Изобретение относится к области строительства и ремонта трубопроводов, смонтированных из труб с внутренним покрытием, и может быть использовано при строительстве и ремонте трубопроводов различного назначения, по которым транспортируют агрессивные жидкости.
Известно изобретение: Способ ремонта трубопровода (Патент РФ на изобретение №2339866 кл. F16L 13/02; В23Р 6/00 по заявке 2006144039/02 от 11.12.2006 г. опубл. 20.06. 2008 г.), включающий вырезание и удаление неисправного участка трубопровода, сборку и установку в свободное пространство между оппозитно смещенными торцами трубопровода схожего по диаметру с диаметром трубопровода сборного узла ремонтной трубной втулки с полукольцами, длина которых согласована с радиальными зазорами сварных швов посредством равноудаленных упоров ремонтной трубной втулки, выполнение сварных швов со стороны торцов труб трубопровода и по радиальным сечениям полуколец для образования монолитного соединения трубопровода со сборным узлом ремонтной трубной втулки, в котором сборку и установку сборного узла ремонтной трубной втулки, выполненной с осевым упором, осуществляют путем размещения на поверхности трубной втулки двух симметрично равноудаленных относительно этого упора участков стеклоткани и коаксиально и поверх трубной втулки втулок с оппозитно расположенными коническими выступами и расположенными за ними кольцевыми упорами, выполненными с возможностью размещения по кольцевому периметру участков стеклоткани, при этом два участка втулок смещают по оси с перекрытием оппозитно смещенных торцов труб трубопровода, на наиболее удаленные от осевого упора конические участки по наружной поверхности втулок устанавливают кольцевые манжеты, служащие для перемещения по оси самотвердеющей мастики внутри участков торцов соединяемого трубопровода, по длине ремонтного участка коаксиально расположенных втулок размещают по окружности стеклоткань, используют полукольца диметром и толщиной, равными диаметру и толщине труб трубопровода, которые устанавливают на поверхности стеклоткани относительно осевого упора, взаимодействующего с трапецеидальной канавкой относительно оси.
Данный способ ремонта трубопровода имеет существенные недостатки. Во-первых, он очень трудоемок и материалоемок, во-вторых, намного уменьшает сечение трубопровода по сварным соединениям и, в-третьих, не обеспечивает надежную защиту от коррозии ремонтируемого участка трубопровода.
Технической задачей изобретения является повышение надежности защиты от коррозии ремонтируемого участка трубопровода.
Поставленная задача достигается тем, что в способе ремонта трубопровода, смонтированного из труб с внутренним покрытием, включающем вырезание и удаление неисправного участка трубопровода, подготовку концов трубопровода для соединения сваркой, установку в свободное пространство катушки с внутренним покрытием, соответствующей диаметру и толщине стенки трубопровода, и ее соединение с концами трубопровода сваркой, новым является то, что внутри концов трубопровода устанавливают обечайки из высоколегированной коррозионностойкой стали, которыми перекрывают внутреннее покрытие трубопровода, и закрепляют их путем раздачи в радиальном направлении, устанавливают катушку с внутренним покрытием, где их концы плакированы обечайками из высоколегированной коррозионностойкой стали, и соединяют катушку с концами трубопровода сваркой по технологии сварки двухслойных сталей. На обечайках со стороны торцов катушки и трубопровода делают утолщения путем размещения колец из высоколегированной коррозионностойкой стали. На обечайках со стороны внутреннего покрытия катушки и трубопровода устанавливают уплотнительные элементы. На обечайки со стороны внутреннего покрытия катушки и трубопровода наносят герметик на основе термореактивных или термопластичных пластмасс.
Установка обечаек из высоколегированной коррозионностойкой стали, перекрывающими внутреннее покрытие трубопровода и закрепление их путем раздачи в радиальном направлении, установка катушки с внутренним покрытием, у которых концы плакированы обечайками из высоколегированной коррозионностойкой стали и соединение катушки с концами трубопровода сваркой по технологии сварки двухслойных сталей позволяет повысить надежность защиты от коррозии ремонтируемого участка трубопровода. Это достигается тем, что катушка с внутренним покрытием соединена с ремонтируемым участком трубопровода с внутренним покрытием сварными соединениями, которые защищены от коррозии оболочками из высоколегированной коррозионностойкой стали. Выполнение на обечайках со стороны торцов катушки и трубопровода утолщений путем размещения колец из высоколегированной коррозионностойкой стали позволяет сэкономить высоколегированную коррозионностойкую сталь, при этом обеспечив высокое качество сварного соединения коррозионностойкой стали, то есть не будет прожогов обечаек. Установление на обечайках со стороны внутреннего покрытия катушки и трубопровода уплотнительных элементов позволяет обеспечить герметичность соединения обечаек с концами катушки и трубопровода. Нанесение на обечайки со стороны внутреннего покрытия катушки и трубопровода герметика на основе термореактивных или термопластичных пластмасс также позволяет обеспечить герметичность соединения обечаек с концами катушки и трубопровода.
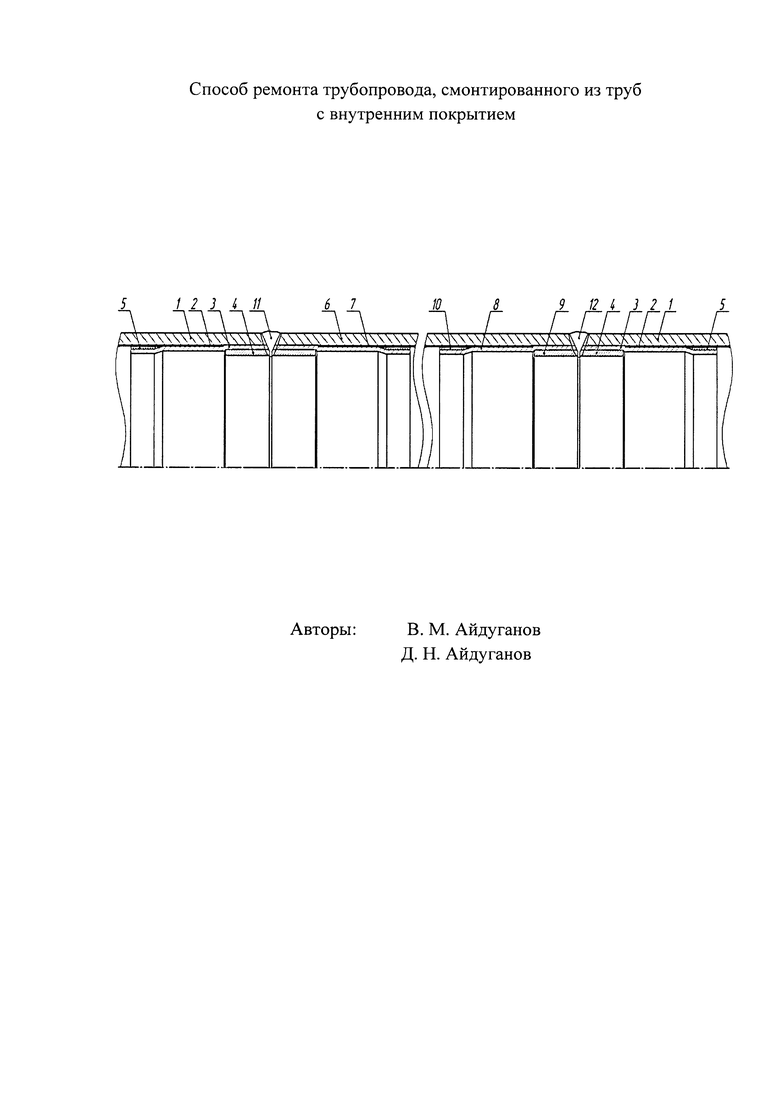
Изобретение иллюстрируется чертежом. На чертеже показан разрез общего вида отремонтированного трубопровода с внутренним покрытием.
Трубопровод 1 с внутренним покрытием 2, на отрезанных участках которого установлены обечайки 3 и кольца 4 из высоколегированной коррозионностойкой стали. На обечайках 3 со стороны внутреннего покрытия 2 трубопровода 1 установлены уплотнительные элементы 5. Катушка 6 имеет внутреннее покрытие 7, на концах катушки 6 установлены обечайки 8 и кольца 9 из высоколегированной коррозионностойкой стали. На обечайках 8 со стороны внутреннего покрытия 7 катушки 6 установлены уплотнительные элементы 10. Катушка 6 соединена с трубопроводом 1 сварными швами 11 и 12.
Ремонтируют трубопровод с внутренним покрытием в следующей последовательности. С трубопровода 1 с внутренним покрытием 2 вырезают и удаляют неисправный участок трубопровода. На концах трубопровода 1 делают фаски под сварку. Внутри концов трубопровода 1 устанавливают обечайки 3 из высоколегированной коррозионностойкой стали, которыми перекрывают внутреннее покрытие 2 трубопровода 1 и закрепляют их путем раздачи в радиальном направлении. Раздают обечайки 3 из высоколегированной коррозионностойкой стали при помощи дорна или расширителя, работающего от гидравлического пресса. При этом наружные торцы обечаек 3 из высоколегированной коррозионностойкой стали образуют с концами трубопровода 1 фаски для соединения сваркой. Устанавливают катушку 6 с внутренним покрытием 7, где концы имеют аналогичную конструкцию, что и подготовленные концы трубопровода 1. Соединяют катушку 6 с концами трубопровода 1 сваркой по технологии сварки двухслойных сталей. Дополнительно со стороны торцов трубопровода 1 и катушки 6 делают утолщения путем размещения колец 4 и 8 из высоколегированной коррозионностойкой стали. Уменьшают толщину стенки обечаек 3 и 8 из высоколегированной коррозионностойкой стали, что позволяет сэкономить высоколегированную коррозионностойкую сталь. Раздают кольца 4 и 9 из высоколегированной коррозионностойкой стали при помощи дорна или расширителя, работающего от гидравлического пресса. Катушку 6 с концами трубопровода 1 соединяют также сваркой по технологии сварки двухслойных сталей. Дополнительно на обечайках 3 концов трубопровода 1 устанавливают уплотнительные элементы 5, которые позволяют обеспечить герметичность соединения обечаек 3 с концами трубопровода 1. Аналогичным образом устанавливают на обечайках 8 концов катушки 6 уплотнительные элементы 10, которые позволяют обеспечить герметичность соединения обечаек 8 с концами катушки 6. Катушку 6 с концами трубопровода 1 соединяют также сваркой по технологии сварки двухслойных сталей с образованием сварных швов 11 и 12. Для повышения надежности защиты от коррозии ремонтируемого участка трубопровода на обечайки 3 со стороны внутреннего покрытия 2 трубопровода 1 и на обечайки 8 со стороны внутреннего покрытия 7 катушки 6 наносят герметик на основе термореактивных или термопластичных пластмасс.
Такое решение поставленной технической задачи в изобретении позволяет повысить надежность защиты от коррозии ремонтируемого участка трубопровода.
Изобретение относится к ремонту трубопроводов с внутренним покрытием. В способе ремонта трубопровода, смонтированного из труб с внутренним покрытием, вырезают и удаляют неисправный участок. Затем внутри концов трубопровода устанавливают обечайки из высоколегированной коррозионностойкой стали, которыми перекрывают внутреннее покрытие трубопровода, и закрепляют их путем раздачи в радиальном направлении. После подготовки концов трубопровода для соединения сваркой устанавливают в свободное пространство катушку с внутренним покрытием. Размеры катушки соответствуют диаметру и толщине стенки трубопровода, а ее концы также плакированы обечайками из высоколегированной коррозионностойкой стали. Катушку соединяют с концами трубопровода сваркой по технологии сварки двухслойных сталей. На обечайках со стороны торцов катушки и трубопровода могут быть сделаны утолщения путем размещения колец из высоколегированной коррозионностойкой стали. На обечайках со стороны внутреннего покрытия катушки и трубопровода могут быть установлены уплотнительные элементы. На обечайки со стороны внутреннего покрытия катушки и трубопровода может быть нанесен герметик на основе термореактивных или термопластичных пластмасс. Технический результат: повышение надежности защиты от коррозии ремонтируемого участка трубопровода. 3 з.п. ф-лы, 1 ил.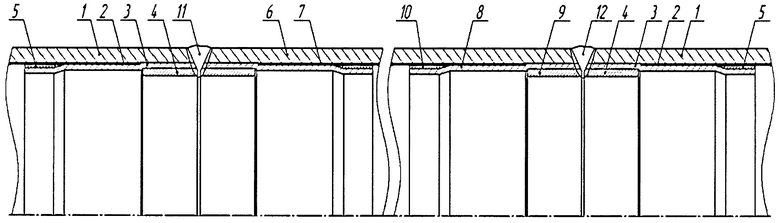
1. Способ ремонта трубопровода, смонтированного из труб с внутренним покрытием, включающий вырезание и удаление неисправного участка трубопровода, подготовку концов трубопровода для соединения сваркой, установку в свободное пространство катушки с внутренним покрытием, соответствующей диаметру и толщине стенки трубопровода, и ее соединение с концами трубопровода сваркой, отличающийся тем, что внутри концов трубопровода устанавливают обечайки из высоколегированной коррозионностойкой стали, которыми перекрывают внутреннее покрытие трубопровода, и закрепляют их путем раздачи в радиальном направлении, устанавливают катушку с внутренним покрытием, где их концы плакированы обечайками из высоколегированной коррозионностойкой стали, и соединяют катушку с концами трубопровода сваркой по технологии сварки двухслойных сталей.
2. Способ по п. 1, отличающийся тем, что на обечайках со стороны торцов катушки и трубопровода делают утолщения путем размещения колец из высоколегированной коррозионностойкой стали.
3. Способ по п. 1, отличающийся тем, что на обечайках со стороны внутреннего покрытия катушки и трубопровода устанавливают уплотнительные элементы.
4. Способ по п. 1, отличающийся тем, что на обечайки со стороны внутреннего покрытия катушки и трубопровода наносят герметик на основе термореактивных или термопластичных пластмасс.
| СПОСОБ РЕМОНТА ТРУБОПРОВОДА | 2006 |
|
RU2339866C2 |
| Способ крепления поверхности литейных форм | 1960 |
|
SU136520A1 |
| Пеногаситель в производстве антибиотиков | 1951 |
|
SU99098A1 |
| СПОСОБ ЗАЩИТЫ ОТ КОРРОЗИИ ЗОНЫ СВАРНОГО СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ТРУБ С ВНУТРЕННИМ ПРОТИВОКОРРОЗИОННЫМ ПОКРЫТИЕМ | 2007 |
|
RU2342588C1 |
| US 20090129853 A1, 21.05.2009. | |||

