Изобретение относится к технологии строительства трубопроводов и может быть использовано при строительстве трубопроводов из труб и деталей трубопроводов с внутренним защитным покрытием.
Известен способ противокоррозионной защиты зоны сварных соединений труб с внутренним полимерным покрытием, включающий установку перед сваркой во внутренней полости соединяемых труб втулки с уплотнением на концах за счет эластичных манжет и с полостями на наружной поверхности втулки и внутренней поверхности трубы, образованной за счет внутреннего бандажа с загнутыми краями, где перед сваркой на концах соединяемых труб в области полости, образованной внутренним бандажом и эластичной манжетой, за пределами зоны термического влияния процесса сварки, выполняют отверстия, а герметизирующую пасту вводят через зону сварного шва с помощью зонда до появления ее через отверстия, после чего производят опрессовку труб избыточным давлением и при отсутствии течи последние заглушают (Патент РФ №2195603, МПК F16L 58/04, по заявке 2000122494/06, от 28 августа 2000 года, опубликовано 27 декабря 2002 года).
Данное изобретение обладает существенными недостатками, которые связаны с обеспечением качественной защитой от коррозии сварных соединений труб с внутренним покрытием. Сам технологический процесс очень сложен и трудоемок и не обеспечивает качественную защиту от коррозии, так как процесс связан с просверливанием отверстий на концах труб, установлением специального зонда для подачи под давлением герметизирующей пасты до выхода через просверленные отверстия. Герметизирующая паста может не выйти через просверленные отверстия, а пойти по пути наименьшего сопротивления и пройти в полость трубопровода. В этом случае надо разрезать стык и снова их надо соединять. Что очень накладно при таком технологическом процессе защиты от коррозии сварных соединений труб с внутренним покрытием. Отверстия заглушают лишь после гидравлического или пневматического труб под избыточным давлением, то есть удлиняется технологический процесс соединения труб, что приводит к существенному удорожанию строительства трубопровода. Кроме того, сама втулка фиксируется относительно концов труб при помощи герметизирующей пасты, что может в процессе эксплуатации трубопровода привести к смещению относительно сварного соединения труб.
Известно изобретение способ защиты от коррозии зоны сварного соединения трубопровода с внутренним покрытием, где в зоне сварного соединения соединяемых труб устанавливают втулку, на наружной поверхности которой размещают уплотнительные кольца, а в средней ее части в кольцевой проточке подкладную планку из огнеупорного материала с расположенным над ней кожухом. Внутренние концевые поверхности соединяемых труб покрывают слоем герметизирующего состава и в одну из труб вводят втулку на половину ее длины. Фиксируют втулку точечной сваркой кожуха с трубой, на втулку надвигают вторую трубу и соединяют трубу посредством сварки. При введении втулки в концы свариваемых труб у торцов втулки образуются кольцевые валики из герметизирующего состава, которые дополнительно герметизируют сопрягаемые поверхности втулки и труб (Патент РФ №2209360, МПК F16L 58/02, по заявке 2001133028/06 от 28 ноября 2001 года, опубликовано 27 июля 2003 года).
Данное изобретение также имеет существенные недостатки, которые отрицательно влияют на качество защиты от коррозии сварного соединения трубопровода с внутренним покрытием, а также на эксплуатационные характеристики трубопровода. Закрепление втулки при помощи точечной сварки к трубопроводу не обеспечивает надежное закрепление втулки от продольного перемещения, хотя герметизирующий состав в какой-то степени компенсирует данный недостаток, но большое сужение сечения трубопровода по соединениям труб создают большие сопротивления, то есть создаются своего рода пробки, которые в процессе эксплуатации трубопровода срываются потоком транспортируемой среды и собираются в одном месте, обычно возле задвижек или отводов.
Известен способ создания узла неразъемного соединения труб, включающий подготовку внутренней поверхности концов труб, установку внутрь соединяемых труб втулки, выполненной из стеклопластика и имеющей на наружной поверхности посередине длины центральную кольцевую канавку с фиксатором и расположенные симметрично от центра на концах втулки канавки с эластичными уплотнениями, и выполнение сварного шва в месте стыка соединяемых труб, где подготовку внутренней поверхности концов труб осуществляют путем нанесения герметика на края соединяемых труб так, чтобы он заполнил пространство между эластичными уплотнениями и концами втулки, установку втулки ведут до упора фиксатора в край трубы, причем фиксатор предварительно выполняют в виде металлического разъемного кольца, а затем размещают в кольцевой канавке втулки, причем наружный диаметр металлического разъемного кольца определяется внутренним диаметром свариваемых труб, и при выполнении сварного шва металлическое разъемное кольцо по всему периметру приваривают к соединяемым трубам с образованием равномерного сварного шва (Патент РФ №2471110, МПК F16L 13/10, по заявке 2011150295/06 от 5 декабря 2011 года, опубликовано 27 декабря 2012 года).
Данное изобретение, взятое за прототип, также имеет существенные недостатки, которые отрицательно влияют на качество защиты от коррозии сварного соединения трубопровода с внутренним покрытием. Так как не обеспечивается надежное закрепление втулки, изготовленной из стеклопластика при помощи фиксатора, выполненного в виде металлического разъемного кольца путем приваривания по всему периметру к соединяемым трубам с образованием равномерного сварного шва. Так как металлическое разрезное кольцо при сварке должен нагреваться до температуры плавления металла кольца. Эта температура составляет свыше 1500°C, что превышает более в 5 раза температуру разрушения стеклопластика, то есть нагретое металлическое разъемное кольцо в кольцевой канавке втулки из стеклопластика будет разрушать стеклопластик. Фиксатор будет закреплен только к сварному шву труб, а втулка из стеклопластика просто разрушиться в местах закрепления от нагретого фиксатора, а выделяемые при этом газы не позволят получить качественный сварной шов труб. При соединении труб сваркой также необходимо оставлять большой зазор между внутренней поверхностью труб и втулкой из стеклопластика, что также связано с температурным воздействием процесса соединения труб сваркой, а это ведет к сужению сечения трубопровода по их соединениям. Установление манжет и уплотнительных колец ведет к ухудшению качества герметизации сварного соединения от полости трубопровода и увеличению величины сужения диаметра трубопровода по их сварным соединениям. То есть представленные аналоги и прототип имеют общий недостаток, связанный с большим сужением трубопровода по их соединениям.
Технической задачей изобретения является уменьшение сужения трубопровода по их соединениям, повышение качества защиты от коррозии сварных соединений труб с внутренним покрытием при строительстве трубопровода.
Поставленная достигается тем, что в способе строительства трубопровода из труб с внутренним покрытием, включающем удаление внутреннего покрытия внутри концов труб, нанесение герметика и установку втулки подкладной между концами труб и соединение труб сваркой, где новым является то, что концы труб с удаленными концами внутреннего покрытия герметично перекрывают внутренним концом обечаек, изготовленных из коррозионно-стойкой стали, а вторые их концы, находящиеся внутри концов трубы, образуют зазоры с внутренней поверхностью трубы, наносят герметик в зазоры и на концы втулки подкладной, состоящей из втулки, изготовленной из углеродистой стали, которая плакирована изнутри оболочкой из коррозионно-стойкой стали, устанавливают втулку подкладную между концами труб, где их концы входят внутрь зазоров, а нанесенный герметик склеивает контактируемые поверхности между собою, а среднюю часть втулки подкладной с концами труб соединяют сваркой.
В заявляемом способе удаление концов покрытия по концам труб на безопасное расстояние, при котором не произойдет их разрушение от тепла сварки и их перекрытие обечайками из коррозионно-стойкой стали позволяет надежно защитить металл труб от коррозии в местах перехода от покрытия к оголенному участку концов труб, а образование зазоров вторыми концами обечаек, находящимися внутри концов трубы, в которые наносят герметик и на концы втулки подкладной, состоящей из втулки, изготовленной из углеродистой стали, которая плакирована изнутри оболочкой из коррозионно-стойкой стали и установка втулки подкладной между концами труб с входом их концов внутрь зазоров позволяет перекрыть околошовную зону и сварной шов от полости трубопровода. А герметик, нанесенный в зазоры и на концы втулки подкладной, склеивает контактируемые поверхности между собою. А соединение средней части втулки подкладной с концами труб сваркой позволяет повысить надежность закрепления втулки подкладной к сварному соединению трубопровода. Технология строительства трубопровода из труб с внутренним покрытием очень прост и надежен, то есть происходит упрощение сборки трубопровода с одновременным уменьшением величины сужения трубопровода по их соединениям и повышением качества защиты от коррозии сварных соединений трубопроводов с внутренним покрытием.
Изобретение поясняется чертежом. На фигуре показано полученное по заявляемому изобретению сварное соединение трубопровода с внутренним покрытием, состоящей из труб 1, внутреннего покрытия 2, обечайки 3 из коррозионно-стойкой стали, втулки подкладной 4, оболочки 5 из коррозионно-стойкой стали, герметика 6 и сварного шва 7.
Сборка соединения труб осуществляют следующим образом: на трубе 1 удаляют внутреннее покрытие 2, которые герметично перекрывают внутренним концом обечаек 3, изготовленных из коррозионно-стойкой стали путем раздачи их в радиальном направлении при помощи гидропресса, снабженного дорнирующим устройством, предварительно наносив на контактируемые поверхности герметик на основе эпоксидных смол. При этом вторые их концы, находящиеся внутри концов трубы 1, образуют зазоры с внутренней поверхностью трубы 1. Наносят герметик 6 в зазоры и на концы втулки подкладной 4, состоящей из втулки, изготовленной из углеродистой стали, которая плакирована изнутри оболочкой 5 из коррозионно-стойкой стали. Устанавливают втулку подкладную 6 между концами труб 1, где их концы входят внутрь зазоров, образованных концами труб 1 и концами обечаек 3. Герметик 6, который нанесен в зазоры и на концы втулки подкладной 4, склеивает контактируемые между собою поверхности обечаек 3, втулки подкладной 4, концов труб 1 и торцов оболочек 5. Соединяют трубы 1 электродуговой сваркой с образованием сварного шва 7. При этом также происходит соединение средней части втулки подкладной 4 к сварному шву 7 концов труб 1.
При использовании такого технологического процесса защиты от коррозии зоны сварного соединения трубопровода с внутренним защитным покрытием уменьшается сужение трубопровода по их соединениям, повышается качество защиты от коррозии сварных соединений труб с внутренним покрытием при строительстве трубопровода.
Изобретение относится к технологии строительства трубопроводов и может быть использовано при строительстве трубопроводов из труб с внутренним защитным покрытием. Технический результат заключается в уменьшение сужения трубопровода по соединениям и повышение качества защиты от коррозии сварных соединений труб с внутренним покрытием при строительстве трубопровода. Способ строительства трубопровода из труб с внутренним покрытием включает удаление внутреннего покрытия внутри концов труб, нанесение герметика и установку втулки подкладной между концами труб и соединение труб сваркой. Концы труб с удаленными концами внутреннего покрытия герметично перекрывают внутренним концом обечаек, изготовленных из коррозионно-стойкой стали, а вторые их концы, находящиеся внутри концов трубы, образуют зазоры с внутренней поверхностью трубы. При этом наносят герметик в зазоры и на концы втулки подкладной, состоящей из втулки, изготовленной из углеродистой стали, которая плакирована изнутри оболочкой из коррозионно-стойкой стали. Втулку подкладную устанавливают между концами труб, где их концы входят внутрь зазоров, а нанесённый герметик склеивает контактируемые поверхности между собою, а среднюю часть втулки подкладной с концами труб соединяют сваркой. 1 ил.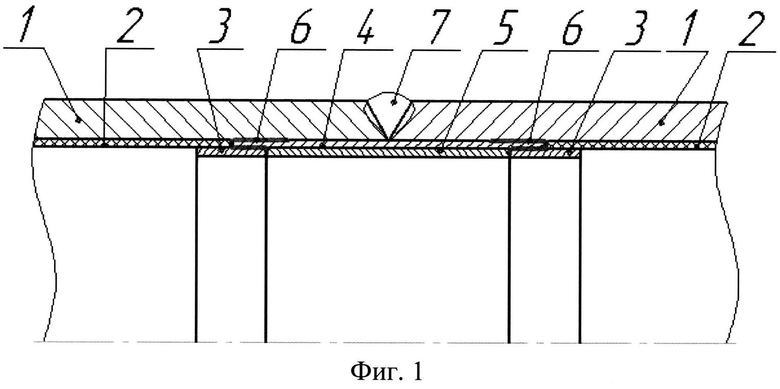
Способ строительства трубопровода из труб с внутренним покрытием, включающий удаление внутреннего покрытия внутри концов труб, нанесение герметика и установку втулки подкладной между концами труб и соединение труб сваркой, отличающийся тем, что концы труб с удаленными концами внутреннего покрытия герметично перекрывают внутренним концом обечаек, изготовленных из коррозионно-стойкой стали, а вторые их концы, находящиеся внутри концов трубы, образуют зазоры с внутренней поверхностью трубы, наносят герметик в зазоры и на концы втулки подкладной, состоящей из втулки, изготовленной из углеродистой стали, которая плакирована изнутри оболочкой из коррозионно-стойкой стали, устанавливают втулку подкладную между концами труб, где их концы входят внутрь зазоров, а нанесенный герметик склеивает контактируемые поверхности между собою, а среднюю часть втулки подкладной с концами труб соединяют сваркой.
| УЗЕЛ НЕРАЗЪЕМНОГО СОЕДИНЕНИЯ ТРУБ И СПОСОБ ЕГО ОБРАЗОВАНИЯ | 2011 |
|
RU2471110C1 |
| СВАРНАЯ СОЕДИНИТЕЛЬНАЯ СИСТЕМА | 2002 |
|
RU2230970C2 |
| УЗЕЛ СВАРНОГО СОЕДИНЕНИЯ ТРУБОПРОВОДА | 2005 |
|
RU2283739C1 |
| СПОСОБ СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ | 1999 |
|
RU2157478C1 |
| US 5346261 A, 13.09.1994 | |||
| US 4913465 A, 03.04.1990 | |||

