Изобретение относится к трубопроводному транспорту, а именно к соединению труб с внутренним покрытием при помощи электродуговой сварки и, может быть использовано при строительстве трубопроводов для нефтедобывающей, газодобывающей, нефтехимической, жилищно-коммунального хозяйства и других отраслей промышленности.
Известен узел сварного соединения трубопровода (патент RU 2283739, В23К 31/02, F16L 13/02, опубл. Бюл. 26 от 20.09.2006), содержащий металлические трубы с нанесенным на их внутреннюю поверхность защитным покрытием и втулку, размещенную внутри труб, где сварное соединение узла выполнено ручной и/или автоматической сваркой с получением сварного шва, площадь которого превышает площадь нормального сечения труб, а узел имеет кольцевые элементы, кольцевые неармированные и/или армированные резиновые уплотнения, термоизоляционный материал, герметизирующий материал, Г-образный кольцевой упор или как минимум три Г-образных упора, равноразмещенных в радиальной плоскости, служащие для установки центров масс, размещенная внутри труб втулка выполнена с цилиндрическим участком и сопряженными с ним развальцованными и/или механически обработанными лезвийным инструментом, коническими участками и размещена внутри труб таким образом, что кромки труб контактируют с Г-образным кольцевым упором или Г-образными упорами, защитное покрытие на внутренней поверхности труб нанесено на расстоянии от их торцов с образованием в зоне нанесения термоненагруженной зоны, Г-образный кольцевой упор или Г-образные упоры размещены на половине длины втулки и жестко зафиксированы на ее внешней поверхности, на внутренней поверхности цилиндрического и сопряженных с ним конических участков втулки нанесено защитное покрытие, кольцевые элементы жестко закреплены на внешней поверхности цилиндрического участка втулки, равно смещены от его торцов и установлены оппозитно друг другу, кольцевые неармированные и/или армированные резиновые уплотнения размещены на внешней поверхности втулки между нанесенным на внутреннюю поверхность труб защитным покрытием, торцами кольцевых элементов и коническими участками втулки и плотно контактируют с ними, термоизоляционный материал жестко закреплен на внешней поверхности цилиндрического участка втулки между торцами кольцевых элементов, герметизирующий материал нанесен на внешнюю поверхность упомянутых конических участков втулки.
Данный узел сварного соединения трубопровода очень сложен и трудоемок в изготовлении, а самое главное уменьшает сечение трубопровода на большую величину по соединениям труб, что в особенности сильно отрицательно сказывается на трубопроводах малых диаметров. Крепление узла в районе сварного шва очень слабое и на трубопроводах, по которым транспортируют среды под высоким давлением, эти узлы срывает потоком и собирает их в одном месте. То есть надежность защиты сварного шва и около шовной зоны в трубопроводе не обеспечивается.
Известно соединение труб с внутренним антикоррозионным покрытием (патент РФ №2228484, кл. F16L 58/04 по заявке 99108283/0699/06 от 20.04.1999), содержащее две трубы с внутренним эмалевым покрытием и втулку, установленную коаксиально внутри них с образованием в зоне стыка труб полости, на наружной поверхности втулки выполнена кольцевая проточка, в среднем сечении которой заодно с телом втулки выполнены радиальные упорные выступы, при этом на концевых участках втулки выполнены кольцевые канавки, в которых установлены уплотнительные элементы, и заходные конусы, между наружными поверхностями которых и внутренней поверхностью труб размещен адгезионный материал, где на концевых участках втулки выполнены кольцевые ступенчатые канавки, а уплотнительные элементы выполнены в виде эластичных манжет Г-образной формы в поперечном сечении, козырек которых расположен под тупым углом относительно вертикальной стойки и обращен в сторону внутренних поверхностей труб, при этом торец козырька обращен в сторону стыка труб к монтажному шву, а пространство между наружной поверхностью втулки, манжетами и внутренней поверхностью труб заполнено адгезионным материалом.
Рассматриваемая конструкция соединения труб с внутренним антикоррозионным покрытием, который рассматривается как прототип, который очень сложен и трудоемок в изготовлении. Уменьшается сечение трубопровода на большую величину по соединениям труб, в особенности на трубопроводах малых диаметров. Крепление втулки в районе сварного шва при помощи упорных выступов очень слабое. И на трубопроводах, по которым транспортируют среды под высоким давлением, эти узлы срывает потоком и собирает их в одном месте. То есть надежность защиты сварного шва и около шовной зоны в трубопроводе не обеспечивается.
Технической задачей изобретения является надежное закрепление втулки в сварном соединении труб с внутренним покрытием и обеспечение надежности защиты сварного соединения труб с внутренним покрытием от коррозии.
Технический результат достигается тем, что в сварном соединении труб с внутренним покрытием, содержащем втулку из углеродистой стали, которым перекрыто сварное соединение труб с внутренним покрытием, уплотнений и герметика, размещенных между внутренними концами втулки и концами труб, где новым является то, что втулка, плакированная изнутри обечайкой из коррозионностойкой стали, прижата к внутренней поверхности одной из труб путем раздачи, а ее кольцевой выступ расположен между торцами труб и приварен к сварному шву труб по всему периметру.
Такая конструкция сварного соединения труб с внутренним покрытием позволяет надежно закрепить втулку в сварном соединении труб с внутренним покрытием и тем самым обеспечивает надежную защиту сварного соединения труб с внутренним покрытием от коррозии.
Изобретение поясняется чертежом. На чертеже показано сварное соединение труб с внутренним покрытием, состоящее из труб 1 с внутренним покрытием 2, втулки 3 из углеродистой стали, обечайки 4 из коррозионностойкой стали, клея 5, уплотнений 6, герметика 7 и сварного шва 8.
Сборка соединения труб осуществляется следующим образом. На внутреннюю поверхность конца трубы 1 с внутренним покрытием 2 наносят герметик 7, а также на конец обечайки 4 из коррозионностойкой стали, которым плакирована втулка 3 из углеродистой стали. Предварительно на конце обечайки 4 размещают уплотнение 6. Поверхности концов втулки 3 склеены с обечайкой 4 клеем 5, что предохраняет от попадания транспортируемой среды между втулкой 3 из углеродистой стали и обечайкой 4 из коррозионностойкой стали, то есть обеспечивается защита от контактной коррозии втулки 3. Вставляют втулку 3 в трубу 1 до соприкосновения кольцевого выступа втулки 3 в торец трубы 1. Затем раздают половину втулки 1, находящейся внутри конца трубы 1, при помощи гидропресса, снабженного дорном. Раздачу производят через пластмассовую оболочку, расположенную между втулкой 1 и дорном. Вытаскивают дорн с пластмассовой оболочкой из закрепленной втулки 3 к внутренней поверхности конца трубы 1. При раздаче втулки 3 происходит сжатие уплотнения 6 между концами трубы 1 с внутренним покрытием 2 и втулкой 3, а герметик 7 склеивает контактируемые поверхности конца трубы 1 с внутренним покрытием 2 и конца втулки 3. На внутреннюю поверхность конца второй трубы 1 с внутренним покрытием 2 наносят герметик 7, а также на конец обечайки 4, на которую предварительно размещают уплотнение 6. Надевают на втулку 3 конец второй трубы 1. При этом герметик 7 полностью заполняет зазор между концами втулки 3 и концом второй трубы 1. При этом уплотнения 6 центрируют конец втулки 3 относительно внутренней поверхности конца второй трубы 1, а также конец обечайки 4 одновременно вытесняет излишки герметика 7 к концу втулки 3, образуя валик. Сваривают трубы 1 электродуговой сваркой, где втулка 3 также участвует в образовании сварного шва 8. То есть втулку 3 приваривают к сварному шву 8 труб 1 по всему наружному диаметру втулки 3.
При использовании такой конструкции сварного соединения труб с внутренним покрытием повышается надежность закрепления втулки в сварном соединении труб с внутренним покрытием, тем самым обеспечивается надежная защита сварного соединения труб с внутренним покрытием от коррозии.
Использование: строительство трубопроводов из труб с внутренним покрытием при помощи сварки. Технический результат: надежное закрепление втулки в сварном соединении труб с внутренним покрытием c обеспечением надежности защиты сварного соединения труб с внутренним покрытием от коррозии. Сварное соединение труб с внутренним покрытием содержит втулку из углеродистой стали, которой перекрыто сварное соединение труб с внутренним покрытием, уплотнения и герметик, размещенные между внутренними концами втулки и концами труб. Втулка, плакированная изнутри обечайкой из коррозионностойкой стали прижата к внутренней поверхности одной из труб путем раздачи, а ее кольцевой выступ расположен между торцами труб и приварен к сварному шву труб по всему периметру. 1 ил.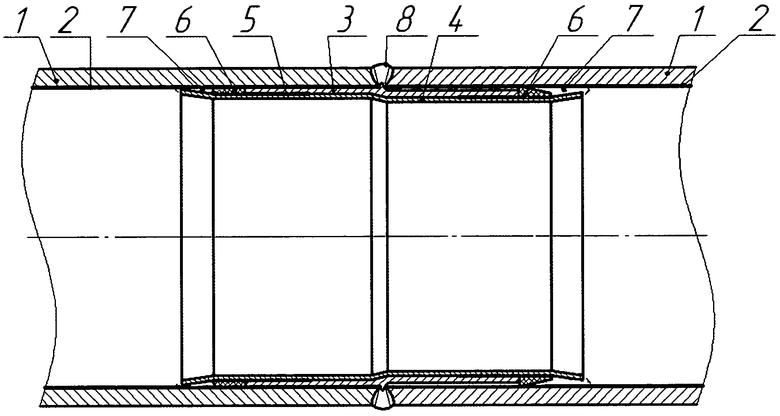
Сварное соединение труб с внутренним покрытием, содержащее втулку из углеродистой стали, которой перекрыто сварное соединение труб с внутренним покрытием, уплотнения и герметик, размещенные между внутренними концами втулки и концами труб, отличающееся тем, что втулка, плакированная изнутри обечайкой из коррозионностойкой стали, прижата к внутренней поверхности одной из труб путем раздачи, а ее кольцевой выступ расположен между торцами труб и приварен к сварному шву труб по всему периметру.
| СОЕДИНЕНИЕ ТРУБ С ВНУТРЕННИМ АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ | 1999 |
|
RU2228484C2 |
| СПОСОБ СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ | 1999 |
|
RU2157478C1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ | 1993 |
|
RU2079033C1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ | 1994 |
|
RU2080509C1 |
| DE 4331637 C2, 22.06.1995 | |||
| US 4913465 A1, 03.04.1990. | |||

