Изобретение относится к области теплотехники с одной стороны и к технологии сушки сыпучих (в сухом состоянии) материалов. Оно может быть использовано для сушки муки, отрубей, сахарного песка, соли, зерен, семян, нарезанных ломтиками овощей и фруктов; сырья для строительных и дорожных материалов типа песка, глины, доломита, гравия и щебенки, минеральных и органических удобрений и т.д.
В материалах описания приняты следующие сокращенные обозначения для уменьшения объема текстового материала.
ДТМ - длинномерный тонкослойный материал. Это могут быть влажный слой ошлихтованной пряжи на сушильных цилиндрах шлихтовальных машин типа ШБ-11/180 приготовительного ткацкого производства, или влажный слой окрашенной/отбеленной ткани на сушильных барабанных машинах типа СБМ, или слой влажной целлюлозы на сушильных цилиндрах бумагоделательных машин типа БДМ, или слой свежеизготовленной искусственной кожи на сушильных машинах типа СМ и т. д.
СЦ - сушильный цилиндр. Тонкостенный вращающийся цилиндр, нагреваемый изнутри, температура наружной поверхности которого контролируется и поддерживается в заданных пределах.
НИКИ - направленно-фокусированное излучение в ближней инфракрасной области. Спектр НИКИ находится в диапазоне длин волн 0,7-1,09 мкм, максимум энергии излучения расположен в диапазоне длин волн 0,9-1,1 мкм. Это излучение обладает максимальной энергией из всего инфракрасного спектра. Источниками НИКИ являются инфракрасные зеркальные электрические лампы серии ИКЗ (Приложение 1, в конце текста).
ИКН - инфракрасный нагреватель. Это неподвижный корпус-каркас с источниками НИКИ, каждый из которых (или все) направлен в заданную сторону (в заданном направлении).
ДТ - датчик температуры. Это терморезистивный датчик типа ДТМ-038 (50 Ом), или термопара, или пирометр типа «Optris».
АРНТ - однофазный или трехфазный авторегулятор «напряжение-температура» (транзисторный, тиристорный, динисторный или комбинированный). Автоматическое электрическое и электронное устройство, содержащее силовой электрический вход (питание электричкой сети), силовой управляемый выход для управления напряжением питания ИКН и управляющий вход от ДТ, поддерживающий электрическое напряжение питания ИКН по электрическому сигналу от ДТ в соответствии с заданной температурой.
ВДММ - влажный дискретный (дисперсный или сыпучий в сухом состоянии) мелкий
(1 мм - 100 мм), по сравнению с устройством для реализации, материал. Это могут быть зерна злаков, семена растений и трав, мелко нарезанные или нашинкованные кусочки овощей, фруктов и трав (растений), материалы в виде влажного речного или морского песка, щебенки, гравия, кусков асфальта и т.д.
СДММ - сухой дискретный мелкий материал.
АСУ ТП - автоматизированная система управления технологическим процессом.
1. Уровень техники
1.1. Известен способ непрерывной сушки ДТМ посредством их нагрева в процессе движения ДТМ на наружных, нагретых, цилиндрических поверхностях вращающихся СЦ [1]. В таких СЦ, первоначально, нагревают внутреннюю их поверхность рассеянным излучением в ближней инфракрасной области. Для этого, внутри СЦ, параллельно образующей и с зазором относительно внутренней поверхности, неподвижно размещают трубчатые инфракрасные излучатели типа КГТ (кварцево-галогенные трубчатые) [2]. Спектр излучения этих ламп находится в диапазоне длин волн 0,6-2,1 мкм, а максимальная мощность излучается в диапазоне 0,9-1,1 мкм, т.е. в максимально ближней инфракрасной области (с максимальной плотностью излучения).
Это излучение, поглощаясь материалом СЦ, нагревает внутреннюю цилиндрическую поверхность СЦ радиационным способом. От внутренней поверхности СЦ наружная поверхность нагревается посредством теплообмена теплопроводностью через цилиндрическую однослойную стенку. Наружная поверхность нагревает охватывающий ее ДТМ. В процессе движения ДТМ вместе с СЦ ДТМ нагревается, а набегающий поток воздуха уносит испарения с открытой поверхности ДТМ. Таким образом, ДТМ, перемещаясь с одного СЦ на другой, постепенно высыхает (теряет испаряющуюся влагу) до нужных параметров влажности.
Данное техническое решение создано взамен парового нагрева СЦ и нагрева токами высокой частоты. По сравнению с ними оно обладает высокой эффективностью и устраняет все недостатки парового нагрева.
Наиболее существенным недостатком аналога является рассеянный характер излучения трубчатых излучателей. Лишь незначительная часть его мощности (энергии) направлена непосредственно на внутреннюю цилиндрическую поверхность. Из-за этого для поддержания заданной температуры наружной цилиндрической поверхности 100-145°C требуется увеличивать мощность излучателей и тем самым расход электрической энергии на нагрев.
1.2. Известен аналогичный способ сушки ДТМ с аналогичным нагревом СЦ, в котором каждый линейный (трубчатый) излучатель источник излучения в ближней инфракрасной области размещают в фокусе отражателя [3]. Отражатели для всех излучателей внутри СЦ выполняют в виде полуцилиндрической оболочки параллельной трубчатому излучателю и параллельной оси СЦ. В этом случае все излучатели образуют (формируют) НИКИ, направленное на внутреннюю цилиндрическую поверхность СЦ и расход электроэнергии на нагрев СЦ уменьшается в разы.
Основным недостатком данного технического решения является сложность конструкции и трудоемкость обслуживания. Сложность конструкции обусловлена необходимостью изготовления для каждого излучателя свой отражатель и средства крепления (их соединения между собой), в том числе для изготовления (компоновки) ИКН. Например, для данного технического решения, шесть трубчатых излучателей нужно крепить в отражателях, а отражатели - на корпусе ИКН, который, в свою очередь, нужно монтировать внутри СЦ [3, фиг. 1, 2]. Для подвода электропитания к излучателям, электропроводку нужно проводить внутри корпуса ИКН с двух противоположных концов (сторон) корпуса ИКН и СЦ, чтобы подключить электрически оба конца (контакта) трубчатого излучателя. Такой сложностью обусловлена и трудоемкость обслуживания. Для того чтобы заменить вышедший из строя излучатель (номинальный срок службы 6000 часов) нужно снимать оба днища СЦ, чтобы вытащить ИКН и, перед этим, полностью останавливать машину и нарушать технологический процесс движения ДТМ в процессе сушки, зарывая ДТМ в области расположения снятого СЦ. Тем не менее, согласно данному способу нагрев внутренней цилиндрической поверхности СЦ осуществляется посредством НИКИ и позволяет существенно снизить расход энергии на нагрев.
1.3. Известен способ сушки ДТМ на СЦ, каждый из которых нагревают изнутри посредством НИКИ [4]. В данном способе в качестве источников НИКИ используют инфракрасные зеркальные электролампы накаливания типа ИКЗ (ИКЗ-175 или ИКЗ-250 или ИКЗ-500) [2].
Лампы ИКЗ, в отличие от трубчатых (линейных) излучателей, снабжены зеркальным отражателем внутри колбы, нанесенным на внутреннюю поверхность самой колбы при изготовлении ламп. К этим лампам не требуется изготавливать дополнительные отражатели.
В данном способе излучатели НИКИ (лампы ИКЗ) своими цоколями размещены в электрических патронах, а те, в свою очередь, закреплены на цилиндрической или многогранной полой трубе так, что колбы ламп направлены радиально к внутренней цилиндрической поверхности СЦ. Лампы ИКЗ размещают равномерно или неравномерно относительно внутренней окружности СЦ и равномерными рядами на наружной поверхности полой трубы ИКН, [4, фиг. 4], [4, фиг. 5], [4, фиг. 6].
В данном способе нагрева - труба ИКН с лампами неподвижна, а лампы подключены к электропитанию через электрические патроны. При этом электропроводка для питания ламп к патронам через внутреннюю полость трубы с одной стороны СЦ посредством полой полуоси (цапфы) самой трубы ИКН.
При трехфазном электропитании ИКН, напряжение от промышленной сети на ИКН подается через трехфазный АРНТ, а с помощью ДТ непрерывно измеряют температуру наружной цилиндрической поверхности СЦ и сигнал с ДТ непрерывно поступает на управляющий вход АРНТ.
Таким образом, в этом известном способе вначале нагревается внутренняя поверхность СЦ посредством НИКИ, далее нагревается посредством теплопроводности через стенку наружная поверхность СЦ. Ее температура контролируется и автоматически регулируется. От наружной цилиндрической поверхности СЦ нагревается охватывающий ее и движущийся вместе с ней влажный ДТМ. В процессе нагрева и движения ДТМ высушивается так же, как и в предыдущих аналогах.
Существенным преимуществом данного аналога перед предыдущими является более простая конструкция устройства ИКН, реализующего способ и более простая технология обслуживания. Так как электропроводка подведена к ИКН только с одной стороны СЦ, для замены вышедших из строя ламп нужно снимать только одно днище СЦ, чтобы вынуть (вытащить) ИКН изнутри СЦ.
Существенным недостатком этого способа является такая же трудоемкая операция съема ИКН из СЦ, как и в предыдущих аналогах. Для того чтобы вынимать ИКН из СЦ нужно не только снять с СЦ (открыть) днище со стороны подвода электропитания, но и снять, первоначально, сам СЦ с ИКН с машины (например, со шлихтовальной). При этом полностью нарушается непрерывный процесс сушки ДТМ и нужно разрывать сам ДТМ для съема СЦ с машины.
1.4. Такими же недостатками обладает аналогичный способ, заложенный в устройстве сушильного барабана (СЦ) шлихтовальной машины с инфракрасным нагревателем [5] и в способе нагрева тонкостенных цилиндров [6].
1.5. Известен также способ непрерывной сушки ДТМ на нагретых СЦ, которые нагревают изнутри посредством НИКИ [7]. В нем, лампы ИКЗ равномерными рядами, с минимальным зазором между ними в ряду, размещают в электропроводных шинах, а шины устанавливаю неподвижно на трех гранях трехгранной электропроводной снаружи неподвижной оси. Электропроводные шины выполняют в виде пары параллельных электропроводных полос, разделенных диэлектрическими перегородками. Лампы ИКЗ, как источники НИКИ, закрепляют в них без электрических патронов так, что их НИКИ, посредством зеркальных отражателей в колбах направлено радиально от оси СЦ на внутреннюю цилиндрическую поверхность СЦ по всей его внутренней длине. При этом нижний контакт цоколей ламп упирают в нейтральную шину, а боковые контакты цоколей ламп (с резьбой) ввинчивают в фазные шины (параллельные нейтральным). Нейтральные шины такого ИКН, посредством электропроводных направляющих, закрепляют на наружной электропроводной поверхности неподвижной оси с возможностью перемещений нейтральных шин в направляющих относительно последних вдоль граней оси. При таком соединении шин, между наружной электропроводной поверхностью оси и нейтральными шинами осуществляю непрерывный электрический контакт (электрическое соединение).
Трехфазная электропроводка подведена к ИКН также, как и предыдущих аналогах - с одной стороны СЦ через полую полуось (цапфу) неподвижной трехгранной оси ИКН с излучателями (лампы ИКЗ). Однако в данном способе, нейтральный провод электрически подключен к электропроводной наружной поверхности трехгранной оси внутри СЦ, а три фазных провода электрически подключены к трем фазным шинам ИКН. В днище цилиндра, со стороны электропитания, выполнены сквозные окна в форме трех лучевой звезды относительно оси СЦ, а по размерам в плоскости днища больше профиля продольного сечения лампы ИКЗ. Эти окна закрывают съемными крышками при нагреве СЦ.
Через эти окна, при снятых крышках, шины с лампами ИКЗ можно свободно перемещать внутрь СЦ и изнутри СЦ.
Нагрев СЦ и сушка ДТМ осуществляется, как и в предыдущих аналогах. НИКИ от ламп ИКЗ нагревает внутреннюю цилиндрическую поверхности СЦ посредством теплообмена излучением. Наружная цилиндрическая поверхность СЦ нагревается от внутренней посредством теплообмена теплопроводностью через однослойную стенку. ДТМ нагревается аналогично от наружной цилиндрической поверхности. Поскольку ДТМ движется вместе с СЦ - набегающим потоком воздуха с него непрерывной уносятся испарения и ДТМ высыхает в процессе движения от первого нагретого СЦ к последнему.
По сравнению с предыдущими аналогами данное техническое решение существенно проще в обслуживании. Для замены ламп не требуется снимать СЦ с машины и разрывать ДТМ, не требуется и днище СЦ снимать. Требуется лишь останов машины, после чего снимается крышка на днище и через окно вытаскивается (выдвигается) шина с лампами и, после замены лампы, шина вновь задвигается внутрь СЦ по направляющей ИКН и крышка в днище закрывается.
Наиболее существенными недостатками данного способа являются:
1.5.1. Невозможность непрерывной сушки первоначально влажных дискретных мелких материалов (ВДММ) посредством НИКИ.
1.5.2. Высокая энергоемкость процесса сушки ДТМ.
Первый недостаток обусловлен тем, что дискретный материал во влажном состоянии может прилипать к наружной цилиндрической поверхности СЦ за счет сил молекулярного сцепления с влагой (водой) на поверхности ВДММ, но после ее испарения СДММ не сцепляется с поверхностью СЦ и ссыпается вниз. В данном аналоге отсутствуют операции фиксации ВДММ на поверхности СЦ при переходе ВДММ с одного СЦ на другой и сбора (отвода) СДММ из области сушки.
Второй недостаток обусловлен большими затратами энергии на нагрев цилиндрической стенки оболочки (обечайки) СЦ по сравнению с затратами энергии на нагрев самого ДТМ для сушки. Например, слой ДТМ (слой ошлихтованной пряжи на шлихтовальной машине) охватывающий ¾ длины окружности СЦ снаружи весит 1,2 кг, а масса цилиндрической части СЦ (от шлихтовальной машины ШБ-11/180) - 107 кг или почти в 10 раз больше. Таким образом, чтобы нагреть на 1°C 1,2 кг ДТМ нужно, предварительно, нагреть на 1°C 107 кг нержавеющей стали (12Х18Н10Т) СЦ, т.е. затратить энергии на нагрев ДТМ в 10 раз больше, чем потребовалось бы при нагреве ДТМ непосредственно посредством НИКИ.
Тем самым при известных способах непрерывной сушки ДТМ на цилиндрах, нагреваемых НИКИ, расходуется, по меньшей мере, в 10 энергии больше, чем для нагрева посредством НИКИ только ДТМ.
1.6. Известен способ непрерывной сушки ВДММ и превращение его в СДММ посредством СЦ, в который засыпают (подают) с одной стороны непосредственно ВДММ внутрь вращающегося СЦ, нагревая наружную поверхность СЦ снаружи снизу посредством НИКИ [8] и получая нагретый ВДММ на другой стороне внутренней поверхности СЦ. В процессе сушки (т.е. в процессе превращения ВДММ в СДММ) нагретый ВДММ в одном (в первом) СЦ, при его вращении, пересыпается (поступает) в следующий по ходу ВДММ СЦ, дополнительно нагревается, ворошится внутренней его поверхностью и высыхает.
НИКИ, создаваемое лампами ИКЗ, нагревает наружную цилиндрическую поверхность СЦ посредством теплообмена излучением, внутренняя цилиндрическая поверхность нагревается посредством теплообмена теплопроводностью. От этой нагретой поверхности такой же теплопроводностью (с учетом коэффициента теплоотдачи) нагревается и высушиваемый ВДММ. Вращение СЦ осуществляет ворошение ВДММ и воздушный поток, омывающий наружные поверхности частиц ВДММ и уносящий выделяемые испарения. В этом способе реально возможно осуществлять непрерывную сушку ВДММ.
В этом способе каждый СЦ установлен наклонно относительно горизонтали и снабжен устройствами регулировки угла наклона. Всего, в процессе сушки участвуют по меньшей мере три СЦ, установленные под разными углами наклона так и объединенные в одну поточную линию высушиваемым материалом, перетекающим из выше расположенного СЦ в ниже расположенный. Основными недостатками такого способа являются:
1.6.1. Высокая (избыточная) энергоемкость.
1.6.2. Избыточная сложность устройства для реализации.
1.6.3. Избыточные габариты и занимаемая площадь (с зоной обслуживания). Первый недостаток (избыточная энергоемкость, п. 1.6.1) обусловлен тем же фактором, что и предыдущих аналогах [5, 6, 7] при сушке ДТМ. Для того чтобы нагреть ВДММ, масса которого незначительна по сравнению с массой СЦ, внутри открытого с обеих сторон СЦ нужно, непрерывно нагревать значительную массу самого СЦ. При этом значительно большая часть затрат электроэнергии приходится не на нагрев ВДММ непосредственно НИКИ (лампами ИКЗ), а на нагрев массы СЦ. Этот же недостаток приведен при анализе аналога выше (п. 1.5.2) при непрерывной сушке ДТМ.
В данном способе, этот недостаток усиливается тем, что нужно нагревать не один СЦ, а, по крайней мере, три.
Кроме этого, НИКИ от ламп ИКЗ направлено не на вогнутую, а на выпуклую поверхность СЦ, чем увеличивается отражение от наружной поверхности СЦ и уменьшается поглощение энергии НИКИ, уменьшая интенсивность нагрева
Второй недостаток - высокая сложность устройства для реализации способа (п. 1.6.2) - обусловлен избыточным количеством элементов устройства. Кроме вращающего СЦ привода оно содержит механизмы вертикального перемещения концов СЦ для обеспечения заданного угла наклона и механизм удержания кожуха ИКН [8, кольца на СЦ поз. 1.1, узел кожуха 2 (поз. 2, 2.1, 2.2, 2.3), узел ИКН (поз. 2.4-2.12)]. Эта сложность устройства существенно затрудняет и выполнение операций монтажа и наладки устройства для реализации способа, т.е. обслуживание.
Третий недостаток, названный выше в п. 1.6.3, обусловлен необходимостью использования для непрерывной сушки ВДММ нескольких СЦ, что не только усложняет операции монтажа, сборки и наладки, но и существенно увеличивает производственную площадь для реализации способа.
2. Наиболее близким техническим решением (прототипом) является способ сушки внутри вращающегося горизонтально сетчатого или перфорированного СЦ, который нагревают сверху вдоль образующей излучением тэнов или инфракрасных ламп типа ИКЗ [9]. Тэны или ИКН располагают над СЦ с зазором в один или несколько рядов. Барабан вращают посредством электромеханического привода, размещая их (барабан и привод) внутри корпуса в ограждении с дверцами. Слева или справа от барабана (в области левого или правого днища барабана) монтируют дополнительный корпус, размещая в нем вентилятор с улиткой, крыльчаткой и коллектором так, что вентилятор отводит воздух от сетчатого или перфорированного СЦ. СЦ (барабан) снабжен люком с крышкой, которую снимают после остановки барабана и из него высыпают СДММ, после чего загружают барабан для очередной порции ВДММ.
Данный способ реализуется следующим образом. Открывают дверцу ограждения, затем открывают люк с крышкой СЦ (барабана), засыпают внутрь СЦ ВДММ, закрывают люк с крышкой, включают нагрев (ИКН), вентилятор, привод СЦ и закрывают дверцу ограждения. После превращения ВДММ в СДММ операции выполняют в обратном порядке. Отключают привод вращения СЦ, вентилятор и ИКН. Открывают дверцу ограждения, открывают люк СЦ с крышкой, высыпают СДММ, засыпают очередную порцию ВДММ и цикл продолжают.
Известны также способы пневматической транспортировки материалов внутри гибкой или жесткой трубы, которую снабжают либо одним эжектором на конце, либо двумя на обоих концах [10, 11]. Эжектор (эжекторы) пневматически подключают к источнику высокого давления, например, к рабочему выходу компрессора, сопла эжекторов создают внутри трубы струи высокого давления, которые, в свою очередь, создают поток воздуха внутри трубы направленный вдоль ее оси. Этот поток создает разряжение на входе в трубу (всасывающий факел), которое всасывает материалы, а поток внутри трубы транспортирует их и выводит из трубы за счет приточной струи.
3. Причины, препятствующие получению технических результатов.
3.1. Данный способ (заложенный в устройстве [9]) является способом порционной сушки, не может осуществляться непрерывно и, поэтому, крайне неэффективен по производительности.
Кроме этого, в способе отсутствует операция, позволяющая определить - высох ли ВДММ внутри сетчатого или перфорированного СЦ до нужной кондиции или нет.
3.2. Высокая энергоемкость.
Данный недостаток связан с двумя причинами, первая из которых - большое расстояние от ИКН 15 на каретке с несущей рамой 16 [9, с. 2, фиг. 1] до высушиваемого материала, который под действием силы тяжести, расположен внизу (в нижней части) сушильного барабана 3. Излучатели 15 не могут быть ниже верхней образующей барабана 3 - конструктивно.
При этом известно, что мощность (энергия) излучения уменьшается пропорционально квадрату расстояния от источника. Поэтому энергия излучения от ИКИ 15 сверху, достигающая высушиваемый материал внизу барабана 3 - минимальна, а отражающие свойства этого материала - также препятствуют его нагреву во время вращения, поскольку нагрев обусловлен поглощением (а, не отражением) энергии излучения, в частности квантов энергии.
Вторая причина - это максимальный нагрев сетки или перфорированной части сушильного барабана в его верхней части излучением от нагревателей 15 из-за малости расстояния между этой поверхностью барабана и нагревателями 15. Воздух, нагретый вверху, между нагревателями (ИКИ) 15 и поверхностью барабана 3 посредством конвекции поднимается вверх в направлении нагревателей 15, поскольку он легче холодного и не достигает расположенного внизу высушиваемого материала.
В результате высушиваемый материал, вдоль нижней образующей барабана, нагревается только за счет контакта с внутренней поверхностью барабана, нагреваемой посредством теплопроводности от наружной поверхности. При этом эта наружная поверхность непрерывно остывает в процессе оборота барабана, при перемещении от верха (область расположения излучателей 15) до низа. Таким образом, тепловая энергия нагретого вверху воздуха не используется для нагрева высушиваемого материала, а энергия излучения ИКН 15 используется с крайне низким КПД.
3.3. Неудобство обслуживания обусловлено конструктивной сложностью и невозможностью свободного доступа к ИКН и к СЦ.
В цели предполагаемого изобретения (по сравнению с прототипом) входит получение следующих технических результатов.
1. Реализация непрерывной сушки дискретных мелких материалов.
2. Существенное снижение энергоемкости сушки.
3. Повышение удобства обслуживания и упрощение операций.
4. Признаки прототипа, совпадающие с заявляемым предполагаемым изобретением.
В способе непрерывной сушки дискретных мелких материалов посредством направленно-фокусированного излучения в ближней инфракрасной области, это излучение направлено на движущуюся сетчатую или перфорированную поверхность, взаимодействующую с высушиваемым материалом.
5. Задачами предполагаемого изобретения являются следующие технические результаты:
5.1. Реализация непрерывной сушки дискретных мелких материалов.
5.2. Существенное снижение энергоемкости сушки.
5.3. Повышение удобства обслуживания и упрощение операций.
6. Эти технические результаты в заявляемом способе непрерывной сушки дискретных мелких материалов посредством направленно-фокусированного излучения в ближней инфракрасной области, в котором это излучение направляют на движущуюся сетчатую или перфорированную поверхность, взаимодействующую с высушиваемым материалом достигаются тем, что сетчатую или перфорированную поверхность выполняют в виде внутренней поверхности тонкостенного конуса с равномерно отогнутыми в направлении вершины краями основания в форе кольцевой чаши, который устанавливают вертикально вершиной вверх с возможностью вращения и снабжают вращающим относительно оси приводом, а излучение направляют на внутреннюю поверхность стенки конуса перпендикулярно вдоль нее и параллельно образующим, по меньшей мере, вдоль трех линий образующих, при этом влажный материал непрерывно подают на вершину конуса, который вращают, а высушенный материал непрерывно отводят из кольцевой чаши конуса сверху пневматически, кроме этого на наружной поверхности от вершины к основанию конуса плотно закрепляют прочную спираль круглого или полукруглого сечения, которую навивают с равномерным или неравномерным шагов в направлении навстречу вращению конуса, кроме этого, при операции создания конуса угол между противоположными образующими конуса обеспечивают от 90 и более, предварительно обеспечивая размер отверстий в сетке или в перфорации - меньше наименьшего размера сухого (высохшего) материала, а операциями вращения конуса, нагрева конической поверхности, пневматического забора высохшего материала и подачей влажного на коническую поверхность - управляют в автоматическом режиме.
7. Сущность предполагаемого изобретения поясняется чертежами, где на фиг. 1 показана общая схема устройства для реализации заявляемого способа.
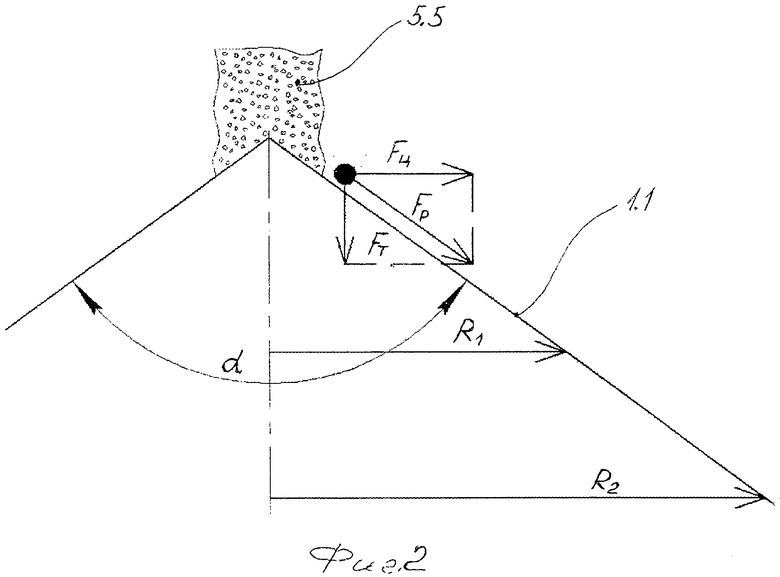
На фиг. 2 показана схема силового воздействия на частицы влажного материала (ВДММ), поступающего на вершину вращающегося конуса и на конической поверхности.
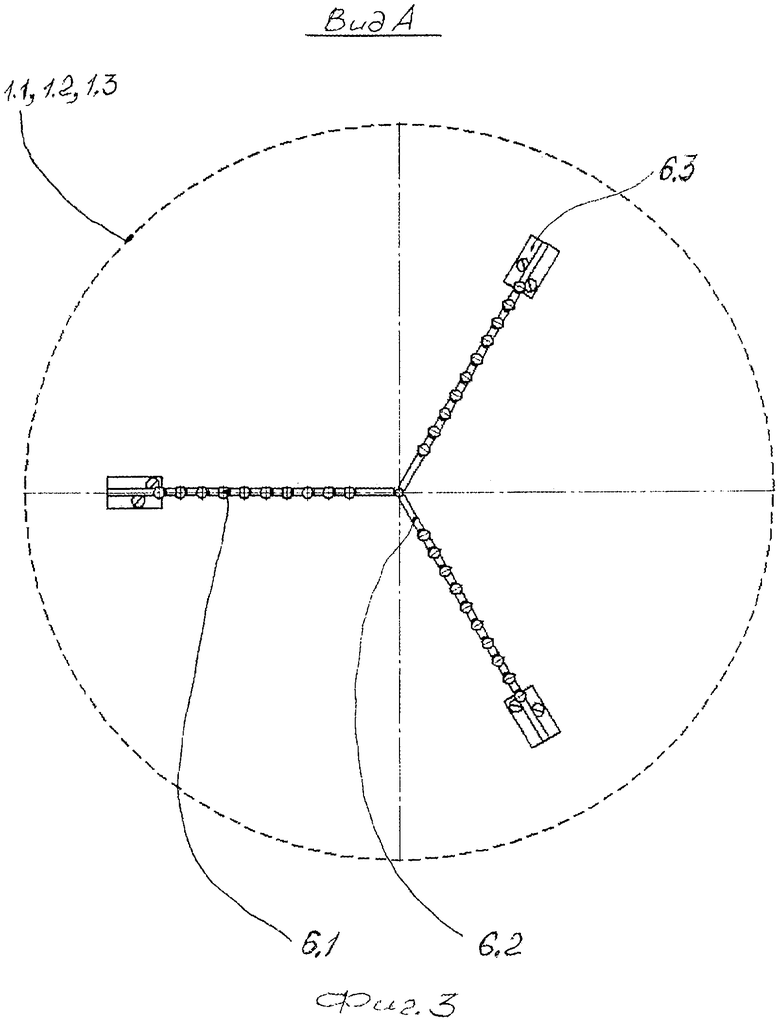
На фиг. 3 показана схема размещения источников НИКИ в шинах под конической (внутри конической) оболочкой вращающегося конуса. Схематично показан вид А фигуры 1 без конической оболочки.
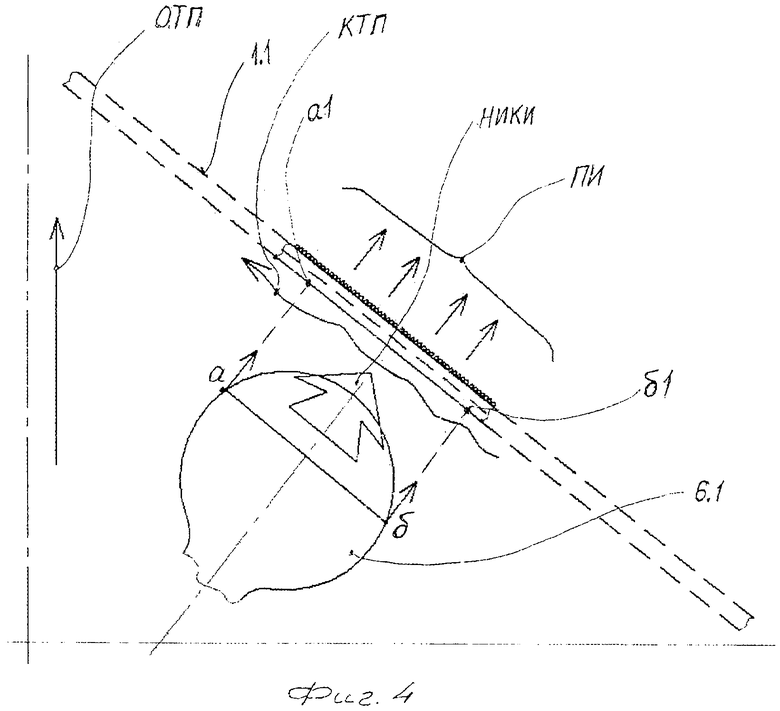
На фиг. 4 показана схема теплового воздействия НИКИ, направленного на внутреннюю поверхность вращающейся конической оболочки.
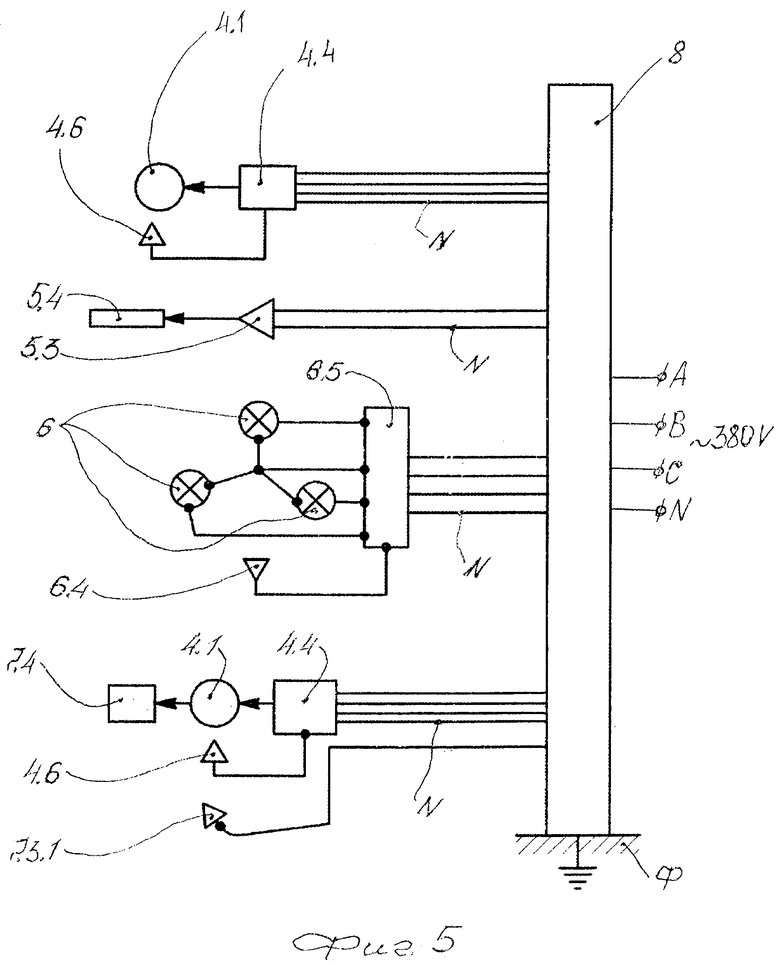
На фиг. 5 показана общая схема автоматизированной системы управления технологическим процессом непрерывной сушки. Это, например, микропроцессорный блок управления и слежения за режимами (шкаф или станция общего автоматического управления сушкой).
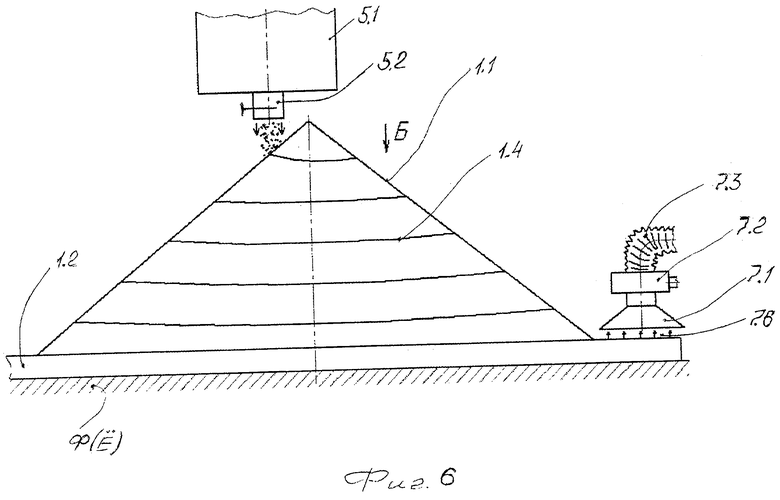
На фиг. 6 показан общий вид конической оболочки с навитой на наружной поверхности конической спиралью из проволоки круглого или полукруглого сечения.
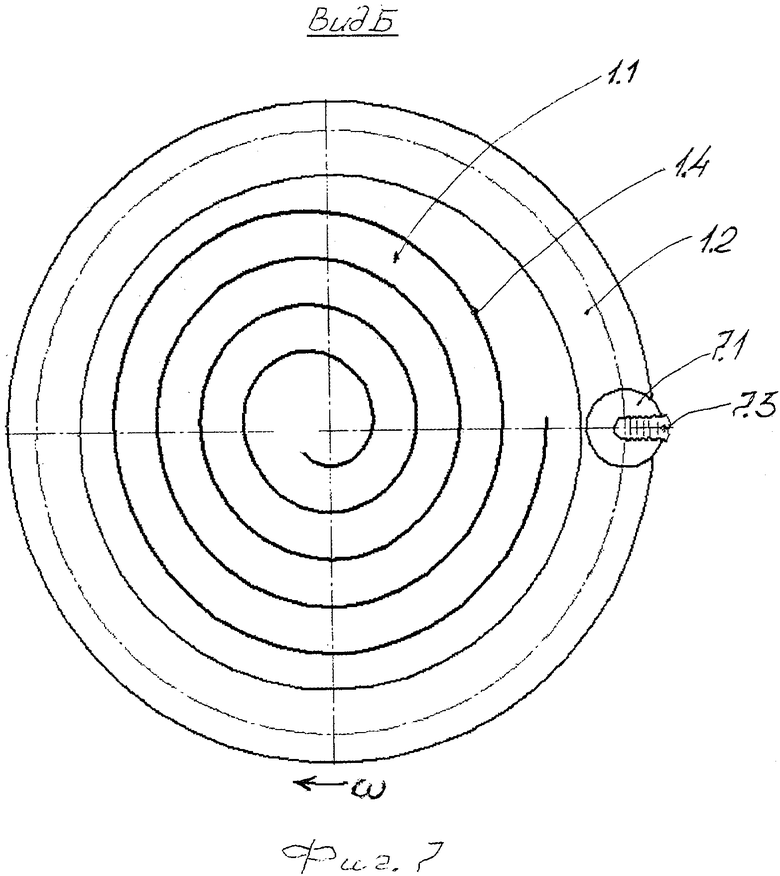
На фиг. 7 представлен вид сверху на коническую оболочку с навитой на наружной поверхности конической спиралью из проволоки круглого или полукруглого сечения.
7.1. Устройство для реализации заявляемого способа состоит из следующих основных элементов (деталей, узлов, механизмов и блоков).
1 - сушильный тонкостенный конус, выполненный из сетки или из перфорированного листа стали 12Х18Н10Т толщиной (например) 1-2 мм, высотой (например) 1 м, диаметром в основании (например) 3 м. Размер отверстий в сетке или в перфорации меньше размеров высушиваемого материала в сухом виде (фиг. 1). Конус установлен вертикально вершиной вверх
1.1 - коническая поверхность конуса 1 с углом α между противоположными образующими больше 90°, α>90° (фиг. 1, 2).
1.2 - отогнутая к вершине конуса 1, в форме кольцевой чаши, часть его основания.
1.3 - резиновое (например) покрытие (насадка) на наружном крае бурта чаши 1.2, как элемент фрикционной передачи.
1.4 - проволока круглого или полукруглого сечения, прочно намотанная (прикрепленная, например сваркой) на наружную коническую поверхность 1.1 в виде конической спирали (или пружины) с равномерным или неравномерным расстоянием между витками вдоль образующей конуса 1, фиг. 6, 7. Намотку (в том числе прикрепление) проволоки на поверхность 1.1 осуществляют сверху конуса 1 и в направлении, противоположном направлению вращения конуса 1.
2 - цилиндрическое углубление в неподвижном фундаменте Φ (или в неподвижной цилиндрической емкости Е) с плоским горизонтальным днищем, фиг. 1.
3 - цилиндрический, кольцевой (например, из фторопласта) радиально-опорный подшипник скольжения, взаимодействующий с наружной поверхностью чаши 1.2 конуса 1, установленный по контуру цилиндрического углубления в фундаменте Φ или в цилиндрической емкости Е (фиг. 1).
4 - управляемый электропривод, вращающий конус 1, фиг. 1.
4.1 - электродвигатель, фиг. 1.
4.2 - шкив на валу электродвигателя 4.1, фиг. 1.
4.3 - резиновое покрытие на шкиве 4.2 электродвигателя 4.1, фиг. 1. Резиновое покрытие 1.3 чаши 1.2 конуса 1 и резиновое покрытие 4.3 на шкиве 4.2 электродвигателя 4.1 образуют фрикционную передачу. Вращение шкива 4.2 обеспечивает вращение конуса 1 в подшипнике 3 (фиг. 1).
4.4 - электронный блок управления (задания частоты вращения) электродвигателем 4.1, например, тиристорный преобразователь, фиг. 1.
4.5 - показано условно сетевое питание (от промышленной сети) управляемого электропривода 4, фиг. 1.
4.6 - задатчик (и датчик) частоты вращения ротора управляемого электродвигателя в автоматизированной системе управления технологическим процессом сушки (в АСУ ТП), фиг. 1, 5.
5 - средство непрерывной подачи влажного материала (ВДММ) на вершину конуса 1, например, неподвижный бункер, фиг. 1, 2, 6.
5.1 - неподвижная емкость с влажным дисперсным мелким материалом (ВДММ), например, цилиндрический бункер.
5.2 - направляющая и подающая выпускная труба бункера 5.1 (может быть конической), фиг. 1, 2, 6.
5.3 - электромагнитный (управляемый) привод заслонки 5.4 (задвижка или шибер) трубы 5.2, электрически подключенный в автоматизированную систему управления технологическим процессом сушки (в АСУ ТП), фиг. 1, 2, 5, 6.
5.4 - заслонка трубы 5.2 бункера 5.1 смонтированная с возможностью увеличения и уменьшения размеров поперечного сечения внутри трубы 4.2 до полного его перекрытия посредством привода 5.3, фиг. 1, 5, 6.
5.5 - поток (частиц) влажного материала ВДММ, непрерывно поступающий на вершину конической поверхности 1.1 конуса 1, фиг. 1, 2, 6, 7.
Ось трубы 5.2 бункера 5.1 может не совпадать с осью вращения конуса 1, фиг. 6. При этом площадь первичного соприкосновения потока 5.5 (частиц) влажного материала ВДММ может быть геометрически смещена относительно вершины конуса 1, фиг. 7.
6 - инфракрасный нагреватель (ИКН), содержащий, по меньшей мере, три ряда источников НИКИ, равномерно установленных неподвижно относительно окружности основания конической поверхности 1.1 сушильного конуса 1 вдоль его образующих, фиг. 1, 3. При наличии трех рядов излучателей НИКИ их электрическое питание осуществляется аналогично известным техническим решениям [7, 8] с использованием трехфазного авторегулятора «напряжение-температура» (АРНТ). Схема электрического питания трехфазного ИКН с использованием АРНТ является типовой, весьма известной и на чертежах не показана за исключением фиг. 1, 5, где эта схема показана схематично.
6.1 - излучатели НИКИ, электролампы типа ИКЗ-175 или ИКЗ-250 или ИКЗ-500, размещенные неподвижно, с равномерным минимальным зазором 3-4 мм относительно внутренней конической поверхности 1.1 и перпендикулярно ей, фиг. 1, 3, 4.
6.2 - неподвижные прочные электропроводные шины, в которых установлены излучатели 6.1 аналогично известным техническим решениям [7, 8], фиг. 1, 3. Одна из шин 6.2 является нейтральной, другая - фазной, также как и в [7, 8]. Электролампы ИКЗ установлены в шинах без зазоров между ними в каждом ряду.
6.3 - отогнутые концы шин 6.2, прочно прикрепленные к фундаменту Φ или к днищу цилиндрической емкости Е внутри подшипника 3, например, фундаментными или анкерными болтами (на фиг. 1 - не обозначены), фиг. 1.
6.4 - неподвижный датчик температуры наружной конической поверхности 1.1 вместе со слоем высушиваемого материала (ВДММ), например, бесконтактный, типа «Optris», фиг. 1, 5.
6.5 - условно показан трехфазный авторегулятор «напряжение-температура» АРНТ (или тиристорный или динисторный или транзисторный), фиг. 1, 5.
7 - устройство пневматического отвода высушенного (сухого) материала (СДММ) из кольцевой чаши 1.2 конуса 1, фиг. 1, 6, 7. Это устройство выполнено аналогично известным техническим решениям [10, 11] и включает в себя следующие элементы.
7.1 - всасывающая воронка, размещенная над кольцевой чашей 1.2 конуса 1, фиг. 1, 6,
7.2 - пневматический эжектор, создающий разряжение перед воронкой 7.1.
7.3 - транспортирующая труба, в которой посредством эжектора 7.2 создается скоростной напор воздуха в направлении от воронки 7.1.
7.3.1 - электронный датчик давления (скоростного напора) в трубе 7.3, электрически включенный в систему АСУ ТП для автоматического управления процессом отвода высохшего материала из кольцевой чаши 1.2 конуса 1, фиг. 1, 5
7.4 - условно показан компрессор, нагнетающий выход которого пневматически соединен с пневматическим входом эжектора 7.2. Компрессор снабжен управляющим электроприводом (на чертежах - не показан), аналогичным тому, что показан выше (поз. 4.1, 4.4, 4.5, 4.6). Управляющий блок электропривода компрессора также включен в систему АСУ ТП, как и датчик 7.3.1 также, как и управляющий блок 4.4 с задатчиком скорости 4.6, фиг. 5.
7.5 - условно показан бункер для сбора высушенного материала СДММ, который пневматически соединен в выпускным концом трубы 7.3, фиг. 1, 6, 7.
7.6 - высушенный (сухой) материал СДММ в кольцевой чаше 1.2 конуса 1, фиг. 1, 6, 7.
8 - шкаф (общий корпус) автоматизированной системы управления АСУ ТП, например, микропроцессорные блоки (на фигурах не показаны) управления и сигнализации, фиг. 5. Эта АСУ ТП 8 может быть выполнена аналогично автоматизированным системам [12].
На фигурах 1-7 внесены следующие дополнительные буквенные обозначения.
ω - направление угловой скорости вращения конуса 1.
FЦ - центробежная сила, действующая на каждую частицу (выделена на фиг. 2) высушиваемого материала ВДММ на вращающейся со скоростью ω наружной конической поверхности 1.1 конуса 1.
FT - сила тяжести (вес) каждой частицы ВДММ, фиг. 2.
FP - равнодействующая (геометрическая сумма) сил FЦ и FТ, фиг. 2.
R1 - радиус наружной конической поверхности 1.1 у вершины конуса 1, фиг. 2.
R2 - радиус наружной конической поверхности 1.1 ниже вершины конуса 1, ближе к основанию конуса 1, чем R1, R2>R1, фиг. 2.
НИКИ - направленно-фокусированное излучение в ближней инфракрасной области (0,7-1,9 мкм), направленное перпендикулярно на внутреннюю коническую поверхность 1.1 конуса 1, фиг. 4.
ПИ - проникающее сквозь отверстия сетки или перфорации конической поверхности 1.1 конуса 1 на спиральный слой высушиваемого материала 5.5, фиг. 4.
КТП - конвективный тепловой поток воздуха вдоль нагретой внутренней конической поверхности 1.1. Этот поток создается снизу вверх этой самой внутренней поверхностью 1.1, фиг. 4.
ОТП - общий тепловой поток воздуха внутри оболочки внутренней конической поверхности 1.1, образованный захватом воздуха окружающего его потоками КТП, фиг. 1, 4.
а, б - максимальный диаметр колбы лампы ИКЗ 6.1 (максимальный диаметр отражателя внутри колбы), фиг. 4.
a1, б1 - диаметр светового круга (пятна излучения) от лампы ИКЗ 6.1 на внутренней конической поверхности 1.1, фиг.4. а-б=а1-б1.
А, В, С, N - обозначения фаз и нейтрали трехфазной электрической промышленной сети на входе питания АСУ ТП в шкафу (в общем корпусе) 8, фиг. 5.
7.2. Устройство, реализующее заявляемый способ, работает следующим образом.
Вначале бункер или емкость 5.1 загружаются влажным дисперсным мелким материалом (ВДММ) при закрытой заслонке 5.4 подающей трубы 5.2, фиг. 1, 6.
Одновременно включат управляемый электропривод 4, вращающий конус 1, фиг. 1, который с помощью фрикционной передачи 1.3 и 4.3 (фиг. 1) передает вращательное движение через наружный край бурта чаши 1.2 конусу 1.
Перед этим, посредством электронного блока управления 4.4 привода 4, задатчика 4.6 скорости вращения ω (фиг. 1, 3, 7) и АСУ ТП 8 (фиг. 8) задают нужную скорость вращения конуса 1, например, 10 об/мин.
Одновременно с включением привода 4 включают инфракрасный нагреватель 6 (фиг. 1, 3, 4, 5). При этом на силовой вход (не обозначен) АРНТ 6.5 подают сетевое трехфазное переменное напряжение 4.5 (например, ~380 В), датчик температуры 6.4 наружной конической поверхности 1.1 конуса 1 фиксирует начальную ее температуру. Посредством задатчика температуры (не обозначен) АРНТ 6.5 и АСУ ТП 8 задают нужную температуру наружной конической поверхности 1.1 конуса 1, например, 90°C (чтобы не было процессов закипания внутри влажного материала ВДММ). С управляемого силового выхода (не обозначен) АРНТ 6.5 напряжение подается на питание излучателей 6.1 НИКИ по электропроводным шинам 6.2 (одна из которых нейтральная, другая - фазная) в системе инфракрасного нагревателя 6 (ИКН). Данная схема питания ИКН 6, например, аналогична известным техническим решениям [7, 8]. Вначале, на питание излучателей 6.1 от выхода АРНТ 6.5 подается силовое напряжение промышленной сети. При достижении заданной температуры 90°C, которое измеряется непрерывно датчиком 6.4 температуры, АРНТ 6.5 уменьшает напряжение питания излучателей 6.1, поддерживая заданную температуру наружной конической поверхности 1.1 конуса 1.
Таким образом, вращение сушильного конуса 1 сопровождается нагревом его конической оболочки 1.1. Поскольку эта оболочка 1.1, при вращении, подвергается изнутри воздействию НИКИ от (по меньшей мере) трех рядов излучателей 6.1 вдоль образующих конуса 1 (фиг. 1, 3) - она нагревается (прогревается) равномерно.
При достижении заданной скорости вращения конуса 1 и температуры его конической поверхности 1.1 открывают (на заданную величину перемещения) заслонку 5.4 трубы 5.2 бункера 5.1 (фиг. 1, 5, 6). Предварительно, посредством, например, электромагнита 5.3 и системы АСУ ТП 8 задают параметры щели (отверстия или зазора) в трубе 5.2 между внутренней стенкой этой трубы и заслонкой 5.4, исходя из требуемой скорости подачи (количества или расхода) влажного материала ВДММ 5.5, например, 3600 кг/ч или 1 кг/с. При открытии заслонки 5.4 ВДММ из бункера 5.1 по трубе 5.2 непрерывно, в виде вязкой струи 5.5, поступает на вершину вращающегося и нагретого конуса 1 с количественным расходом из бункера 5.1, например, 3600 кг/ч или 1 кг/с (фиг. 1, 2, 4, 6, 7).
В момент открытия канала трубы 5.2 бункера 5.1 заслонкой 5.4 включают устройство 7 пневматического отвода высушенного (сухого) материала (СДММ) из кольцевой чаши 1.2 конуса 1, фиг. 1, 6, 7. Предварительно, посредством датчика давления 7.3.1, компрессора 7.4 с управляемым электроприводом (на фигурах на показан, но аналогичен электроприводу 4 в части позиций 4.1, 4.4, 4.6, 4.5, фиг. 1), электронного блока управления 4.4 и системы АСУ ТП 8 задают требуемый скоростной напор внутри транспортирующей трубы 7.3, который создает пневматический эжектор 7.2, подключенный к нагнетающему выходу компрессора 7.4. Этот скоростной напор воздуха в трубе 7.3 задают, например, 20 м/с. Компрессор 7.4 с эжектором 7.2, создают заданный скоростной напор воздуха в трубе 7.3 в направлении к бункеру 7.5 для сбора высушенного, т.е. сухого материала СДММ. Этот поток воздуха внутри трубы 7.3 создает разряжение воздуха перед всасывающей воронкой 7.1, т.е. всасывающий факел над кольцевой чашей 1.2 конуса 1.
В момент контакта ВДММ 5.5 с конической поверхностью 1.1 на вершине (не обозначена) конуса 1 (фиг. 2) на каждую частицу (на фиг. 2 выделена крупным черным кругом) ВДММ 5.5 и на всю его массу одновременно действуют три силы: центробежная сила инерции массы частиц FЦ, сила тяжести массы частиц FT и сила трения (не обозначена) массы частиц о поверхность 1.1. Равнодействующая FP сил FЦ и FT всегда направлена вдоль (или под острым углом к образующей конической поверхности 1.1 конуса 1) в направлении сверху вниз. Эта результирующая сила FP перемещает частицы ВДММ 5.5 в направлении от вершины конуса к его основанию. Сила трения (как сила сцепления) перемещает частицы ВДММ 5.5 в направлении вращения конической поверхности 1.1 конуса 1 вместе с этой поверхностью.
Под воздействием этих сил FP и силы трения (сцепления) частицы ВДММ 5.5 участвуют в двух движениях одновременно: в поступательном - по конической поверхности 1.1 сверху вниз и во вращательном, относительно оси конуса 1. Суммарным (фактическим или реальным) движением частиц ВДММ 5.5 на конической поверхности 1.1 является их перемещение сверху вниз по спирали, охватывающей эту поверхность 1.1.
В процессе этого движения от вершины к основанию конуса 1, на частицы ВДММ 5.5 действие центробежной силы FЦ непрерывно возрастает из-за увеличения радиуса окружности, на которой располагаются частицы (у конуса R1 всегда больше R2, фиг. 2). Поэтому увеличивается и результирующая сила FP двигающая частицы ВДММ 5.5 вниз. Вследствие этого, поток частиц ВДММ 5.5 не только перемещается по спирали вниз (по нагретой конической поверхности 1.1 конуса 1), но движется при этом равноускоренно. То есть в каждом последующем сечении потока частиц ВДММ 5.5 на поверхности 1.1 (сверху вниз) частиц ВДММ 5.5 меньше, чем в предыдущем. С увеличением угла α между противоположными образующими конической оболочки 1.1 (90° и более) величина R2 возрастает на большую величину по сравнению с R1, при этом возрастает быстрее и FЦ, под воздействием которой ослабевает контакт между слоем ВДММ 5.5 снизу и конической оболочкой 1.1 сверху. По поверхности контакта образуются зазоры, в которые проникает и нагретый воздух, увеличивая скорость сушки.
На самом деле, при движении по спирали вниз, плотность потока частиц ВДММ 5.5 уменьшается, их слой на поверхности 1.1 конуса 1 становится тоньше, поэтому он лучше прогревается, быстрее подсыхает и превращается в сухой материал СДММ у основания конуса 1, фиг. 1, 2. При высыхании, сила трения (сцепления) частиц ВДММ 5.5 с конической поверхностью 1.1 конуса 1 уменьшается (частицы теряют цепкость из-за отсутствия влаги) и они ссыпаются в кольцевую чашу 1.2 вращающегося конуса 1. По мере наполнения кольцевой чаши 1.2 конуса 1 сухим материалом СДММ, его верхний слой засасывается всасывающим факелом (не обозначен) всасывающей воронки 7.1 и устройство пневматического отвода 7 по транспортирующей трубе 7.3 непрерывно удаляет СДММ в бункер 7.5 для сбора СДММ, фиг. 1, 6, 7.
При размещении на конической поверхности 1.1 конуса 1 конической спирали 1.4 (фиг. 6, 7) из, например, стальной проволоки круглого или полукруглого сечения, которую прочно прикрепляют к этой поверхности, спираль 1.4 вращается вместе с конической поверхностью 1.1. Эту спираль 1.4 навивают на поверхность 1.1 сверху вниз противоположно направлению ее вращения (вращения конуса 1). Поэтому при взаимодействии вершины конуса 1 (со спиралью 1.4) с потоком 5.5 частиц ВДММ из трубы 5.2 (фиг. 1, 2, 6, 7) возникает эффект движения в винтовой передаче «винт-гайка». Роль вращающегося «винта» (неподвижного в осевом направлении) выполняет конус 1 со спиралью 1.4, а роль «гайки» выполняет поток 5.5 ВДММ из трубы 5.2, который непрерывно как бы ввинчивается (наматывается) в конический «винт» (конус 1 с резьбой-спиралью 1.4) сверху вниз.
Действие всех тех сил, которые приведены выше, сохраняется, поэтому спиральное перемещение потока частиц ВДММ сверху вниз по конусу 1 со спиралью 1.4 аналогично выше изложенному. Отличием является более высокая равномерность (регулярность) потока ВДММ на конической поверхности 1.1 за счет спирали 1.4 и более высокие значения сил трения (сцепления) частиц ВДММ с поверхностью конуса 1 за счет спирали 1.4. При этом не имеет значения то обстоятельство, что равномерно или неравномерно витки спирали 1.4 расположены вдоль образующей конуса 1, т.е. с одинаковым или не одинаковым шагом между ними. Плотность движущегося сверху вниз по спирали потока частиц ВДММ на конической поверхности 1.1 конуса 1 уменьшается так же, как и без спирали 1.4.
Таким образом, достигается первый технический результат из задач предполагаемого изобретения - осуществляется непрерывная сушка дискретных мелких материалов. ВДММ непрерывно поступает из емкости (бункера) 5.1 на вершину конуса 1 и непрерывно перемещается по нагретой конической поверхности 1.1, непрерывно подсыхая по мере движения сверху вниз. Высохший материал СДММ непрерывно ссыпается в кольцевую чашу 1.2 конуса 1, из которой он (7.6) непрерывно сверху засасывается (забирается) всасывающим факелом воронки 5.1 устройства пневматического отвода 7. Это устройство 7, посредством эжектора 7.2 непрерывно транспортирует по транспортирующей трубе 7.3 материал СДММ в бункер 7.5 для сбора СДММ, фиг. 1.
Второй технический результат из задач предполагаемого изобретения - существенное снижение энергоемкости сушки обеспечивается следующим образом (фиг. 1, 3, 4).
Как показано выше, коническая оболочка 1.1 перфорированного (или сетчатого) сушильного конуса 1 нагревается непосредственно посредством НИКИ до заданной температуры, которая непрерывно измеряется на уровне середины (приблизительно) высоты конуса 1. Эта температура соответствует температуре наружной поверхности конической оболочки 1.1 конуса 1, фиг. 1.
Выше также показано, что ВДММ от вершины конуса 1 (при его вращении) перемещается вниз по конической поверхности 1.1 по траектории спирали в виде плоской ленты (плоского слоя), ширина которого (вдоль образующей конуса 1) ограничена витками спирали 1.4 (фиг. 1, 6, 7). При этом толщина этого слоя сверху вниз непрерывно уменьшается, а вся наружная поверхность конуса 1 сверху вниз между витками спирали 1.4 охвачена слоем высушиваемого материала 5.5 (фиг. 1, 4, 6, 7), толщина которого уменьшается по мере его перемещения вниз.
При нагреве вращающейся конической оболочки 1.1 изнутри (фиг. 4), НИКИ от каждого излучателя 6.1 направлено непосредственно на внутреннюю поверхность конической оболочки 1.1. Электропроводные шины 6.2 (фиг. 1, 3) своими отогнутыми концами 6.3 (фиг. 1) прикреплены к фундаменту Φ (или к днищу емкости Е) так, что между внутренней поверхностью оболочки 1.1 и колбой ламп ИКЗ зазор минимален, например 5-10 мм. Лампы типа ИКЗ обладают узким световым распределением и, на этом расстоянии, поток НИКИ из колбы не расходится, т.е. а-б=a1-б1 (фиг. 4). Малый размер зазора 5-10 мм способствует тому, что энергия НИКИ практически не расходуется на нагрев воздуха (на поглощение молекулами воздуха) в зазоре.
В процессе взаимодействия НИКИ с вращающейся конической оболочкой 1.1 изнутри осуществляется одновременно следующее (фиг. 1, 4). НИКИ нагревает внутреннюю поверхность конической оболочки 1.1 за счет поглощения излучения этой поверхностью. Часть энергии НИКИ проникает сквозь сплошные участки перфорации или сетки (проникающее излучение ПИ) и поглощается слоем высушиваемого материала 5.5 (фиг. 4). Сквозь отверстия перфорации (или в сетке) НИКИ, без потери мощности, нагревает непосредственно слой 5.5 высушиваемого материала 5.5 за счет поглощения излучения этим слоем. Нагрев конической стенки (оболочки 1.1) осуществляется равномерно по окружности (за счет ее вращения), но неравномерно по высоте. У вершины конуса 1 ее температура выше заданной (установленной посредством АСУ ТП), на уровне середины по высоте температура соответствует заданной, а у основания конуса 1 она меньше заданной. Это обусловлено тем, длина нагреваемой поверхности оболочки 1.1 по окружности (при постоянном количестве излучателей НИКИ 6.1) увеличивается от вершины к основанию конуса 1.
Нагрев внутренней поверхности оболочки 1.1 приводит к нагреву соприкасающегося с ней воздуха. Температура у вершины конуса 1 всегда выше, чем у основания, поэтому у внутренней поверхности оболочки 1.1 образуется непрерывный конвекционный тепловой поток воздуха КТП снизу вверх (фиг. 4). Этот поток КТП вращается, увлекаемый за счет трения о вращающуюся оболочку 1.1. Вращающийся у внутренней поверхности оболочки 1.1 и направленный вверх поток КТП захватывает за счет трения между частицами воздуха соседние его слои и внутри объема конуса 1 возникает общий тепловой поток ОТП воздуха снизу вверх. На фиг. 4 показано его общее направление, а на фиг. 1 показано, что он непрерывно существует во всем внутреннем пространстве под оболочкой 1.1. Особенностями действия этих потоков КТП и ОТП является то, у вершины конуса 1 внутри давление нагретого воздуха и его температура выше, чем у основания конуса 1. Проникая между частицами высушиваемого материала ВДММ 5.5, этот воздух захватывает испарения влаги из ВДММ 5.5, ускоряя процесс высыхания.
Таким образом, в процессе сушки материала 5.5 на конической поверхности 1.1 материал 5.5 он нагревается непосредственно НИКИ сквозь отверстия в перфорации (или в сетке), проникающим (ПИ) сквозь сплошные участки перфорации излучением и посредством теплопроводности от нагретой наружной поверхности конуса 1. При таком тройном пути подвода тепловой энергии к высушиваемому материалу 5.5 от одного и того же ее источника НИКИ - существенно повышает КПД преобразования излучения в температуру высушиваемого материала. В отличие от аналогов и прототипа энергия НИКИ почти полностью (95-97%) расходуется на нагрев высушиваемого материала. За счет минимального зазора (5-7 мм) между излучателями НИКИ 6.1 и стенкой конической оболочки 1.1 с высушиваемым материалом 5.5 на ней требуется в 3-5 раз меньше затрат электроэнергии на питание излучателей НИКИ 6.1, чем в прототипе.
Дополнительное уменьшение затрат электроэнергии на питание излучателей НИКИ 6.1. обеспечивается сокращением времени сушки ВДММ 5.5 по сравнению с прототипом в 2-3 раза, поскольку на вращающейся поверхности конуса высушиваемый нагретый материал непрерывно обдувается набегающим потоков воздуха. Этот поток уносит испарения из материала без образования насыщенных паров над его поверхностью. При постоянной угловой скорости ω вращения конуса, скорость набегающего потока возрастает от вершины конуса 1 к его основанию из-за увеличения радиуса окружности и линейной скорости. Поэтому процесс высыхания ускоряется при движении слоя ВДММ 5.5 по спирали на конической оболочке 1.1 сверху вниз, при этом одновременно уменьшается и толщина этого слоя, как показано выше.
Третий технический результат из задач предполагаемого изобретения - повышение удобства обслуживания и упрощение операций обеспечивается двумя факторами.
В первом, это простота непрерывной подачи высушиваемого материала ВДММ на перфорированный конус 1 или на конус 1 из сетки, простота движения материала по конической поверхности 1.1 за счет действия естественных физических сил и простота непрерывного съема высохшего материала СДММ 1.4 из кольцевой чаши 1.4 посредством пневматики.
Во втором - за счет работы АСУ ТП 8, в которую включены управляемый электропривод 4, вращающий конус 1; управляемый привод 5.3 заслонки 5.4; авторегулятор АРНТ 6.5 инфракрасного нагревателя 6; датчик давления 7.3.1 в транспортирующей трубе 7.3, который посредством АСУ ТП связан с управляющим блоком электропривода компрессора 7.4.
Для выполнения операций непрерывной сушки не требуется ручного труда и действий, прерывающих непрерывный процесс.
Источники информации
1. RU 2263730 C1, 10.11.2005.
2. http//www.guprmlisma.
3. RU 2300589 C1, 10.06.2007.
4. RU 2269730 C2, 10.02.2006.
5. RU 2287121 C2, 10.11.2006.
6. RU 2302593 C1, 10.07.2007.
7. RU 2431793 C1, 20.10.2011.
8. RU 2465526, 27.10.2012.
9. RU 2327093 C1, 20.06.2008.
10. SU №1754812 Α1, МПК D01H 5/20, опубл. 15.08.1992, бюл. №30.
11. SU №1807109 Α1, МПК D01H 5/00, опубл. 07.04.1993, бюл. №13.
12. www.krug2000.ru.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОЙ СУШКИ ДИСПЕРСНЫХ (СЫПУЧИХ) МАТЕРИАЛОВ ВНУТРИ ВЕРТИКАЛЬНО УСТАНОВЛЕННОЙ ВРАЩАЮЩЕЙСЯ ЁМКОСТИ, НАГРЕВАЕМОЙ СНАРУЖИ ИЗЛУЧЕНИЕМ | 2015 |
|
RU2603212C1 |
| СПОСОБ СУШКИ ВНУТРИ НЕПОДВИЖНОЙ ЁМКОСТИ С ДВУМЯ ДНИЩАМИ, УСТАНОВЛЕННОЙ ВЕРТИКАЛЬНО, ВЫСОТА КОТОРОЙ БОЛЬШЕ, ЧЕМ ШИРИНА ОСНОВАНИЯ | 2015 |
|
RU2602659C2 |
| СПОСОБ СУШКИ СЫПУЧИХ МАТЕРИАЛОВ В ДВИЖУЩЕМСЯ ВНУТРИ ВРАЩАЮЩЕГОСЯ НАКЛОНЕННОГО ЦИЛИНДРА ПОТОКЕ | 2010 |
|
RU2465526C2 |
| СПОСОБ СУШКИ ДИСПЕРСНЫХ (СЫПУЧИХ) МАТЕРИАЛОВ ВНУТРИ ВЕРТИКАЛЬНО УСТАНОВЛЕННОЙ ЦИЛИНДРИЧЕСКОЙ ЁМКОСТИ, ДНИЩЕ КОТОРОЙ НАГРЕВАЮТ СНАРУЖИ НАПРАВЛЕННО-ФОКУСИРОВАННЫМ ИЗЛУЧЕНИЕМ В БЛИЖНЕЙ ИНФРАКРАСНОЙ ОБЛАСТИ | 2013 |
|
RU2549394C1 |
| СПОСОБ НАГРЕВА ВРАЩАЮЩЕГОСЯ ТОНКОСТЕННОГО СУШИЛЬНОГО ЦИЛИНДРА ИЗЛУЧЕНИЕМ ИЗНУТРИ, НАПРИМЕР, ДЛЯ ШЛИХТОВАЛЬНОЙ МАШИНЫ | 2015 |
|
RU2600660C1 |
| СПОСОБ НАГРЕВА ВРАЩАЮЩИХСЯ СУШИЛЬНЫХ ТОНКОСТЕННЫХ ЦИЛИНДРОВ ЭЛЕКТРОМАГНИТНЫМ ИЗЛУЧЕНИЕМ ИЗНУТРИ | 2010 |
|
RU2431793C1 |
| СПОСОБ НАГРЕВА ТЕРМОПЛАСТИЧНЫХ МАТЕРИАЛОВ, НАПРИМЕР БИТУМА, В ЕМКОСТИ ДО ЖИДКОГО СОСТОЯНИЯ | 2011 |
|
RU2472838C1 |
| Способ нагрева сырой ленты для её непрерывной вулканизации на каландре | 2015 |
|
RU2623563C2 |
| Способ непрерывной вулканизации длинномерной ленты из сырой резины или каучука на каландре | 2015 |
|
RU2610863C1 |
| СПОСОБ НАГРЕВА ЖИДКОСТИ В ВЕРТИКАЛЬНО УСТАНОВЛЕННОЙ НЕПОДВИЖНОЙ ЕМКОСТИ С ПЛОСКИМ ДНИЩЕМ, ВЫСОТА КОТОРОЙ БОЛЬШЕ РАЗМЕРОВ ДНИЩА | 2010 |
|
RU2442935C1 |
Изобретение относится к области сушки сыпучих (в сухом состоянии) материалов. Оно может быть использовано для сушки: муки, отрубей, сахарного песка, соли, зерен, семян, нарезанных ломтиками овощей и фруктов; сырья для строительных и дорожных материалов типа песка, глины, доломита, гравия и щебенки, минеральных и органических удобрений и т.д. В способе непрерывной сушки дискретных мелких материалов посредством направленно-фокусированного излучения в ближней инфракрасной области это излучение направляют на движущуюся сетчатую или перфорированную поверхность, взаимодействующую с высушиваемым материалом. Эту поверхность выполняют в виде внутренней поверхности тонкостенного конуса с равномерно отогнутыми в направлении вершины краями основания в форме кольцевой чаши, который устанавливают вертикально вершиной вверх с возможностью вращения и снабжают вращающим относительно оси приводом, а излучение направляют на внутреннюю поверхность стенки конуса перпендикулярно и вдоль нее параллельно образующим, по меньшей мере, вдоль трех линий образующих, при этом влажный материал непрерывно подают на вершину конуса, который вращают, а высушенный материал непрерывно отводят из кольцевой чаши конуса сверху пневматически, кроме этого, на наружной поверхности от вершины к основанию конуса плотно закрепляют прочную спираль круглого или полукруглого сечения, которую навивают с равномерным или неравномерным шагом в направлении навстречу вращению конуса, кроме этого, угол между противоположными образующими конуса обеспечивают от 90° и более, управляют способом сушки в автоматическом режиме. Изобретение позволяет обеспечить непрерывную сушку дискретных мелких материалов. 7 ил.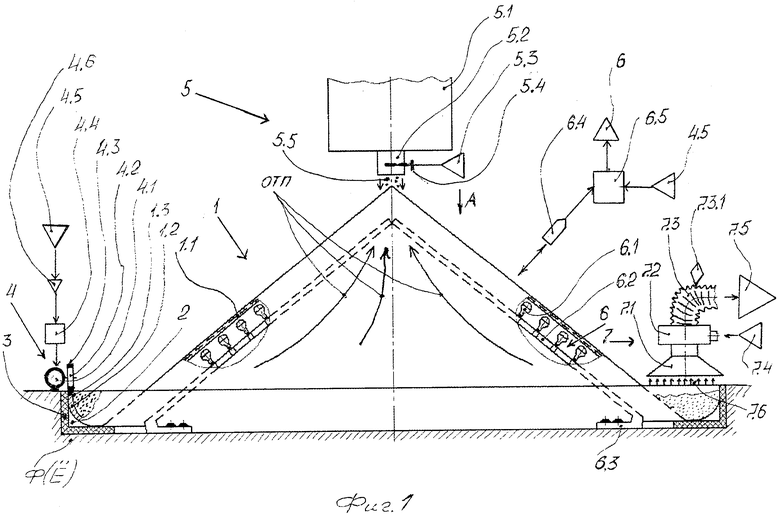
Способ непрерывной сушки дискретных мелких материалов посредством направленно-фокусированного излучения в ближней инфракрасной области, в котором это излучение направляют на движущуюся сетчатую или перфорированную поверхность, взаимодействующую с высушиваемым материалом, отличающийся тем, что сетчатую или перфорированную поверхность выполняют в виде внутренней поверхности тонкостенного конуса с равномерно отогнутыми в направлении вершины краями основания в форме кольцевой чаши, который устанавливают вертикально вершиной вверх с возможностью вращения и снабжают вращающим относительно оси приводом, а излучение направляют на внутреннюю поверхность стенки конуса перпендикулярно вдоль нее и образующих, по меньшей мере, вдоль трех линий образующих, при этом влажный материал непрерывно подают на вершину конуса, который вращают, а высушенный материал непрерывно отводят из кольцевой чаши конуса сверху пневматически, кроме этого, на наружной поверхности от вершины к основанию конуса плотно закрепляют прочную спираль круглого или полукруглого сечения, которую навивают с равномерным или неравномерным шагом в направлении навстречу вращению конуса, кроме этого, при операции создания конуса угол между противоположными образующими конуса обеспечивают от 90° и более, предварительно обеспечивая размер отверстий в сетке или в перфорации меньше наименьшего размера сухого (высохшего) материала, а операциями вращения конуса, нагрева конической поверхности, пневматического забора высохшего материала и подачей влажного на коническую поверхность управляют в автоматическом режиме.
| Карусельная сушилка | 1974 |
|
SU511500A1 |

