резервуар по п. 1, отличающийся тем, что высотный уровень (H1) верхнего края первого краевого участка (22) и высотный уровень (H2) торцевой поверхности (30) второго краевого участка (26) относительно расположенных по высоте соседних краевых областей металлической полосы (20) по существу равны.
3. Резервуар по п. 1, отличающийся тем, что высотный уровень (H1) верхнего края первого краевого участка (22) и высотный уровень (H2) торцевой поверхности (30) второго краевого участка (26) относительно расположенных по высоте соседних краевых областей металлической полосы (20) имеют смещение (D1) по высоте вверх.
4. Резервуар по п. 1, отличающийся тем, что высотный уровень (H1) верхнего края первого краевого участка (22) и высотный уровень (H2) торцевой поверхности (30) второго краевого участка (26) относительно расположенных по высоте соседних краевых областей металлической полосы (20) имеют смещение (D2) по высоте вниз.
5. Резервуар по п. 3, отличающийся тем, что смещение (D1) находится в области от 50% до 100% толщины (50) металлической полосы (20).
6. Резервуар по п. 4, отличающийся тем, что смещение (D2) находится в области от 50% до 100% толщины (50) металлической полосы (20).
7. Резервуар по п. 1, отличающийся тем, что ширина первого сварного шва (42) находится в области от 100% до 200% толщины (50) металлической полосы (20).
8. Резервуар по п. 1, отличающийся тем, что ширина второго сварного шва (44) находится в области от 100% до 300% толщины (50) металлической полосы (20).
9. Резервуар по п. 1, отличающийся тем, что радиус (R) изгиба изогнутой области (B) согнутой кромки (24) находится в области от 2 мм до 20 мм, в частности в области от 2 мм до 10 мм.
10. Резервуар по п. 1, отличающийся тем, что второй краевой участок (26) и прилегающий к изогнутой области (B) третий краевой участок (28) металлической полосы (20) относительно граничащих по высоте соседних металлических полос (20; 20.1, 20.2) расположены в одной плоскости (E).
11. Резервуар по п. 1, отличающийся тем, что изогнутая область (B1) согнутой кромки (24) имеет увеличенный радиус (R1) и изогнутая область (B1) образует выступающую по направлению к внутренней стороне (I) выпуклую область (48).
| Способ защиты переносных электрических установок от опасностей, связанных с заземлением одной из фаз | 1924 |
|
SU2014A1 |
| DE 19939180 A1, 22.02.2001 | |||
| WO 00/72991 A1, 07.12.2000 | |||
| SU 1152511 A3, 23.04.1985. | |||

