Область техники
Данное изобретение касается способа формирования заготовок для изготовления коробок с заданными размерами.
Данное изобретение касается также установки для изготовления коробок с заданными размерами.
Заявка на изобретение распространяется на все те случаи, в которых необходимо упаковывать предметы в коробки, обычно имеющие форму параллелепипеда и преимущественно сделанные из картона, а также из других материалов, подходящих для этой цели.
Известный уровень техники
Согласно известному уровню техники, для упаковки изделий различного рода и, прежде всего, различных размеров, необходимо иметь в распоряжении коробки, например "американского" типа, различных размеров, чтобы можно было использовать наиболее подходящую по размерам коробку для каждой единицы, которую необходимо упаковать. Очевидно, что там, где существует большое разнообразие в размерах изделий, которые необходимо упаковать в коробки, требуется иметь в распоряжении достаточное разнообразие коробок, чтобы вкладывать различные изделия.
Необходимость иметь в наличии большое разнообразие коробок является источником немалых проблем на стадии упаковки, потому что это влечет за собой установку адекватных средств складирования для коробок, а также выполнение выбора правильной коробки во время упаковки.
Именно потребность ограничивать число коробок различных размеров, которые используются для упаковки, заставляет всякий раз, когда "правильная" коробка недоступна, использовать коробки большего размера, чем необходимо, для упаковки многих продуктов, и заполнять пространства, которые остаются пустыми, заполняющим материалом так, чтобы изделия не имели свободы перемещения внутри рассматриваемых коробок и таким образом не подвергались возможному повреждению.
Это также подразумевает более высокие затраты на упаковку по сравнению с идеальным решением, способным использовать "сделанную на заказ" коробку, то есть ту, размеры которой установлены точно так, чтобы содержать изделие "с заданными размерами".
Другое увеличение в затратах на упаковочную тару, реализуемую вышеописанным способом, определяется стоимостью большего количества заполняющего и амортизирующего материала при упаковке, а также более высокими транспортными расходами, главным образом вызванными большим объемом, занимаемым упаковочной тарой, и, частично, большим весом. В дополнение к только что описанным проблемам, следует помнить и то, что требуется наличие в распоряжении определенного количества коробок, чтобы выполнять разнообразные требования.
Проблема возникает также в случаях, когда формирование коробки имеет место без подготовки, то есть незадолго перед упаковкой, в определенной формующей машине, начинающейся с плоской или штампованной картонной заготовки, часто картона, который состоит из плоской сложной формы, снабжаемой заранее заданными линиями сгиба и специально разработанной для формирования так, чтобы дать в результате коробку.
Очевидно, что в соответствии с различными типами и/или размерами коробок имеется равное число различных заготовок, которые требуют не только установки выделенных накопителей, но также и точного управления ими в зависимости от потребностей в упаковке различных изделий.
Главной целью данного изобретения является устранение вышеперечисленных ограничений и недостатков известного уровня техники посредством способа формирования коробок "с заданными размерами", то есть обеспечивающего формирование коробки, которую нужно использовать для упаковки определенного отдельного изделия, и по размерам сделанной с заданными размерами для этого определенного отдельного изделия, начиная с начальной полуобработанной заготовки, используемой как необработанный материал, которая, по меньшей мере с точки зрения структурных и размерных характеристик, эквивалентна заготовке, используемой для всех других коробок, "с заданными размерами", которые отличаются друг от друга по размеру (также только в одном измерении).
Одно преимущество изобретения представлено очень существенным уменьшением отходов по сравнению с известным уровнем техники.
Другое преимущество, конечно, может также быть найдено в предыдущих операциях, то есть в производстве листов, например картона, из которого затем должна быть сформирована заготовка. Фактически, согласно изобретению, такое производство упрощается и может быть ограничено единственным стандартом размера для необработанного материала, или скорее исходной полуобработанной заготовки (листа), для формирования коробок различных размеров.
Описание изобретения
Дальнейшие признаки и преимущества данного изобретения станут более очевидными из следующего подробного описания формы его осуществления, проиллюстрированной в виде неограничивающего примера на приложенных фигурах, на которых:
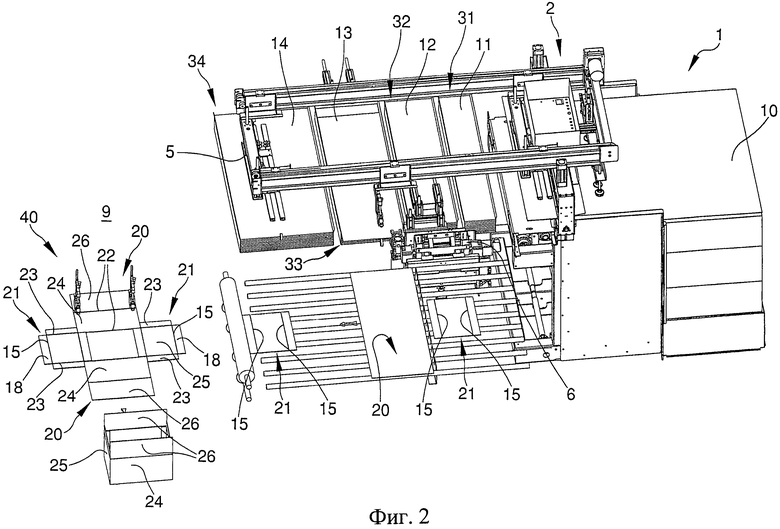
Фиг.1 - вид в плане сверху особенностей установки согласно изобретению;
Фиг.2 - перспективное изображение установки, показанной на фиг.1.
На вышеупомянутых фигурах схематично представлена установка, в которой осуществлен способ формирования коробок с заданными размерами, упомянутый способ включает следующие этапы:
- подбор по меньшей мере листа 10 упаковочного материала по меньшей мере из накопителя 1 необработанного материала 1, представляющего собой листы 10 упаковочного материала, имеющие заранее заданные размеры и расположенные в виде пакета;
- передачу листа 10, подобранного из накопителя 1, на установку 2 резания, в которой лист 10 непосредственно режется таким образом, чтобы получить из него множество деталей 11, 12, 13, 14, которые имеют общий размер и другие размеры, отличающиеся друг от друга согласно заранее заданным соотношениям;
- передачу деталей 11, 12, 13, 14 по команде по меньшей мере в множество накопителей 31, 32, 33, 34, последовательно расположенных друг за другом, каждый из которых предназначен для размещения однородных по размеру деталей в пакетах;
- подбор по команде из одного из накопителей 31, 32, 33, 34, предварительно выбранного согласно одному из размеров коробки, которая должна быть сформирована, отдельных деталей 20 для формирования дна коробки и по меньшей мере ее двух первых противоположных боковых стенок 24;
- подбор по команде из одного из накопителей 31, 32, 33, 34, предварительно выбранного согласно другому из размеров коробки, которая должна быть сформирована, отдельных деталей 21 для формирования двух вторых противоположных боковых стенок 25 коробки;
- соединение, когда это необходимо, одной или более однородных по размерам деталей одна за другой, чтобы сформировать, в каждом цикле формирования коробки, по меньшей мере одну деталь, которая более длинна, чем однородные по размерам детали, находящиеся в соответствующем накопителе 31, 32, 33, 34, причем упомянутая более длинная деталь формируется, когда это необходимо, по меньшей мере для детали, предназначенной составить нижнюю деталь 20, которая включает дно и по меньшей мере две первые противоположные боковые стенки 24 формируемой коробки;
- вырезание с заданными размерами нижней детали 20;
- вырезание с заданными размерами других боковых деталей 21, однородных друг другу по размерам и предназначенных для формирования двух вторых противоположных боковых стенок 25;
- передачу нижних и боковых деталей 20, 21 на рабочую плоскость 4, расположенную рядом с множеством накопителей 31, 32, 33, 34;
- первую разметку или биговку, отдельно применяемую или на боковых деталях 21 или на нижней детали 20, для формирования, в заранее заданных позициях каждой детали, линий 15 ослабления или биговки (для последующего сгибания) параллельно направлению перемещения, в котором детали передаются на рабочую плоскость 4, причем рабочая плоскость 4 моторизована так, чтобы также осуществлять по команде транспортировку нижней и боковых деталей 20, 21 в направлении, перпендикулярном направлению перемещения, в котором детали 11, 12, 13, 14 транспортируются из накопителей 31, 32, 33, 34 к рабочей плоскости 4;
- вторую разметку или биговку для формирования или на нижней детали 20, и/или на боковых деталях 21, в заранее заданных позициях, линий 22 или 23 ослабления или биговки, которые являются перпендикулярными направлению перемещения из накопителей 31, 32, 33, 34 к рабочей плоскости 4;
- удаление, если необходимо, угловых частей нижних и/или боковых деталей 20, 21, предварительно вырезанных с заданными размерами;
- сборку, служащую для соединения нижней и боковых деталей 20, 21, предварительно вырезанных с заданными размерами, для формирования единого тела, составляющего заготовку 40, которая является плоской, полной и готовой к сгибанию и склеиванию для формирования коробки.
Первая разметка или биговка применяется по отдельности или на боковых деталях 21, или на нижней детали 20 для формирования, в заранее заданных позициях каждой детали, линий 15 ослабления или биговки, позволяющих при последующем сгибании сформировать клапаны, которые используются, чтобы сделать возможным соединение склеиванием стенок коробки.
Отдельные детали 20 для формирования дна коробки и по меньшей мере ее двух первых противоположных боковых сторон 24 могут также включать одну или более стенок 26, имеющих функцию крышки, которая, как только сборка коробки закончена с нижней стенкой и боковыми стенками 24 и 25, отгибаются для формирования крышки и закрепляются на клапанах 18, соответственно отгибаемых по линиям ослабления или биговки боковых стенок 21. Листы 10 упаковочного материала, имеющие заранее заданные размеры и предназначенные для формирования пакета, идентичны друг другу по меньшей мере по их большим размерам: длине и ширине.
Соединение одной или более однородных по размерам деталей последовательно одна за другой, в виде непрерывной полосы, достигается соединением деталей на их концах с меньшими размерами.
Соединение деталей на концах достигается с помощью частичного перекрытия и взаимного скрепления самих концов.
Предпочтительно, соединение достигается частичным перекрытием и затем склеиванием перекрывающихся деталей (клапанов).
Описанный способ может быть реализован посредством установки, содержащей по меньшей мере накопитель 1 необработанного материала, или скорее полуобработанного материала, который образован листами 10 упаковочного материала, имеющими заранее заданные размеры и расположенными в виде пакета.
Известные средства предусматриваются для захватывания листов 10 из накопителя 1 и передачи их на установку 2 резания, в которой листы 10 режутся так, чтобы множество деталей 11, 12, 13, 14 формировалось из каждого листа, при этом упомянутые детали имеют один общий размер и другие размеры, которые отличаются согласно заранее заданным соотношениям.
Детали 11, 12, 13, 14 передаются в множество накопителей 31, 32, 33, 34, каждый из которых предназначен для размещения однородных по размерам деталей 11, 12, 13, 14 в пакетах.
Накопители 31, 32, 33, 34 располагаются на одной линии последовательно друг за другом и обслуживаются транспортным устройством 5, способным к помещению по команде различных деталей 11, 12, 13, 14 в соответствующие накопители 31, 32, 33, 34. Таким образом, каждый накопитель специально предназначен для размещения только одного типа деталей (то есть всех деталей, которые имеют те же самые идентичные размеры). Рабочий узел 6 забирает отдельные детали 11, 12, 13, 14, по команде, из каждого из накопителей 31, 32, 33, 34 и, снова по команде, по меньшей мере для некоторых деталей, продолжает присоединять несколько однородных по размерам деталей последовательно друг к другу для формирования деталей, которые более длинны, чем однородные по размерам детали, размещенные в соответствующем накопителе 31, 32, 33, 34, и для передачи деталей на рабочую плоскость 4, расположенную рядом с накопителями 31, 32, 33, 34.
Рабочая плоскость 4 предусматривает транспортное перемещение, которое происходит по команде, в перпендикулярном направлении к перемещению рабочего узла 6, то есть в перпендикулярном направлении к направлению перемещения, в котором детали 11, 12, 13, 14 передаются из накопителей 31, 32, 33, 34 к рабочей плоскости 4.
Режущий инструмент связан с рабочим узлом 6 и служит для вырезания деталей с заданными размерами. Резание выполняется по команде по выбору на отдельной детали, которая будет затем идти на изготовление заготовки для формирования коробки.
Первое устройство, связанное с упомянутым режущим инструментом, является подходящим для нанесения первой разметки или линий биговки по меньшей мере на некоторые из деталей для формирования, в заранее заданных позициях на каждой детали, линий ослабления или биговки (для последующего сгибания) параллельно направлению перемещения, в котором детали передаются на рабочую плоскость 4.
Второе устройство, являющееся подходящим для нанесения второй разметки или линий биговки для формирования, в заранее заданных позициях на каждой детали, линий ослабления или биговки перпендикулярно направлению перемещения из накопителей 31, 32, 33, 34 к рабочей плоскости 4, расположено далее по технологическому маршруту от области плоскости 4, на которой размещаются детали.
Устройство для удаления, если требуется, угловых частей из некоторых деталей, предварительно вырезанных с заданными размерами, предусматривается далее по технологическому маршруту от второго устройства.
Наконец, предусматривается установка 9 для выполнения сборки, служащей для соединения деталей, предварительно вырезанных с заданными размерами, размеченными линиями ослабления или биговки, для формирования единого тела, образующего заготовку 40, которая является плоской, полной и готовой для сгибания и склеивания для формирования коробки. В частности, режущий инструмент предназначен для того, чтобы выполнять для формирования каждой коробки как вырезание с заданными размерами "нижней" детали 20, которая содержит дно и по меньшей мере две первые противоположные боковые стенки 24 формируемой коробки 40, так и вырезание с заданными размерами других боковых деталей 21, однородных по размерам друг другу и предназначенных для формирования двух вторых противоположных боковых стенок 25.
В частности, отдельные детали 20 для формирования дна коробки и по меньшей мере ее двух первых противоположных боковых стенок 24 могут также включать одну или более стенок 26, имеющих функцию крышки, которая, как только сборка коробки была закончена с нижней стенкой и боковыми стенками 24 и 25, отгибаются для формирования крышки и закрепляются на клапанах 18, соответственно отгибаемых по линиям 15 биговки боковых стенок 21.
В иллюстрируемой компоновке установки первое устройство наносит первую разметку или выполняет биговку на боковых деталях 21 для формирования в заранее заданных позициях каждой детали линий ослабления или биговки (для последующего сгибания), параллельных направлению перемещения, в котором детали перемещаются к рабочей плоскости 4. Линии 15 выполняются на боковых деталях 21, тогда как линии 22 выполняются на нижней детали 20.
Второе устройство наносит вторую разметку или выполняет биговку на боковых деталях 21 для формирования в заранее заданных позициях на боковых деталях 21 линий 15 ослабления или биговки на боковых деталях 21, перпендикулярных направлению перемещения из упомянутых накопителей 31, 32, 33, 34 к упомянутой рабочей плоскости 4. Предусматривается также возможность формирования линий ослабления или биговки для отгибания клапанов только на нижней детали 20.
Поставка упаковочного материала посредством идентичных листов требует использования накопителя такого типа, который позволяет существенно экономить затраты. Предусматривается также использование второго накопителя с соответствующими деталями 5, 31, 32, 33, 34, 6, чтобы ускорить выполнение надрезов картона и расположить их в желательном направлении.
Аналогичный вид экономии достигается изготовителем исходного полуобработанного изделия (листов), который имеет возможность упрощения и стандартизации своего производства в очень значительной степени.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПАКОВКИ ИЗДЕЛИЙ | 2004 |
|
RU2345893C2 |
| ЗАГОТОВКА ДЛЯ ПОВТОРНО ЗАКРЫВАЕМОГО КОНТЕЙНЕРА | 2015 |
|
RU2666511C1 |
| УПАКОВКА ДЛЯ УПАКОВЫВАНИЯ В МОДИФИЦИРОВАННОЙ ГАЗОВОЙ СРЕДЕ | 2011 |
|
RU2566318C2 |
| СКЛАДЫВАЮЩАЯСЯ КОРОБКА С ВЫЛИВНЫМ НОСИКОМ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2233782C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ ПАКЕТОВ В КАРТОННЫЕ КОРОБКИ | 2009 |
|
RU2481257C2 |
| ПОДАЮЩИЙ, РАЗДЕЛИТЕЛЬНЫЙ И БИГОВАЛЬНЫЙ МЕХАНИЗМЫ УПАКОВОЧНОЙ МАШИНЫ | 2022 |
|
RU2786160C1 |
| ПОВТОРНО ЗАКРЫВАЕМЫЙ КОНТЕЙНЕР | 2015 |
|
RU2676808C2 |
| ПОДАЮЩИЙ, РАЗДЕЛИТЕЛЬНЫЙ И БИГОВАЛЬНЫЙ МЕХАНИЗМЫ УПАКОВОЧНОЙ МАШИНЫ | 2019 |
|
RU2777383C2 |
| ПОДАЮЩИЙ, РАЗДЕЛИТЕЛЬНЫЙ И БИГОВАЛЬНЫЙ МЕХАНИЗМЫ УПАКОВОЧНОЙ МАШИНЫ | 2019 |
|
RU2765224C1 |
| МНОГОСЛОЙНЫЙ БУМАЖНЫЙ МАТЕРИАЛ, СПОСОБ ЕГО ФОРМИРОВАНИЯ И СПОСОБ ФОРМИРОВАНИЯ ТРЕХМЕРНЫХ КОНТЕЙНЕРОВ | 2009 |
|
RU2517504C2 |
Способ формирования коробок с заданными размерами включает следующие этапы: подбор листа упаковочного материала из накопителя необработанного материала, представляющего собой листы упаковочного материала, имеющие заранее заданные размеры и расположенные в виде пакета, передачу листа, подобранного из накопителя, на установку резания, в которой лист режут таким образом, чтобы получить из него множество деталей, которые имеют общий размер и другие размеры, отличающиеся друг от друга согласно заданным соотношениям, передачу деталей по команде во множество накопителей, последовательно расположенных друг за другом, каждый из которых предназначен для размещения однородных по размеру деталей в пакетах, подбор, по команде, из одного из накопителей, предварительно выбранного согласно одному из размеров коробки, которая должна быть сформирована, отдельных деталей для формирования дна коробки и двух ее первых противоположных боковых стенок, подбор, по команде, из одного из накопителей, предварительно выбранного согласно другому из размеров коробки, которая должна быть сформирована, отдельных деталей для формирования двух вторых противоположных боковых стенок коробки, соединение, когда это необходимо, одной или более однородных по размерам деталей одна за другой, чтобы сформировать, в каждом цикле формирования коробки, по меньшей мере одну деталь, которая является более длинной, чем однородные по размерам детали, находящиеся в соответствующем накопителе, причем упомянутую более длинную деталь формируют, когда это необходимо, для формирования детали, предназначенной составлять нижнюю деталь, которая включает дно и две первые противоположные боковые стенки формируемой коробки, вырезание нижней детали с заданными размерами, вырезание с заданными размерами других боковых деталей, однородных друг другу по размерам и предназначенных для формирования двух вторых противоположных боковых стенок, передачу нижней и боковых деталей на рабочую плоскость, расположенную рядом с множеством накопителей, первую разметку или биговку, отдельно применяемую на боковых деталях или на нижней детали для формирования, в заранее заданных позициях каждой детали, линий ослабления или биговки (для последующего сгибания) параллельно направлению перемещения, в котором детали передают на рабочую плоскость, причем рабочая плоскость моторизована так, чтобы также осуществлять по команде транспортировку нижней и боковых деталей в направлении, перпендикулярном направлению перемещения, в котором детали транспортируют из накопителей к рабочей плоскости, вторую разметку или биговку для формирования на нижней детали и/или на боковых деталях, в заранее заданных позициях, линий ослабления или биговки, которые являются перпендикулярными направлению перемещения из накопителей к рабочей плоскости, возможное удаление угловых частей некоторых из нижней и/или боковых деталей, предварительно вырезанных с заданными размерами, сборку, служащую для соединения нижней и боковых деталей, предварительно вырезанных с заданными размерами, для формирования единого тела, составляющего заготовку, которая является плоской, полной и готовой к сгибанию и склеиванию для формирования коробки. В результате уменьшается количество отходов и экономится место при упаковке товара. 2 н. и 9 з.п. ф-лы, 2 ил.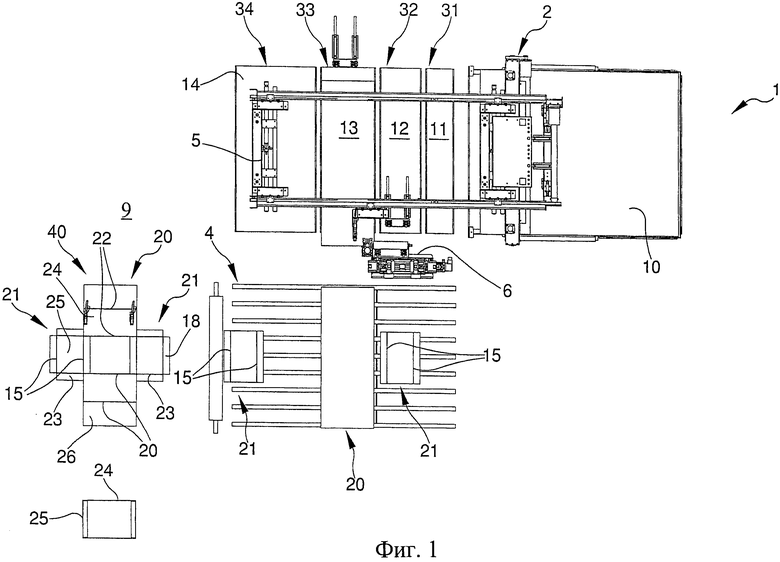
1. Способ формирования коробок с заданными размерами, отличающийся тем, он включает следующие этапы:
- подбор по меньшей мере листа (10) упаковочного материала из по меньшей мере накопителя (1) необработанного материала (1), представляющего собой листы (10) упаковочного материала, имеющие заранее заданные размеры и расположенные в виде пакета;
- передачу листа (10), подобранного из накопителя (1), на установку (2) резания, в которой лист (10) непосредственно режут таким образом, чтобы получить из него множество деталей (11, 12, 13, 14), которые имеют общий размер и другие размеры, отличающиеся друг от друга согласно заранее заданным соотношениям;
- передачу деталей (11, 12, 13, 14) по команде по меньшей мере в множество накопителей (31, 32, 33, 34), последовательно расположенных друг за другом, каждый из которых предназначен для размещения однородных по размеру деталей в пакетах;
- подбор, по команде, из одного из накопителей (31, 32, 33, 34), предварительно выбранного согласно одному из размеров коробки, которая должна быть сформирована, отдельных деталей (20) для формирования дна коробки и по меньшей мере ее двух первых противоположных боковых стенок (24);
- подбор, по команде, из одного из накопителей (31, 32, 33, 34), предварительно выбранного согласно другому из размеров коробки, которая должна быть сформирована, отдельных деталей (21) для формирования двух вторых противоположных боковых стенок (25) коробки;
- соединение, когда это необходимо, одной или более однородных по размерам деталей одна за другой, чтобы сформировать, в каждом цикле формирования коробки, по меньшей мере одну деталь, которая является более длинной, чем однородные по размерам детали, находящиеся в соответствующем накопителе (31, 32, 33, 34), причем упомянутую более длинную деталь формируют, когда это необходимо, по меньшей мере для формирования детали, предназначенной составлять нижнюю деталь (20), которая включает дно и по меньшей мере две первые противоположные боковые стенки (24) формируемой коробки;
- вырезание нижней детали (20) с заданными размерами;
- вырезание с заданными размерами других боковых деталей (21), однородных друг другу по размерам и предназначенных для формирования двух вторых противоположных боковых стенок (25);
- передачу нижней и боковых деталей (20, 21) на рабочую плоскость (4), расположенную рядом с множеством накопителей (31, 32, 33, 34);
- первую разметку или биговку, отдельно применяемую на боковых деталях (210) или на нижней детали (20) для формирования, в заранее заданных позициях каждой детали, линий (15) ослабления или биговки (для последующего сгибания) параллельно направлению перемещения, в котором детали передают на рабочую плоскость (4), причем рабочая плоскость (4) моторизована так, чтобы также осуществлять по команде транспортировку нижней и боковых деталей (20, 21) в направлении, перпендикулярном направлению перемещения, в котором детали (11, 12, 13, 14) транспортируют из накопителей (31, 32, 33, 34) к рабочей плоскости 4;
- вторую разметку или биговку для формирования на нижней детали (20) и/или на боковых деталях (21), в заранее заданных позициях, линий ослабления или биговки, которые являются перпендикулярными направлению перемещения из накопителей (31, 32, 33, 34) к рабочей плоскости (4);
- возможное удаление угловых частей некоторых из нижней и/или боковых деталей (20, 21), предварительно вырезанных с заданными размерами;
- сборку, служащую для соединения нижней и боковых деталей (20, 21), предварительно вырезанных с заданными размерами, для формирования единого тела, составляющего заготовку (40), которая является плоской, полной и готовой к сгибанию и склеиванию для формирования коробки.
2. Способ по п.1, отличающийся тем, что отдельные детали (20) для формирования дна коробки и по меньшей мере ее двух первых противоположных боковых сторон (24) могут также включать одну или более стенок (26), имеющих функцию крышки, которые, когда сборка коробки с дном и боковыми стенками (24, 25) закончена, отгибают для формирования крышки и закрепляют на клапанах (18), соответственно отгибаемых по линиям ослабления или биговки боковых стенок (21).
3. Способ по п.1 или 2, отличающийся тем, что листы (10) упаковочного материала, имеющие заранее заданные размеры и расположенные в виде пакета, идентичны друг другу по меньшей мере в отношении их больших размеров, то есть длины и ширины.
4. Способ по п.1 или 2, отличающийся тем, что соединение одной или более однородных по размерам деталей последовательно одна за другой, в виде непрерывной полосы, обеспечивают соединением деталей на их концах, имеющих меньшие размеры.
5. Способ по п.4, отличающийся тем, что соединение деталей на их концах выполняют с помощью частичного перекрытия и взаимного скрепления концов.
6. Способ по п.5, отличающийся тем, что соединение деталей на их концах выполняют с помощью частичного перекрытия и взаимного склеивания перекрывающихся деталей.
7. Установка для формирования заготовок для изготовления коробок с заданными размерами, отличающаяся тем, что она содержит:
по меньшей мере накопитель (1) необработанных материалов, которые образованы листами (10) упаковочного материала, имеющими заранее заданные размеры и расположенными в виде пакета;
средства для подбора листов (10) по меньшей мере из накопителя (1) и передачи листов (10) на установку (2) резания, в которой листы (10) режутся так, что из каждого листа формируется множество деталей (11, 12, 13, 14), причем эти детали имеют общий размер и различные другие размеры согласно заранее заданным соотношениям;
по меньшей мере множество накопителей (31, 32, 33, 34), каждый из которых предназначен для размещения деталей (11, 12, 13, 14), являющихся однородными по размерам и расположенными в пакетах, при этом накопители (31, 32, 33, 34) располагаются на одной линии последовательно друг за другом и обслуживаются транспортным устройством (5), предназначенным для помещения по команде различных деталей (11, 12, 13, 14) в соответствующие накопители (31, 32, 33, 34);
по меньшей мере рабочий узел (6), предназначенный для того, чтобы забирать по команде из каждого из накопителей (31, 32, 33, 34) отдельные детали (11, 12, 13, 14) и выполнять по команде, по меньшей мере для некоторых деталей, соединение несколько однородных по размерам деталей последовательно друг с другом для формирования деталей, которые имеют большую длину, чем однородные по размерам детали, размещенные в соответствующем накопителе (31, 32, 33, 34), для передачи детали на рабочую плоскость (4), расположенную рядом с накопителями (31, 32, 33, 34), при этом рабочая плоскость (4) обеспечивает по команде транспортное перемещение, которое является перпендикулярным направлению перемещения рабочего узла (6), то есть перпендикулярным направлению перемещения деталей (11, 12, 13, 14) из накопителей (31, 32, 33, 34) к рабочей плоскости (4);
режущий инструмент, предназначенный для вырезания деталей (11, 12, 13, 14) с заданными размерами;
первое устройство, предназначенное для выполнения первой разметки или биговки по меньшей мере на некоторых из деталей для формирования в заранее заданных позициях на каждой детали линий ослабления или биговки (для последующего сгибания) параллельно направлению перемещения деталей к рабочей плоскости (4);
второе устройство для выполнения второй разметки или биговки для формирования в заранее заданных позициях на каждой детали линий ослабления или биговки, перпендикулярных направлению перемещения из накопителей (31, 32, 33, 34) к рабочей плоскости (4);
устройство для удаления, если это требуется, угловых частей некоторых деталей, предварительно вырезанных с заданными размерами;
установка (9) для выполнения сборки, предназначенной для соединения деталей, предварительно вырезанных с заданными размерами и размеченными линиями ослабления или биговки, для формирования единого тела, образующего заготовку (40), которая является плоской, полной и готовой для сгибания и склеивания для формирования коробки.
8. Установка по п.7, отличающаяся тем, что режущий инструмент предназначен для того, чтобы выполнять для формирования каждой коробки вырезание с заданными размерами нижней детали (20), которая содержит дно и по меньшей мере две первые противоположные боковые стенки (24) формируемой коробки (20), а также вырезание с заданными размерами других боковых деталей (21), однородных друг другу по размерам и предназначенных для формирования двух вторых противоположных боковых стенок (25).
9. Установка по п.7, отличающаяся тем, что первое устройство предназначено для выполнения первой разметки или биговки по меньшей мере на боковых деталях (21) для формирования, в заранее заданных позициях каждой детали, линий ослабления или биговки для последующей операции сгибания, причем эти линии являются параллельными направлению перемещения деталей к рабочей плоскости (4).
10. Установка по п.7, отличающаяся тем, что второе устройство выполняет вторую разметку или биговку для формирования, в заранее заданных частях, линий ослабления или биговки, перпендикулярных направлению перемещения из накопителей (31, 32, 33, 34) на рабочую плоскость (4), на нижних деталях (20) и/или на боковых деталях (21).
11. Установка по п.7, отличающаяся тем, что режущий инструмент и первое устройство связаны с рабочим узлом (6).
| СПОСОБ ЛЕЧЕНИЯ ПИЩЕВОЙ АЛЛЕРГИИ | 1995 |
|
RU2121834C1 |
| US 6319183 B1, 20.11.2001 | |||
| Устройство для выбора и регулирования в машинах для сборки коробок или картонных заготовок | 1991 |
|
SU1830001A3 |

