Изобретение относится к теплоэнергетики и может быть использовано для разогрева до жидкого состояния в емкости: битума, смол, вязких нефтепродуктов, кусков или полимерных гранул других термопластичных материалов.
Изобретение относится также к технологии приготовления (варки) или разогрева (подогрева) пищи в полевых условиях (сельскохозяйственные работы) и в условиях военных учений, маневров или боевых действий вооруженных сил РФ (полевая кухня).
1. Уровень техники
Известны способы разогрева различных материалов (в основном продуктов питания в процессе приготовления пищи) посредством горелочного устройства с жидким топливом, в котором над горелочным устройством устанавливают емкость с разогреваемым продуктом, превращают жидкое топливо в газообразное, трансформируя жидкое топливо в пар внутри горелочного устройства и увеличивая давление внутри этого устройства в процессе превращения жидкости в пар (разжигают горелочное устройство), и поджигают пары топлива. Горелочное устройство образует одну или несколько (в зависимости от количества отверстий в устройстве) приточных струй раскаленных продуктов сгорания топлива (раскаленных газов), направленных на емкость и нагревающих ее посредством конвективного теплообмена (керогазы, примусы и паяльные лампы). От стенки емкости нагреваются продукты внутри нее. Известными недостатками этих способов являются: малый КПД конвективного теплообмена приточной струи, неполное сгорание топлива и загрязнение окружающей среды сажей, копотью, дымом и неприятными запахами жидкого топлива.
Известны способы разогрева кусков битума до жидкого состояния в закрытой крышкой или открытой сверху емкости посредством нагрева наружной поверхности самой емкости открытым пламенем или раскаленными продуктами горения с отводом дымов в атмосферу.
Основными недостатками такого способа являются: неэкологичность (загрязнение атмосферы), неэкономичность (избыточный расход жидкого или газообразного топлива), ограниченные функциональные возможности (работа на одном виде топлива).
Более экономичной операцией в способах нагрева термопластичных материалов в емкости является создание посредством форсунки организованного (направленного) потока раскаленных продуктов сгорания топлива, взаимодействующего с наружной поверхностью емкости. Такие способы заложены в устройствах типа примус [1, 2] и типа "улитка" [3].
Основными недостатками этих способ разогрева являются загрязнение окружающей среды дымами (неполное сгорание топлива), ограниченные функциональные возможности (работа на одном виде топлива), низкая производительность (недостаток подаваемого воздуха), нестабильность горения факела (отсутствие обеспечения равномерной подачи топлива), избыточная конструктивно-технологическая сложность (из-за этого недостаточная надежность работы).
Аналогичными недостатками обладают способы разогрева, известные из технических решений [4-28].
Известны способы обеспечения постоянной тепловой мощности горелочного устройства, типа форсунки [29-30], посредством обеспечения постоянного давления, топлива, подаваемого в форсунку. Помимо вышеуказанных недостатков эти способы чрезвычайно сложны в части реализации и не применимы для существенно больших по размерам (например, в 10-30 раз больших, по сравнению с горелкой) размеров емкостей с разогреваемым материалом.
Известны способы нагрева посредством горелочных устройств типа жидкотопливных форсунок [31-36], в которых, помимо конструктивно сложных форсунок, создающих приточную струю раскаленных продуктов сгорания вдоль оси форсунки, задействованы системы наддува воздуха, вентиляторы, камеры сгорания и сжигания, распыляющие устройства с вентиляционными каналами и др.
Основные недостатки те же, что и у вышеперечисленных способов. Функциональная сложность самих форсунок и систем управления давлением топлива и температурой термопластичных материалов. Неполное сгорание топлива (задымление, копоть, загрязнение окружающей среды). Малый КПД преобразования тепловой энергии раскаленной струи в нагрев окружающих стенок (конвективный нагрев). Значительная часть тепловой энергии струи уносится в дымоотвод.
Известны также способы нагрева вязких термопластичных материалов в емкости, реализованных в технических решениях [37, 38], в которых нагрев производят в котле, размещенном в замкнутом контуре установки, включающей замкнутый контур, циркуляционную систему нагрева и перемещения газообразного теплоносителя с ротором аэродинамического нагрева и привод. Рециркуляционную систему помещают в котел и дополнительно снабжают магнитной связью с полумуфтами, металлическим замкнутым контуром и герметической крышкой. Предварительно, электромеханически нагревают воздух, потоки которого, казалось бы, разогревают термопластичный материал в емкости.
Данный способ сложен в реализации конструктивно и технологически (большое число подвижных частей и механизмов, необходимость большого числа регулировок), обладает чрезвычайно низким КПД из-за малой теплопроводности и теплоемкости воздуха, а следовательно, и низкой производительностью.
Известны способы электрического нагрева (индукторами или ТЭНами) битума в емкости [39-46].
Общим недостатком этих способов является высокая энергоемкость по сравнению с нагревом посредством жидкостных топливных горелочных устройств.
Известны также способы разогрева термопластичных материалов (битума) посредством горелочного устройства - газовой горелки, в котором емкость с материалом помещают внутри камеры сгорания газа и емкость нагревают посредством конвективного теплообмена между газообразными продуктами сгорания в камере и стенкой емкости [47-52].
Помимо высокой сложности реализации способа, он обладает особенно высокой энергоемкостью (низкий КПД) из-за большого числа между теплопередающими поверхностями (большие тепловые потери в процессе теплопередачи), а также из-за малого коэффициента теплопередачи конвективного теплообмена.
Особой сложностью реализации обладают способы нагрева по техническим решениям [53-59].
Известен также способ нагрева (разогрева) термопластичных материалов в емкости (в битумоварке) [60], в котором термопластичный материал разогревают внутри емкости посредством нагреваемой трубы, расположенной также внутри емкости и взаимодействующей своей наружной поверхностью с окружающим ее термопластичным материалом. Трубу нагревают изнутри проточной струей раскаленных газов от форсунки, размещенной на входе трубы, а выход трубы пневматически соединяют с дымоотводом. В форсунку подают жидкое топливо (в аналоге - солярку). Недостатками данного технического решения являются высокая энергоемкость (большой расход топлива) процесса разогрева термопластичных материалов и избыточные габаритные размеры.
Высокая энергоемкость обусловлена следующим обстоятельством. Согласно данному техническому решению [60] на разогрев 1 тонны битума до жидкого состояния расходуется 2,5 л солярки в час, а до жидкого состояния битум разогревается за 2,5 часа. Таким образом, для превращения кускового битума в жидкость нужно израсходовать 6,25 л солярки. Известно, что удельная теплота сгорания солярки (низшая, т.е. с учетом потерь воды на испарения) составляет 400*105 Дж/кг [61] или, приблизительно, 11 кВтч. Поэтому общие затраты энергии на разжижение 1 т кускового битума составляют [11*6,25=68,75 (кВтч)] почти 69 кВтч, что является очень большим расходом.
Избыточные габаритные размеры обусловлены тем, что нагревающая труба (или трубы) внутри емкости и тем самым уменьшают полезный загрузочный объем емкости на величину объема нагревающей трубы. Из-за этого нужно увеличивать или высоту емкости, или ширину.
Известен способ разогрева термопластичного материала (например, битума), в котором термопластичный материал (например, битум) нагревают внутри емкости теплопроводностью от разогретых поверхностей электрических тэнов, которые также размещают неподвижно внутри емкости вместе с битумом, одновременно перемешивая нагревающуюся композицию [62].
В устройстве для реализации такого способа электропитание тэнов осуществляется от электрической сети посредством авторегулятора «напряжение-температура». На управляющий вход авторегулятора электрический сигнал поступает от датчика температуры, установленного внутри емкости и взаимодействующего с нагреваемым термопластичным материалом, например с битумом в битумоварке. В емкости дополнительно смонтировано перемешивающее термопластичный материал устройство с электроприводом.
В данном техническом решении [62] энергоемкость разогрева более чем в 2 раза меньше относительно последнего аналога, но габаритные размеры больше. Это обусловлено тем, что при общей мощности 30 кВт и номинальной мощности тэна 3 кВт объем 10 тэнов внутри емкости существенно больше, чем объем трубы при нагреве форсункой. Недостатками данного технического решения являются избыточный расход электроэнергии, сложность и избыточные габариты.
Отдельно известны источники направленного инфракрасного излучения, которыми являются инфракрасные зеркальные лампы типа ИКЗ [63]. Согласно данному источнику, известны три модельных ряда таких ламп. ИКЗ-175-1 с ⌀ колбы 112 мм (площадь светового пятна на расстоянии 5 мм от колбы 98 см2) и длиной 160 мм, номинальной мощностью 175 Вт. ИКЗ-250 с ⌀ колбы 127 мм (площадь светового пятна на расстоянии 5 мм от колбы 123 см2) и длиной 175 мм, номинальной мощностью 250 Вт. ИКЗ-500 с ⌀ колбы 134 мм (площадь светового пятна на расстоянии 5 мм от колбы 141 см2) и длиной 250 мм, номинальной мощностью 500 Вт. Все эти лампы имеют одинаковую номинальную температуру спирали 2500 К (2227°С) при номинальном напряжении 220 В и одинаково монотонное распределение энергии излучения в спектре 0,6-1,8 мкм с максимумом энергии в полосе 0,9-1,2 мкм.
Известны технические решения, в которых такие лампы мод. ИКЗ-250 используются для нагрева внутренней цилиндрической поверхности сушильных барабанов [64-66] шлихтовальных машин. Наружные поверхности этих барабанов нагреваются посредством теплопроводности через стенку и нагревают огибающий наружную поверхность длинномерный материал при его непрерывной сушке. Инфракрасные лампы ИКЗ-250 подключают параллельно к электрической сети через авторегулятор «напряжение-температура» (АРНТ), на управляющий вход которого подают электрический сигнал от датчика температуры, который, в свою очередь, контролирует (непрерывно измеряет) температуру наружной поверхности барабана. АРНТ - трехфазный, тиристорный, с токоограниченим в фазах. Его силовой выход пофазно подключен к инфракрасным лампам с общей нейтралью, так что количество ламп (нагрузка) к каждой фазе одинаково. Поскольку нагрузка на выходе в каждой фазе одинакова, нейтральный провод не нагружен.
Данные технические решения позволяют значительно снизить затраты энергии на нагрев по сравнению с паровым нагревом и нагревом тэнами, обеспечить автоматический нагрев до заданной температуры и поддерживать ее, но функционально не позволяют обеспечить разогрев термопластичных материалов в емкости до жидкого состояния.
2. Наиболее близким техническим решением (прототипом) является способ нагрева круглого плоского днища цилиндрической емкости направленно-фокусированным тепловым излучением в диапазоне длин волн видимого света и ближней инфракрасной области от 0,6 до 1,8 мкм (далее по тексту НИКИ - направленное инфракрасное излучение) [67]. В данном техническом решении на плоское круглое днище цилиндрической емкости, установленной вертикально, направляют снизу излучение инфракрасной зеркальной лампы ИКЗ, а излучение, отраженное от днища, вновь направляют на это днище тоже снаружи.
Данное техническое решение позволяет наиболее экономно нагревать плоское круглое днище цилиндрической емкости с регулировкой температуры посредством регулятора напряжения. При этом внутрь емкости можно загружать, например, кусковой термопластичный материал или его гранулы, который будет разогреваться до жидкого состояния.
Наиболее существенными недостатками данного технического решения являются ограниченные функциональные возможности.
Отдельно известно, что разные термопластичные материалы имеют разные температуры плавления (температуры перехода из твердого в жидкое состояние). Например, для битума средняя температура плавления составляет 160°С [68], для полиэтилена (в зависимости от модификации) - от 105 до 135°С [69], для капролона - 220-225°С [70]. При поддержании таких материалов в жидком состоянии нельзя доводить их до кипения, а поддерживать их температуру не более чем температура плавления на 10-15°С, чтобы избежать их коксования [68]. Вследствие этого при нагреве термопластичных материалов до жидкого состояния требуется точное задание температуры жидкого материала посредством непрерывного измерения (контроля) этой температуры.
Отдельно известно также, что основными свойствами инфракрасного излучения в процессе теплообмена с облучаемой поверхностью являются его частичное отражение поверхностью, частичное поглощение поверхностью и частичное его пропускание сквозь поверхность [71]. При этом поглощение энергии излучения поверхностью обуславливает ее нагрев. Это поглощение энергии инфракрасного нагрева зависит от состава материала поверхности. В исследованиях нагрева направленно-фокусированным инфракрасным излучением (НИКИ) тонких пластин из разных конструкционных сплавов [72] было установлено, что максимально поглощают эту энергию (максимально нагреваются) пластины из стали 12Х18Н10Т, а при их толщине 2-3 мм от 20 до 15% энергии НИКИ проходит сквозь них, образуя вторичное НИКИ в том же спектре.
3. Причины, препятствующие получению технических результатов
3.1. Ограниченные функциональные возможности
3.1.1. Данный недостаток обусловлен малыми размерами одной лампы типа ИКЗ. Как отмечено выше, максимальный размер колбы имеет лампа ИКЗ-500 с ⌀ 134 мм, с площадью светового пятна 141 см2 и плотностью излучения в этом пятне 3,5 Вт/см2. Максимальный ⌀ днища емкости должен быть соразмерен ⌀ колбы так, чтобы плотность излучения на поверхности днища сохранялась бы максимальной, например не менее 3 Вт/см2. Нами экспериментально установлено, что для такого эффективного нагрева днища его максимальный диаметр не должен быть больше 200 мм.
Цилиндрическая емкость ⌀ 20 см не пригодна для промышленного использования ее при разогреве термопластичных материалов, например битума, из-за ее малости.
3.1.2. Данный недостаток обусловлен невозможностью обеспечить дополнительный лучевой нагрев корпуса емкости сбоку. Цилиндрическая наружная поверхность емкости будет равномерно рассеивать (отражать) направленный на нее поток излучения радиально к поверхности во всех направлениях по горизонтали.
3.1.3. Данный недостаток обусловлен малыми размерами площади нагреваемого днища по сравнению с площадью поперечного сечения емкости.
3.1.4. Данный недостаток обусловлен малыми размерами площади нагреваемого днища по сравнению с высотой емкости.
4. Признаки прототипа, совпадающие с заявляемым техническим решением
В способ нагрева термопластичных материалов, например битума, в емкости до жидкого состояния на днище емкости воздействуют направленным инфракрасным излучением от неподвижно установленной инфракрасной зеркальной лампы типа ИКЗ с возможностью регулирования мощности излучения.
5. Задачей предлагаемого изобретения является получение следующих технических результатов.
5.1. Существенное расширение функциональных возможностей.
5.2. Обеспечение автоматического управления процессом нагрева.
5.3. Упрощение реализации способа и повышение его надежности.
6. Эти технические результаты в заявляемом способе нагрева термопластичных материалов в емкости до жидкого состояния достигаются тем, что емкость выполняют в форме вытянутого вдоль горизонтали корыта с плоскими боковыми и торцевыми стенками, с днищем, выполненным в поперечном сечении в форме равнобедренной трапеции, большее основание которой по периметру герметично соединяют с боковыми стенками емкости, а инфракрасное излучение направляют на днище по всей его длине перпендикулярно плоским поверхностям, образованным малым основанием и боковинами трапеции, размещая лампы типа ИКЗ под днищем с равномерным зазором относительно него и равномерными или неравномерными рядами, при этом лампы электрически подключают к управляемому выходу авторегулятора «напряжение-температура», управляющий вход которого электрически соединяют с датчиком температуры, который помещают в термопластичный материал внутри емкости, причем лампы с выходом авторегулятора соединяют электрически параллельно в каждой фазе, а авторегулятор выполняют трехфазным и неподвижно прикрепляют его к емкости снаружи, со стороны торцевой стенки емкости, с зазором относительно нее.
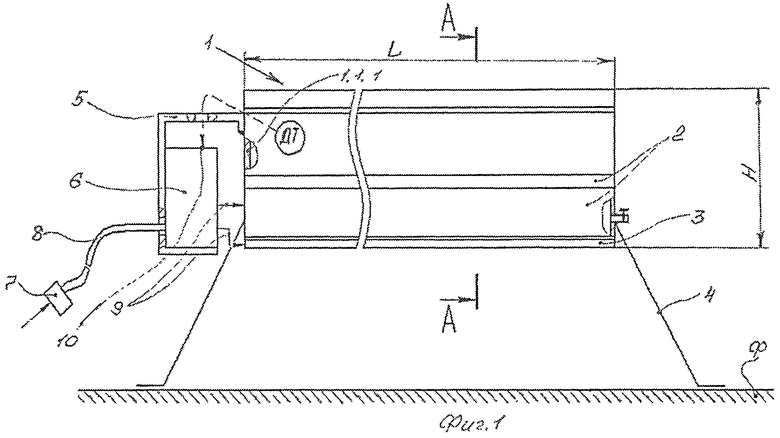
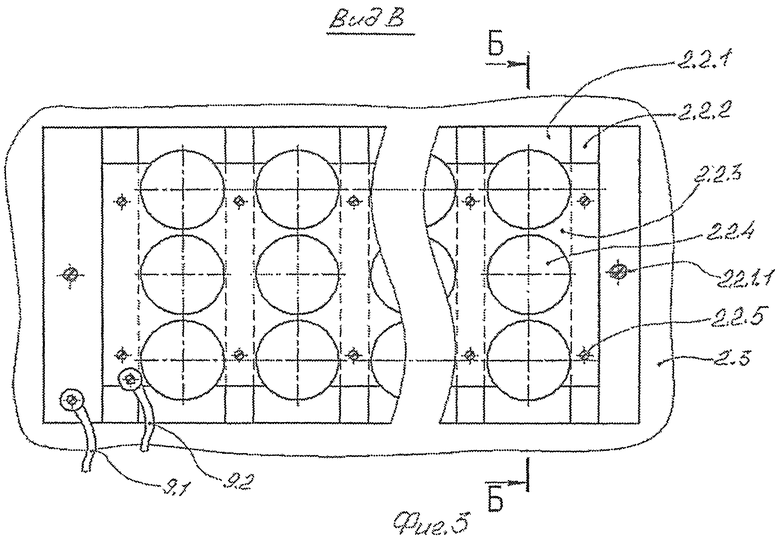
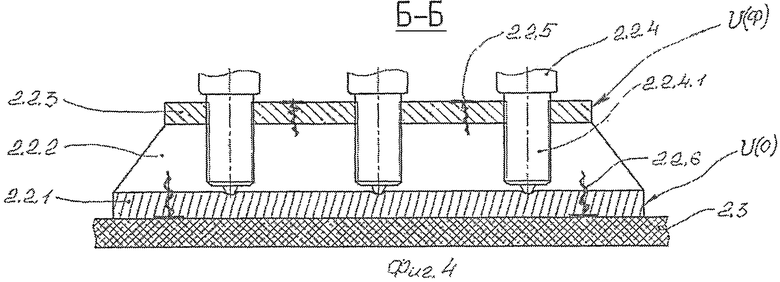
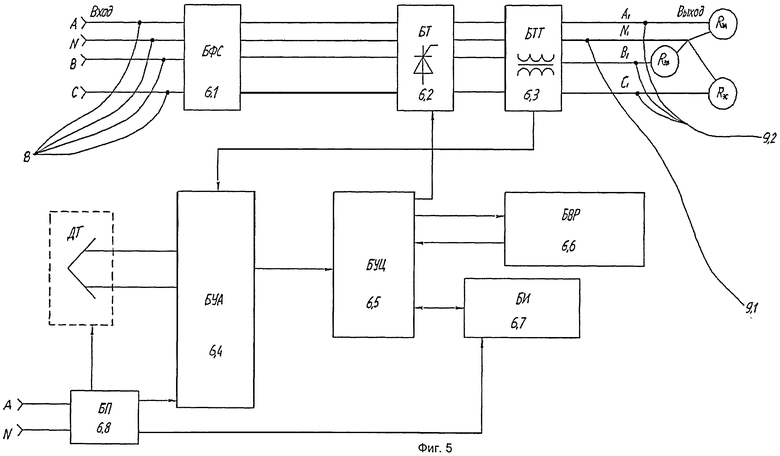
7. Сущность предлагаемого изобретения поясняется чертежами, где на фиг.1 показан общий вид в плане емкости для разогрева термопластичных материалов как устройства, реализующего заявляемый способ; на фиг.2 представлен поперечный разрез устройства (емкости), заполненного твердым термопластичным материалом перед нагревом; на фиг.3 показано устройство инфракрасного нагревателя (вид со стороны колб излучателей); на фиг.4 - поперечный разрез инфракрасного нагревателя по центру колб излучателей, а на фиг.5 - принципиальная схема типового трехфазного тиристорного авторегулятора «напряжение-температура» с подключенными в нагрузку инфракрасными нагревателями.
Далее, по тексту и на графических материалах, введены следующие специальные буквенные обозначения.
L - длина емкости; В - ширина емкости; Н - общая высота емкости; НИКИ - направленное инфракрасное излучение (направленно-фокусированное); ТМ - термопластичный материал; ДТ - датчик температуры; АРНТ - трехфазный авторегулятор «напряжение-температура»; ИКН - инфракрасный нагреватель; D1 - диаметр колбы инфракрасной зеркальной электролампы ИКЗ-175-1 (112 мм); D2 - диаметр колбы ИКЗ-250 (127 мм), и D3 - диаметр колбы ИКЗ-500 (134 мм); U(0) - фазное напряжение; U(0) - нейтральная фаза; Ф - неподвижная горизонтальная опорная поверхность (фундамент); А, В, С и N - фазы А, В и С трехфазной электрической сети с нейтралью N на силовом входе АРНТ; А1, В1, С1 и N1 - фазы трехфазной электрической сети с общей нейтралью N1 на силовом управляемом выходе АРНТ; RЭА, RЭВ, RЭС - фазные эквивалентные электрические сопротивления в нагрузке АРНТ.
7.1. Устройство, реализующее заявляемый способ (далее по тексту - емкость), включает в себя следующие взаимосвязанные между собой функциональные узлы, элементы и детали.
1 - емкость, выполненная в форме вытянутого вдоль горизонтали корыта (фиг.1) с боковыми 1.1 и торцевыми 1.1.1 плоскими стенками и с плоской крышкой 1.2 (фиг.2). Боковые плоские стенки 1.1 и крышка 1.2 покрыты слоем теплоизоляционного материала 1.3. Днище емкости 1 выполнено, в поперечном сечении (фиг.2), в форме равнобедренной трапеции «а, б, в, г» так, что длины боковин «а, б» и «в, г» равны между собой и равны длине меньшего основания трапеции «б, в». Емкость 1 выполнена как одно целое с днищем, например, штамповкой из стали 12Х18Н10Т толщиной 2-3 мм, а теплоизоляция 1.3 - из листов строительного пенопласта толщиной, например, 10 мм. Крышка 1.2 выполнена в виде прямоугольного стального листа толщиной, например, 2 мм, который одной из длинных граней соединен с одной из боковых стенок 1.1 сверху посредством цилиндрического шарнира (на чертежах не обозначен) с возможностью угловых перемещений крышки 1.2 относительно емкости 1 для ее открытия (при загрузке ТМ) и для ее закрытия (после загрузки ТМ) в процессе нагрева ТМ.
2 - ИКНб (боковые инфракрасные нагреватели), фиг.1, 2, неподвижно размещенные вдоль плоских боковых граней «а, б» и «в, г» днища емкости 1, соответственно.
3 - ИКНн (нижний инфракрасный нагреватель), фиг.1, 2, неподвижно размещенный вдоль нижней плоской грани «б, в» днища емкости 1.
Поскольку изначально длины «а, б», «б, в» и «в, г» одинаковы, а устройства ИКН идентичны, далее элементы ИКН рассматриваются на примере одного ИКН (фиг.1-4). Каждый ИКН 2 (3) включает в себя корпус 2.1, опору излучателей 2.2 и основание 2.3 (фиг.2). Каждый корпус 2.1 ИКН выполнен в виде пары Г-образных кронштейнов, жестко присоединенных (например, сваркой) к днищу емкости 1 по всей длине ребер а, б, в, г днища основаниями, параллельно друг другу, полками навстречу, перпендикулярно нагреваемым плоскостям днища, образуя полый короб. К полкам кронштейнов, внутри корпуса 2.1, прочно присоединено (например, не показанным на чертежах винтовым или болтовым соединением) плоское диэлектрическое основание 2.3, например, в форме плоской текстолитовой пластины толщиной 10 мм (фиг.2).
Опора 2.2 каждого ИКН 2 (3) включает в себя нейтральную шину 2.2.1, диэлектрические перегородки 2.2.2 и фазную шину 2.2.3 (фиг.3, 4). Шины 2.2.1 и 2.2.3 выполнены из электропроводного материала, например из дюралюминия. Ширина и длина шины 2.2.1 больше, чем шины 2.2.3. Перегородки 2.2.2 выполнены, например, в виде плоских пластин из текстолита толщиной 15 мм и в форме идентичных равнобедренных трапеций. Шины 2.2.1 и 2.2.3 параллельно, симметрично и прочно соединены перегородками 2.2.2 посредством, например, шурупов 2.2.5 сверху и 2.2.6 снизу. Перегородки 2.2.2 делят шину 2.2.3 на отрезки одинаковой длины по всей ее длине вдоль емкости 1. В фазной шине 2.2.3 посередине отрезков между перегородками 2.2.2 выполняют сквозные резьбовые отверстия под боковой контакт цоколя 2.2.4.1 электроламп ИКЗ (поз.2.2.4, фиг.3, 4) - Е27/Е40 (на чертежах не обозначены), а в нейтральной шине 2.2.1 - соосные им неглубокие канавки, соразмерные нижнему контакту цоколя 2.2.4.1 (на фиг.4 не обозначены). Инфракрасные излучатели-лампы ИКЗ 2.2.4 (фиг.4) цоколем 2.2.4.1 вворачиваются в резьбовые отверстия шин 2.2.3 до плотного соединения нижнего контакта цоколя 2.2.4.1 с поверхностью канавки в шине 2.2.1 так, что оси ламп 2.2.4 перпендикулярны плоскостям шин. Нейтральная шина 2.2.1 прочно, например, шурупами 2.2.1.1 (фиг.3) крепится на основание 2.3 сверху и посередине ширины корпуса 2.1 (фиг.2, 3).
Таким образом, шины 2.2.1 и 2.2.3 обеспечивают электрически параллельное соединение всех ламп ИКЗ размещенных в паре шин, а механические соединения элементов ИКН 2 (3) обеспечивают перпендикулярное расположение ламп ИКЗ в направлении к нагреваемым плоским поверхностям днища емкости 1.
В шинах 2.2.1 и 2.2.3 установлены либо лампы ИКЗ175-1 с диаметром колбы D1 в три ряда, либо лампы ИКЗ250 с диаметром колбы D2 в два ряда, либо лампы ИКЗ500 с диаметром колбы D3 в один ряд (фиг.2). В то же время, в каждом ИКН 2(3) (фиг.1, 2) устанавливают одинаковое количество идентичных (одинаковых) ламп, так что общие (эквивалентные) электрические сопротивления ламп в каждом ИКН 2(3) одинаковы.
4 - четыре прочные одинаковые ножки емкости 1, обеспечивающие ее неподвижное расположение на фундаменте Ф (фиг.1, 2).
5 - неподвижная П-образно изогнутая в плоскости скоба, одна из параллельных полок которой короче другой. Длинной полкой скоба 5 жестко (например, сваркой) присоединена к верхней части одной из пары торцевых стенок 1.1.1 (фиг.1) перпендикулярно ей так, что короткая полка расположена ниже длинной, параллельно последней и с зазором относительно этой же торцевой стенки 1.1.1. Скоба 5 выполнена, например, из цельной стальной пластины толщиной 5-7 мм посредством гибочной операции в плоскости.
6 - корпус трехфазного АРНТ, неподвижно установленный на короткую полку скобы 5 и соединенный с ней разъемным, например, болтовым соединением снизу (на чертежах не показано). Корпус 6 АРНТ установлен на короткой полке скобы 5 с зазором относительно торцевой стенки 1.1.1, например, 25 мм, чтобы ослабить воздействие температуры стенки 1.1.1 на работу электронно-электрической части АРНТ внутри корпуса АРНТ 6.
С противоположной корпусу 6 стороны емкости 1 в торцевой стенке снизу выполнено сквозное отверстие с патрубком и вентилем (на фиг.1 не обозначено) для слива жидкого ТМ.
7 - трехфазная электрическая вилка (разъем).
8 - четырехжильный электрический провод (три фазы и нейтральный), обеспечивающий трехфазное электрическое соединение вилки 7 с силовым входом АРНТ 6 сквозь сквозное отверстие (на фиг.1 не обозначено) в перемычке между полками скобы 5.
Вилка 7 выполнена с возможностью подключения электрического провода 8 в розетку трехфазной промышленной электрической сети (на фигурах не показаны).
9 - управляемый силовой выход АРНТ 6 (фиг.1), соединяющий тремя двухжильными [U(0) и U(0)] электрическими проводами выход АРНТ 6 с шинами 2.2.1 и 2.2.3 ИКН 2(3).
Эти провода 9.1, соответственно U(0), и 9.2, соответственно U(0), соединены, соответственно с шинами 2.2.1 и 2.2.3 клеммами с винтовым зажимом (на фиг.3 не обозначены).
10 - управляющий вход АРНТ (фиг.2, на фиг.5 - БУА), электрически подключенный (соединенный) к датчику температуры ДТ, который, например, выполнен в виде термопары, которая укладывается сверху на загруженный в емкость 1 (фиг.1, 2 и 5) ТМ.
В состав принципиальной электрической схемы (фиг.5) типового тиристорного АРНТ 6 (фиг.1) с токовым ограничением в фазах на силовом выходе 9 АРНТ 6 вместе с управляющим входом 10 от ДТ входят следующие взаимосвязанные структурные элементы, фиг.5.
Поз.6.1 (БФС) - блок фильтров сетевой. Служит для подавления помех в сети трехфазного тока напряжением 380 В.
Поз.6.2 (БТ) - блок тиристоров. Служит для управления напряжением в сети трехфазной нагрузки (RЭА, RЭВ, RЭС) в каждом из ИКН 2(3).
Поз.6.3 (БТТ) - блок трансформаторов тока. Служит для измерения силы тока в каждой фазе и для защиты от перегрузок на выходе АРНТ.
Поз.6.4 (БУА) - блок управления аналоговый. Служит для измерения сигнала с датчика температуры ДТ и преобразования его в цифровой сигнал, соответствующий температуре.
Поз.6.5 (БУЦ) - блок управления цифровой. Служит для непрерывного сравнения цифровых значений заданной температуры с текущим ее значением и подачи значений на блок индикации БИ, поз.6.7.
Поз.6.6 (БВР) - блок выбора режимов. Служит для задания температуры и для отключения (включения) и сброса блокировки и защиты АРНТ.
Поз.6.7 (БИ) - блок индикации. Служит для визуальной индикации заданной и текущей температуры СБ.
Поз.6.8 (БП) - блок питания. Служит для подачи необходимого стабилизированного напряжения питания на БУА (поз.6.4), БУЦ (поз.6.5) и на БВР (поз.6.6).
RЭ - фазная нагрузка (эквивалентные электрические сопротивления электроламп ИКЗ каждого ИКН при электрически параллельном соединении электроламп 2.2.4 (фиг.3, 4) в каждой из трех фаз А1, В1 и С1 (фиг.5)).
7.2. Заявляемый способ реализуется следующим образом.
Емкость 1 с инфракрасными нагревателями ИКН 2(3) и с АРНТ 6 ножками 4 (фиг.1) устанавливают горизонтально на фундамент Ф (или на горизонтальную поверхность грунта). При открытой крышке 1.2 (фиг.2) внутрь емкости 1 загружают термопластичный материал ТМ. Сверху на ТМ свободно укладывают датчик температуры ДТ (например, термопару), который заранее электрически подключен к электрическому входу 10 авторегулятора «напряжение-температура» АРНТ 6. Далее, закрывают крышку 1.2, посредством вилки 7 с электропроводкой 8 подключают АРНТ к промышленной трехфазной электрической сети и посредством блока БВР задают требуемую температуру нагрева ТМ в емкости 1. В начальный период времени работы АРНТ 6 (до достижения заданной температуры ТМ) излучатели НИКИ (типа ИКЗ) работают в полную номинальную мощность, излучая НИКИ снаружи на плоские грани днища «абвг» емкости 1, нагревая днище. В процессе теплообмена теплопроводностью между внешней и внутренней поверхностью днища нагревается внутренняя поверхность днища емкости 1, нагревая ТМ внутри емкости 1.
Одновременно, ТМ по периметру днища внутри емкости нагревается проникающим сквозь стенку НИКИ. ТМ внутри емкости 1 постепенно расплавляется (разжижается) снизу, жидкий ТМ заполняет снизу емкость 1, а датчик температуры ДТ, вместе с ТМ, перемещается вниз внутри емкости 1 и погружается в жидкий ТМ, непрерывно фиксируя температуру ТМ. Блок индикации БИ АРНТ (фиг.5) непрерывно, в автоматическом режиме, регистрирует текущее значение температуры ТМ. Блок управления цифровой БУЦ (фиг.5) непрерывно, в автоматическом режиме, сравнивает текущее значение температуры ТМ с заданной. При достижении заданной температуры ТМ блок тиристоров БТ (фиг.5) уменьшает напряжение питания в фазах нагрузки (RЭА, RЭВ, RЭС), т.е. между шинами 2.2.1 и 2.2.3 U(0) в каждом из ИКН 2(3), поддерживая температуру ТМ в емкости 1 заданной.
После превращения всего твердого ТМ в жидкость его сливают из емкости 1 или вычерпывают из емкости 1 при открытой крышке 1.2.
7.3. Задачи получения технических результатов в заявляемом способе решаются следующим образом.
Существенное расширение функциональных возможностей обеспечивается, с одной стороны, возможностью нагрева до жидкого состояния самого широкого ассортимента термопластичных материалов с температурой плавления от 50 до 500°С, обеспечивая высокое качество жидкого ТМ за счет точных значений температуры жидкого ТМ.
С другой стороны, размеры емкости 1 позволяют осуществлять способ в промышленных производствах. Например, при длине емкости 1 L=0,5 м, высоте Н=1 м и ширине В=1 м в емкости 1 разогревается 0,5 м3 ТМ, при L=1 м, Н=1 м и В=1 м в емкости 1 разогревается 1 м3 ТМ, и, увеличивая длину L емкости 1, объем нагреваемого ТМ возрастает пропорционально этой длине. При этом, в отличие от прототипа, выполнение днища емкости 1 в форме равнобедренной трапеции (в поперечном сечении) позволяет существенно увеличить площадь нагреваемой поверхности днища емкости 1 и тем самым увеличить мощность нагрева и скорость разогрева ТМ до жидкого состояния.
Обеспечение автоматического нагрева ТМ до жидкого состояния обеспечивается с помощью трехфазного АРНТ с обратной связью по текущей температуре ТМ в процессе нагрева ТМ до жидкого состояния.
Упрощение реализации способа и повышение его надежности в процессе реализации обеспечивается следующими существенными признаками.
1. Выполнение днища емкости 1 в форме равнобедренной трапеции (в поперечном сечении), такой трапеции, у которой длина боковин равна между собой и равна длине меньшего основания (фиг.2), позволяет обеспечить одинаковую конструкцию всех трех ИКН 2(3), каждый из которых, соответственно, состоит из одинаковых элементов (деталей).
2. Размещение излучателей НИКИ (ламп ИКЗ) 2.2.4 в шинах 2.2.1 и 2.2.3 (фиг.3, 4) позволяет избавиться от керамических (термостойких) электрических патронов для установки ламп и избежать необходимости монтажа этих патронов в ИКН 2(3). При этом отпадает необходимость в большом количестве электрических проводов и электрических контактов в патронах при электрически параллельном соединении ламп 2.2.4.
3. Одинаковое количество одинаковых ламп ИКЗ 2.2.4 в каждом ИКН 2(3) и, соответственно, одинаковое электрическое сопротивление в каждой фазе нагрузки АРНТ (RЭА=RЭВ=RЭС) (фиг.3-5) позволяет сделать трехфазную нагрузку трехфазного АРНТ симметричной и избежать нагрузки в нейтральном проводе N.
Упрощение реализации способа за счет его существенных отличительных признаков позволяет значительно повысить надежность и долговечность его реализации.
Размещение корпуса 6 АРНТ снаружи емкости 1 (фиг.1) с зазором относительно торцевой стенки 1.1.1 емкости 1 позволяет устранить перегрев электронных схем АРНТ от нагретой торцевой стенки 1.1.1 и тем самым дополнительно повысить надежность и долговечность заявляемого способа.
Источники информации
1. Кн. «Рациональное использование мазута в паровых котлах предприятий пищевой промышленности». - М.: Легкая и пищевая промышленность, 1981, с.24-27.
2. А.с. СССР №929964, F23D 11/06, 30.12.77, Б.И. №19, 23.05.82.
3. RU 2210701 C2, F23C 2 11/00, 2003.08.20.
4. Опубликованная заявка RU 92005029 A, 6 F23D 5/02 1996.02.20.
5. RU 2074339 C1, 6 F23L 5/00.
6. Kleine Enzyklopädie Technik, Verlag, 1957, St.346.
7. Опубликованная заявка RU 2004100456, 7 F23C 11/00, 2005.06.10.
8. RU 2074339 C1, 6 F23D 5/00, 1997.02.27.
9. RU 2256847 C1, 7 F23D 11/12, 2005.07.20.
10 SU 1290035 A1, 15.02.1987.
11. RU 2210027 C2, 10.08.2003.
12. SU 1726908 A1, 15.04. 1992.
13. SU 1688038 A1, 30.10.1991.
14. SU 951006 A, 15.08.1982.
15. US 4373902 A, 15.02.1983.
16. GB 1465759 A, 02.03.1971.
17. RU 2262039 C2, F23C 11/00, 2005.10.10.
18. Михеев В.П. и др. «Сжигание природного газа». - Л.: Недра, 1975, с.60-69.
19. SU 11929 А, 30.11.29.
20. GB 1246454 A, 15.09.71.
21. US 5207211, 04.05.93.
22. FR 2138950 A, 05.01.73.
23. SU 1590868 A1, 07.09.90.
24. RU 2132518 C1, 6 F24H 9/18, 1999.06.27.
25. Опубликованная заявка RU 2002131467, 7 F23C 5/00, 2004.12.10.
26. А.с. 1560907, 5 F23D 5/04, БИ №16 1990.
27. А.с. 1560908, 5 F23D 5/07, БИ №16 1990.
28. RU 2116566 C1, 6 F23D 5/04. 1998.07.27.
29. RU 2017051 C1, 5 F24C 5/20, 1994.07.30.
30. Патент СССР №17642, F24C 5/00, опубл. 1929.
31. DE 3331593 A1, 21.03.1985.
32. GB 2056644 A, 18.03.1981.
33. SU 1044927 A, 30.09.1983.
34. SU 1096471 A, 07.06.1984.
35. SU 213690 A, 24.05.1968.
36. RU 22296656 C1, 7 F23C 11/100.
37. SU 351880, С10С 3/12, 1970.
38. RU 2077622 C1, 6 Е01С 19/08, С10С 3/12, 1997.04.20.
39. Дубровин Е.Н. и др. Проектирование производственных предприятий дорожного строительства. - М.: Высшая школа, 1975, с.93.
40. SU 20748 А, 31.05.31.
41. SU 1183593 А, 07.10.85.
42. SU 158826 A1, 30.08.90.
43. DE 2216775 A, 07.11.74.
44. SU 804751 A, 25.02.81.
45. SU 1393857 A1, 07.05.88.
46. SU 2132896 C1, 6 Е01С 19/08, 1999.07.10.
47. Самченко Ю.И. Комплексная механизация полимербитумных гидроизоляционных работ. - Л.: Стройиздат, 1988, с.71-73, 83.
48. US 6012447 A, 11.01.2000.
49. US 4192288 А1, 11.03.1980.
50. SU 331033 A, 20.04.1972.
51. RU 95106926 А1, 27.01.1997.
52. RU 2188271 C2, 7 E01C 19/08, 2002.08.27.
53. FR 2723578 A, 16.02.1996.
54. SU 857338 А1, 23.08.1981.
55 RU 2184186 C2, 27.06.2002.
56. RU 20055834 C1, 15.01.1994.
57. 2014375 C1, 15.06.1994.
58. FR 2355106 C1, 29.09.1978.
59. RU 2255106 C1, 7 C10C 3/12, 2005.06.27.
60. http://www.bitumovarka.ru/index.php?id=14.
61. Кошкин Н.И. и Ширкевич М.Г. - Справочник по элементарной физике, Издание 7-е. М.: «Наука», 1976. // С.-256.
62. http://www.bitumovarka.ru/index.php?id=13.
63. http://www.fuprmlisma.ru (ФУП РМ ЛИСМА).
64. RU №2269730, 2006 г.
65. RU №2287121, 2007 г.
66. RU №2302593, 2007 г.
67. RU №2411699, Бюл. №4, 10.02.2011.
68. http://www.goodgoods.ru/pages/content/1102059980.html.
69. http://btm.net.ua/index.php/plastics/99-polyethylene.
70. http://www.kaprolon-spb.ru/kaprolon-info.html.
71. Нащокин В.В. Техническая термодинамика и теплопередача. М.: «Высшая школа», 1980. // С.-469.
72. Лузгин Г.Д., Моисеев В.Б., Воробьев А.В. Экспериментальная оценка эффективности нагрева тонкостенных пластин из разных конструкционных сплавов направленным излучением инфракрасного спектра. В сборнике статей «Информационные технологии и системы в науке, образовании, промышленности», под ред. д.т.н., проф. Моисеева В.Б. г. Пенза; Изд-во ПГТА, 2005. // С.-255.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЫПЕЧКИ ХЛЕБОБУЛОЧНЫХ ИЗДЕЛИЙ В ФОРМАХ ИЛИ БЕЗ ФОРМ НА СЕТКЕ ВНУТРИ ТУННЕЛЬНОЙ ПЕЧИ | 2015 |
|
RU2605351C1 |
| Способ непрерывной вулканизации длинномерной ленты из сырой резины или каучука на каландре | 2015 |
|
RU2610863C1 |
| Способ получения горячих растворов в вертикальной ёмкости прямоугольного поперечного сечения, высота которой больше поперечных размеров | 2015 |
|
RU2611522C1 |
| СПОСОБ НАГРЕВА ЖИДКОСТИ В ВЕРТИКАЛЬНО УСТАНОВЛЕННОЙ НЕПОДВИЖНОЙ ЕМКОСТИ С ПЛОСКИМ ДНИЩЕМ, ВЫСОТА КОТОРОЙ БОЛЬШЕ РАЗМЕРОВ ДНИЩА | 2010 |
|
RU2442935C1 |
| Способ нагрева сырой ленты для её непрерывной вулканизации на каландре | 2015 |
|
RU2623563C2 |
| СПОСОБ НЕПРЕРЫВНОЙ СУШКИ ДИСПЕРСНЫХ (СЫПУЧИХ) МАТЕРИАЛОВ ВНУТРИ ВЕРТИКАЛЬНО УСТАНОВЛЕННОЙ ВРАЩАЮЩЕЙСЯ ЁМКОСТИ, НАГРЕВАЕМОЙ СНАРУЖИ ИЗЛУЧЕНИЕМ | 2015 |
|
RU2603212C1 |
| СПОСОБ НЕПРЕРЫВНОЙ СУШКИ ДИСКРЕТНЫХ МЕЛКИХ МАТЕРИАЛОВ ПОСРЕДСТВОМ НАПРАВЛЕННО-ФОКУСИРОВАННОГО ИЗЛУЧЕНИЯ В БЛИЖНЕЙ ИНФРАКРАСНОЙ ОБЛАСТИ | 2014 |
|
RU2568019C1 |
| СПОСОБ ВЫПЕЧКИ ХЛЕБОБУЛОЧНЫХ ИЗДЕЛИЙ В ФОРМАХ, ДВИЖУЩИХСЯ ПРЯМОЛИНЕЙНО НА КОНВЕЙЕРЕ ВНУТРИ ТУННЕЛЬНОЙ ПЕЧИ | 2013 |
|
RU2526396C1 |
| СПОСОБ НАГРЕВА ВРАЩАЮЩИХСЯ СУШИЛЬНЫХ ТОНКОСТЕННЫХ ЦИЛИНДРОВ ЭЛЕКТРОМАГНИТНЫМ ИЗЛУЧЕНИЕМ ИЗНУТРИ | 2010 |
|
RU2431793C1 |
| СПОСОБ ПЕРЕГОНКИ ЖИДКОСТЕЙ В ТОПЛИВО С РЕКТИФИКАЦИЕЙ | 2018 |
|
RU2682631C1 |
Изобретение относится к теплоэнергетике и разогреву термопластичных материалов до жидкого состояния в емкости. Способ нагрева термопластичных материалов, например битума, осуществляют в емкости в форме вытянутого вдоль горизонтали корыта с плоскими боковыми (1.1) и торцевыми стенками. Днище емкости выполняют в ее поперечном сечении в форме равнобедренной трапеции (а, б, в, г), большее основание которой (а-г) по периметру соединяют с боковыми (1.1) и торцевыми стенками емкости. Длина меньшего основания трапеции (б-в) равна длинам боковин (а-б), (в-г). Инфракрасное излучение направляют на днище по всей его длине перпендикулярно плоским поверхностям, образованным малым основанием (б-в) и боковинами трапеции (а-б), (в-г). Лампы типа ИКЗ размещают под днищем с равномерным зазором относительно него и равномерными или неравномерными рядами. Лампы электрически подключают к авторегулятору «напряжение-температура», который соединяют с датчиком температуры (ДТ) на термопластичном материале внутри емкости. Лампы соединяют с выходом авторегулятора электрически параллельно в каждой фазе. Авторегулятор выполняют трехфазным и неподвижно прикрепляют его к емкости снаружи, со стороны торцевой стенки емкости, с зазором относительно нее. Способ позволяет автоматизировать процессы нагрева и упростить реализацию способа. 5 ил.
Способ нагрева термопластичных материалов, например битума, в емкости до жидкого состояния, в котором на днище емкости воздействуют направленным инфракрасным излучением от неподвижно установленной инфракрасной зеркальной лампы типа ИКЗ с возможностью регулирования мощности излучения, отличающийся тем, что емкость выполняют в форме вытянутого вдоль горизонтали корыта с плоскими боковыми и торцевыми стенками, с днищем, выполненным в поперечном сечении емкости в форме равнобедренной трапеции, большее основание которой по периметру герметично соединяют с боковыми и торцевыми стенками емкости, причем длина меньшего основания трапеции равна боковинам, а инфракрасное излучение направляют на днище по всей его длине перпендикулярно плоским поверхностям, образованным малым основанием и боковинами трапеции, размещая лампы типа ИКЗ под днищем с равномерным зазором относительно него и равномерными или неравномерными рядами, при этом лампы электрически подключают к управляемому выходу авторегулятора «напряжение-температура», управляющий вход которого электрически соединяют с датчиком температуры, который помещают на термопластичный материал внутри емкости, причем лампы с выходом авторегулятора соединяют электрически параллельно в каждой фазе, а авторегулятор выполняют трехфазным и неподвижно прикрепляют его к емкости снаружи, со стороны торцевой стенки емкости, с зазором относительно нее.
| Прибор для собирания гусениц и других вредителей | 1930 |
|
SU24196A1 |
| УСТРОЙСТВО ДЛЯ ПЛАВЛЕНИЯ И ОЧИСТКИ БИТУМА | 2002 |
|
RU2225878C2 |
| СПОСОБ НАГРЕВА СНАРУЖИ ПОВЕРХНОСТИ КРУГЛОГО ПЛОСКОГО ДНИЩА НЕПОДВИЖНОЙ ТОНКОСТЕННОЙ ЦИЛИНДРИЧЕСКОЙ ЕМКОСТИ, УСТАНОВЛЕННОЙ ВЕРТИКАЛЬНО | 2010 |
|
RU2411699C1 |
| Устройство для нагрева и выпаривания битумных, смоляных и подобных материалов | 1960 |
|
SU136707A1 |

