Изобретение относится к литейному производству и может быть применено для повышения стойкости пресс-форм для литья под давлением.
Известен «Способ азотирования молибденовых вкладышей пресс-форм» (патент РФ №1560617, С23С 8/24, опубл. 30.04.1990), в котором молибденовый вкладыш подвергают азотированию в среде диссоциированного аммиака при температуре 1100-1150°С с выдержкой 12-15 ч, после чего их отжигают в вакууме 10 -10 Па при 1100-1150°С в течение 7-10 ч.
Недостатки способа заключаются в повышенной хрупкости азотированного слоя, низкой сопротивляемости ударным и силовым нагрузкам, а также в образовании напряжений I и II рода, которые в свою очередь преобразуются в трещины разгара, и как следствие, указанные недостатки приводят к появлению облоя, ухудшению шероховатости поверхностного слоя как отливок, так и формообразующих поверхностей, все эти причины снижают надежность и долговечность используемой пресс-формы, а также получаемых отливок.
Наиболее близким техническим решением, принятым за прототип, является «Способ получения теплозащитного покрытия на металлической форме для отливки деталей из алюминиевых сплавов» (патент РФ №1678508, В22С 23/02, опубл. 1991.23.09). В предлагаемом способе формообразующая поверхность металлической формы для отливки деталей из алюминиевых сплавов в вакуумной камере подвергается нагреву и очистке от следов масел и окислов методом катодно-ионной бомбардировки (КИБ). После нагрева и очистки поверхности металлической формы на нее напыляют сначала металлический подслой, температура плавления которого выше температуры плавления формы, а затем на металлический подслой наносят защитный слой керамики, нейтральной к металлу отливаемых деталей. Подслой напыляют из металла, имеющего коэффициент линейного расширения, меньший, чем у материала формы, но больший, чем у керамического покрытия.
К недостаткам данного способа можно отнести:
- повышенную трудоемкость и сложность, связанные с тем, что все слои покрытия наносятся различными методами;
- использование покрытия исключительно для алюминиевых сплавов;
- повышенная хрупкость поверхностного керамического слоя покрытия;
- малая адгезия с материалом пресс-формы ввиду разнородности наносимых слоев покрытия.
Предлагаемое изобретение направлено на устранение недостатков, присущих аналогам и прототипу.
Решаемой задачей изобретения является повышение надежности и долговечности пресс-форм для литья под давлением за счет уменьшения коэффициента трения между формообразующей поверхностью и потоком расплавленного металла путем нанесения покрытия на формообразующие поверхности пресс-форм для литья под давлением.
Техническим результатом заявляемого изобретения является повышение надежности и долговечности защитного покрытия.
Технический результат достигается тем, что в способе нанесения защитного покрытия на пресс-формы для литья под давлением, заключающемся в предварительном нагреве и очистке формообразующей поверхности металлической пресс-формы методом катодно-ионной бомбардировки, на предварительно очищенную формообразующую поверхность металлической пресс-формы наносят слой толщиной 2 мкм из карбонитрида молибдена для адгезионной связи покрытия с металлической поверхностью пресс-формы, затем поверх нижнего слоя наносят промежуточный слой толщиной 3 мкм из нитрида титана для обеспечения высокой твердости всего покрытия, далее наносят верхний слой толщиной 2 мкм из нитрида молибдена, причем нанесение всех слоев осуществляют методом катодно-ионной бомбардировки в вакуумной камере, при этом покрываемую формообразующую поверхность пресс-формы располагают на вращающейся основе, рядом с которой в одной горизонтальной плоскости напротив друг друга устанавливают катоды, испарение которых осуществляют с помощью электрической дуги в испарителе с одновременным действием ионного излучателя в среде реакционного газа.
Новизной данного изобретения являются:
- использование метода катодно-ионной бомбардировки для нанесения слоев покрытия на формообразующую поверхность пресс-форм литья под давлением,
- состав покрытия для формообразующих поверхностей пресс-форм для литья под давлением,
- использование в одной горизонтальной плоскости расположенных напротив друг друга катодов для процесса нанесения покрытий для формообразующих поверхностей пресс-формы,
- использование пресс-форм для литья не только алюминиевых, но и цинковых сплавов.
Для пояснения технической сущности способа рассмотрим:
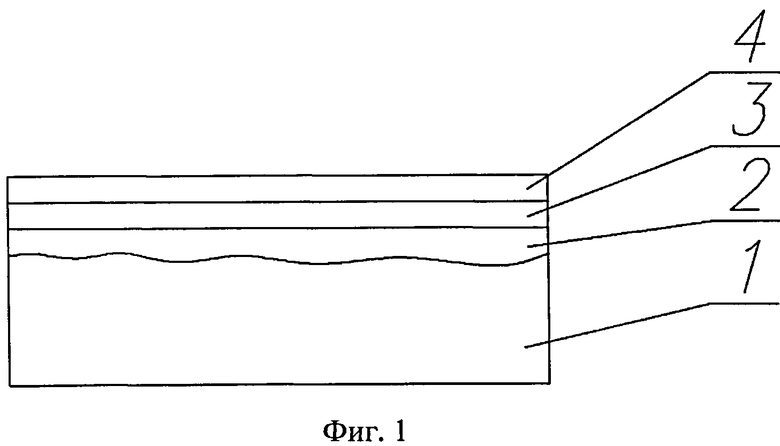
Фиг. 1 - многослойное защитное покрытие на пресс-форму;
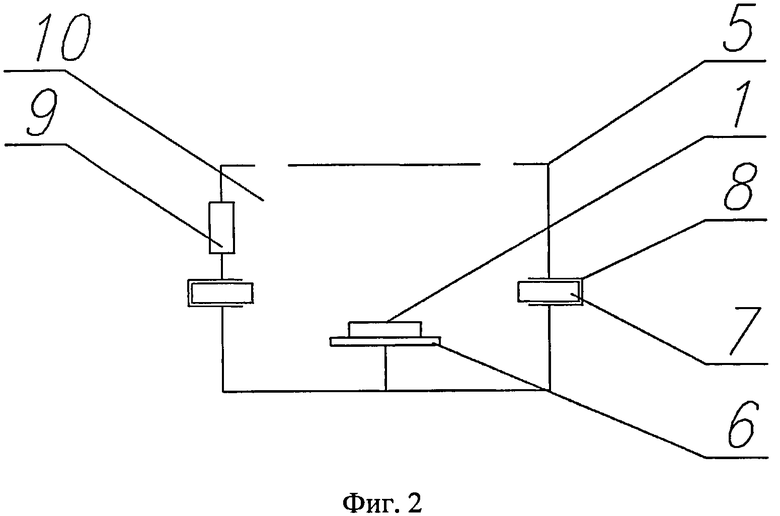
Фиг. 2 - схема нанесения защитного покрытия на пресс-форму,
где: 1 - формообразующая поверхность пресс-формы; 2 - слой карбонитрида молибдена; 3 - слой нитрида титана; 4 - слой нитрида молибдена, 5 - вакуумная камера; 6 - вращающееся основание, 7 - два катода; 8 - испаритель; 9 - излучатель; 10 - среда реакционного газа.
При литье под давлением на формообразующие поверхности пресс-форм 1 (фиг. 1) действуют значительные циклически повторяющие силовые и температурные нагрузки, приводящие к скорому разрушению. В указанных условиях многослойное защитное покрытие, состоящее из следующих слоев: карбонитрида молибдена 2, нитрида титана 3 и нитрида молибдена 4, должно обладать рядом преимуществ, выделяющих его на фоне других возможных решений. Высокая износостойкость и твердость, а также высокая прочность сцепления должны соответствовать всем слоям покрытия, помимо этого, каждый слой должен выполнять определенные соответствующие ему свойства. Согласно теоретическим рекомендациям [В.П. Табаков «Тонкопленочные многослойные покрытия побеждают трещины», 2007] положительные свойства слоев суммируются и образуют совокупность положительных свойств для всего покрытия, поэтому для процесса литья под давлением должны быть обеспечены следующие условия: нижний слой должен обеспечивать максимальную прочность сцепления покрытия с материалом пресс-формы, средний должен обладать максимальной микротвердостью, а верхний - минимальным коэффициентом трения.
Процесс нанесения покрытий на формообразующую поверхность металлической пресс-формы, расположенной на вращающемся основании 6 (фиг. 2), производится методом катодно-ионной бомбардировки на установке «Булат-6» в вакуумной камере 5 с двумя катодами 7 из титана и молибдена, горизонтально расположенными в испарителе 8 горизонтально в одной плоскости напротив друг друга, при этом молибденовый катод используется для нанесения двух слоев: карбонитрида молибдена и нитрида молибдена. Перед нанесением слоев покрываемую деталь пресс-формы 1 бомбардируют ионами при помощи ионного излучателя 9 для очистки формообразующей поверхности от инородных частиц. Весь процесс нанесения покрытия происходит в среде реакционного газа 10.
Физическая сущность процесса заключается в адгезионной связи двух разнородных тел, при этом процесс проходит за две стадии: на первой происходит сближение поверхностей, а затем образование химических связей на уровне атомов. Инертные в обычных условиях тела активируются каким-либо способом: термическим, механическим, радиационным, то есть подводом энергии. При этом разрушаются поверхностные пленки и электронные конфигурации, после чего происходит сближение двух фаз за счет сил Ван дер Вальса, это приводит к перекрытию электронных оболочек поверхностных атомов. Высвобождающиеся при этом атомы участвуют в образовании новых конфигураций с уже различными кристаллами. Так происходит взаимопроникновение различных материалов на атомарном уровне, что обеспечивает повышенный уровень адгезии.
Процесс нанесения покрытия проходит при следующих рабочих параметрах: давление в рабочей камере достигает 5∗10-3 Па, температура разогрева деталей пресс-форм - 340°С, ток соленоида 4А, напряжение на аноде 1200В, ток анода 0,15А.
Сравнение показателей стойкости различных покрытий осуществлялось при помощи многофакторного эксперимента процесса литья под давлением детали из сплава ЦАМ 4-1. Суть процесса литья под давлением заключается в том, что в пресс-форме имеется формообразующая поверхность, в которую под давлением подается расплавленный металл, застывая, наружная поверхность получаемой отливки принимает форму, соответствующей формообразующей поверхности. Для эксперимента была изготовлена пресс-форма с несколькими формообразующими поверхностями с использованием различных способов повышения стойкости изделий, таких как: азотирование, цианирование, описываемый в прототипе и предлагаемый в данной заявке способ, при котором на предварительно очищенную формообразующую поверхность металлической пресс-формы наносят слой толщиной 2 мкм из карбонитрида молибдена для адгезионной связи покрытия с металлической поверхностью пресс-формы, затем поверх нижнего слоя наносят промежуточный слой толщиной 3 мкм из нитрида титана для обеспечения высокой твердости всего покрытия, далее наносят верхний слой толщиной 2 мкм из нитрида молибдена. При этом были получены следующие показатели стойкости: азотированная и цианированная формообразующие поверхности показали примерно одинаковые значения, равные примерно 160000 циклам запрессовок, формообразующая поверхность, изготовленная по способу, описанному в прототипе, показала значение стойкости в 200000 циклов, наибольший результат соответствовал формообразующей поверхности с покрытием, предлагаемым в данной заявке, - 250000 циклов, что в 1,25 раз больше, чем у прототипа. Прочность сцепления покрытия с материалом пресс-формы определялась при помощи механического адгезиметра elcometer 506, при этом согласно методике производственных испытаний на основе 5 измерений количественная величина составила 48 МПа, при этом образец с покрытием, указанным в прототипе, показал значение в 45 МПа. Измерение твердости покрытия осуществлялось с использованием алмазной пирамидки при помощи микротвердомера ПМТ-3, полученное значение твердости покрытия составило 60 HR-Сэ, что примерно соответствует показателям прототипа. Измерение коэффициента трения на формообразующей поверхности пресс-формы является весьма сложной задачей как с практической, так и с теоретической точки зрения, поэтому оценку данного показателя производили на основе изучения косвенных признаков, таких как шероховатость формообразующей поверхности, качество поверхности получаемых отливок, наличие пористости в получаемых отливках. На основе измерений были получены следующие результаты: шероховатость формообразующей поверхности пресс-формы после нанесения покрытия не изменилась и составила Rа=0,1 мкм, общий объем газовых пор в получаемых отливках не превышал 0,2% от общего объема, качество поверхности полученных отливок удовлетворяло требованиям ГОСТ 26645-85, при этом параметры отливок, полученных на пресс-форме, изготовленной по способу, предложенному в прототипе, были хуже, так, шероховатость формообразующей поверхности составила Ra=0,2 мкм, общий объем газовых пор - 0,6%. Указанные значения косвенных параметров указывают на то, что в потоке расплавленного металла по формообразующей поверхности с многослойным защитным покрытием, предложенным в данной заявке, не возникало дополнительных завихрений, вызванных поверхностным слоем, таким образом можно сказать, что предлагаемое покрытие обладает низким коэффициентом трения, в том числе по сравнению с прототипом.
Преимущества предлагаемого способа по сравнению с известными аналогами
Предлагаемый способ нанесения покрытия на пресс-формы для литья под давлением по сравнению с аналогами:
1. Повышает износостойкость формообразующих поверхностей пресс-форм за счет:
1.1. Удаления грязи и остатков масел, уменьшающих адгезионную связь между покрытием и материалом пресс-формы, путем бомбардировки ионами осаждаемого металла.
1.2. Нанесения многослойного покрытия, каждый слой которого выполняет определенную функцию.
2. Повышает качество получаемых отливок за счет уменьшения коэффициента трения между формообразующей поверхностью и потоком расплавленного металла.
3. Равномерное нанесение покрытия на всю формообразующую поверхность.
4. Использование преимуществ дорогостоящих материалов, таких как: титан, молибден, при их мизерной массовой доли от массы всей пресс-формы.
5. Нанесение всех слоев покрытий происходит за один установ.
6. Толщина наносимого покрытия составляет не более 8 мкм, что позволяет не вносить значительных поправок при проектировании пресс-формы.
Положительными сторонами этого способа являются высокая степень надежности, эффективности защитного материала, контроля исполняемых этапов, простота технологии очистки поверхностей и нанесения покрытия. Решение проблемы повышения эксплуатационной стойкости пресс-форм для литья под давлением является актуальной для современного литейного производства.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ нанесения защитного покрытия на металлический кокиль для литья медных сплавов | 2021 |
|
RU2767970C1 |
| Способ получения защитного покрытия в вакууме на формообразующей поверхности металлической пресс-формы для литья магниевых сплавов | 2023 |
|
RU2795775C1 |
| Способ нанесения защитного покрытия на металлическую форму для литья алюминиевых сплавов | 2022 |
|
RU2784931C1 |
| Способ нанесения защитного покрытия на металлическую форму для литья магниевых сплавов | 2023 |
|
RU2799372C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА С КОМПОЗИТНЫМ ИЗНОСОСТОЙКИМ ПОКРЫТИЕМ | 2013 |
|
RU2532582C2 |
| Способ получения теплозащитного покрытия на металлической форме для отливки деталей из алюминиевых сплавов | 1989 |
|
SU1678508A1 |
| СПОСОБ ПОВЫШЕНИЯ СТОЙКОСТИ РЕЖУЩЕГО ИНСТРУМЕНТА С ИЗНОСОСТОЙКИМ ПОКРЫТИЕМ | 2003 |
|
RU2261936C2 |
| СПОСОБ НАНЕСЕНИЯ МНОГОСЛОЙНОГО ИЗНОСОСТОЙКОГО ПОКРЫТИЯ | 2007 |
|
RU2346078C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКИХ СВЕРХТВЕРДЫХ ПОКРЫТИЙ | 2007 |
|
RU2360032C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО ПОКРЫТИЯ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2004 |
|
RU2260632C1 |
Изобретение относится к литейному производству, а именно к способу нанесения защитного покрытия на пресс-форму для литья под давлением. Проводят предварительный нагрев и очистку формообразующей поверхности металлической пресс-формы методом катодно-ионной бомбардировки. На предварительно очищенную формообразующую поверхность металлической пресс-формы наносят слой толщиной 2 мкм из карбонитрида молибдена для адгезионной связи покрытия с металлической поверхностью пресс-формы. Затем поверх нижнего слоя наносят промежуточный слой толщиной 3 мкм из нитрида титана, обеспечивающий высокую твердость всего покрытия. Далее наносят верхний слой толщиной 2 мкм из нитрида молибдена. Нанесение всех слоев осуществляют методом катодно-ионной бомбардировки в вакуумной камере, при этом покрываемую формообразующую поверхность пресс-формы располагают на вращающейся основе, рядом с которой в одной горизонтальной плоскости напротив друг друга устанавливают катоды, испарение которых осуществляют с помощью электрической дуги в испарителе с одновременным действием ионного излучателя в среде реакционного газа. Обеспечивается повышение надежности и долговечности защитного покрытия пресс-форм для литья под давлением. 2 ил.
Способ нанесения защитного покрытия на пресс-форму для литья под давлением, включающий предварительный нагрев и очистку формообразующей поверхности металлической пресс-формы методом катодно-ионной бомбардировки, отличающийся тем, что на предварительно очищенную формообразующую поверхность металлической пресс-формы наносят слой толщиной 2 мкм из карбонитрида молибдена для адгезионной связи покрытия с металлической поверхностью пресс-формы, затем поверх нижнего слоя наносят промежуточный слой толщиной 3 мкм из нитрида титана, обеспечивающий высокую твердость всего покрытия, далее наносят верхний слой толщиной 2 мкм из нитрида молибдена, причем нанесение всех слоев осуществляют методом катодно-ионной бомбардировки в вакуумной камере, при этом покрываемую формообразующую поверхность пресс-формы располагают на вращающейся основе, рядом с которой в одной горизонтальной плоскости напротив друг друга устанавливают катоды, испарение которых осуществляют с помощью электрической дуги в испарителе с одновременным действием ионного излучателя в среде реакционного газа.
| Способ получения теплозащитного покрытия на металлической форме для отливки деталей из алюминиевых сплавов | 1989 |
|
SU1678508A1 |
| Способ получения синтетических клеев | 1958 |
|
SU116081A1 |
| EP 1916707 A2, 30.04.2008 | |||
| Устройство для загиба спиц | 1987 |
|
SU1473761A1 |
| US 20050255329 A1, 17.11.2005. | |||

