Настоящее изобретение относится к сверлильной режущей пластине и к сверлильному инструменту, имеющему по меньшей мере две идентичные сверлильные режущие пластины.
Для засверливания, в частности, в твердый металлический материал известно использование сверлильных инструментов, которые имеют основной корпус, выполненный с возможностью вращения вокруг продольной оси и имеющий несколько сменных режущих пластин, которые могут быть образованы, например, с помощью индексируемых пластин.
В международной патентной публикации №03/099494 A1 описан, например, сверлильный инструмент, который имеет основной корпус и две режущие пластины, одна из которых образует центральную пластину, а другая - краевую пластину. При использовании активные режущие кромки центральной пластины и краевой пластины выступают в каждом случае за основной корпус в осевом направлении, что, когда сверлильной инструмент работает, приводит к удалению обломков из подлежащего сверлению материала.
Если требуется просверлить глубокие отверстия с использованием сверлильного инструмента указанного выше типа, в частности, отверстия на глубину T, что соответствует большинству диаметров D, подлежащих сверлению (например, T>4D), сверлильной инструмент должен соответствовать высоким требованиям, с тем, чтобы обеспечить возможность точного сверления с точно определенным диаметром отверстия. В частности, в случае глубоких отверстий, подлежащих сверлению, упругая деформация сверлильного инструмента, которая имеет место во время сверления, может сильно повлиять на точность получаемых размеров. Для того чтобы поддерживать затраты на как можно более низком уровне, существует также желание увеличить срок службы используемых режущих пластин настолько, насколько это возможно. Как со ссылкой на точность обработки, так и со ссылкой на износ и задиры используемых режущих пластин, особое значение придается начальному поведению при сверлении, то есть поведению сверлильного инструмента во время начального проникновения активных режущих кромок режущих пластин в просверливаемый материал, поскольку в этот момент еще отсутствует боковое ведение кончика сверлильного инструмента.
Что касается как можно более экономичной работы сверлильных инструментов таких типов, настолько, насколько это возможно, то представляется выгодным, когда используемые режущие пластины выполнены в виде индексируемых пластин с таким большим количеством частичных режущих кромок, несколько это возможно, которые необходимо использовать по отдельности, так что в случае износа одной частичной режущей кромки может быть использована последующая еще не изношенная частичная режущая кромка. С другой стороны, в отношении экономичной работы, представляется целесообразным, когда режущие пластины могут быть изготовлены в количестве, которое является настолько большим, насколько это возможно.
Как и в случае сверлильных инструментов, снабженных режущими пластинами, режущие пластины должны заменяться на регулярной основе, причем дополнительно, при замене режущих пластин, желательно обеспечить как можно более простую манипуляцию.
Задачей настоящего изобретения является создание сверлильной режущей пластины и сверлильного инструмента по меньшей мере с двумя режущими пластинами, которые имеют как можно более высокую точность обработки, насколько это возможно, даже в случае глубоких подлежащих сверлению отверстий и, в данном случае, одновременно обеспечивают возможность как можно более экономичной работы, насколько это возможно, а также простую манипуляцию.
Эта задача решается с помощью сверлильной режущей пластины, выполненной в соответствии с п. 1 формулы изобретения. Предпочтительные варианты выполнения приведены в зависимых пунктах формулы изобретения.
Сверлильная режущая пластина имеет верхнюю поверхность, нижнюю поверхность, периферийную боковую поверхность, которая соединяет вместе верхнюю поверхность и нижнюю поверхность, и режущую кромку, которая выполнена на переходе между боковой поверхностью и верхней поверхностью. Режущая кромка выполнена таким образом, что в каждом случае между двумя режущими углами проходят «n» идентичных режущих углов и «n» идентичных частичных режущих кромок. В этом случае это возможно при n=3 или n=4. Каждая из «n» частичных режущих кромок имеет: примыкающий первый режущий угол, основную режущую кромку, которая на виде сверху на верхнюю поверхность является прямой, примыкающий другой режущий угол, вспомогательную режущую кромку, которая на виде сверху на верхнюю поверхность является прямой, и переходный участок, посредством которого основная режущая кромка и вспомогательная режущая кромка сходятся друг с другом. Переходной участок имеет выпуклую часть, примыкающую к основной режущей кромке, и вогнутую часть, примыкающую к вспомогательной режущей кромке. На виде сверху на верхнюю поверхность основная режущая кромка и вспомогательная режущая кромка охватывают снаружи угол α<180° друг с другом.
Охват угла α<180° друг с другом «снаружи» следует понимать в данном контексте как угол, образованный снаружи сверлильной режущей пластины, измеряемый между основной режущей кромкой и вспомогательной режущей кромкой, а не угол, образованный внутри сверлильной режущей пластины между основной режущей кромкой и вспомогательной режущей кромкой. В частности, сверлильная режущая пластина может иметь ось симметрии, относительно которой имеет место n-кратная осевая симметрия. Угол α должен измеряться вертикально относительно оси симметрии в плоскости, в которой проходит основная режущая кромка и вспомогательная режущая кромка, или на которую основная режущая кромка и вспомогательная режущая кромка проецируются. Соответствующая частичная режущая кромка образована тремя участками, которые проходят между двумя смежными режущими углами в указанной последовательности: основная режущая кромка, переходной участок и вспомогательная режущая кромка. Режущие углы могут быть образованы, в частности, участком с заданным радиусом, который соединяет вместе основную режущую кромку и вспомогательную режущую кромку смежной частичной режущей кромки. Верхняя поверхность сверлильной режущей пластины может быть реализована, по меньшей мере в части области, как отводящая стружку поверхность для отвода стружки, создаваемой в процессе сверления. Угол α может иметь значения, в частности, в диапазоне между 179° и 173°, в предпочтительном способе в диапазоне между 178° и 175°, и в более предпочтительном способе 177°.
При расположении основной и вспомогательной режущих кромок указанным образом, две идентичные сверлильные режущие пластины, заявленных в данном изобретении, выполнены с возможностью размещения в сверлильном инструменте таким образом, что обе обеспечивают высокую точность обработки, в частности, как результат превосходного первоначального засверливания, при этом неиспользованные дополнительные части режущих кромок надежно защищены от износа. Кроме того, указанное расположение обеспечивает возможность использования идентичных сверлильных режущих пластин для большего диапазона диаметров, подлежащих сверлению, поскольку относительное радиальное расположение двух одинаковых сверлильных режущих пластин относительно друг друга может меняться в широком диапазоне. В частности, для получения различных диаметров отверстий радиальное положение наружной сверлильной режущей пластины на сверлильном инструменте может быть изменено. Использование идентичных сверлильных режущих пластин для большого диапазона диаметров, подлежащих сверлению, а также использование двух идентичных сверлильных режущих пластин в качестве внутренней режущей пластины и наружной режущей пластины в одном сверлильном инструменте, приводит к возможности изготовления сверлильных режущих пластин в больших количествах. Использование идентичных сверлильных режущих пластин в качестве внутренней режущей пластины и наружной режущей пластины также обеспечивает возможность особенно простой манипуляции сверлильным инструментом.
Как заявлено в одном варианте выполнения, основная режущая кромка частичной режущей кромки и вспомогательная режущая кромка смежной частичной режущей кромки охватывают друг с другом, таким образом, острый угол, так что образован острый режущий угол. Острый режущий угол, в данном случае, следует понимать как режущий угол с углом раствора <90°. Когда n=4, угол раствора может иметь значение, например, между 89° и 83°, в предпочтительном способе, между 88° и 85°, и в особенно предпочтительном способе, 87°. Когда n=3, угол раствора может иметь значение, например, между 59° и 53°, в предпочтительном способе, между 58° и 55°, и в особенно предпочтительном способе, 57°. В результате подходящего выравнивания двух идентичных сверлильных режущих пластин в одном сверлильном инструменте остроконечность режущего угла обеспечивает возможность, в частности, когда n=4, как получения особенно преимущественного первоначального засверливания, так и, в частности, при сверлении глубоких отверстий, предотвращения повреждений уже просверленной области отверстия.
Как заявлено в одном варианте выполнения, n основных режущих кромок проходят вдоль контура воображаемого первого n-угла, и n вспомогательных режущих кромок проходят вдоль контура воображаемого второго n-угла, который имеет кромку меньшей длины, чем воображаемый первый n-угол. Другими словами, это означает, что n основных режущих кромок проходят вдоль касательных к первой окружности, а n вспомогательных режущих кромок проходят вдоль касательных ко второй окружности, которая является концентрической первой окружности, причем радиус первой окружности больше, чем радиус второй окружности. Радиус первой окружности в данном случае может быть от 2% до 20% больше, чем радиус второй окружности, например, на 5%. Воображаемый первый n-угол и воображаемый второй n-угол могут быть выровнены, например, наклонены друг к другу в соответствии с их центрами на угол между 1° и 7°, предпочтительным образом, между 2° и 5°, и более предпочтительно, 3°.
Когда сверлильная режущая пластина имеет ось симметрии, по отношению которой имеется n-кратная вращательная симметрия, и предусмотрено отверстие, которое соединяет вместе верхнюю поверхность и нижнюю поверхность и которое проходит концентрически по отношению к оси симметрии, индексированное выравнивание и крепление сверлильной режущей пластины на сверлильном инструменте становится возможным особенно простым способом.
Как заявлено в одном варианте выполнения, сверлильная режущая пластина имеет ось симметрии, по отношению которой имеется n-кратная вращательная симметрия, при этом режущая кромка проходит в плоскости, проходящей вертикально по отношению к оси симметрии. В предпочтительном варианте выполнения режущая кромка полностью проходит в такой плоскости, т.е. основные режущие кромки, переходные участки и вспомогательные режущие кромки частичных режущих кромок, а также режущая кромка в области режущих углов проходят в одной плоскости. В этом случае обеспечивается особенно предпочтительное первоначальное засверливание.
Как заявлено в одном варианте выполнения, периферийная боковая поверхность выполнена таким образом, что вдоль всей режущей кромки образуется положительный угол зазора.
Как заявлено в одном варианте выполнения, длина основной режущей кромки имеет значение между 20% и 80% от длины вспомогательной режущей кромки. В этом случае получают особенно хорошо сбалансированные сверлильные характеристики.
В предпочтительном варианте выполнения n=4, то есть режущая кромка имеет четыре одинаковых частичных режущих кромки и четыре режущих угла. В этом случае обеспечивается большое количество отдельно доступных частичных режущих кромок.
Как заявлено в одном варианте выполнения, верхняя поверхность выполнена с отводящим стружку элементом, ширина которого возрастает вдоль частичной режущей кромки от вспомогательной режущей кромки к основной режущей кромке. Ширина отводящего стружку элемента, следовательно, больше в области основной режущей кромки, чем в области вспомогательной режущей кромки. В результате, в указанном варианте выполнения в процессе сверления достигается особенно предпочтительное образование стружки. Ширина отводящего стружку элемента в данном случае измеряется вертикально по отношению к режущей кромке в плоскости, которая проходит вертикально по отношению к оси симметрии сверлильной режущей пластины. Следует отметить, что непрерывное увеличение ширины отводящего стружку элемента является, конечно, предпочтительным, но не обязательным. Предпочтительно также, что глубина отводящего стружку элемента в области основной режущей кромки больше, чем в области вспомогательной кромки. Глубина в данном случае измеряется в направлении, параллельном оси симметрии в плоскости, которая содержит соответствующую режущую кромку в указанной области и проходит вертикально по отношению к оси симметрии.
Цель также достигается с помощью сверлильного инструмента, выполненного в соответствии с п. 11 формулы изобретения. Дополнительные предпочтительные варианты выполнения указаны в зависимых пунктах формулы изобретения.
Сверлильный инструмент имеет основной корпус, который выполнен с возможностью вращения вокруг продольной оси, и по меньшей мере одну внутреннюю режущую пластину и одну наружную режущую пластину, которая выполнена одинаковой с внутренней режущей пластиной и расположена дальше снаружи в радиальном направлении. Внутренняя режущая пластина и наружная режущая пластина образованы, в каждом случае, посредством сверлильной режущей пластины, выполненной в соответствии с изобретением. Преимущества, описанные ранее со ссылкой на сверлильную режущую пластину, достигаются с помощью сверлильного инструмента. В частности, высокая степень точности обработки достигается даже тогда, когда необходимо просверлить глубокие отверстия, и, в этом случае, одновременно становится возможной экономичная работа и простота в манипуляции.
Как заявлено в одном варианте выполнения, внутренняя режущая пластина выступает за пределы основного корпуса в осевом направлении посредством активной частичной режущей кромки, и наружная режущая пластина выступает за пределы основного корпуса в осевом направлении посредством активной частичной режущей кромки. При этом, в случае активной частичной режущей кромки внутренней режущей пластины, вспомогательная режущая кромка расположена ближе к продольной оси, чем основная режущая кромка, которая расположена спереди в осевом направлении, а в случае активной частичной режущей кромки наружной режущей пластины, вспомогательная режущая кромка расположена ближе к продольной оси, чем основная режущая кромка. В результате указанной конструкции, в частности, при первоначальном проникновении сверлильного инструмента в подлежащий сверлению материал, достигается особенно устойчивое поведение. Кроме того, таким образом обеспечивается, что идентичные сверлильные режущие пластины выполнены с возможностью использования в качестве внутренней режущей пластины и наружной режущей пластины.
Как заявлено в одном варианте выполнения, основная режущая кромка активной частичной режущей кромки внутренней режущей пластины выровнена таким образом, что ее участок, который отстоит дальше от продольной оси в радиальном направлении, проходит дальше в осевом направлении, чем ее участок, который расположен ближе к продольной оси в радиальном направлении, а основная режущая кромка активной частичной режущей кромки наружной режущей пластины выровнена таким образом, что ее участок, который расположен ближе к продольной оси в радиальном направление, проходит дальше в осевом направлении, чем ее участок, который отстоит дальше от продольной оси в радиальном направлении. В этом случае достигается особенно предпочтительное поведение при первоначальном засверливании на стадии начального проникновения сверлильного инструмента в подлежащий сверлению материал. В результате наклонной установки внутренней режущей пластины, в процессе сверления прикладывается небольшая сила, толкающая наружу в радиальном направлении, тогда как в результате противоположно направленной установки наружной режущей пластины, небольшая сила, толкающая во внутрь в радиальном направлении, прикладывается таким образом, что вращательное движение сверлильного инструмента в целом стабилизируется. В результате описанного выравнивания основных режущих кромок при сверлении подлежащего сверлению материала также реализуется направляющая поверхность, которая дополнительно способствует стабилизации. Следовательно, достигается особенно предпочтительное поведение при первоначальном засверливании и высокая степень точности обработки даже там, где подлежащие сверлению отверстия глубоки.
Цель также достигается с помощью сверлильного инструмента, выполненного в соответствии с п. 14 формулы изобретения. Предпочтительные варианты выполнения указаны в зависимых пунктах формулы изобретения.
Сверлильный инструмент имеет: основной корпус, который выполнен с возможностью вращения вокруг продольной оси, и по меньшей мере одну сменную внутреннюю режущую пластину и одну сменную наружную режущую пластину, которая расположена дальше наружу в радиальном направлении. Внутренняя режущая пластина и наружная режущая пластина выполнены идентичным образом, и в каждом случае имеют по меньшей мере одну частичную режущую кромку, которая выступает за пределы основного корпуса в осевом направлении, реализуется идентичным образом и проходит между двумя режущими углами. Частичная режущая кромка имеет: прилегающий первый режущий угол, прямую основную режущую кромку, прилегающий другой режущий угол, прямую вспомогательную режущую кромку, и переходной участок, посредством которого основная режущая кромка и вспомогательная режущая кромка переходят одна в другую и который имеет выпуклую часть, прилегающую к основной режущей кромке, и вогнутую часть, прилегающую к вспомогательной режущей кромке. Как в случае с внутренней режущей пластиной, так и в случае с наружной режущей пластиной, основная режущая кромка расположена дальше от продольной оси в радиальном направлении, чем вспомогательная режущая кромка. Внутренняя режущая пластина расположена таким образом, что основная режущая кромка расположена в осевом направлении спереди вспомогательной режущей кромки, и выровнена таким образом, что ее участок, который отстоит дальше от продольной оси в радиальном направлении, проходит дальше в осевом направлении, чем ее участок, который расположен ближе к продольной оси в радиальном направлении. Наружная режущая пластина расположена таким образом, что основная режущая кромка выровнена таким образом, что ее участок, который расположен ближе к продольной оси в радиальном направлении, проходит дальше в осевом направлении, чем ее участок, который отстоит дальше от продольной оси в радиальном направлении.
Еще раз, преимущества, уже описанные ранее, получены с помощью сверлильного инструмента. В результате указанной конструкции, с одной стороны, достигается особенно выгодное первоначальное поведение засверливания, а с другой стороны, сверлильный инструмент стабилизируется в процессе сверления, поскольку на передней поверхности в подлежащем сверлению материале образуется направляющая поверхность. Кроме того, указанное устройство обеспечивает возможность использования двух идентичных сверлильных режущих пластин с несколькими отдельно используемыми идентичными частичными режущими кромками в качестве внутренней и наружной режущей пластины.
Как заявлено в одном варианте выполнения, вспомогательная режущая кромка активной частичной режущей кромки наружной режущей пластины выполнена таким образом, что ее участок, который расположен ближе к продольной оси в радиальном направлении, проходит дальше в осевом направлении, чем ее участок, который отстоит дальше от продольной оси в радиальном направлении. В указанном случае, описанное выравнивание вспомогательной режущей кромки приводит к дополнительной стабилизации процесса сверления.
Дополнительные преимущества и целесообразности изобретения будут очевидны из последующего описания иллюстративных вариантов выполнения со ссылкой на прилагаемые чертежи.
На чертежах:
Фиг.1 изображает вид сверху сверлильной режущей пластины в соответствии с первым вариантом выполнения;
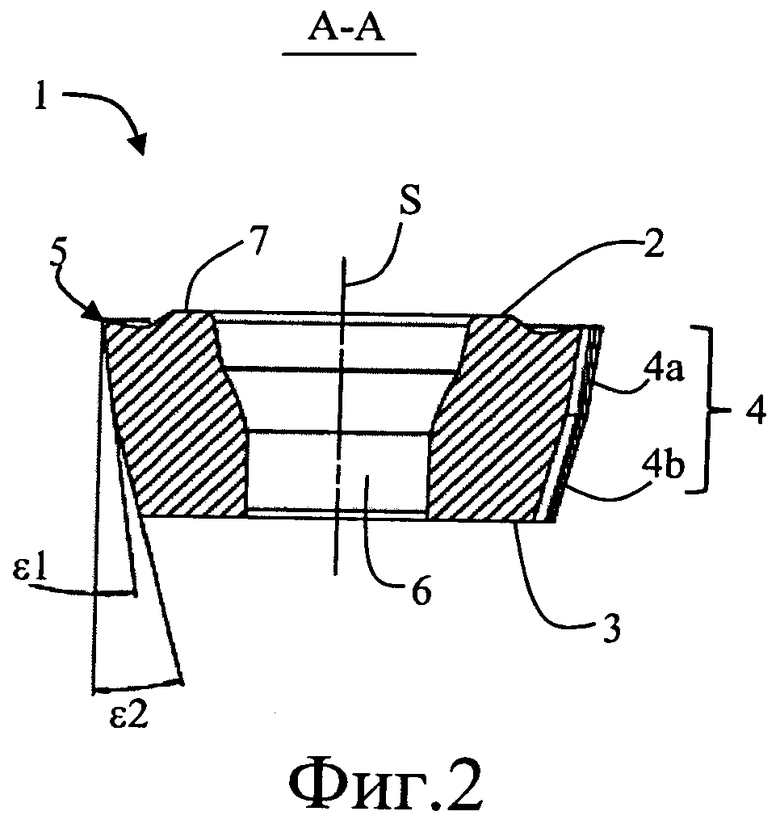
Фиг.2 изображает разрез по линии A-A, показанной на Фиг.1;
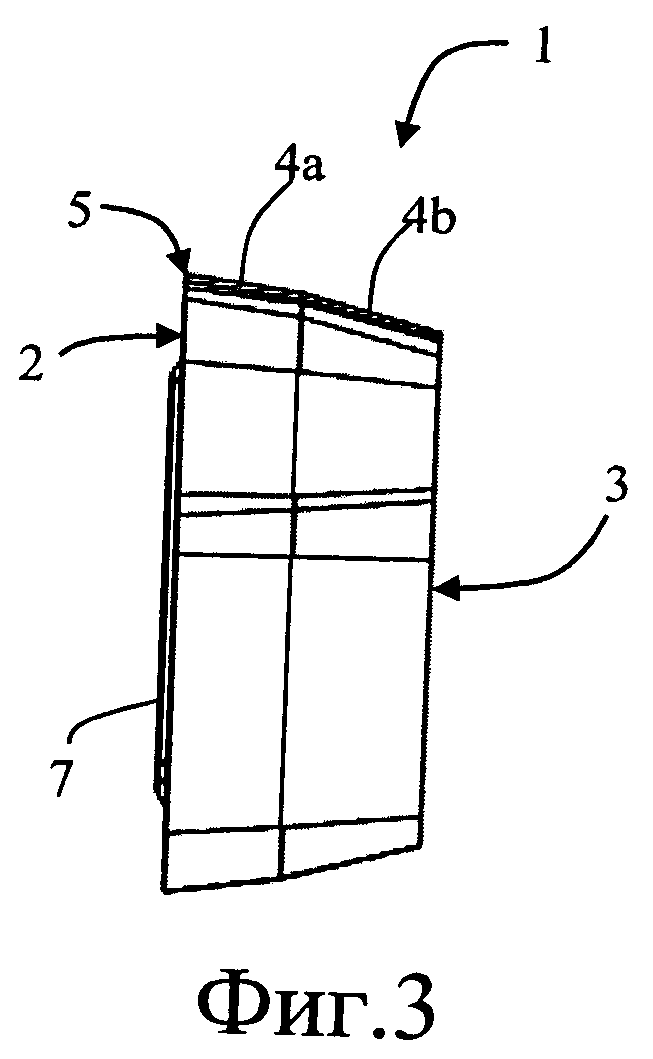
Фиг.3 изображает вид сбоку сверлильной режущей пластины, показанной на Фиг.1;
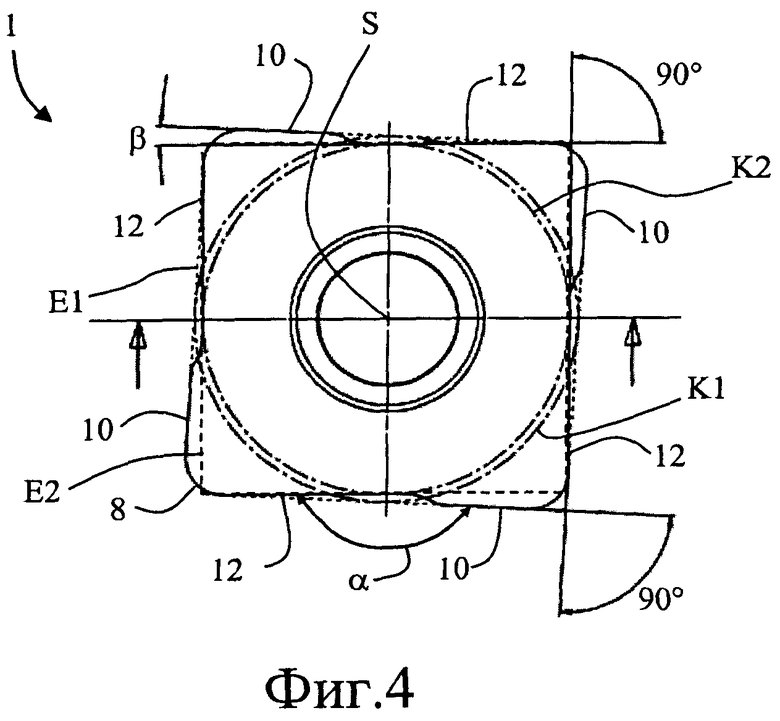
Фиг.4 представляет собой схематическое изображение, соответствующее Фиг.1, для объяснения вариантов выполнения основной и вспомогательной режущих кромок;
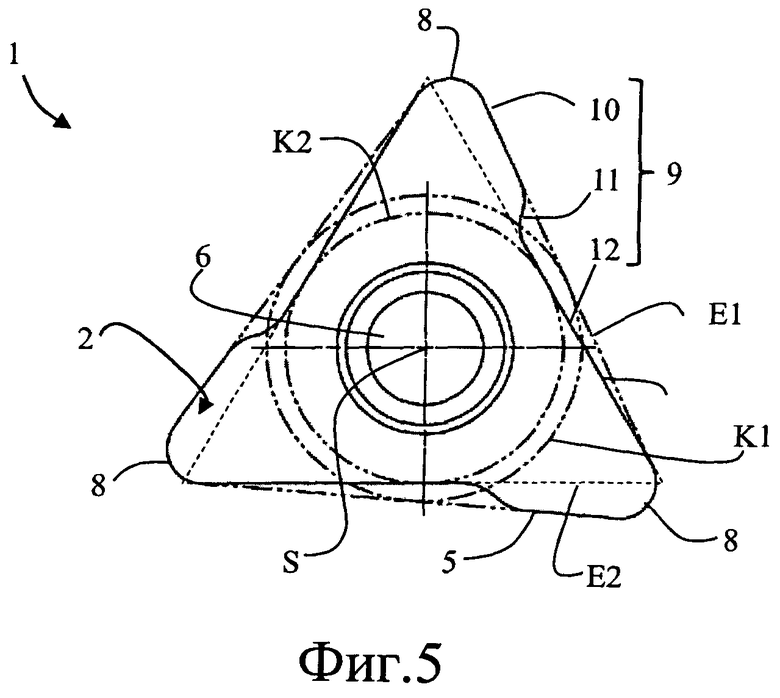
Фиг.5 представляет собой схематическое изображение, соответствующее Фиг.4, сверлильной режущей пластины, выполненной в соответствии со вторым вариантом выполнения;
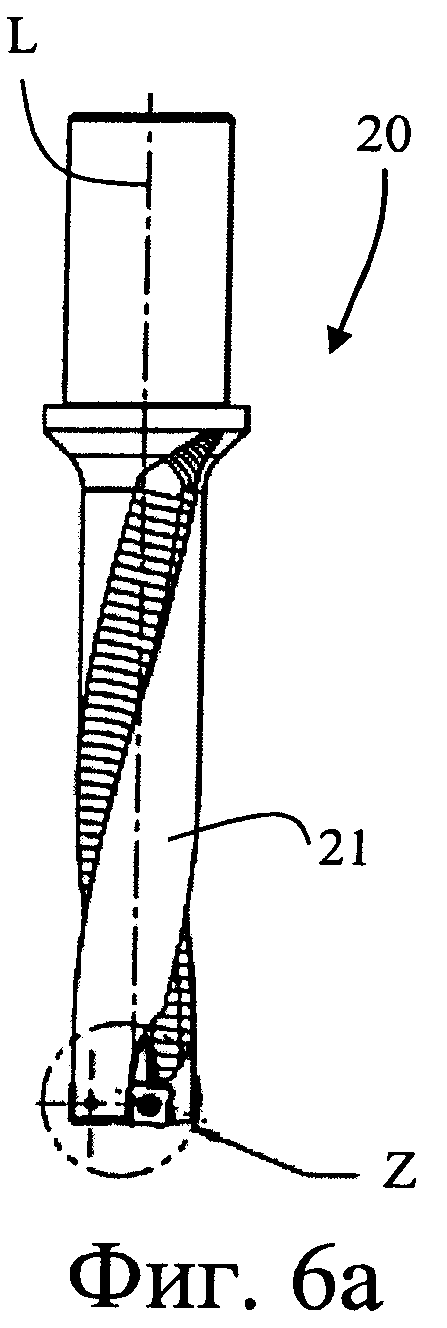
Фиг.6a изображает вид сверлильного инструмента с двумя идентичными сверлильными режущими пластинами, выполненными в соответствии с первым вариантом выполнения;
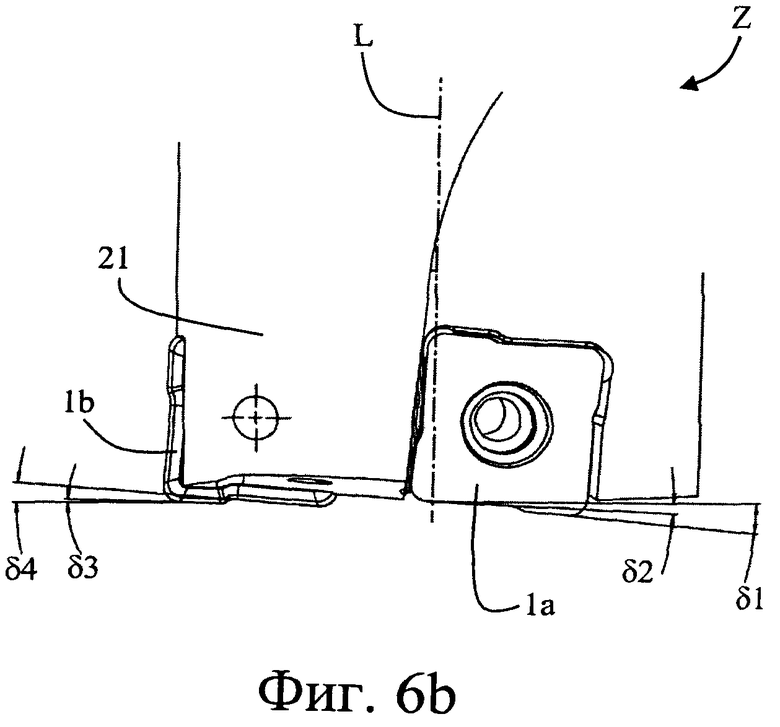
Фиг.6b изображает увеличенный вид деталей Z, показанных на Фиг.6a;
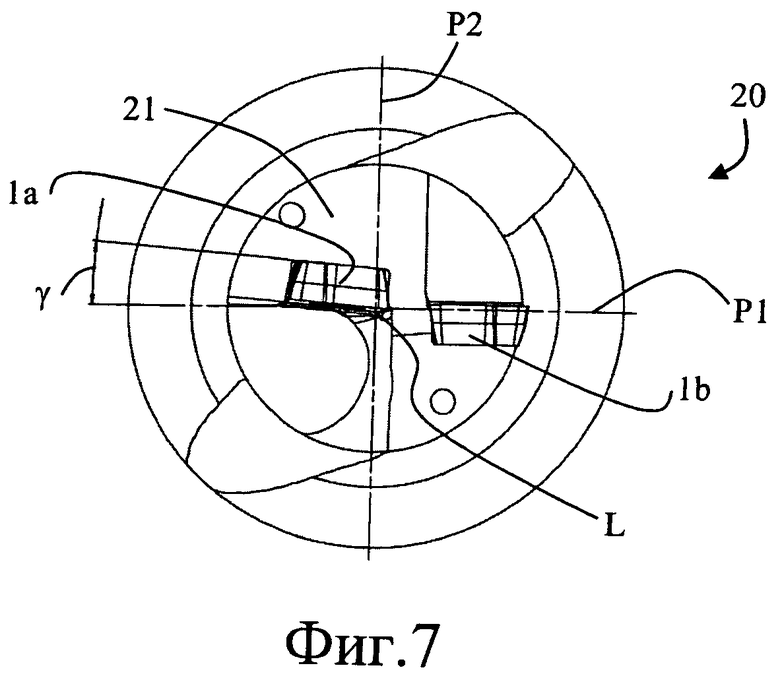
Фиг.7 изображает вид сверлильного инструмента с двумя идентичными сверлильными режущими пластинами, выполненными в соответствии с первым вариантом выполнения, в направлении вдоль продольной оси сверлильного инструмента;
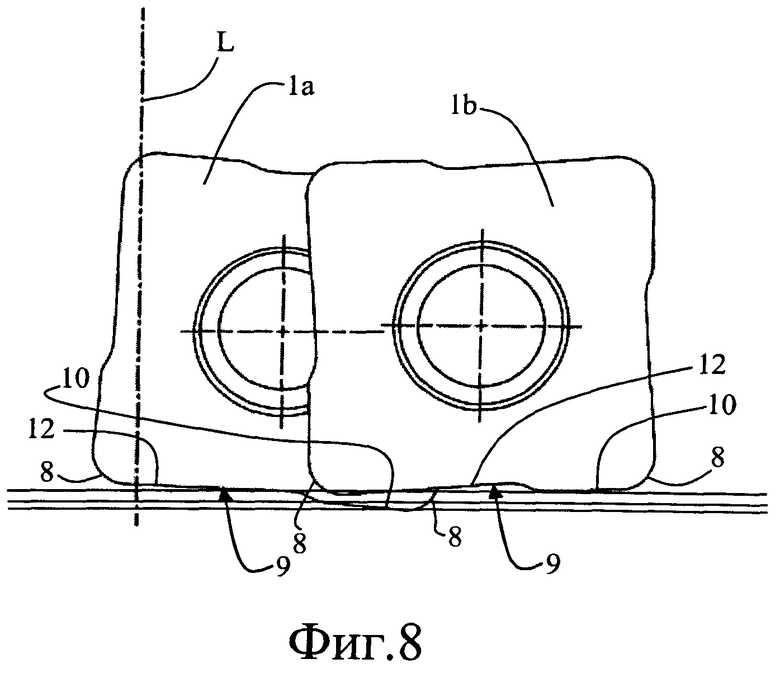
Фиг.8 изображает схематическое представление для разъяснения выравнивания активных частичных режущих кромок для сверления первого диаметра;
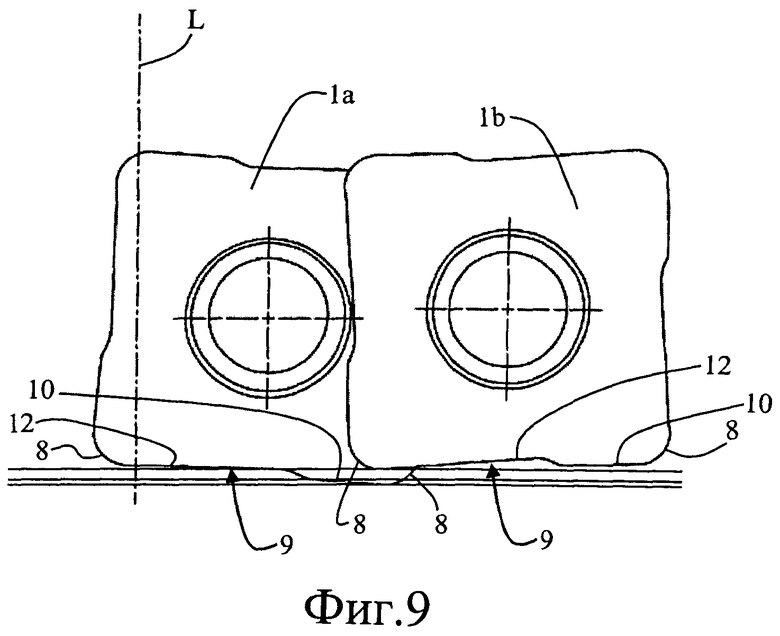
Фиг.9 изображает схематическое представление для разъяснения выравнивания активных частичных режущих кромок для сверления второго диаметра;
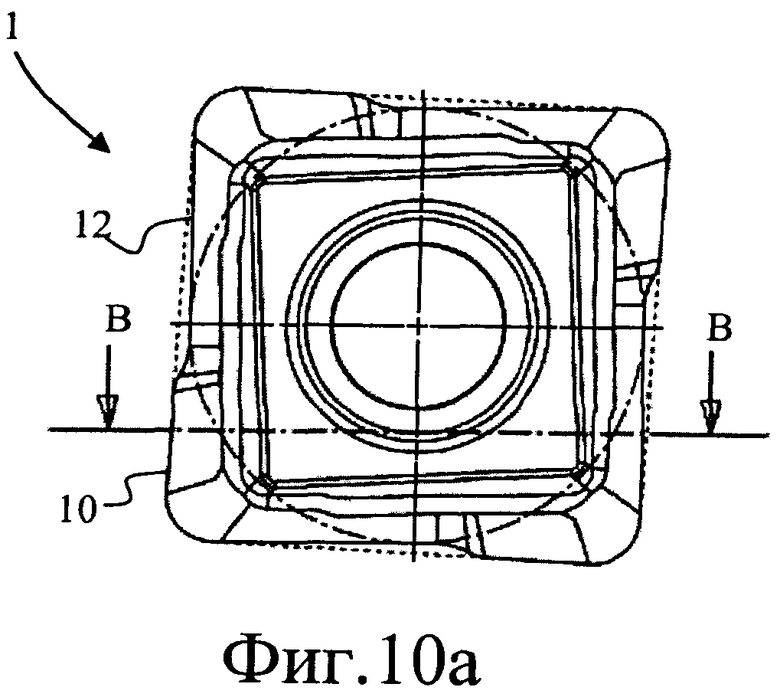
Фиг.10a изображает вид сверху, соответствующий Фиг.1, сверлильной режущей пластины, выполненной в соответствии с первым вариантом выполнения; и
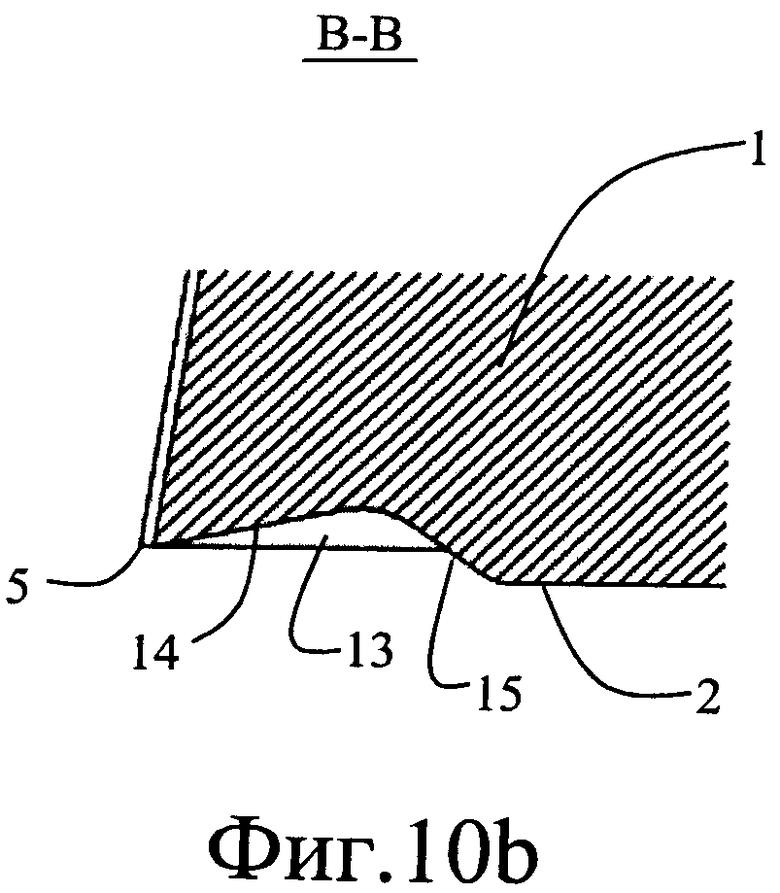
Фиг.10b изображает часть разреза вдоль линии B-B, показанной на Фиг.10a.
ПЕРВЫЙ ВАРИАНТ ВЫПОЛНЕНИЯ
Первый вариант описан ниже со ссылками на Фиг.1 - Фиг.4 и Фиг.6 - Фиг.9. Фиг.1 представляет собой вид сверху сверлильной режущей пластины 1, как заявлено в первом варианте выполнения изобретения. Сверлильная режущая пластина 1 (также указанная ниже как просто пластина 1) имеет верхнюю поверхность 2, нижнюю поверхность 3 и периферийную боковую поверхность 4, которая соединяет вместе верхнюю поверхность 2 и нижнюю поверхность 3. Режущая кромка 5, которая, в случае показанного варианта выполнения, выполнена проходящей по всему краю верхней поверхности 2, образована на переходном участке между боковой поверхностью 4 и верхней поверхностью 2. В случае показанного варианта выполнения пластина 1 имеет ось S симметрии, проходящую вертикально относительно плоскости чертежа, показанной на Фиг.1. Со ссылкой на свою форму, сверлильная режущая пластина 1 имеет поворотную симметрию N-го порядка относительно оси S симметрии, т.е. пластина 1 имеет ту же указанную форму при повороте на 360°/N вокруг оси S симметрии. В случае первого варианта выполнения изобретения N=4, т.е. пластина 1 имеет поворотную симметрию четвертого порядка и выполнена с возможностью перехода в ту же указанную форму в результате поворота на 90° вокруг оси S симметрии. Также предусмотрено отверстие 6, которое проходит концентрически по отношению к оси S симметрии и проникает в пластину 1 от верхней поверхности 2 к нижней поверхности 3. Отверстие 6 окружено периферийной поверхностью 7, проходящей вертикально в плоскости по отношению к оси S симметрии.
В случае первого варианта выполнения изобретения, на виде сверху на верхнюю поверхность 2, пластина 1 имеет по существу квадратную исходную форму, которая видоизменена в нескольких областях, как будет описано ниже еще более подробно. Пластина 1 имеет N режущих углов 8, т.е. четыре режущих угла в случае первого варианта выполнения изобретения, где N=4. Частичные режущие кромки 9, которые, как и режущие углы 8, образуют части режущей кромки 5, проходящие в каждом случае между двумя смежными режущими углами 8. Частичные режущие кромки 9 в каждом случае выполнены идентичным образом и имеют основную режущую кромку 10, переходной участок 11 и вспомогательную режущую кромку 12. Основная режущая кромка 10 соединена с одним режущим углом 8, который ограничивает соответствующую частичную режущую кромку 9, а вспомогательная режущая кромка 12 соединена с другим режущим углом 8, который ограничивает соответствующую частичную режущую кромку 9. Основная режущая кромка 10 и вспомогательная режущая кромка 12 сходятся друг с другом посредством переходного участка 11, то есть переходный участок 11 - это отдельный участок частичной режущей кромки 9, который соединяет вместе основную режущую кромку 10 и вспомогательную режущую кромку 12. На виде сверху на верхнюю поверхность 2, которая проходит по существу вертикально относительно оси S симметрии, основная режущая кромка 10 проходит прямо. Вспомогательная режущая кромка 12 на виде сверху на верхнюю поверхность 2 также проходит прямо. Переходной участок 11 имеет выпуклую часть, примыкающую к основной режущей кромке 10 и вогнутую часть, примыкающую к вспомогательной режущей кромке 12. Длина вспомогательной режущей кромки 12 в данном случае больше, чем длина основной режущей кромки 10, причем отношение длины основной режущей кромки 10 к длине вспомогательной режущей кромки 12 может иметь значение между 0,2 и 0,8 и, в предпочтительном случае, имеет значение между 0,4 и 0,52.
Как можно видеть, в частности, на Фиг.3, режущая кромка 5 проходит по всей своей длине в плоскости, которая проходит вертикально относительно оси S симметрии, то есть режущая кромка 5 проходит вертикально относительно оси S симметрии в той же самой плоскости в области режущих углов 8, в области основных режущих кромок 10, в области переходных участков 11 и в области вспомогательных режущих кромок 12.
Основные режущие кромки 10, в каждом случае, двух смежных частичных режущих кромок 9 проходят под углом 90° по отношению друг к другу (когда N=4, так что основные режущие кромки 10 проходят по контуру воображаемого первого N-угла (E1 (квадрат, в котором N=4. Другими словами, в своем продолжении основные режущие кромки 10 образуют касательные к первой окружности (K1 относительно оси S симметрии пластины 1.
Вспомогательные режущие кромки 12, в каждом случае, двух смежных частичных режущих кромок 9 также проходят под углом 90° по отношению друг к другу (когда N=4, так что вспомогательные режущие кромки 12 проходят по контуру воображаемого второго N-угла E2 (квадрат, в котором N=4)). Другими словами, вспомогательные режущие кромки 12 образуют касательные ко второй окружности K2, которая является концентрической относительно первой окружности K1. Радиус второй окружности K2 в этом случае меньше, чем радиус первой окружности K1. В этом случае соотношение между радиусом первой окружности K1 и радиусом второй окружности K2 имеет значение между 1,02 и 1,2. Другими словами, длина кромки второго N-угла E2 меньше, чем длина кромки первого N-угла E1.
Воображаемый первый N-угол E1 наклонен на угол β относительно оси S симметрии, по сравнению с воображаемым второго N-угла E2 таким образом, что основная режущая кромка 10 и вспомогательная режущая кромка 12 частичной режущей кромки 9 образуют друг с другом, в каждом случае, наружный угол α (=180°-β), который меньше 180°, так что конец вспомогательной режущей кромки 12, который соединен с переходным участком 11, выполнен смещенным в направлении оси S симметрии относительно соединительной линии, которая соединяет два смежных режущих угла 8. Угол β в данном случае имеет значение от 1° до 7°, предпочтительно, от 2° до 5°, а наиболее предпочтительно, 3°.
В результате указанного варианта выполнения, между основной режущей кромкой 10 частичной режущей кромки 9 и вспомогательной режущей кромкой 12 смежной (через режущий угол 8) частичной режущей кромки 9 образуется острый угол 90°-β, когда N=4, так что образуется острый режущий угол 8. В случае данного варианта выполнения изобретения режущий угол 8, сам по себе, имеет постоянный радиус угла.
В случае первого варианта выполнения изобретения соотношения радиусов между окружностями K1 и K2 выбраны таким образом, что продолжение основной режущей кромки 10 будет пересекать режущую кромку 5 в точке, в которой вспомогательная режущая кромка 12 сходится со смежным режущим углом 8. Следует отметить, однако, что указанный вариант не является абсолютно необходимым.
Периферийная боковая поверхность 4 имеет верхний участок 4a, который обращен к верхней поверхности 2, и нижний участок 4b, который обращен к нижней поверхности 3. Боковая поверхность 4, в данном случае, выполнена таким образом, что верхний участок 4а проходит вдоль частичных режущих кромок 9, в каждом случае с постоянным углом ε1 допуска относительно оси S симметрии, то есть основные режущие кромки 10 и вспомогательные режущие кромки 12 проходят под одним и тем же углом ε1 допуска. Угол ε1 допуска может иметь значение, например, приблизительно 8°. Нижний участок 4b также имеет постоянный угол ε2 относительно оси S симметрии вдоль основных режущих кромок 10 и вспомогательных режущих кромок 12, причем указанный угол, однако, больше, чем угол в верхнем участке 4а. Угол ε2 может быть, например, равен приблизительно 15°.
Верхняя поверхность 2 пластины 1 имеет отводящий стружку элемент 13, как описано более подробно ниже со ссылкой на Фиг.10A и 10B. Элемент 13 образован передней поверхностью 14, которая понижается от режущей кромки 5 в направлении нижней поверхности 3, и поверхностью 15, которая соединяется с ней и наклонена к центру пластины 1 так, что элемент 13 имеет вид полого канала в верхней поверхности 2. Как можно видеть, в частности, на Фиг.1 и Фиг.10a, ширина элемента 13 увеличивается вдоль соответствующих частичных режущих кромок 9 от вспомогательной режущей кромки 12 до основной режущей кромки 10 таким образом, что ширина элемента 13 больше в области основной режущей кромки 10, чем в области вспомогательной режущей кромки 12. Кроме того, элемент 13 также выполнен так, что является более глубоким в области основной режущей кромки 10 (измеряется от высоты режущей кромки 5 в направлении, параллельном оси S симметрии), чем в области вспомогательной режущей кромки 12. Таким образом, в процессе сверления обеспечивается особенно благоприятное образование стружки, так что, в частности, во время первоначального засверливания, т.е. при проникновении в подлежащий сверлению материал получают медленное увеличение активных режущих сил.
Ниже описан сверлильный инструмент 20, который имеет две ранее описанные пластины 1. На Фиг.6 показана деталь сверлильного инструмента 20 в области осевого конца, на котором расположены две пластины 1.
Сверлильный инструмент 20 имеет основной корпус 21, который с возможностью вращения расположен вокруг продольной оси L для сверления. Основной корпус 21 снабжен двумя приемными участками для вставления в каждом случае одной пластины 1. Один из двух приемных участков служит в качестве внутреннего приемного участка, а другой приемный участок служит в качестве наружного приемного участка. Приемные участки выполнены таким образом, что сверлильные режущие пластины могут быть вставлены туда невыпадающим образом и с отсутствием возможности вращения, и выровнены, как будет описано более подробно ниже. Приемные участки, в частности, в каждом случае имеют резьбовое отверстие для вставления винта, который направляется через отверстие 6 в соответствующей пластины 1. Кроме того, приемные участки могут иметь, в каждом случае, одну или несколько контактирующих поверхностей, в контакте с которыми вставляемая туда соответствующая пластина 1 может удерживаться облегающим образом. Основной корпус 21 может дополнительно иметь одну или несколько отводящих стружку канавок, которые менее подробно будут описаны ниже. Эти типы вариантов выполнения, как правило, известны и, следовательно, не описаны здесь более подробно. Выравнивание, с которым пластины 1 закреплены на основном корпусе 21, более подробно описано ниже.
На Фиг.7 показан вид сверху осевого конца сверлильного инструмента 20 вдоль продольной оси L. Первая пластина 1 закреплена на основном корпусе 21 в качестве внутренней режущей пластины 1a, а вторая идентичная пластина 1 закреплена на основном корпусе 21 в качестве наружной режущей пластины 1b. Внутренняя режущая пластина 1a и наружная режущая пластина 1b расположены на разных радиальных расстояниях от продольной оси L и по существу в первой плоскости P1, которая содержит продольную ось L. Вторая плоскость P2, которая также содержит продольную ось L, проходит вертикально относительно первой плоскости P1. Внутренняя режущая пластина 1a выполнена таким образом, что она пересекает вторую плоскость P2 и активную частичную режущую кромку 9, которая выступает за пределы основного корпуса 21 в осевом направлении (относительно продольной оси L), проходит под углом γ к первой плоскости P1. Угол γ может быть равен, например, приблизительно 5°. Внутренняя режущая пластина 1a, в этом случае, выполнена таким образом, что активная частичная режущая кромка 9 пересекает вторую плоскость P2 на небольшом расстоянии от продольной оси L таким образом, что в процессе работы активная частичная режущая кромка 9 расположена слегка позади первой плоскости P1, со ссылкой на поворот вокруг продольной оси L. Внутренняя режущая пластина 1a, следовательно, расположена «ниже центра».
Наружная режущая пластина 1b выполнена таким образом, что ее активная частичная режущая кромка 9, который выступает за пределы основного корпуса 21 в осевом направлении, проходит, по меньшей мере, существенно параллельно первой плоскости P1 и, когда сверлильный инструмент 20 находится в процессе работы, расположена несколько спереди первой плоскости P1, со ссылкой на поворот вокруг продольной оси L.
Внутренняя режущая пластина 1a и наружная режущая пластина 1b, следовательно, расположены в различных радиальных положениях, со ссылкой на поворот вокруг продольной оси L, когда сверлильный инструмент 20 находится в процессе работы, и смещены приблизительно на половину оборота относительно друг друга.
Со ссылкой на Фиг.8 и Фиг.9, выравнивание активных частичных режущих кромок 9 внутренней пластины 1a и наружной пластины 1b описано ниже относительно плоскости, вертикальной относительно продольной оси L. В данном случае, как на Фиг.8, так и на Фиг.9 показаны только режущие пластины 1a и 1b, а основной корпус 21 сверлильного инструмента 20 был опущен для дальнейшего уточнения. Кроме того, как на Фиг.8, так и на Фиг.9 наружная режущая пластина 1b показана повернутой приблизительно на половину оборота вокруг продольной оси L относительно ее реального положения, для того, чтобы указать относительное выравнивание активной частичной режущей кромки 9 внутренней пластины 1a и активной частичной режущей кромки 9 наружной пластины 1b относительно друг друга.
Фиг.8 представляет собой изображение конструкции режущих пластин 1a и 1b для наименьшего подлежащего сверлению диаметра с заданными режущими пластинами, т.е. конструкции, в которой наружная режущая пластина 1b расположена дальше всего во внутрь в радиальном направлении R. Фиг.9 представляет собой изображение конструкции пластин 1a и 1b для наибольшего подлежащего сверлению диаметра с заданными режущими пластинами, т.е. конструкции, в которой наружная режущая пластина 1b расположена дальше всего наружу в радиальном направлении R. В случае описанной конструкции двух идентичных пластин 1 различные подлежащие сверлению диаметры обеспечиваются посредством изменения радиального положения наружной пластины 1b. При конструкции, в которой наружная пластина 1b расположена в радиальных положениях, которые расположены между экстремальными положениями, показанными на Фиг.8 и Фиг.9, можно регулировать подлежащие сверлению диаметры между наибольшим высверливаемым диаметром и наименьшим высверливаемым диаметром.
Как хорошо видно на Фиг.8 и Фиг.9, пути перемещения внутренней пластины 1a и наружной пластины 1b частично перекрываются при повороте вокруг продольной оси L. Таким образом, достигается то, что при соответствующем выравнивании пластин 1a и 1b неактивные частичные режущие кромки 9 и режущие углы 8 расположены защищенным образом так, что они не взаимодействуют с подлежащим сверлению материалом и, следовательно, не изнашиваются. Указанный эффект реализуется для всех подлежащих сверлению диаметров. Внутренняя пластина 1a выполнена таким образом, что она проходит дальше из основного корпуса 21 в осевом направлении, чем наружная пластина 1b.
Выравнивание внутренней пластины 1a будет описано далее в первую очередь со ссылкой на Фиг.8 (или Фиг.9).
Как можно видеть на Фиг.8, основная режущая кромка 10 активной частичной режущей кромки 9 внутренней пластины 1a выровнена наклонно по отношению к продольной оси L таким образом, что ее участок, который отстоит дальше от продольной оси L в радиальном направлении R (то есть участок, прилегающий к режущему углу 8, или радиально наружный участок) выступает дальше в осевом направлении, чем ее участок, который расположен ближе к продольной оси L в радиальном направлении R (то есть ее участок, прилегающий к переходному участку 11, или ее радиально внутренний участок). Основная режущая кромка 10 проходит под углом δ1 относительно плоскости, вертикальной относительно продольной оси L, как показано на Фиг.6B. Это означает, что, когда сверлильный инструмент 20 входит в подлежащий сверлению материал, участок указанной основной режущей кромки 10, который расположен дальше наружу в радиальном направлении R, входит в зацепление с подлежащим сверлению материалом раньше, чем участок указанной основной режущей кромки 10, который расположен дальше во внутрь в радиальном направлении. В результате указанного выравнивания основной режущей кромки 10 внутренней пластины 1a, внутренняя режущая пластина 1a создает небольшую, направленную наружу результирующую силу, действующую на основной корпус 21 во время сверления.
Вспомогательная режущая кромка 12 активной частичной режущей кромки 9 внутренней пластины 1a также выровнена наклонно относительно продольной оси L таким образом, что ее участок, который отстоит дальше от продольной оси L в радиальном направлении R (то есть участок, прилегающий к переходному участку 11, или радиально наружный участок), выступает дальше в осевом направлении, чем ее участок, который расположен дальше во внутрь в радиальном направлении R (то есть участок, прилегающий к другому режущему углу 8, или радиально внутренний участок). Вспомогательная режущая кромка 10 проходит под углом δ2 относительно плоскости, вертикальной относительно продольной оси L, как показано на Фиг.6B. Таким образом, достигается то, что режущий угол 8, который расположен внутри, не взаимодействует с подлежащим сверлению материалом, и, следовательно, не изнашивается в случае указанного выравнивания внутренней пластины 1a.
Выравнивание активной частичной режущей кромки 9 наружной пластины 1b более подробно описано ниже.
Как можно видеть на Фиг.8 (и на Фиг.9), основная режущая кромка 10 активной частичной режущей кромки 9 наружной режущей пластины 1b выровнена по отношению к продольной оси L таким образом, что ее участок, который расположен ближе к продольной оси L в радиальном направлении R (то есть участок, прилегающий к переходному участку 11, или радиально внутренний участок) выступает дальше в осевом направлении, чем ее участок, который отстоит дальше от продольной оси L в радиальном направлении R (то есть участок, прилегающий к режущему углу 8, или радиально наружный участок). Основная режущая кромка 10 проходит под углом δ3 относительно плоскости, вертикальной относительно продольной оси L, как показано на Фиг.6B. Таким образом, достигается то, что во время сверления основная режущая кромка 10 наружной режущей пластины 1b оказывает небольшую направленную во внутрь силу, действующую на основной корпус 21 сверлильного инструмента 20. Указанной силе, следовательно, противодействует сила, создаваемая основной режущей кромкой 10 внутренней режущей пластины 1a, в результате чего сверлильный инструмент 20 во время сверления стабилизируется.
Вспомогательная режущая кромка 12 активной частичной режущей кромки 9 наружной пластины 1b выровнена наклонно относительно продольной оси L таким образом, что участок, который расположен ближе к продольной оси в радиальном направлении R (то есть участок, прилегающий к режущему углу 8, или радиально внутренний участок) выступает дальше в осевом направлении, чем участок, который отстоит дальше от продольной оси L в радиальном направлении R (то есть участок, прилегающий к переходному участку 11, или радиально наружный участок).
В результате описанного выравнивания основных режущих кромок 10 и вспомогательных режущих кромок 12 внутренней пластины 1a и наружной пластины 1b, во время проникновения в подлежащий сверлению материал действуют лишь относительно небольшие силы, и процесс сверления очень быстро стабилизируется. В результате выравнивания отдельных частей активных частичных режущих кромок 9 относительно друг друга, в процессе сверления в передней поверхности подлежащего сверлению материала создаются каналы, причем указанные каналы обеспечивают направление и стабилизацию, что обеспечивает высокий уровень точности обработки, в частности, когда сверлятся глубокие отверстия.
Кроме того, с помощью описанного выравнивания достигается то, что частичная режущая кромка 9 наружной пластины 1b, расположенная радиально снаружи, не взаимодействует с боковой стенкой просверленного отверстия, но обеспечивает в нем пространство. Таким образом, гарантируется, что указанная неактивная частичная режущая кромка 9 не изнашивается в случае заданного выравнивания наружной пластины 1b.
ВТОРОЙ ВАРИАНТ ВЫПОЛНЕНИЯ
Второй вариант выполнения сверлильной режущей пластины 1 описан ниже со ссылкой на Фиг.5.
Пластина 1, выполненная в соответствии со вторым вариантом выполнения изобретения, отличается от первого варианта выполнения изобретения, описанного выше, тем, что она имеет по существу треугольную форму, а не по существу квадратную первоначальную форму, описанную ранее. Второй вариант выполнения изобретения отличается от первого варианта выполнения изобретения только другим выполнением формы, если смотреть на верхнюю поверхность 2, так что ниже описаны только отличия при виде сверху на верхнюю поверхность 2. Кроме того, для соответствующих областей со ссылкой на второй вариант выполнения изобретения используются одни и те же номера позиций.
Пластина 1, выполненная в соответствии со вторым вариантом выполнения изобретения, имеет верхнюю поверхность 2, нижнюю поверхность 3, и периферийную боковую поверхность 4, которая соединяет вместе верхнюю поверхность 2 и нижнюю поверхность 3. Режущая кромка 5, которая, в случае второго варианта выполнения изобретения, также выполнена на периферии вдоль всей кромки верхней поверхности 2, выполнена на переходном участке между боковой поверхностью 4 и верхней поверхностью 2. Пластина 1 имеет ось S симметрии, которая проходит вертикально относительно плоскости чертежа, показанной на Фиг.5. Пластина 1, выполненная в соответствии со вторым вариантом выполнения изобретения, имеет вращательную симметрию третьего порядка (N=3 вокруг оси S симметрии, т.е. пластина 1 имеет такую же форму при повороте на 120° относительно оси S симметрии. Также предусмотрено отверстие 6, проходящее концентрично с осью S симметрии и проникающее в пластину 1 от верхней поверхности 2 к нижней поверхности 3. Отверстие 6 окружено периферийной поверхностью 7, которая проходит в плоскости, вертикальной относительно оси S симметрии.
Пластина 1 на виде сверху на верхнюю поверхность 2 имеет по существу треугольную первоначальную форму, которая в некоторых областях видоизменена, как будет описано более подробно ниже. Пластина 1 имеет три режущих угла 8. Частичные режущие кромки 9, которые, как и режущие углы 8, образуют участки режущей кромки 5, проходят в каждом случае между двумя смежными режущими углами 8. Частичные режущие кромки 9 в каждом случае выполнены идентичным образом и имеют основную режущую кромку 10, переходный участок 11 и вспомогательную режущую кромку 12. Основная режущая кромка 10 соединена с одним режущим углом 8, который ограничивает соответствующую частичную режущую кромку 9, а вспомогательная режущая кромка 12 соединена с другим режущим углом 8, который ограничивает соответствующую частичную режущую кромку 9. Основная режущая кромка 10 и вспомогательная режущая кромка 12 сходятся друг с другом посредством переходного участка 11, то есть переходный участок 11 представляет собой отдельный участок частичной режущей кромки 9, который соединяет вместе основную режущую кромку 10 и вспомогательную режущую кромку 12. На виде сверху на верхнюю поверхность 2, которая проходит по существу вертикально относительно оси S симметрии, основная режущая кромка 10 проходит прямо. Вспомогательная режущая кромка 12 также проходит прямо на виде сверху на верхнюю поверхность 2. Переходной участок 11 имеет выпуклую часть, прилегающую к основной режущей кромке 10, и вогнутую часть, прилегающую к вспомогательной режущей кромке 12.
Как и в случае первого варианта выполнения изобретения, режущая кромка 5 проходит по всей длине в плоскости, которая проходит вертикально относительно оси S симметрии, т.е. режущая кромка 5 проходит в той же самой плоскости вертикально относительно оси S симметрии в области режущих углов 8, в области основных режущих кромок 10, в области переходных участков 11 и в области вспомогательных режущих кромок 12.
Основные режущие кромки 10, в каждом случае, двух смежных частичных режущих кромок 9 проходят под углом 60° относительно друг друга (поскольку N=3 таким образом, что основные режущие кромки 10 проходят вдоль контура первого воображаемого треугольника (N-угол, где N=3. Другими словами, в своем продолжении основные режущие кромки 10 образуют касательные к первой окружности вокруг оси S симметрии сверлильной режущей пластины 1.
Вспомогательные режущие кромки 12, в каждом случае, двух смежных частичных режущих кромок 9 также проходят под углом 60° относительно друг друга (поскольку N=3 таким образом, что вспомогательные режущие кромки 12 проходят вдоль контура второго воображаемого треугольника (N-угол, где N=3. Другими словами, вспомогательные режущие кромки 12 образуют касательные ко второй окружности, концентрической с первой окружностью. Радиус второй окружности, в данном случае (как и в случае первого варианта выполнения изобретения) меньше радиуса первой окружности. Другими словами, длина кромки второго треугольника меньше длины кромки первого треугольника.
Воображаемый первый треугольник наклонен на угол β относительно оси S симметрии, по отношению к воображаемому второму треугольнику таким образом, что основная режущая кромка 10 и вспомогательная режущая кромка 12 частичной режущей кромки 9 образуют друг с другом, в каждом конкретном случае, наружный угол α (=180°-β), который меньше 180°, так что конец вспомогательной режущей кромки 12, который соединен с переходным участком 11, выполнен смещенным в направлении оси S симметрии относительно соединительной линии, которая соединяет два соседних режущих угла 8. Угол β в данном случае составляет от 1° до 7°, предпочтительно, от 2° до 5°, а наиболее предпочтительно, 3°. Сам режущий угол 8, в случае второго варианта выполнения изобретения, также имеет постоянный радиус угла.
Соотношения радиуса окружностей также выбраны во втором варианте выполнения изобретения таким образом, что продолжение основной режущей кромки 10 будет пересекать режущую кромку 5 в точке, в которой вспомогательная режущая кромка 12 сходится с прилегающим режущим углом 8. Как уже было объяснено со ссылкой на первый вариант выполнения, указанная реализация в случае второго варианта выполнения изобретения также не является абсолютно необходимой.
Верхняя поверхность 2 пластины 1 может быть снабжена соответствующими отводящими стружку элементами способом, известным как таковой и в случае второго варианта выполнения изобретения.
Две идентичные пластины 1, выполненные в соответствии со вторым вариантом выполнения изобретения, могут быть расположены на сверлильном инструменте 20 в качестве внутренней режущей пластины 1a и наружной режущей пластины 1b таким образом, что, в каждом случае, одна частичная режущая кромка 9 образует активную частичную режущую кромку 9, которая выступает в осевом направлении за пределы основного корпуса 21 сверлильного инструмента 20. В этом случае активные частичные режущие кромки 9 внутренней пластины 1a и наружной пластины 1b расположены, выполненными в соответствии со вторым вариантом выполнения изобретения, таким образом, что они проходят таким образом, как описано выше со ссылкой на первый вариант выполнения, т.е. с тем же самым выравниванием относительно продольной оси L.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЖУЩАЯ ПЛАСТИНА И СВЕРЛИЛЬНЫЙ ИНСТРУМЕНТ | 2015 |
|
RU2709917C2 |
| ДВУСТОРОННЯЯ РЕЖУЩАЯ ПЛАСТИНА ДЛЯ СВЕРЛА | 2010 |
|
RU2524290C2 |
| ИНСТРУМЕНТ ДЛЯ СВЕРЛЕНИЯ ОТВЕРСТИЙ В СПЛОШНОМ МЕТАЛЛЕ | 1995 |
|
RU2147490C1 |
| СВЕРЛИЛЬНЫЙ ИНСТРУМЕНТ, ПРЕЖДЕ ВСЕГО ДЛЯ ТЕХНОЛОГИЧЕСКИХ МАШИН ВРАЩАТЕЛЬНОГО И/ИЛИ УДАРНОГО ДЕЙСТВИЯ | 2009 |
|
RU2526335C2 |
| СВЕРЛИЛЬНЫЙ ИНСТРУМЕНТ ДЛЯ ТЕХНОЛОГИЧЕСКИХ МАШИН ВРАЩАТЕЛЬНОГО И/ИЛИ УДАРНОГО ДЕЙСТВИЯ | 2009 |
|
RU2525950C2 |
| СВЕРЛИЛЬНЫЙ ИНСТРУМЕНТ | 2019 |
|
RU2752605C1 |
| СВЕРЛИЛЬНЫЙ ИНСТРУМЕНТ (ВАРИАНТЫ) СО СМЕННЫМИ РЕЖУЩИМИ ПЛАСТИНАМИ И СМЕННЫЕ РЕЖУЩИЕ ПЛАСТИНЫ (ВАРИАНТЫ) ДЛЯ ТАКОГО СВЕРЛИЛЬНОГО ИНСТРУМЕНТА | 2003 |
|
RU2319582C2 |
| СВЕРЛИЛЬНЫЙ ИНСТРУМЕНТ И СПОСОБ СВЕРЛЕНИЯ | 2008 |
|
RU2443514C2 |
| ИНДЕКСИРУЕМАЯ ЦЕНТРАЛЬНАЯ ВСТАВКА СВЕРЛА И РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ НЕЕ | 2014 |
|
RU2679788C2 |
| ВЕРШИНА СВЕРЛА ДЛЯ СВЕРЛИЛЬНОГО ИНСТРУМЕНТА | 2007 |
|
RU2452597C2 |
Режущая пластина имеет верхнюю поверхность, нижнюю поверхность, периферийную боковую поверхность, соединяющую вместе верхнюю поверхность и нижнюю поверхность, и режущую кромку, выполненную на переходном участке между боковой поверхностью и верхней поверхностью. Режущая кромка выполнена таким образом, что образовано N идентичных режущих углов и N идентичных частичных режущих кромок, которые в каждом случае проходят между двумя режущими углами, причем N ∈ {3, 4}. Каждая из указанных N частичных режущих кромок имеет основную режущую кромку, которая прилегает к первому режущему углу и которая на виде сверху на верхнюю поверхность является прямой, вспомогательную режущую кромку, которая прилегает к другому режущему углу и которая на виде сверху на верхнюю поверхность является прямой, и переходный участок, посредством которого основная режущая кромка и вспомогательная режущая кромка сходятся друг с другом и который имеет выпуклую часть, прилегающую к основной режущей кромке, и вогнутую часть, прилегающую к вспомогательной режущей кромке (12). На виде сверху на верхнюю поверхность основная режущая кромка (10) и вспомогательная режущая кромка образуют друг с другом на наружной стороне угол α<180°. Достигается повышение точности обработки.3 н. и 11 з.п.ф-лы, 10 ил.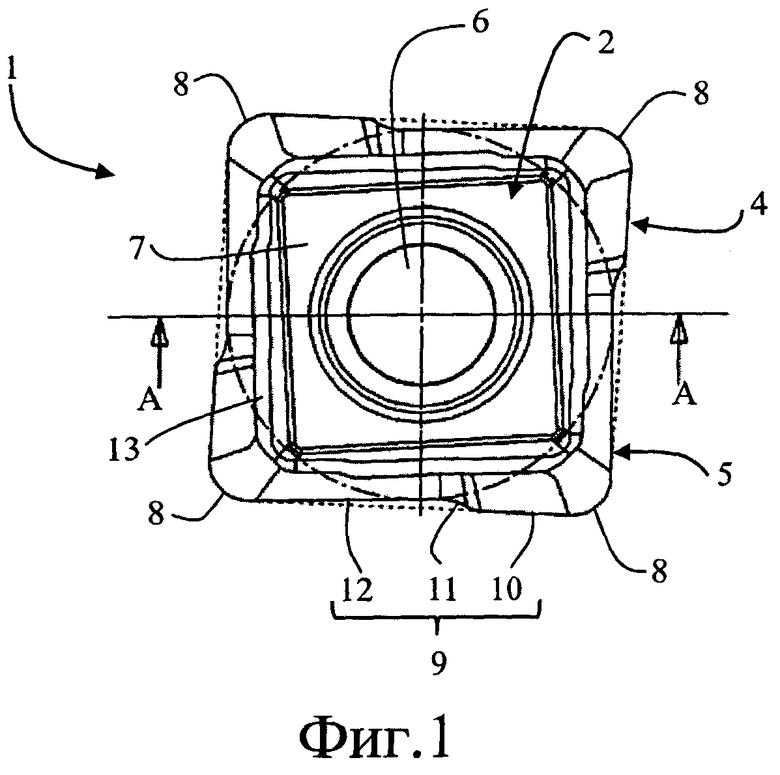
1. Сверлильная режущая пластина (1), имеющая:
верхнюю поверхность (2),
нижнюю поверхность (3),
периферийную боковую поверхность (4), соединяющую вместе верхнюю поверхность (2) и нижнюю поверхность (3), и
режущую кромку (5), выполненную на переходном участке между боковой поверхностью (4) и верхней поверхностью (2),
причем режущая кромка (5) выполнена таким образом, что образовано N идентичных режущих углов (8) и N идентичных частичных режущих кромок (9), которые в каждом случае проходят между двумя режущими углами (8),
причем N Є {3, 4},
при этом каждая из указанных N частичных режущих кромок (9) имеет:
основную режущую кромку (10), которая прилегает к первому режущему углу (8) и которая на виде сверху на верхнюю поверхность (2) является прямой,
вспомогательную режущую кромку (12), которая прилегает к другому режущему углу (8) и которая на виде сверху на верхнюю поверхность (2) является прямой, и
переходный участок (11), посредством которого основная режущая кромка (10) и вспомогательная режущая кромка (12) сходятся друг с другом и который имеет выпуклую часть, прилегающую к основной режущей кромке (10), и вогнутую часть, прилегающую к вспомогательной режущей кромке (12),
причем на виде сверху на верхнюю поверхность (2) основная режущая кромка (10) и вспомогательная режущая кромка (12) образуют друг с другом на наружной стороне угол α<180°,
а верхняя поверхность (2) имеет отводящий стружку элемент (13), ширина которого возрастает вдоль частичной режущей кромки (9) от вспомогательной режущей кромки (12) к основной режущей кромке (10).
2. Сверлильная режущая пластина по п.1, отличающаяся тем, что основная режущая кромка (10) частичной режущей кромки (9) и вспомогательная режущая кромка (12) смежной частичной режущей кромки (9) образуют друг с другом острый угол таким образом, что образован острый режущий угол (8).
3. Сверлильная режущая пластина по п.1, отличающаяся тем, что N основных режущих кромок (10) проходят вдоль контура первого воображаемого N-угольника (E1) и N вспомогательных режущих кромок (12) проходят вдоль контура воображаемого второго N-угольника (E2), длина кромки которого меньше, чем длина кромки воображаемого первого N-угольника (E1).
4. Сверлильная режущая пластина по п.1, отличающаяся тем, что она имеет ось (S) вращательной симметрии N-го порядка.
5. Сверлильная режущая пластина по п.4, отличающаяся тем, что имеет отверстие (6), которое соединяет вместе верхнюю поверхность (2) и нижнюю поверхность (3) и проходит концентрически относительно оси (S) симметрии.
6. Сверлильная режущая пластина по п.4, отличающаяся тем, что режущая кромка (5) проходит в плоскости, которая проходит перпендикулярно относительно оси (S) симметрии.
7. Сверлильная режущая пластина по п.1, отличающаяся тем, что периферийная боковая поверхность (4) выполнена так, что вдоль всей режущей кромки (5) образован положительный задний угол.
8. Сверлильная режущая пластина по п.1, отличающаяся тем, что основная режущая кромка (10) имеет длину, равную от 20% до 80% длины вспомогательной режущей кромки (12).
9. Сверлильная режущая пластина по п.1, отличающаяся тем, что N=4.
10. Сверлильный инструмент (20), имеющий:
основной корпус (21), выполненный с возможностью вращения вокруг продольной оси (L), и
по меньшей мере одну внутреннюю режущую пластину (1a) и одну наружную режущую пластину (1b), которая выполнена идентичной с внутренней режущей пластиной (1a) и расположена дальше снаружи в радиальном направлении (R),
причем внутренняя режущая пластина (1a) и наружная режущая пластина (1b) выполнены в каждом случае в виде сверлильной режущей пластины (1) по одному из пп.1-9.
11. Сверлильный инструмент по п.10, отличающийся тем, что внутренняя режущая пластина (1a) выступает за пределы основного корпуса (21) в осевом направлении посредством активной частичной режущей кромки (9), и наружная режущая пластина (1b) выступает за пределы основного корпуса (21) в осевом направлении посредством активной частичной режущей кромки (9),
причем в случае активной частичной режущей кромки (9) внутренней режущей пластины (1a) вспомогательная режущая кромка (12) расположена ближе к продольной оси (L), чем основная режущая кромка (10), которая расположена спереди в осевом направлении, а в случае активной частичной режущей кромки (9) наружной режущей пластины (1b) вспомогательная режущая кромка (12) расположена ближе к продольной оси (L), чем основная режущая кромка (10).
12. Сверлильный инструмент по п.10 или 11, отличающийся тем, что основная режущая кромка (10) активной частичной режущей кромки (9) внутренней режущей пластины (1a) выровнена таким образом, что ее участок, который отстоит дальше от продольной оси (L) в радиальном направлении (R), проходит дальше в осевом направлении, чем ее участок, который расположен ближе к продольной оси (L) в радиальном направлении (R), и
основная режущая кромка (10) активной частичной режущей кромки (9) наружной режущей пластины (1b) выровнена таким образом, что ее участок, который расположен ближе к продольной оси (L) в радиальном направлении (R), проходит дальше в осевом направлении, чем ее участок, который отстоит дальше от продольной оси (L) в радиальном направлении (R).
13. Сверлильный инструмент, имеющий:
основной корпус (21), выполненный с возможностью вращения вокруг продольной оси (L), и
по меньшей мере одну выполненную с возможностью замены внутреннюю режущую пластину (1a) и одну выполненную с возможностью замены наружную режущую пластину (1b), которая расположена дальше снаружи в радиальном направлении (R), причем:
внутренняя режущая пластина (1a) и наружная режущая пластина (1b) выполнены идентичным образом и, в каждом случае, имеют по меньшей мере одну частичную режущую кромку (9), которая выступает за пределы основного корпуса (21) в осевом направлении, и которая выполнена идентичным образом и проходит между двумя режущими углами (8),
при этом частичная режущая кромка (9) имеет:
прямую основную режущую кромку (10), прилегающую к первому режущему углу (8),
прямую вспомогательную режущую кромку (12), прилегающую к другому режущему углу (8), и
переходный участок (11), посредством которого основная режущая кромка (10) и вспомогательная режущая кромка (12) сходятся друг с другом и который имеет выпуклую часть, прилегающую к основной режущей кромке (10), и вогнутую часть, прилегающую к вспомогательной режущей кромке (12),
причем, как в случае внутренней режущей пластины (1a), так и в случае наружной режущей пластины (1b), основная режущая кромка (10) выполнена отстоящей дальше от продольной оси (L) в радиальном направлении (R), чем вспомогательная режущая кромка (12),
внутренняя режущая пластина (1a) выполнена таким образом, что основная режущая кромка (10) расположена в осевом направлении спереди вспомогательной режущей кромки (12) и выровнена таким образом, что ее участок, который отстоит дальше от продольной оси (L) в радиальном направлении (R), проходит дальше в осевом направлении, чем ее участок, который расположен ближе к продольной оси (L) в радиальном направлении (R), и
наружная режущая пластина (1b) выполнена таким образом, что основная режущая кромка (10) выровнена таким образом, что ее участок, который расположен ближе к продольной оси (L) в радиальном направлении (R), проходит дальше в осевом направлении, чем ее участок, который отстоит дальше от продольной оси (L) в радиальном направлении (R).
14. Сверлильный инструмент по п.10 или 13, отличающийся тем, что вспомогательная режущая кромка (12) активной частичной режущей кромки (9) наружной режущей пластины (1b) выполнена таким образом, что ее участок, который расположен ближе к продольной оси (L) в радиальном направлении (R), проходит дальше в осевом направлении, чем ее участок, который отстоит дальше от продольной оси (L) в радиальном направлении (R).
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| 0 |
|
SU158766A1 | |
| Устройство для автоматического управления копировально-фрезерным станком | 1946 |
|
SU68394A2 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |

