Изобретение относится к кабельной промышленности, а именно к оптическим монтажным кабелям и способам их производства, и предназначено для передачи большого объема цифровой информации в локальной сети и во внутренних коммуникациях. Такие кабели могут использоваться, например, в блоках коммутации.
Оптоволоконные кабели уже использовались и раньше для передачи информации с высокими интенсивностями. Передающая среда выполнена в виде оптических волокон толщиной в волос, которые защищены от внешних воздействий благодаря тщательно разработанным и изготовленным кабельным конструкциям. Вот несколько из них, близких по сути к заявленному изобретению.
Из уровня техники известен (US 6714713 С2, 30.03.2004, /1/) оптический кабель который имеет сердечник, оболочку, по меньшей мере одно покрытие и буферный слой, обычно окружающий оптическое волокно, в котором буферный слой имеет участок, как правило, контактирующий с участком по меньшей мере одного покрытия, при этом буферный слой имеет среднюю усадку около 3 мм или меньше относительно первого конца буферированного оптического волокна. Кроме того, раскрыто буферированное оптическое волокно, в котором буферный слой имеет среднее усилие зачистки около 5 Н или меньше, когда буферный слой зачищают на длине 50 см от конца буферированного оптического волокна. Буферный слой может быть относительно свободно или плотно расположен вокруг оптического волокна. Например, оптическое волокно может иметь номинальный наружный диаметр около 245 мкм, и буферный слой может иметь номинальный внутренний диаметр от около 255 до около 350 мкм, более предпочтительно от около 255 до около 320 мкм и наиболее предпочтительно от около 255 мкм до около 270 мкм, при наружном диаметре до около 900 мкм. В некоторых случаях предпочтительно зачищать буферный слой на большой длине, например 50 см или больше, за один проход. Зачистку на большой длине можно осуществлять при наличии промежуточного слоя и без него. Материал буферного слоя может иметь заданное предельное удлинение, измеряемое, например, с использованием ASTM D-412. Желательно иметь предельное удлинение около 300% или больше, а более предпочтительно, около 325% или больше, и наиболее предпочтительно, около 350% или больше. Кроме того, материал буферного слоя может иметь твердость по Шору D, измеряемую с использованием ASTM D-2240, в пределах от около 50 до около 60. Примерами материалов, используемых для буферного слоя, являются GFO 9940DW, термопластичный эластомер (ТРЕ), и Elastollan® 1154 D 10 FHF (BASF), термопластичный полиэфир-полиуретан (TPU). GFO 9940DW имеет предельное удлинение около 650% (ASTM D-412) и твердость по Шору D около 48 (ASTM D-2240). Elastollan® 1154 D 10 FHF имеет предельное удлинение около 350% (ASTM D-412) и твердость по Шору D около 58 (ASTM D-2240).
Недостаток вышеуказанного кабеля /1/ является недостаточная прочность и наличие больших массогабаритных характеристик.
Из уровня техники также (WO 9722028 А1, 19.06.1997, /2/) известен оптический элемент передачи (GA, OC), содержащий по меньшей мере один световод (LW) и заливочную массу световодной жилы и/или сердечника (FC, FCS), причем заливочная масса (FC) содержит по меньшей мере один пластификатор, отличающийся тем, что к заливочной массе (FC) добавлена по меньшей мере одна добавка, которая вступает во взаимодействие с пластификатором и растворяется или размягчается им, что эта заливочная масса (FC) введена в кабель (ОС) при изготовлении оптического кабеля и что доля пластификатора составляет между 99 и 92 вес.% заливочной массы.
Недостатком вышеуказанного кабеля /2/ является недостаточная прочность и пожаробезопастность.
Из источника информации (RU 2043645 С1, 10.09.1995, /3/) известен оптиковолоконный кабель, содержащий оптические волокна, расположенные в наполненной гелем защитной трубке, металлическую гофрированную оболочку, под которой размещен вытяжной трос, два стальных упрочняющих стержня, расположенных под углом 180° друг к другу, и наружный чехол, охватывающий упрочняющие стержни и металлическую гофрированную оболочку, отличающийся тем, что в него введены два слоя навитых по спирали в противоположных направлениях упрочняющих оплеток, пропитанных водонепроницаемым наполнителем и расположенных между защитной трубкой и металлической гофрированной оболочкой, при этом оптические волокна превышают длину защитной трубки на 0,15 0,35%, а расстояние между упрочняющими стержнями и наружной поверхностью кабеля составляет не менее 0,5 мм.
Недостаток вышеуказанного кабеля /3/ также является недостаточная прочность и пожаробезопасность и большие массо-габаритные характеристики.
Из уровня техники известен (SU 1725264 А1, 07.04.1992, /4/) способ изготовления оптического грузонесущего кабеля, при котором предварительно скрученный пучок оптических волокон помещают в герметическую оболочку, поверх которой последовательно накладывают электрические проводники, защитную оболочку и по меньшей мере один слой бронирующей стали, характеризуется тем, что на оптическое волокно, оболочку выполняют двухслойной с зазором между слоями, зазор заполняют полимеризующейся жидкостью, после наложения бронирующей проволоки осуществляют ее вытяжку и полимеризацию жидкости в зазоре.
Данный способ /4/ не предусматривает создание термостойкого пожаробезопасного кабеля.
Наиболее близким аналогом, по мнению заявителя, является (RU 115513 U1, 24.10.2011, /5/) кабель оптический диэлектрический, термостойкий и пожаробезопасный, содержащий одно или более оптических волокон в буферном покрытии из силиконовой резины, уложенных вокруг центрального силового элемента, с последовательно наложенными поверх них концентричными слоями в виде плотных оплеток и оболочек, отличающийся тем, что оптические волокна имеют многослойное термостойкое защитное покрытие из углерода и термостойкого полимера, выбранного из группы: полиимид, полиамидоимид, полиамид, полиэфирэфиркетон и полиакрилат с расширенным диапазоном температур, расположены в буферном покрытии, выполненном из силиконовой резины, образующей керамический слой в процессе воздействия пламени и высоких температур, расположены вокруг центрального силового элемента, выполненного из стеклопластикового прутка, имеют тройную механическую и противопожарную защиту в виде двух слоев оплетки из стеклонитей или базальтовых нитей с расположенной между ними внутренней оболочкой из керамизирующейся резины, а внешняя оболочка выполнена из термостойкой пожаробезопасной полимерной композиции на основе кремнийорганической резины, полиэфирэфиркетона, пожаростойкого полиэтилена или полипропилена.
Вышеуказанный кабель /5/ имеет повешенный диапазон рабочих температур и многоступенчатую механическую защиту, однако, недостатко является недостаточная стойкость кмеханическим нагрузкам, радиальным воздействиям, имеет недостаточную защиту оптических волокон с обычными защитными покрытиями от высоких температур в период эксплуатации, опасность деградации покрытий OВ в процессе производства кабеля под воздействием высокотемпературных технологических процессов (около 300°С), связанных с нахождением в туннельной печи.
Задачей, на решение которой направлено техническое решение, является создание теплостойкого, миниатюрного оптического кабеля, который может обеспечить повышение механической прочности кабеля. При этом кабель должен обеспечивать стабильную передачу информации и быть огнестойким. И разработки способа его изготовления, который обеспечит создание изделия с максимально высокими эксплуатационными характеристиками при снижении расхода электроэнергии, времени и материалов.
Технический результат заключается в повышении прочности кабеля, снижению расхода материалов, массоабаритных характеристик, снижению вибрационных и температурных воздействий, повышение препятствованию горючести кабеля (пожаробезопасность), при сохранении эксплуатационных характеристик.
На достижение указанного технического результата оказывают влияние следующие существенные признаки.
Способ изготовления миниатюрного теплостойкого оптического кабеля характеризуется тем, что оптическое волокно подают в зону технологической обработки, где на него наносят буферный слой, далее полученную заготовку подают через систему роликов, которые препятствуют ее закрутке, после этого на буферный слой наносят повив упрочняющих элементов, который включает в себя по меньшей мере два слоя, таким образом, что по меньшей мере один из которых, внешний, равномерно распределен по всей площади буферного покрытия и проходит между буферным покрытием и защитной оболочкой, а другой,внутренний,равномерно внедрен в буферное покрытие по площади и глубине и составляет его часть, далее производят продольное наложение внешней защитной оболочки, после этого ее уплотняют, таким образом, чтобы уплотнение осуществлялось эффективно при минимальном воздействии на оптическое волокно, далее производят ее термообработку с последующим охлаждением, изготовленный кабель через систему роликов поступает на тяговое устройство.
В развитии вышеуказанного способа - упрочняющие элементы наносят концентрично.
В развитии вышеуказанного способа - внутренний слой упрочняющих элементов и внедряют в радиальном направлении.
В развитии вышеуказанного способа - буферный слой наносят вертикально через фильеру с последующей термообработкой.
В развитии вышеуказанного способа - упрочняющие элементы на буферный слой наносятся с помощью распределительного инструмента в виде трубки-иглы.
В развитии вышеуказанного способа - упрочняющие элементы представляют собой из арамидные пасьм-нити.
В развитии вышеуказанного способа - внешнюю защитную оболочку уплотняют с помощью калибров.
В развитии вышеуказанного способа - термообработку кабеля производят при температуре 250…300°C в течение 8-10 с.
В развитии вышеуказанного способа - охлаждение производят посредством прохождения полученной заготовки через водный барьер.
В развитии вышеуказанного способа - с тягового устройства изделие поступает на приемное устройство с раскладкой.
Миниатюрный теплостойкий оптический кабель, изготовленный по указанному выше способу, содержащий упрочняющий элемент, оптическое волокно, поверх которого наложен буферный слой, с последовательно наложенной на буферный слой внешней оболочкой, отличается тем, что оптическое волокно расположено на центральной оси кабеля, поверх оптического волокна расположен буферный слой, на буферный слой наложен повив упрочняющих элементов, который включает в себя по меньшей мере два слоя упрочняющих элементов, по меньшей мере один из которых, внешний, равномерно распределен по всей площади буферного слоя и проходит между буферным слоем и защитной оболочкой, а другой, внутренний, внедрен в буферный слой и составляет его часть, поверх по меньшей мере одного слоя упрочняющих элементов, внешнего, расположена внешняя защитная оболочка.
В развитии вышеуказанного кабеля - внутренний слой упрочняющих элементов равномерно внедрен в буферный слой по площади и глубине в радиальном направлении.
В развитии вышеуказанного кабеля - оптическое волокно состоит из сердечника, расположенного на центральной оси, поверх которого расположена отражающая оболочка, поверх которой расположена внутренняя защитная оболочка.
В развитии вышеуказанного - повив упрочняющих элементов выполнен из синтетических высокомодульных нитей, сформированных с помощью распределительного инструмента в виде трубки-иглы.
В развитии вышеуказанного кабеля - внешняя защитная оболочка состоит из фторопластовой термообработанной пленки.
В развитии вышеуказанного кабеля - буферный слой состоит из мягкого кремнийорганического компаунда.
В развитии вышеуказанного кабеля - его диаметр составляет 0,7-0,9 мм.
Миниатюрный теплостойкий оптический кабель и способ его изготовления состоит из ряда существенных признаков, которые тем или иным способом влияют на технический результат.
Сердечник служит для передачи цифровой информации за счет того, что коэффициент преломления больше, чем коэффициент обратного отражения, следовательно, больше внутреннее отражение.
Отражающая оболочка не дает вытекать свету из сердечника, что способствует передаче цифровой информации.
Первичное защитная оболочка защищает волокно (сердечник и отражающую оболочку) от механических повреждений, в том числе и в процессе изготовления, также препятствует развитию и расширению микротрещин.
Вышеуказанные 3 составляющие образуют так называемое оптическое волокно (OВ).
Буфер (из мягкого материала) уменьшает нагрузку на волокно, служит для защиты волокна (сердечника и отражающей оболочки) от макро- и микроизгибов, радиальных механических воздействий, вибрационных воздействий при эксплуатации, снижает температурные воздействия и защищает от них.
Упрочняющие элементы (которые могут состоять также из арамидных нитей) служат для обеспечения повышенной прочности. Часть их них расположена в буфере, а часть проходит между буфером и вторичной оболочкой. Вышеуказанное конструктивное решение обеспечивает особую прочностную конструкцию, которая обеспечивает повышенную прочности.
Внешняя защитная оболочка служит для защиты от радиальных механический оздействий, огня (горения) и т.д.
Способ работы.
Последовательность электрических импульсов преобразуется в последовательность световых импульсов и передается через миниатюрный теплостойкий оптический кабель повышенной прочности к точке назначения, далее происходит обратное преобразование в электрический импульс, декодирование и т.д.
На фигуре 1 показана конструкция миниатюрного теплостойкого оптического кабеля повышенной прочности.
1. Волокно оптическое.
2. Буферный слой.
3. Повив из двух синтетических высокомодульных нитей.
4. Оболочка из фторопластовой пленки. Способ изготовления кабеля осуществляется следующим образом. Подача оптического волокна подают в зону технологической обработки.
Нанесение буферного слоя на оптическое волокно требуемой толщины.
Подача в систему роликов, которая препятствует закрутки оптического волокна.
С отдельной катушки подается к обмотчику центрального типа и наносится упрочняющие элементы (арамидные нити или синтетические высокомодульные нити, с определенными характеристиками - линейной плотностью, максимальным натяжением и т.д., которые подбираются в зависимости от требуемой прочности). Натяжение и распределение упрочняющих элементов подбирается, чтобы обеспечит эффективное равномерное распределение по диаметру буфера, при этом нижний слой упрочняющих элементов должен внедриться в сам буфер.
Подача в узел «улитка», в котором происходит продольное наложение защищающей оболочки.
Подача для уплотнения сырой каландированной пленки (буферного слоя) в систему калибра с определенным подбором диаметров калибров, в котором она уплотняется и с условием минимального воздействия на оптическое волокно, что предотвращает его от повреждений.
Запечка при 250-300°С, полимеризация пленки.
Охлаждаем в водном барьере.
Отправляем через систему роликов в тяговое устройство, а оттуда на катушку с раскладкой.
Изготовление кабеля производится в один прогон, что обеспечивает снижение расхода электроэнергии, времени, материалов, а также увеличивает скорость изготовления.
Такие образом, обеспечивается повышение прочности кабеля, снижение расхода материалов, массогабаритных характеристик, снижение вибрационных и температурных воздействий, повышение препятствованию горючести кабеля (пожаробезопасность).
| название | год | авторы | номер документа |
|---|---|---|---|
| Кабель оптический монтажный пожаробезопасный огнестойкий | 2023 |
|
RU2804313C1 |
| ОПТИЧЕСКОЕ ВОЛОКНО В ПЛОТНОМ БУФЕРНОМ ПОКРЫТИИ, ВОЛОКОННО-ОПТИЧЕСКИЕ КАБЕЛИ И СПОСОБЫ НАЛОЖЕНИЯ ПЛОТНОГО БУФЕРНОГО ПОКРЫТИЯ НА ОПТИЧЕСКОЕ ВОЛОКНО (ВАРИАНТЫ) | 2021 |
|
RU2782677C1 |
| Способ наложения упрочняющего покрытия на буферное покрытие кабеля волоконно-оптического и волоконно-оптический миниатюрный кабель, соответствующий этому способу | 2019 |
|
RU2707662C1 |
| Кабель оптический миниатюрный для эксплуатации в условиях нестационарной прокладки | 2023 |
|
RU2830395C1 |
| Оптический кабель для систем дистанционного управления | 2021 |
|
RU2772554C1 |
| ТЕЛЕКОММУНИКАЦИОННЫЙ КАБЕЛЬ, СНАБЖЕННЫЙ ПЛОТНО БУФЕРИЗОВАННЫМИ ОПТИЧЕСКИМИ ВОЛОКНАМИ | 2007 |
|
RU2457520C2 |
| Радиочастотный комбинированный кабель (варианты) | 2019 |
|
RU2710934C1 |
| Способ изготовления электрического кабеля и кабель, изготавливаемый данным способом | 2022 |
|
RU2797030C1 |
| ВОЛОКОННО-ОПТИЧЕСКИЙ КАБЕЛЬ С ЭЛЕКТРИЧЕСКИМИ ПРОВОДНИКАМИ | 2012 |
|
RU2592744C2 |
| СИНТЕТИЧЕСКИЙ ТРОС ИЛИ КАБЕЛЬ С ПОДДЕРЖИВАЮЩИМ СЕРДЕЧНИКОМ (ВАРИАНТЫ) | 2020 |
|
RU2817585C2 |
Изобретение относится к оптическим монтажным кабелям и способам их производства. Согласно способу оптическое волокно подают в зону технологической обработки, где на него наносят буферный слой. После прохождения обработанным изделием системы роликов на него наносят буферный слой и повив упрочняющих элементов, который включает в себя два слоя упрочняющих элементов. Внешний слой равномерно распределен по всей площади буферного покрытия и проходит между буферным покрытием и защитной оболочкой. Внутренний слой равномерно внедрен в буферное покрытие по площади и глубине и составляет его часть. Далее производят продольное наложение внешней защитной оболочки. Технический результат - повышение прочности кабеля, снижение расхода материалов и массогабаритных характеристик, снижение вибрационных и температурных воздействий. 2 н. и 15 з.п. ф-лы., 1 ил.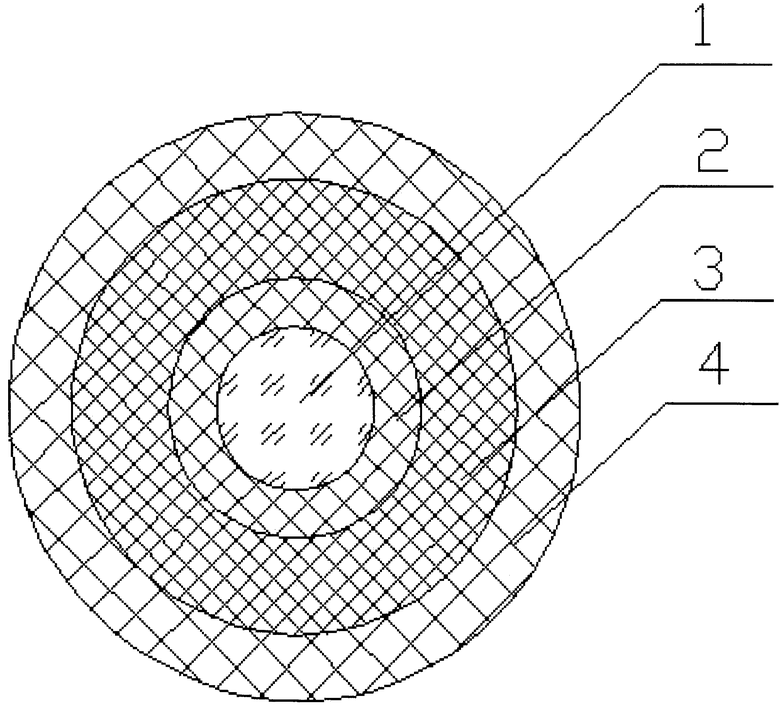
1. Способ изготовления миниатюрного теплостойкого оптического кабеля характеризуется тем, что оптическое волокно подают в зону технологической обработки, где на него наносят буферный слой, далее полученную заготовку подают через систему роликов, которые препятствуют ее закрутке, после этого на буферный слой наносят, повив упрочняющих элементов, который включает в себя по меньшей мере два слоя, таким образом, что по меньшей мере один из которых, внешний, равномерно распределен по всей площади буферного покрытия и проходит между буферным покрытием и защитной оболочкой, а другой, внутренний, равномерно внедрен в буферное покрытие по площади и глубине и составляет его часть, далее производят продольное наложение внешней защитной оболочки, после этого ее уплотняют таким образом, чтобы уплотнение осуществлялось эффективно при минимальном воздействии на оптическое волокно, далее производят ее термообработку с последующим охлаждением, изготовленный кабель через систему роликов поступает на тяговое устройство.
2. Способ по п.1 отличается тем, что упрочняющие элементы наносят концентрично.
3. Способ по п.1 отличается тем, что внутренний слой упрочняющих элементов внедряют в радиальном направлении.
4. Способ по п.1 отличается тем, что буферный слой наносят вертикально через фильеру с последующей термообработкой.
5. Способ по п.1 отличается тем, что упрочняющие элементы на буферный слой наносятся с помощью распределительного инструмента в виде трубки-иглы.
6. Способ по п.1 отличается тем, что упрочняющие элементы представляют собой арамидные пасьм-нити.
7. Способ по п.1 отличается тем, что внешнюю защитную оболочку уплотняют с помощью калибров.
8. Способ по п.1 отличается тем, что термообработку кабеля производят при температуре 250…300°C в течение 8-10 с.
9. Способ по п.1 отличается тем, что охлаждение производят посредством прохождения полученной заготовки через водный барьер.
10. Способ по п.1 отличается тем, что с тягового устройства изделие поступает на приемное устройство с раскладкой.
11. Миниатюрный теплостойкий оптический кабель, изготовленный по п.1, содержащий упрочняющий элемент, оптическое волокно, поверх которого наложен буферный слой, с последовательно наложенной на буферный слой внешней оболочной, отличается тем, что оптическое волокно расположено на центральной оси кабеля, поверх оптического волокна расположен буферный слой, на буферный слой наложен повив упрочняющих элементов, который включает в себя по меньшей мере два слоя упрочняющих элементов, по меньшей мере один из которых, внешний, равномерно распределен по всей площади буферного слоя и проходит между буферным слоем и защитной оболочкой, а другой, внутренний, внедрен в буферный слой и составляет его часть, поверх по меньшей мере одного слоя упрочняющих элементов, внешнего, расположена внешняя защитная оболочка.
12. Миниатюрный теплостойкий оптический кабель по п.11, отличается тем, что внутренний слой упрочняющих элементов равномерно внедрен в буферный слой по площади и глубине в радиальном направлении.
13. Миниатюрный теплостойкий оптический кабель по п.11, отличается тем, что оптическое волокно состоит из сердцевины, расположенной на центральной оси, поверх которой расположена отражающая оболочка, поверх которой расположена внутренняя защитная оболочка.
14. Миниатюрный теплостойкий оптический кабель по п.11, отличается тем, что повив упрочняющих элементов, выполнен из синтетических высокомодульных нитей, сформированных с помощью распределительного инструмента в виде трубки-иглы.
15. Миниатюрный теплостойкий оптический кабель по п.11, отличается тем, что внешняя защитная оболочка состоит из фторопластовой термообработанной пленки.
16. Миниатюрный теплостойкий оптический кабель по п.11, отличается тем, что буферный слой состоит из мягкого кремнийорганического компаунда.
17. Миниатюрный теплостойкий оптический кабель по п. 11, отличается тем, что его диаметр составляет 0,8±0,1 мм.
| Полуавтомат для набивки стальных сердечников трансформаторов | 1957 |
|
SU115513A1 |
| JP 2001221935 A, 17.08.2001 | |||
| WO 2009091243 A1, 23.07.2009 | |||
| Способ сушки электрических кабелей с бумажной или иной изоляцией | 1925 |
|
SU6250A1 |

