Область техники, к которой относится изобретение
Настоящее изобретение относится к способу изготовления поглощающего элемента.
Предшествующий уровень техники
При изготовлении поглощающего изделия, такого как подгузник одноразового использования, гигиеническая прокладка и прокладка, используемая при недержании, исходный материал для изготовления поглощающего элемента (волокнистый материал, такой как разделенная на волокна целлюлоза, частицы полимера со сверхвысокой поглощающей способностью и тому подобное), который подается посредством воздушной струи, при его всасывании осаждается в углублении, образованном на наружной окружной периферийной поверхности вращающегося барабана, и осажденную совокупность, которая осаждена во внутреннем пространстве углубления, используют в качестве поглощающего элемента в состоянии «как есть» или в виде элемента, покрытого проницаемым листовым материалом.
Кроме того, были известны технология изготовления поглощающего элемента, включающего в себя множество зон с отличающейся друг от друга массой частиц на 1 м2, посредством выполнения пористой зоны и непористой зоны на нижней поверхности углубления, на которой осаждается исходный материал для изготовления поглощающего элемента, и варьирования каждого количества частиц, подлежащих осаждению в обеих зонах (см. патентный литературный источник 1), и технология регулирования количества наслаиваемых волокон в поглощающем элементе посредством выполнения множества зон на нижней поверхности углубления, на которой осаждается исходный материал для изготовления поглощающего элемента, и варьирования всасывающей силы для каждой зоны (см. патентный литературный источник 2).
Кроме того, в патентном литературном источнике 3 раскрыто изготовление поглощающего элемента, при котором выпуклая часть образована на пористой пластине на нижней поверхности, образующей нижнюю поверхность углубления, на которой осаждается исходный материал для изготовления поглощающего элемента, и в указанном поглощающем элементе часть, соответствующая выпуклой части, становится отсутствующей частью (частью без наслаиваемых волокон).
Кроме того, в патентном литературном источнике 4 раскрыт барабан для формования поглощающей сердцевины, в котором выпуклая часть, проходящая так, чтобы она была длинной в направлении вдоль окружности барабана, образована на нижней поверхности отформованного углубления, в котором осаждается исходный материал.
Перечень ссылок
Патентная литература
Патентный литературный источник 1: JP 2009-232959 А
Патентный литературный источник 2: JP 2004-222774 А
Патентный литературный источник 3: JP 2008-206539 А
Патентный литературный источник 4: Выложенная заявка на патент США No. 2006/105075 А1.
Краткое изложение сущности изобретения
Техническая проблема
В соответствии с технологией по патентному литературному источнику 1 пористая зона и непористая зона образованы на одном опорном элементе, имеющем форму плоской пластины, посредством травления или перфорирования. Соответственно, количество осаждаемого волокна постепенно изменяется в граничной части между пористой зоной и непористой зоной.
Кроме того, поскольку в соответствии с технологией по патентному литературному источнику 2 множество зон, на которые воздействуют разные всасывающие силы, также образованы на одной пластине, количество осаждаемого волокна постепенно изменяется в граничной части между соседними зонами. Соответственно, при использовании технологий по приведенным литературным источникам 1 и 2 трудно получить поглощающий элемент, имеющий часть с высокой плотностью и часть с низкой плотностью с большой разницей по плотности.
Кроме того, в соответствии с патентным литературным источником 3 цель выполнения выпуклой части на пластине, образующей нижнюю поверхность, состоит в получении поглощающего элемента, имеющего отсутствующую часть, посредством предотвращения осаждения исходного материала в части, соответствующей выпуклой части, как описано выше. Соответственно, в патентном литературном источнике 3 отсутствует описание получения осажденной совокупности, имеющей множество соответствующих зон с разным количеством осажденных волокон, при осаждении волокна на выпуклой части и описание изготовления поглощающего элемента, имеющего часть с высокой плотностью и часть с низкой плотностью с большой разницей по плотности, посредством использования вышеуказанной технологии.
Кроме того, в патентном литературном источнике 4 раскрыты конструкция, в которой участок выпуклой части выступает от окружной периферийной поверхности барабана и проникающее отверстие образовано в поглощающей сердцевине, подлежащей изготовлению, так что плотность и поверхностная плотность уменьшаются посредством выпуклой части за счет разделения части отформованного углубления, в которой образуется часть с высокой плотностью смеси, и выпуклой части, и конструкция, в которой высота частично изменяется в одной выпуклой части, в качестве предпочтительных конструкций. Однако отсутствует описание, относящееся к определенной идее, относящейся к тому, как образовать часть с высокой плотностью и часть с низкой плотностью с четко различающейся плотностью.
Соответственно, настоящее изобретение относится к способу изготовления поглощающего элемента, обеспечивающему возможность эффективного изготовления поглощающего элемента, имеющего часть с высокой плотностью и часть с низкой плотностью с четко различающейся плотностью.
Решение проблемы
В соответствии с одним аспектом настоящего изобретения разработан способ изготовления поглощающего элемента, включающий: этап осаждения, на котором происходит осаждение исходного материала для поглощающего элемента, подаваемого вместе с воздушным потоком, в углублении, которое выполнено на наружной окружной периферийной поверхности вращающегося барабана, посредством всасывания; и этап сжатия, на котором происходит сжатие и сдавливание осажденной совокупности, извлеченной из внутреннего пространства углубления, при этом углубление имеет всасывающую часть, которая образована из пористой пластины для выполнения всасывания со стороны нижней поверхности, и невсасывающую часть, имеющую воздухонепроницаемую нижнюю поверхность, чтобы не происходило всасывания со стороны нижней поверхности, при этом глубина невсасывающей части от наружной окружной периферийной поверхности вращающегося барабана меньше глубины всасывающей части от наружной окружной периферийной поверхности вращающегося барабана; при этом осажденную совокупность получают на этапе осаждения посредством осаждения исходного материала в углублении; и поглощающий элемент, имеющий часть с высокой плотностью и часть с низкой плотностью, которые отличаются друг от друга по плотности, получают на этапе сжатия посредством сжатия осажденной совокупности, извлеченной из углубления.
Настоящее изобретение предпочтительно включает в себя следующие составляющие элементы.
(1) Поглощающий элемент представляет собой поглощающий элемент, в котором часть, соответствующая всасывающей части, представляет собой часть с высокой плотностью, и часть, соответствующая невсасывающей части, представляет собой часть с низкой плотностью.
(2) Углубление имеет множество всасывающих частей, каждая из которых имеет прямоугольную нижнюю поверхность в качестве всасывающей части, и множество всасывающих частей образованы в направлении вдоль окружности и в направлении ширины вращающегося барабана.
(3) Разделительный элемент, включающий в себя множество первых перегородок, проходящих в направлении вдоль окружности вращающегося барабана, и множество вторых перегородок, проходящих в направлении ширины вращающегося барабана, расположен внутри углубления, и нижняя поверхность невсасывающей части образована разделительным элементом.
(4) Первые перегородки и вторые перегородки соединены.
(5) Углубление имеет конструкцию, в которой всасывающая часть и невсасывающая часть образованы соответственно с удлиненной формой в направлении вдоль окружности вращающегося барабана, образовано множество невсасывающих частей, и всасывающая часть и невсасывающая часть образованы попеременно в направлении ширины вращающегося барабана.
(6) Углубление имеет конструкцию, в которой всасывающая часть и невсасывающая часть образованы соответственно с удлиненной формой в направлении ширины вращающегося барабана, образовано множество невсасывающих частей, и всасывающая часть и невсасывающая часть образованы попеременно в направлении вдоль окружности вращающегося барабана.
(7) Нижняя поверхность невсасывающей части образована воздухонепроницаемым элементом, который расположен на пористой пластине, и воздухонепроницаемый элемент имеет часть боковой поверхности, имеющую участок с линейной формой в направлении толщины.
(8) Осажденную совокупность сжимают на этапе сжатия между валиками, каждый из которых имеет гладкую поверхность, или между двумя тиснильными валиками, в которых выпуклая часть для тиснения предусмотрена на одном из двух валиков или на обоих валиках.
(9) Часть с высокой плотностью и часть с низкой плотностью сжимают на этапе сжатия так, чтобы они имели одинаковую кажущуюся толщину.
(10) Части с высокой плотностью отделены друг от друга посредством части с низкой плотностью в поглощающем элементе.
Предпочтительные эффекты изобретения
В соответствии со способом изготовления поглощающего элемента по настоящему изобретению может быть эффективно изготовлен поглощающий элемент, имеющий часть с высокой плотностью и часть с низкой плотностью с четкой различающейся плотностью.
Краткое описание чертежей
[Фиг.1] Фиг.1 представляет собой схематический вид, иллюстрирующий пример устройства для изготовления поглощающего элемента, которое может быть использовано для реализации на практике способа изготовления поглощающего элемента по настоящему изобретению.
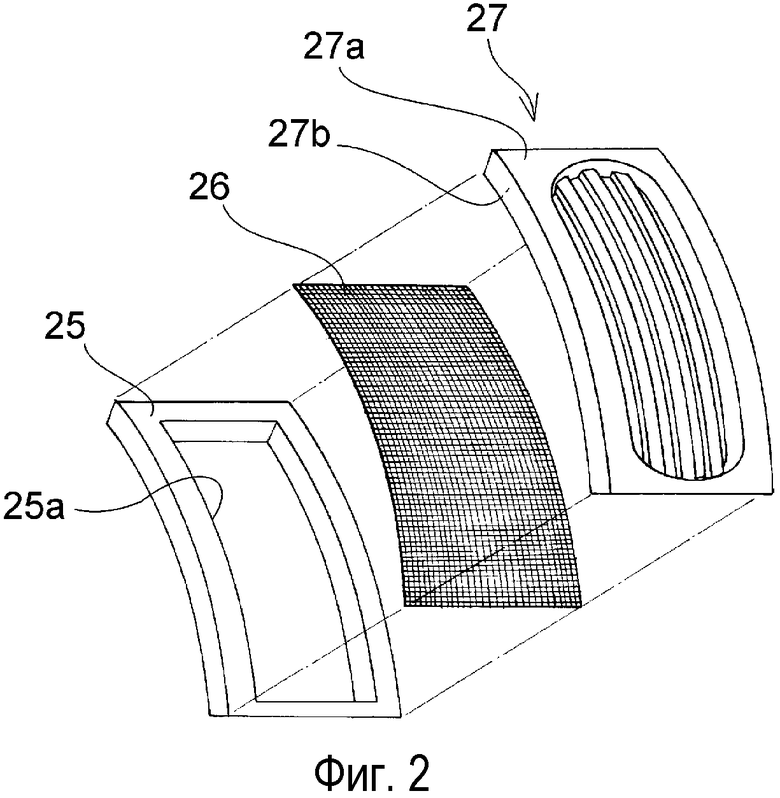
[Фиг.2] Фиг.2 представляет собой выполненный с пространственным разделением элементов вид в перспективе наружной периферийной части вращающегося барабана в устройстве, проиллюстрированном на Фиг.1.
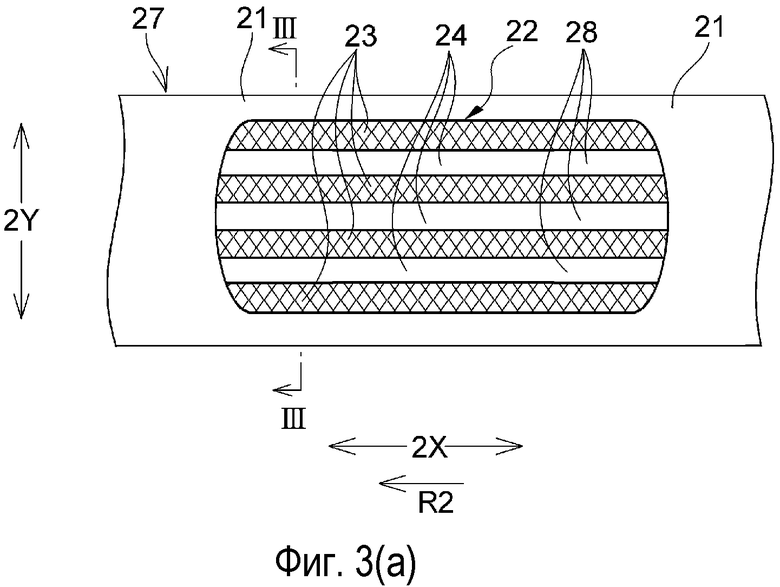
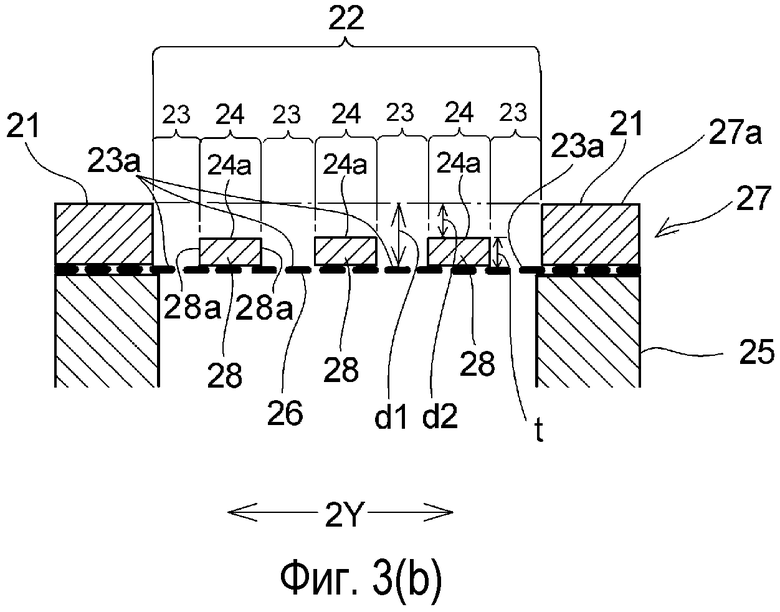
[Фиг.3] Фиг. 3(а) и 3(b) представляют собой виды, иллюстрирующие участок наружной окружной периферийной части вращающегося барабана в устройстве, проиллюстрированном на Фиг.1, при этом Фиг.3(а) представляет собой развернутый вид наружной окружной периферийной части, и Фиг.3(b) представляет собой сечение, выполненное по линии III-III на Фиг.3(а).
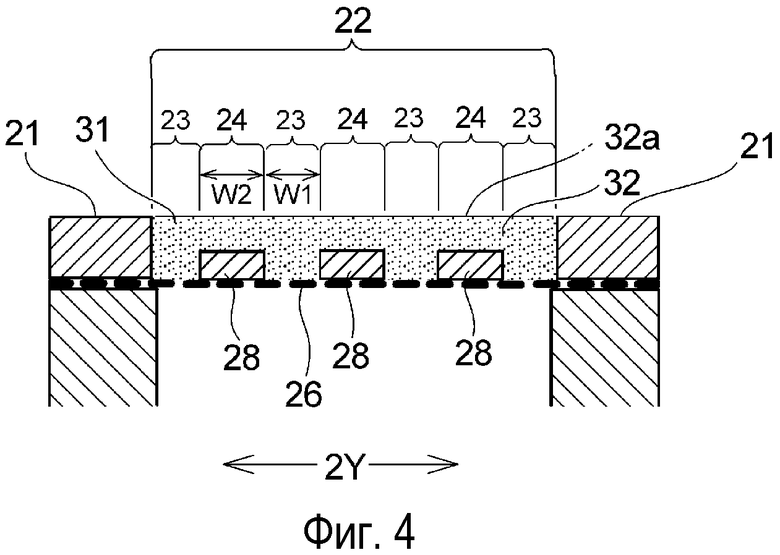
[Фиг.4] Фиг.4 представляет собой сечение (соответствующее изображению на Фиг.3(b)), иллюстрирующее часть углубления, в котором осаждается волокнистый материал.
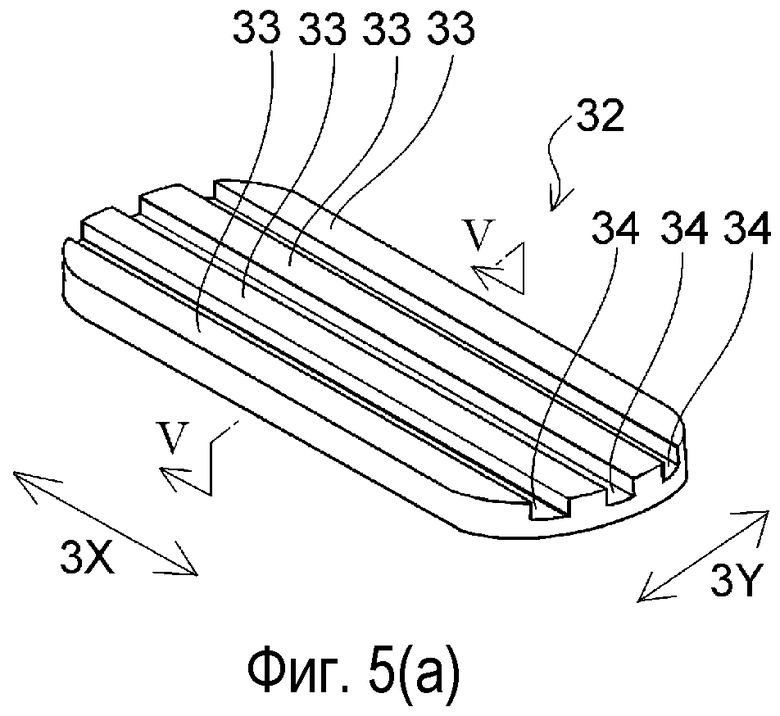
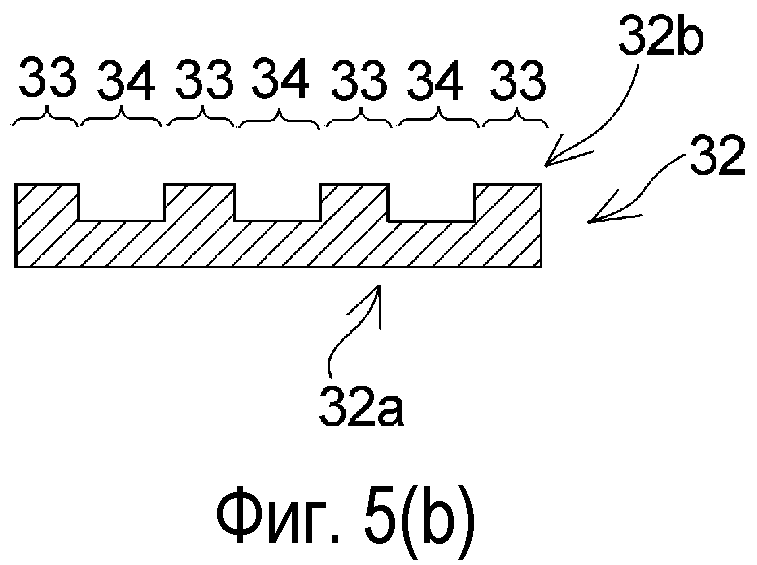
[Фиг.5] Фиг.5(а) представляет собой вид в перспективе, иллюстрирующий осажденную совокупность, которая извлечена из углубления устройства, проиллюстрированного на Фиг.1, и Фиг.5(b) представляет собой сечение осажденной совокупности, выполненное по линии V-V.
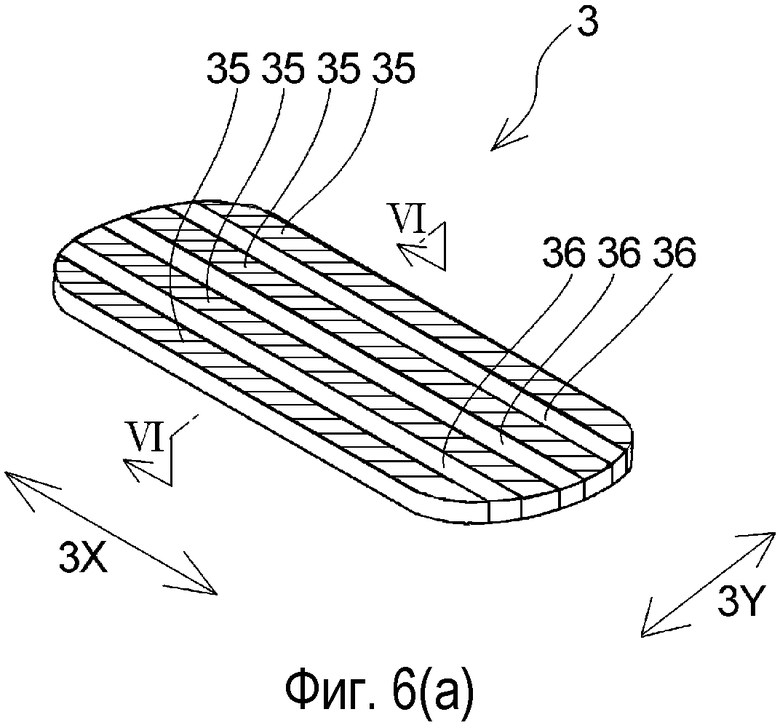
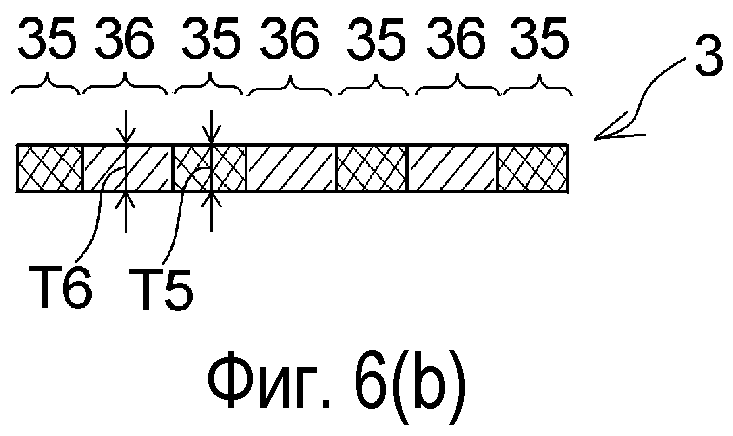
[Фиг.6] Фиг.6(а) представляет собой вид в перспективе, иллюстрирующий пример поглощающего элемента, полученного посредством выполнения сжатия осажденной совокупности, проиллюстрированной на Фиг. 5(а) и 5(b), под действием давления, и Фиг.6(b) представляет собой сечение поглощающего элемента, выполненное по линии VI-VI.
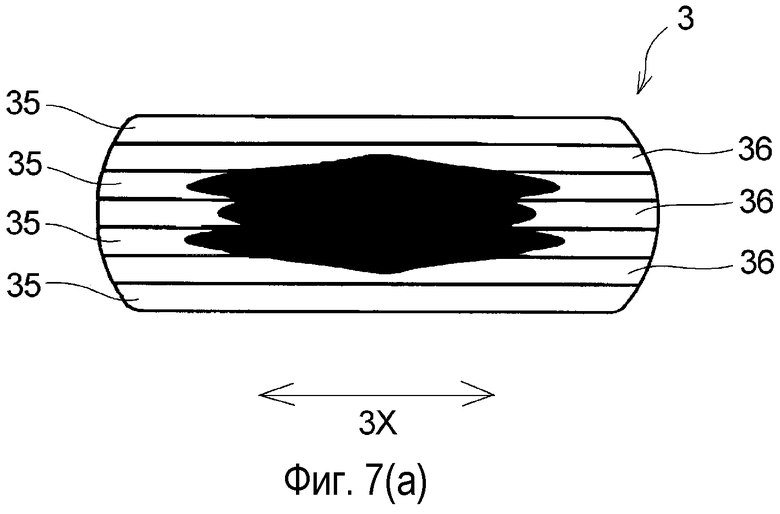
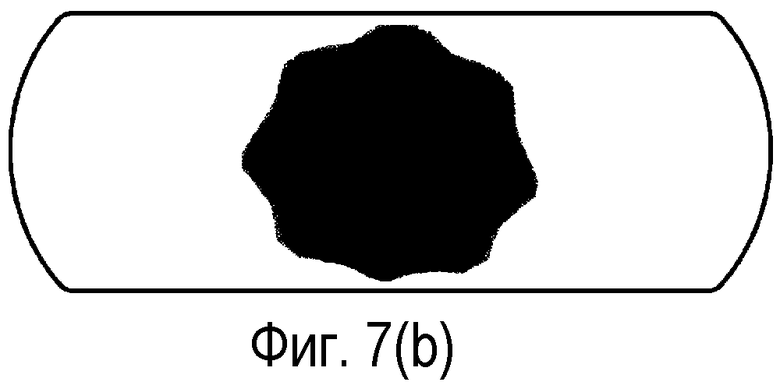
[Фиг.7] Фиг.7(а) представляет собой разъясняющий вид, иллюстрирующий функцию регулирования направления диффузии, выполняемую поглощающим элементом, полученным в соответствии с настоящим изобретением, и Фиг.7(b) представляет собой вид, иллюстрирующий случай с обычным поглощающим элементом, не имеющим функции регулирования направления диффузии.
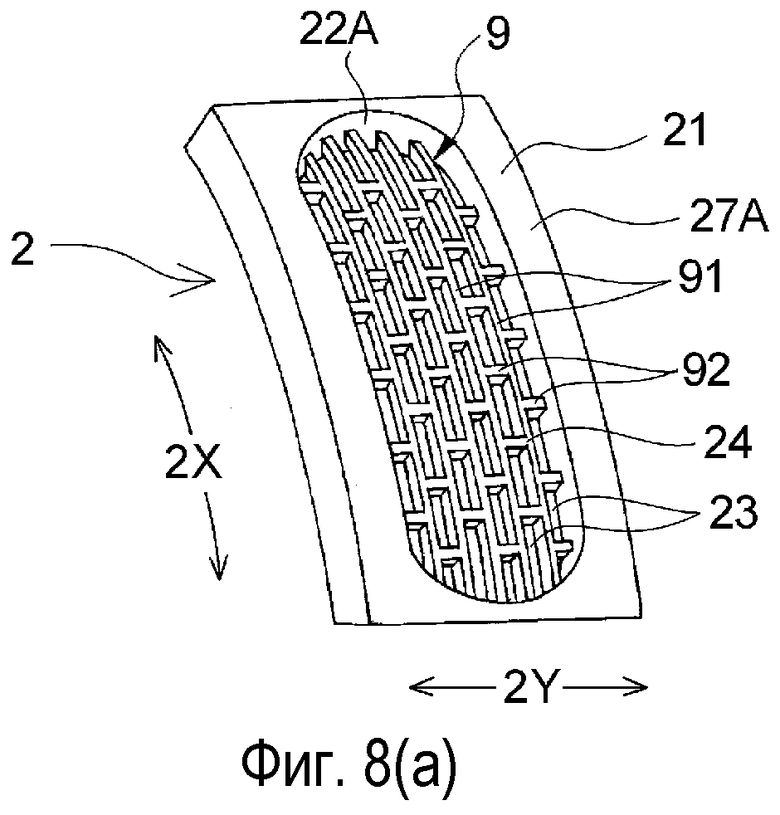
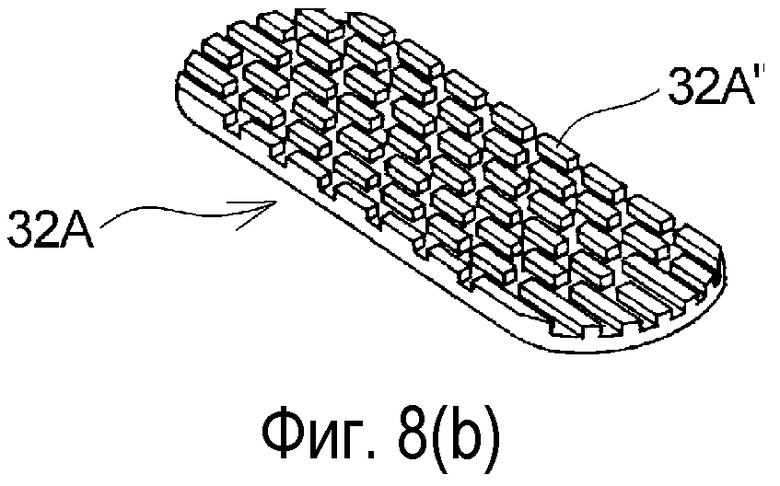
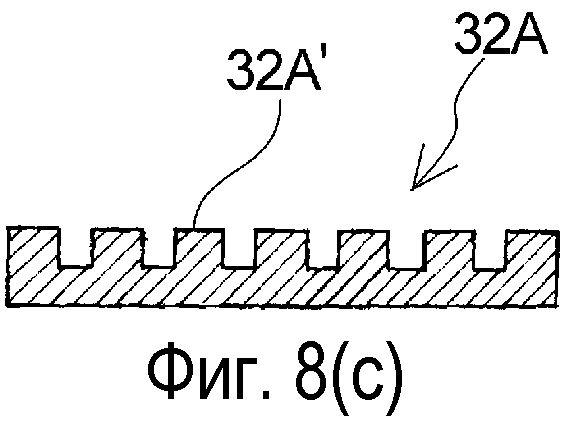
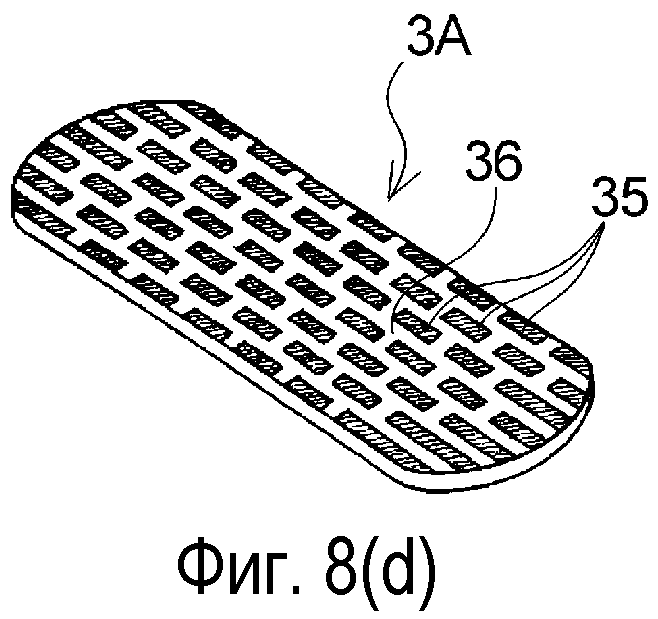
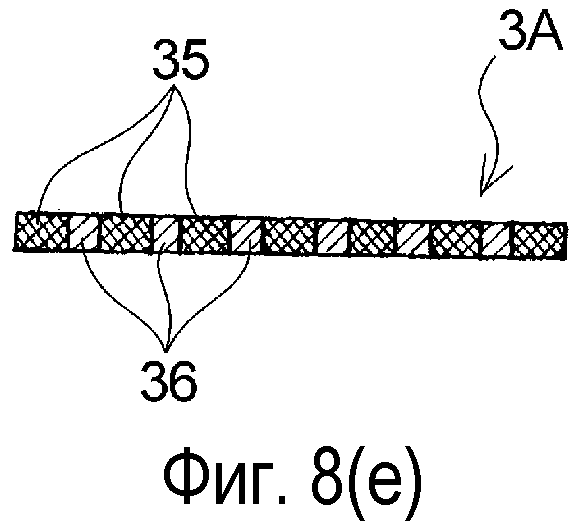
[Фиг.8] Фиг.8(а)-8(е) представляют собой виды, иллюстрирующие другой вариант осуществления настоящего изобретения. Фиг.8(а) представляет собой вид в перспективе, иллюстрирующий углубление и его периферию в соответствии с данным вариантом осуществления, Фиг.8(b) представляет собой вид в перспективе, иллюстрирующий осажденную совокупность, извлеченную из углубления, Фиг.8(с) представляет собой сечение, иллюстрирующее участок в направлении ширины в центре в продольном направлении осажденной совокупности, Фиг.8(d) представляет собой вид в перспективе, иллюстрирующий поглощающий элемент, полученный посредством выполнения сжатия осажденной совокупности, проиллюстрированной на Фиг.8(b), под действием давления, и Фиг.8(е) представляет собой сечение, иллюстрирующее участок в направлении ширины в центре в продольном направлении поглощающего элемента.
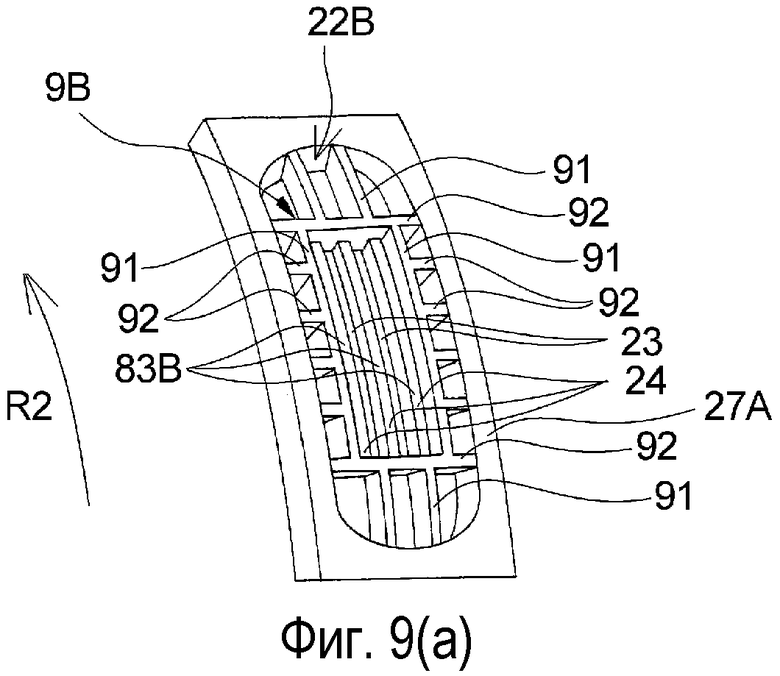
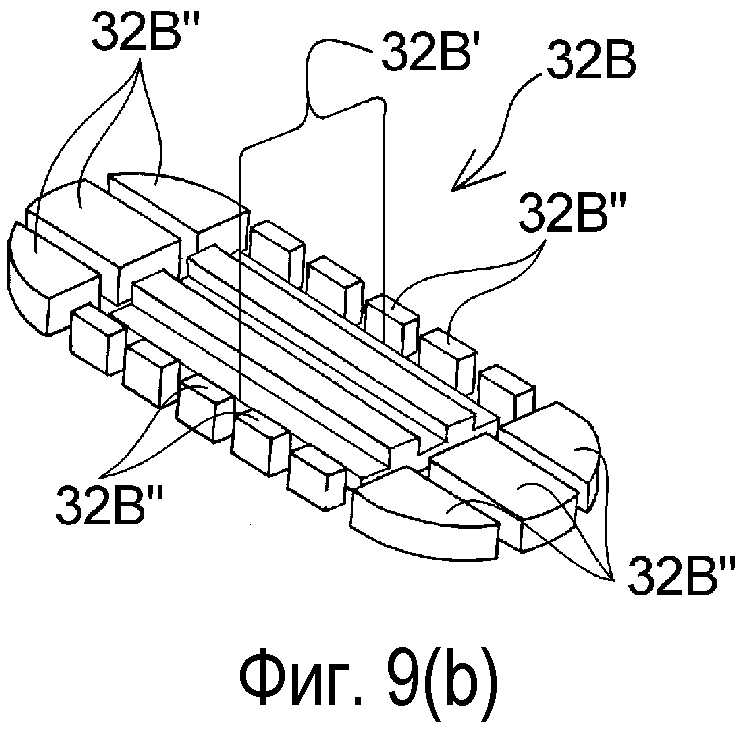
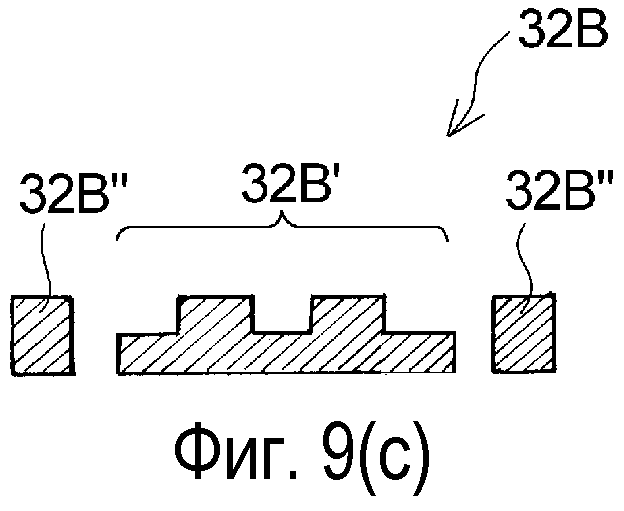
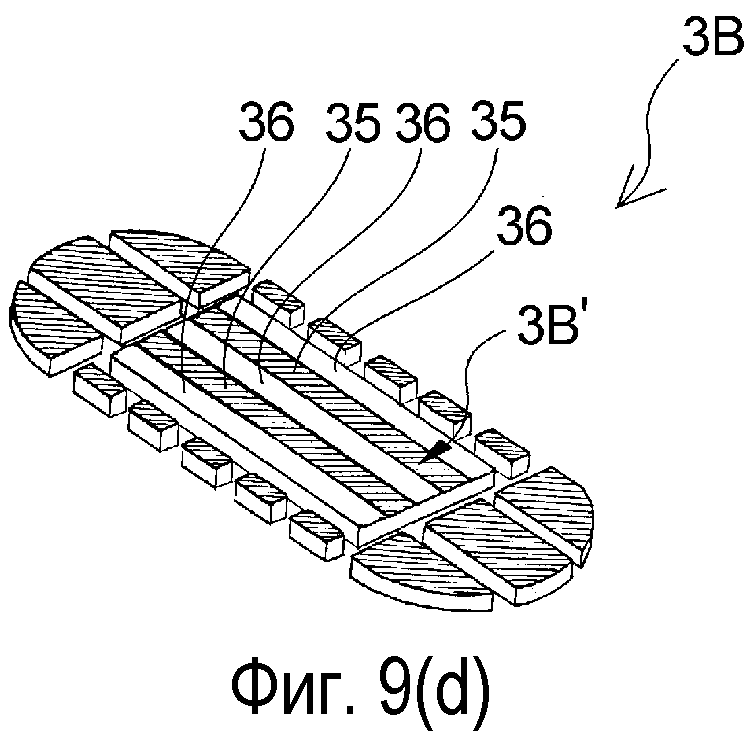
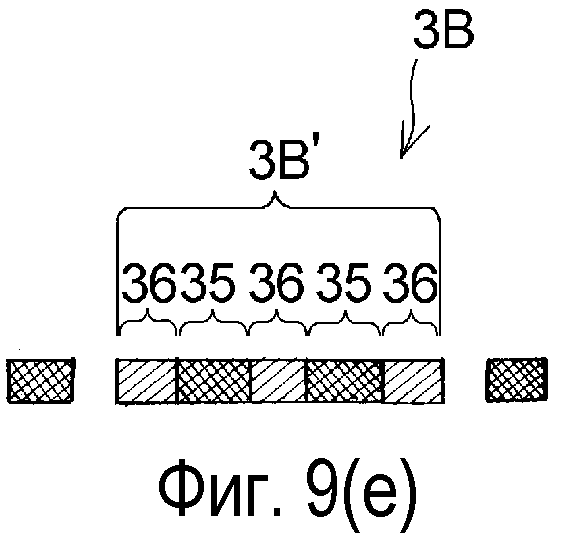
[Фиг.9] Фиг. 9(а)-9(е) представляют собой виды, иллюстрирующие еще один вариант осуществления настоящего изобретения. Фиг.9(а) представляет собой вид в перспективе, иллюстрирующий углубление и его периферию в соответствии с данным вариантом осуществления, Фиг.9(b) представляет собой вид в перспективе, иллюстрирующий осажденную совокупность, извлеченную из углубления, Фиг.9(с) представляет собой сечение, иллюстрирующее участок в направлении ширины в центре в продольном направлении осажденной совокупности, Фиг.9(d) представляет собой вид в перспективе, иллюстрирующий поглощающий элемент, полученный посредством выполнения сжатия осажденной совокупности, проиллюстрированной на Фиг.9(b), под действием давления, и Фиг.9(е) представляет собой сечение, иллюстрирующее участок в направлении ширины в центре в продольном направлении поглощающего элемента.
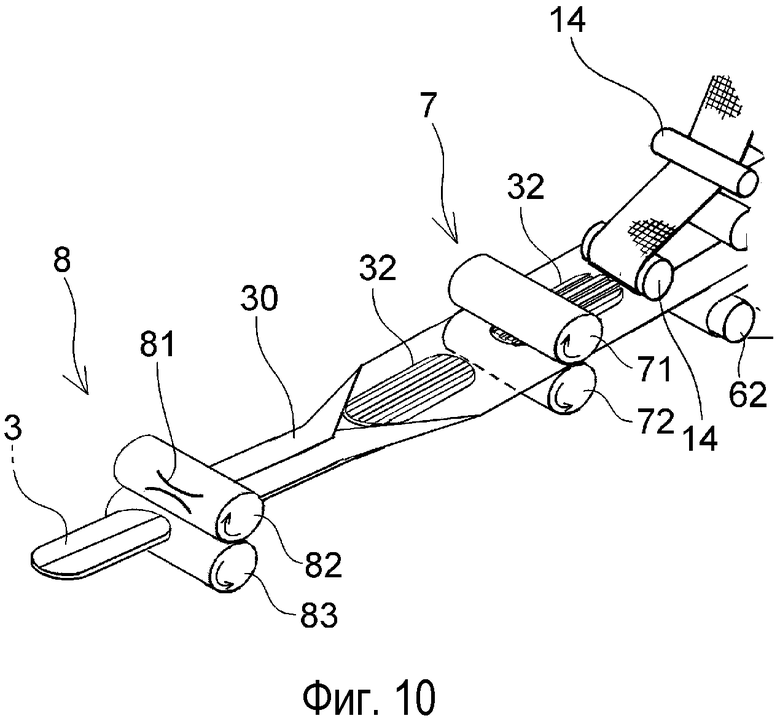
[Фиг.10] Фиг.10 представляет собой вид, иллюстрирующий часть устройства для изготовления поглощающего элемента для другого варианта осуществления способа изготовления поглощающего элемента по настоящему изобретению.
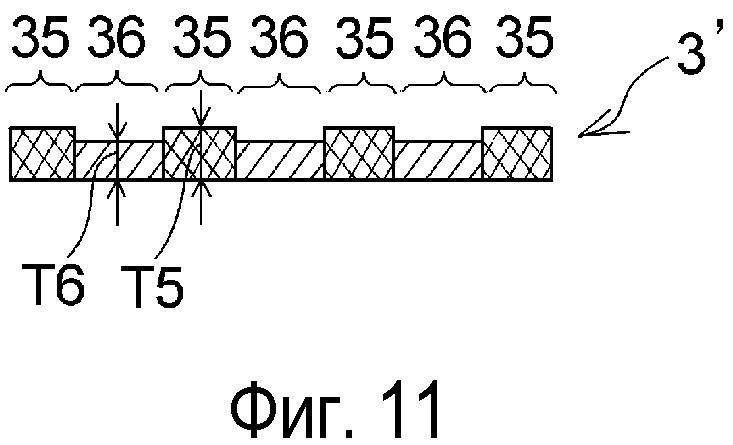
[Фиг.11] Фиг.11 представляет собой вид, иллюстрирующий другой пример поглощающего элемента, изготовленного в соответствии с настоящим изобретением, при этом данный вид соответствует виду по Фиг.6(b).
Описание вариантов осуществления
В дальнейшем настоящее изобретение будет описано на основе предпочтительного варианта осуществления со ссылкой на чертежи.
Фиг.1 иллюстрирует пример устройства для изготовления, выполненного с возможностью использования для реализации на практике способа изготовления поглощающего элемента по настоящему изобретению.
Устройство 1 для изготовления поглощающих элементов, проиллюстрированное на Фиг.1, включает в себя вращающийся барабан 2, который приводится во вращение в направлении стрелки R2, короб 4, по которому волокнистый материал, представляющий собой исходный материал для изготовления поглощающего элемента, подается к наружной окружной периферийной поверхности вращающегося барабана 2, передаточный валик 5, который расположен наискосок внизу по отношению к вращающемуся барабана 2 и приводится во вращение в направлении стрелки R5, вакуумный конвейер 6, который расположен ниже передаточного валика 5, сжимающее устройство 7 и режущее устройство 8.
Кроме того, в устройстве 1 для изготовления вакуумная камера 11 расположена между коробом 4 и передаточным валиком 5 в направлении вдоль окружности вращающегося барабана 2, сетчатая лента 13 расположена так, что она проходит между вакуумной камерой 11 и вращающимся барабаном 2 и между передаточным валиком 5 и вращающимся барабаном 2, и воздухозащитная пластина 15 расположена рядом с наружной окружной периферийной поверхностью передаточного валика 5.
Как проиллюстрировано на Фиг.1, вращающийся барабан 2 имеет форму цилиндра и приводится во вращение вокруг горизонтальной оси при приеме энергии от источника энергии, такого как двигатель. Как проиллюстрировано на Фиг.3, вращающийся барабан 2 выполнен с множеством углублений 22 на его наружной окружной периферийной поверхности 21, в которых осаждается волокнистый материал, представляющий собой исходный материал для изготовления поглощающего элемента. Многочисленные углубления 22 вращающегося барабана 2 образованы с заданными интервалами в направлении вдоль окружности (в направлении 2Х) вращающегося барабана 2. На Фиг.3 направление 2Х обозначает направление вдоль окружности вращающегося барабана 2, и направление 2Y обозначает направление ширины вращающегося барабана 2 (направление, параллельное оси вращения вращающегося барабана 2).
Как проиллюстрировано на Фиг. 2 и 3, вращающийся барабан 2 включает в себя цилиндрический рамный элемент 25, который образован из изготовленного из металла, жесткого элемента, пористую пластину 26, которая прикреплена так, что она перекрывает сторону наружной поверхности рамного элемента 25, и пластину 27 для формирования рельефа, которая прикреплена так, что она перекрывает сторону наружной поверхности пористой пластины 26. Множество разных известных способов крепления, таких как крепление посредством болтов и клея, могут быть использованы без особых ограничений в качестве средств крепления для пористой пластины 26, пластины 27 для формирования рельефа и тому подобного.
Рамный элемент 25 выполнен с формой, образующей ступеньку, являющуюся круговой и соединяющей его верхний и нижний концы, и выполнен с соединительными отверстиями 25а, соответственно предусмотренными у соответствующих углублений 22 и проходящими через его внутреннюю и наружную поверхности.
Пористая пластина 26 имеет некоторое количество пор и обеспечивает возможность прохода только воздуха, поскольку она блокирует проход волокнистого материала, представляющего собой исходный материал для изготовления поглощающего элемента, который подается вместе с воздушным потоком. В качестве пористой пластины 26 что-либо, что обычно используется для подобного типа устройств для наслаивания волокон, может быть использовано без особых ограничений. Например, в качестве пористой пластины 26 можно использовать выполненную из металла или выполненную из полимера, сетчатую пластину, выполненную из металла или выполненную из полимера пластину, имеющую некоторое число пор, образованных травлением или перфорированием, или тому подобное.
Пластина 27 для формирования рельефа выполнена с наружной поверхностью 27а, которая образует наружную окружную периферийную поверхность 21 вращающегося барабана 2, и внутренней поверхностью 27b, которая ориентирована к стороне оси вращения вращающегося барабана 2, и имеет пространство с формой, соответствующей форме сплошной части в углублениях 22 между наружной поверхностью 22а и внутренней поверхностью 27b. В качестве пластины 27 для формирования рельефа что-либо, что обычно используется для подобного типа устройств для наслаивания волокон, может быть использовано без особых ограничений. Например, в качестве пластины 27 для формирования рельефа можно использовать пластину, в которой открытая часть и невсасывающая часть образованы посредством выполнения механической обработки пластины, выполненной из полимера или металла, такого как нержавеющая сталь и алюминий, пластину, в которой открытая часть и невсасывающая часть образованы как объединенные в одно целое формованием, пластину, которую перекрывает часть, подвергнутая перфорированию или травлению, или тому подобное.
Как проиллюстрировано на Фиг.3(b), углубление 22 выполнено с всасывающей частью 23, которая имеет нижнюю поверхность 23а, образованную пористой пластиной 26, и которая обеспечивает выполнение всасывания со стороны нижней пластины 23а, когда углубление 22 проходит над упомянутой позднее зоной В, и с невсасывающей частью 24, которая имеет воздухонепроницаемую нижнюю поверхность 24а и которая не обеспечивает выполнения всасывания со стороны нижней поверхности 24а даже тогда, когда углубление 22 проходит над упомянутой позднее зоной В.
Более точно, как проиллюстрировано на Фиг.3(а), всасывающая часть 23 и невсасывающая часть 24 образованы соответственно с формой, удлиненной в направлении (2Х) вдоль окружности вращающегося барабана. Соответственно образованы множество всасывающих частей 23 и множество невсасывающих частей 24. Невсасывающая часть 24 проходит линейно в направлении (2Х) вдоль окружности вращающегося барабана 2, и ее ширина W2 (см. Фиг.4) является постоянной в направлении (2Х) вдоль окружности вращающегося барабана 2. Кроме того, ширина W2 невсасывающих частей 24 является одинаковой в направлении глубины углубления 22. Кроме того, всасывающая часть 23 и невсасывающая часть 24 образованы попеременно в направлении (2Y) ширины вращающегося барабана. Кроме того, как проиллюстрировано на Фиг.3(b), нижняя поверхность 24а невсасывающей части 24 образована воздухонепроницаемым элементом 28, который расположен на пористой пластине 26, так что всасывание со стороны нижней поверхности 24а не выполняется.
Углубление 22 имеет разную глубину всасывающей части 23 и невсасывающей части 24, измеряемую от наружной окружной периферийной поверхности 21 вращающегося барабана 2. Глубина невсасывающей части 24 от наружной окружной периферийной поверхности 21 вращающегося барабана 2 меньше глубины всасывающей части 23 от наружной окружной периферийной поверхности 21 вращающегося барабана 2. То есть, как проиллюстрировано на Фиг.3(b), несмотря на то, что глубина d1 всасывающей части 23 такая же, как толщина пластины 27 для формирования рельефа, глубина d2 невсасывающей части 24 представляет собой глубину (d1-t), полученную посредством вычитания величины толщины t воздухонепроницаемого элемента 28 из толщины пластины 27 для формирования рельефа.
Глубину d1 всасывающей части 23 и глубину d2 невсасывающей части 24 получают посредством измерения расстояния от наружной окружной периферийной поверхности 21 вращающегося барабана 2 до нижних поверхностей 23а, 24а соответствующих частей 23, 24 вдоль прямой линии, перпендикулярной к оси вращения (осевой линии) вращающегося барабана 2. Толщину t воздухонепроницаемого элемента 28 измеряют аналогичным образом.
Таким образом, благодаря тому, что всасывающая часть 23 и невсасывающая часть 24, имеющая воздухонепроницаемый элемент 28, расположены в углублении 22, в котором осаждается волокнистый материал в качестве исходного материала для изготовления поглощающего элемента, и что глубина d2 невсасывающей части 24 образована как меньшая, чем глубина d1 всасывающей части 23, становится легко обеспечить большое различие между количеством волокнистого материала, осажденного во всасывающей части 23, и его количеством, осажденным в невсасывающей части 24, при осаждении волокнистого материала как во всасывающей части 23, так и в невсасывающей части 24.
В каждом углублении 22 толщина t воздухонепроницаемого элемента 28 является постоянной в направлении (2Х) вдоль окружности барабана 2, и глубина d2 невсасывающей части 24 является постоянной также в направлении (2Х) вдоль окружности барабана 2. Более точно, воздухонепроницаемый элемент 28 имеет толщину, постоянную на всей его протяженности, и образует плоскую нижнюю поверхность 24а. Благодаря тому, что глубина d2 невсасывающей части 24 является постоянной в направлении (2Х) вдоль окружности барабана 2, верхняя поверхность 32а волокнистого материала, осажденного в углублении 22, с большей вероятностью будет гладкой на всей протяженности невсасывающей части 24. С аналогичной точки зрения предпочтительно, чтобы глубина d2 невсасывающей части 24 также была постоянной в направлении (2Y) ширины барабана 2. Кроме того, в том случае, когда множество невсасывающих частей 24 расположены в одном углублении 22, предпочтительно, чтобы их глубина d2 была одинаковой у всех невсасывающих частей 24.
Благодаря тому, что верхняя поверхность 32а волокнистого материала, осажденного в углублении 22, является гладкой, количество волокнистого материала во всасывающей части и в невсасывающей части становится таким, как было задано. Соответственно, имеется преимущество, заключающееся в том, что может быть обеспечена заданная поглощающая способность.
В примере, проиллюстрированном на Фиг. 2 и 3, воздухонепроницаемый элемент 28, предназначенный для образования невсасывающей части 24, образует часть конструкции пластины 27 для формирования рельефа. Более точно, воздухонепроницаемый элемент 28, имеющий прямоугольное сечение, образован как одно целое для образования поверхности, расположенной на одном уровне с внутренней поверхностью 27b пластины 27 для формирования рельефа, выполненной из синтетического полимера. Воздухонепроницаемый элемент 28 в данном варианте осуществления зафиксирован опосредованно на пористой пластине 26 посредством закрепления пластины 27 для формирования рельефа, образующей одно целое с воздухонепроницаемым элементом 28, на рамном элементе 25 и/или пористой пластине 26. Тем не менее, нижняя поверхность воздухонепроницаемого элемента 28 может быть закреплена непосредственно на пористой пластине 26.
Зоны В, С и D, которые отделены друг от друга перегородками, образованы с внутренней стороны (со стороны оси вращения) вращающегося барабана 2. Известное вытяжное устройство (непроиллюстрированное), такое как вытяжной вентилятор, соединено с зоной В. Во внутреннем пространстве зоны В может поддерживаться отрицательное давление за счет приведения в действие вытяжного устройства. Наружный воздух поступает в зону С при всасывании со стороны упомянутой позднее, вакуумной камеры 11. Наружный воздух поступает в зону D при всасывании со стороны передаточного валика 5. Для хорошего выполнения перемещения над зоной С (перемещения осажденной совокупности на передаточный валик и тому подобного) зона С отделена перегородкой от зоны D, которая должна представлять собой зону за зоной перемещения. Также существует возможность надежным образом выполнить выдувание из зоны С по направлению к вакуумной камере 11. В данном случае один конец вращающегося барабана 2 в аксиальном направлении оси вращения будет закрыт пластиной, которая вращается вместе с вращающимся барабаном 2 как одно целое, и другой конец закрыт с обеспечением воздухонепроницаемости невращающейся пластиной. Кроме того, зоны В - D отделены друг от друга пластинами, которые расположены от стороны оси вращения вращающегося барабана 2 по направлению к внутренней поверхности вращающегося барабана 2.
Как проиллюстрировано на Фиг.1, сторона одного конца короба 4 закрывает наружную окружную периферийную поверхность вращающегося барабана 2, расположенную над зоной В, и устройство для ввода волокнистого материала предусмотрено со стороны другого конца (непроиллюстрированной). Например, устройство для ввода волокнистого материала включает в себя измельчающее устройство, которое измельчает и преобразует древесную целлюлозу в виде листов в разделенную на волокна целлюлозу и которое обеспечивает подачу разделенной на волокна целлюлозы (волокнистого материала) в короб. Также существует возможность размещения части для ввода поглощающего полимера, которая обеспечивает ввод частиц поглощающего полимера, в середине короба 4.
Всасывание со стороны нижней поверхности 23а вышеупомянутой всасывающей части 23 выполняется, когда каждое углубление 22 вращающегося барабана 2 проходит над зоной В, в которой поддерживается отрицательное давление. Благодаря всасывающему воздействию со стороны пор нижних поверхностей 23а имеет место воздушный поток в коробе 4, предназначенный для перемещения исходного материала для изготовления поглощающего элемента, введенного в части для ввода волокнистого материала или в части для ввода поглощающего полимера, к наружной окружной периферийной поверхности вращающегося барабана 2. Исходный материал, перемещенный вместе с воздушным потоком, осаждается во внутреннем пространстве углубления 22. Осажденный исходный материал становится осажденной совокупностью 32.
Передаточный валик 5 включает в себя воздухопроницаемую наружную окружную периферийную часть, которая имеет форму цилиндра, и наружная окружная периферийная часть приводится во вращение вокруг горизонтальной оси при приеме энергии от источника энергии, такого как двигатель. Зона Е, выполненная с возможностью снижения давления с ее внутренней стороны, образована в невращающейся части с внутренней стороны (со стороны оси вращения) передаточного валика 5. Известное вытяжное устройство (непроиллюстрированное), такое как вытяжной вентилятор, соединено с зоной Е. Во внутреннем пространстве зоны Е может поддерживаться отрицательное давление при приведении в действие вытяжного устройства.
Некоторое количество всасывающих отверстий, которые обеспечивают сообщение между внутренним пространством и наружным пространством, образовано в наружной окружной периферийной поверхности 51 передаточного валика 5. Воздух всасывается из наружного пространства во внутреннее пространство, когда всасывающие отверстия перемещаются над зоной Е, в которой поддерживается отрицательное давление. Под действием всасывающей силы осажденная совокупность 32 в углублении 22 плавно перемещается от верхней части вращающегося барабана 2 на передаточный валик 5.
Вакуумный конвейер 6 включает в себя бесконечную воздухопроницаемую конвейерную ленту 63, которая охватывает в виде замкнутого контура приводной ролик 61 и ведомые ролики 62, 62, и вакуумную камеру 64, которая расположена в месте напротив передаточного валика 5 под воздухопроницаемой конвейерной лентой 64.
Вакуумная камера 11, имеющая коробчатую форму с верхней и нижней поверхностями, обеими боковыми поверхностями и задней поверхностью, имеет открытую часть, которая открыта в направлении вращающегося барабана 2. Известное вытяжное устройство (не проиллюстрированное), такое как всасывающий вентилятор, соединено с вакуумной камерой 11 посредством вытяжной трубы (не проиллюстрированной) и тому подобного. Благодаря работе вытяжного устройства во внутреннем пространстве вакуумной камеры 11 может поддерживаться отрицательное давление.
Сетчатая лента 13 образована посредством соединения опоясывающей воздухопроницаемой ленты, имеющей ячейки сетки, как бесконечного элемента и непрерывно перемещается вдоль заданного маршрута, будучи направляемой множеством свободно вращающихся валиков 14 и передаточным валиком 5. Сетчатая лента 13 приводится в движение вместе с вращением передаточного валика 5. Как проиллюстрировано на Фиг.1, сетчатая лента 13 расположена так, что она последовательно проходит между вакуумной камерой 11 и вращающимся барабаном 2 и между передаточным валиком 5 и вращающимся барабаном 2 после подвода ее к наружной окружной периферийной поверхности вращающегося барабана 2 вблизи расположенной ниже/дальше по потоку, концевой части 41 короба 4. Сетчатая лента 13 вводится в контакт с наружной окружной периферийной поверхностью вращающегося барабана 2, когда она проходит до открытой части вакуумной камеры 11, и перемещается на передаточный валик 5 при отделении ее от наружной окружной периферийной поверхности вращающегося барабана 2 вблизи самой узкой части между передаточным валиком 5 и вращающимся барабаном 2.
Сетчатая лента 13 включает в себя отверстия с меньшими размерами по сравнению с всасывающими отверстиями передаточного валика 5. При всасывании со стороны всасывающих отверстий передаточного валика 5 всасывание также выполняется со стороны отверстий сетчатой ленты 13, перекрывающей всасывающие отверстия. Воздухозащитные пластины 15 расположены в виде пары, закрывая с обеих сторон зону, в которой всасывающие отверстия образованы в направлении ширины наружной окружной периферийной поверхности передаточного валика, для предотвращения потери формы и тому подобного у осажденной совокупности 32, которая отделяется от углубления 22, посредством предотвращения или подавления поступления потока воздуха сбоку. В частности, поскольку воздухозащитные пластины 15, 15, расположенные рядом с валиком 5, обеспечивают предотвращение или задерживание поступления потока воздуха в зону передаточного валика 5, имеющую всасывающие отверстия, с правой и левой наружных сторон в направлении ширины валика 5, существует возможность эффективного предотвращения нежелательного явления, состоящего в том, что осажденные совокупности, находящиеся рядом с обоими концами в направлении ширины валика, будут смещаться к осажденной совокупности, находящейся рядом с центром, и что взаимное расположение осажденных совокупностей будет нарушено. Материал воздухозащитных пластин 15 не ограничен особым образом. С точки зрения обеспечения жесткости для обеспечения возможности противодействия воздушному потоку предпочтительно, чтобы они были выполнены из металла или синтетического полимера и имели толщину порядка 0,5 - 10 мм.
Сжимающее устройство 7 включает в себя пару валиков 71, 72, соответственно имеющих гладкую поверхность, и выполнено с возможностью сдавливания предмета, подлежащего сжатию, который вводится между валиком 71, 72, при сжатии со стороны его верхней и нижней поверхностей в направлении толщины. Вместо устройства, выполненного с двумя валиками 71, 72 с гладкими поверхностями, предпочтительно использовать устройство, включающее в себя два тиснильных валика, в которых выпуклые части для тиснения образованы на окружной периферийной поверхности одного из двух валиков или обоих валиков для обеспечения возможности улучшения поглощающих характеристик при образовании части с низкой плотностью и части с высокой плотностью благодаря тиснению поглощающего элемента. В данном случае также существует возможность использования сжимающего устройства типа ленточного конвейера и тому подобного вместо пары валиков.
Устройство, которое обычно используется для разрезания непрерывного поглощающего элемента при изготовлении гигиенических прокладок или поглощающих изделий, или тому подобного, может быть использовано в качестве режущего устройства 8 без особых ограничений. Режущее устройство 8, проиллюстрированное на Фиг.1, включает в себя режущий валик 82, имеющий режущий нож 81 на его окружной периферийной поверхности, и опорный валик 83, имеющий гладкую окружную периферийную поверхность, которая принимает режущий нож.
Далее представлено описание способа непрерывного изготовления поглощающих элементов 3 посредством использования вышеупомянутого устройства 1 для изготовления поглощающих элементов, то есть одного варианта осуществления способа изготовления поглощающего элемента по настоящему изобретению.
Для изготовления поглощающего элемента 3 посредством использования устройства 1 для изготовления поглощающих элементов, в зоне В во вращающемся барабане 2, в зоне Е в передаточном валике 5 и во внутреннем пространстве вакуумной камеры 11 создают отрицательное давление посредством приведения в действие вытяжных устройств, соответственно соединенных с ними. Благодаря тому, что во внутреннем пространстве зоны В создается отрицательное давление, в коробе 4 возникает воздушный поток, предназначенный для перемещения исходного материала для изготовления поглощающего элемента к наружной окружной периферийной поверхности вращающегося барабана 2. Кроме того, вращающийся барабан 2 и передаточный валик 5 приводятся во вращение и вакуумный конвейер 6 приводится в действие.
После этого, когда волокнистый материал подается в короб 4 при приведении в действие устройства для ввода волокнистого материала, волокнистый материал подается к наружной окружной периферийной поверхности вращающегося барабана 2 в рассеянном виде вместе с воздушным потоком, проходящим в коробе 4.
Волокнистый материал 31 всасывается и осаждается в углублении 22 вращающегося барабана 2 при перемещении данного материала через зону, закрытую коробом 4. Фиг.4 иллюстрирует сечение углубления 22 в тот момент, когда оно проходит через расположенную ниже/дальше по потоку, концевую часть 41 короба 4.
В данном варианте осуществлении, как проиллюстрировано на Фиг.4, волокнистый материал 31 также осаждается в невсасывающей части 24, в которой всасывание со стороны нижней поверхности 24а не выполняется, а также во всасывающей части 23, в которой всасывание со стороны нижней поверхности 23а выполняется. Волокнистый материал осаждается только во всасывающей части с расположенной выше по потоку стороны короба 4. Когда высота осажденного волокнистого материала достигнет толщины t воздухонепроницаемого элемента 28, волокнистый материал начинает осаждаться также на воздухонепроницаемом элементе 28 при взаимном «спутывании» волокнистого материала и воздушного потока в коробе, предназначенного для перемещения волокнистого материала. Осаждение постепенно происходит в радиальном направлении от обеих боковых частей воздухонепроницаемого элемента 28, «контактирующих» с всасывающей частью, и верхняя поверхность воздухонепроницаемого элемента 28 должна быть покрыта волокнистым материалом. Углубление должно находиться в состоянии полного заполнения его волокнистым материалом у расположенной дальше по потоку стороны короба 4.
Вследствие того, что всасывающая сила, действующая со стороны нижней поверхности 23а, постепенно уменьшается по мере осаждения волокнистого материала 31, различие во всасывающей силе между верхними поверхностями невсасывающей части 24 и всасывающей части 23 становится малым. Когда высота волокнистого материала, осажденного во всасывающей части 23, достигнет толщины t воздухонепроницаемого элемента 28, одинаковая всасывающая сила будет создана во всем углублении 22, и возникает вероятность осаждения волокнистого материала также на верхней поверхности воздухонепроницаемого элемента 28.
Как проиллюстрировано на Фиг.4, предпочтительно, чтобы осаждение выполнялось так, чтобы положение верхней поверхности 32а волокнистого материала, осажденного в каждой из всасывающей части 23 и невсасывающей части 24, приблизительно соответствовало положению наружной окружной периферийной поверхности 21. В том случае, если разница по плотности между частью с высокой плотностью и частью с низкой плотностью поглощающего элемента, подлежащего образованию, является большой (если глубина d2 невсасывающей части 24 является малой), требуется продолжительное время осаждения до тех пор, пока волокнистый материал не будет осажден в достаточном количестве в невсасывающей части 24. Следовательно, предпочтительно спроектировать ту часть короба 4, которая закрывает вращающийся барабан, так, чтобы она была длинной. Напротив, время осаждения может быть коротким в том случае, если разница по плотности мала, при этом предпочтительно выполнить соответствующую длину небольшой.
В данном случае также существует возможность устранения избыточного количества материала посредством сдирающего валика или тому подобного после того, как избыточное количество волокнистого материала, возвышающегося над наружной окружной периферийной поверхностью 21, будет осаждено во всасывающей части 23 и/или невсасывающей части 24.
В случае изменения соотношения между количествами материала, осажденного во всасывающей части и невсасывающей части, или увеличения или уменьшения количества волокон, подлежащих осаждению во всасывающей части и невсасывающей части, ширину W2 невсасывающей части 24 или отношение (W1/W2) ширины W1 всасывающей части 23 к ширине W2 невсасывающей части 24 регулируют, или всасывающую силу, создаваемую у нижней поверхности 23а всасывающей части 23, изменяют в соответствии с шириной W2, отношением (W1/W2) или тому подобным. Кроме того, можно регулировать глубину d1 всасывающей части или отношение (d2/d1) глубины d2 невсасывающей части 24 к глубине d1 всасывающей части 23.
Для обеспечения возможности извлечения осажденной совокупности 32 из углубления 22 и поддержания формы до этапа сжатия осажденной совокупности 32 после извлечения (в частности, части 33, соответствующей всасывающей части 23), ширину W1 всасывающей части 23 предпочтительно выполняют равной от 3 до 30 мм и более предпочтительно - от 5 до 20 мм. Кроме того, для обеспечения возможности осаждения волокнистого материала в достаточном количестве на приблизительно такой же высоте, как высота наружной окружной периферийной поверхности 21, ширину W2 невсасывающей части 24 предпочтительно выполняют равной от 3 до 30 мм и более предпочтительно - от 5 до 20 мм. Соотношение (W1/W2) ширины W1 всасывающей части 23 и ширины W2 невсасывающей части 24 предпочтительно составляет от 0,1 до 10 и более предпочтительно - от 0,2 до 5.
Кроме того, для обеспечения возможности извлечения осажденной совокупности 32 из углубления 22 и поддержания формы до этапа сжатия осажденной совокупности 32 после извлечения (в частности, части 33, соответствующей всасывающей части 23), глубину d1 всасывающей части 23 предпочтительно задают равной от 1 до 30 мм, более предпочтительно - от 3 до 20 мм и даже более предпочтительно - от 5 до 10 мм.
Кроме того, отношение (d2/d1) глубины d2 невсасывающей части 24 к глубине d1 всасывающей части 23 предпочтительно составляет от 0,05 до 0,95 и более предпочтительно - от 0,5 до 0,9.
Кроме того, соотношение (ширина W2 / глубина d2) между шириной W2 и глубиной d2 невсасывающей части 24 предпочтительно составляет от 0,1 до 10 и более предпочтительно - от 0,2 до 5.
Что касается волокнистого материала 31, подлежащего осаждению во внутреннем пространстве углубления 22, то его массу на 1 м2 во всасывающей части 23 можно регулировать посредством ширины W2 невсасывающей части 24 и толщины t воздухонепроницаемого элемента 28. Например, в том случае, если глубина d1 всасывающей части 23 является постоянной, массу на 1 м2 во всасывающей части 23 можно увеличить без изменения глубины d1 всасывающей части 23 посредством увеличения значения ширины W2 невсасывающей части 24 или толщины воздухонепроницаемого элемента 28, и массу 1 м2 во всасывающей части 23 можно уменьшить посредством уменьшения значения ширины W2 невсасывающей части 24 или толщины воздухонепроницаемого элемента 28. Таким образом, благодаря конструкции воздухонепроницаемого элемента 28 массу 1 м2 во всасывающей части 23 и в невсасывающей части 24 можно регулировать, и становится возможным простое изготовление поглощающего элемента, который имеет заданную гибкость и поглощающую способность.
После осаждения волокнистого материала 31 во всасывающей части 23 и в невсасывающей части 24 в углублении 22, как описано выше, вращающийся барабан 2 вращается дальше. После этого, когда углубление 22 достигнет положения, противоположного по отношению к вакуумной камере 11, осажденная совокупность 32 в углублении 22 будет находиться в состоянии, в котором она будет присасываться к сетчатой ленте 13 под действием всасывающей силы, действующей со стороны вакуумной камеры 11, и будет перемещаться в самую узкую часть между передаточным валиком 5 и вращающимся барабаном 2 или в зону вблизи нее в вышеуказанном состоянии. Затем, под действием всасывающей силы, действующей со стороны передаточного валика 5, осажденная совокупность 32 перемещается на передаточный валик 5 вместе с сетчатой лентой 13, а также выходит из внутреннего пространства углубления 22. Как и в данном варианте осуществления, когда осажденная совокупность 32 перемещается под действием всасывающей силы, действующей со стороны, противоположной по отношению к вращающемуся барабану 2, то есть со стороны вакуумной камеры 11, перед извлечением из углубления 22 вращающегося барабана 2 и осажденная совокупность 32 впоследствии извлекается из углубления 22, можно эффективно предотвратить возникновение потери формы осажденной совокупности 32 и нарушения расположения осажденной совокупности 32 при перемещении осажденной совокупности 32 на передаточный валик 5 или другое транспортирующее средство.
Осажденная совокупность 32, перемещенная на передаточный валик 5, перемещается, будучи подвергаемой воздействию всасывания со стороны передаточного валика 5, и перемещается на вакуумный конвейер 6.
В данном варианте осуществления, как проиллюстрировано на Фиг.1, лист 37, предназначенный для обертывания сердцевины и выполненный из тонкой папиросной бумаги, проницаемого нетканого материала или тому подобного, вводят на вакуумный конвейер 6 до размещения осажденной совокупности 32, и осажденную совокупность 32 перемещают на лист 37, предназначенный для обертывания сердцевины.
Затем обе боковые части листа 37, предназначенного для обертывания сердцевины, загибают на его стороне, расположенной дальше по ходу, и как верхнюю, так и нижнюю поверхности осажденной совокупности 32 закрывают листом 37, предназначенным для обертывания сердцевины.
После этого осажденную совокупность 32 в состоянии, когда она закрыта листом 37, предназначенным для обертывания сердцевины, сдавливают в направлении толщины при вводе в зону между двумя валиками 71, 72 сжимающего устройства 7.
Как проиллюстрировано на Фиг.10, сжатие осажденной совокупности 32 под действием давления, выполняемое сжимающим устройством 7 или тому подобным, может быть выполнено также для осажденной совокупности 32 перед загибанием листа 37, предназначенного для обертывания сердцевины. В этом случае сдавливание после загибания может выполняться или может не выполняться.
Благодаря выполнению сдавливания/сжатия осажденной совокупности 32 под действием давления перед загибанием листа 37, предназначенного для обертывания сердцевины, загибание листа 37, предназначенного для обертывания сердцевины, стабилизируется, и вряд ли будет возникать ситуация, при которой осажденная совокупность 32 будет терять форму.
Как проиллюстрировано на Фиг.5, в осажденной совокупности 32 сразу же после извлечения ее из углубления 22 часть 33, соответствующая всасывающей части 23, является толстой, и часть 34, соответствующая невсасывающей части 24, является тонкой. Кроме того, одна поверхность 32а осажденной совокупности 32 является приблизительно ровной/плоской, а другая поверхность 32b образована в виде бороздчатой поверхности с большой неровностью. Как проиллюстрировано на Фиг.5, выпуклая часть и часть в виде канавки образованы на бороздчатой поверхности 32b как проходящие в направлении (направлении 3Х), соответствующем направлению вдоль окружности вращающегося барабана.
В данном варианте осуществления осажденная совокупность 32 вышеописанным образом подвергается сжатию посредством сжимающего устройства 7, и толщина части 33, соответствующей всасывающей части 23, интенсивно уменьшается. Соответственно, разница по толщине и/или соотношение толщин между обеими частями 33, 34 уменьшаются для обеспечения возможности получения поглощающего элемента 3, проиллюстрированного на Фиг.6, в котором часть 33, соответствующая всасывающей части 23, становится частью 35 с высокой плотностью, и часть 34, соответствующая невсасывающей части 24, становится частью 36 с низкой плотностью. Сжатие, выполняемое сжимающим устройством 7, предпочтительно выполняют так, чтобы кажущаяся толщина части 35 с высокой плотностью и части 36 с низкой плотностью была одинаковой. В поглощающем элементе 3, проиллюстрированном на Фиг.6, часть 35 с высокой плотностью и часть 36 с низкой плотностью имеют одинаковую кажущуюся толщину. Кажущаяся толщина означает толщину поглощающего элемента 3 в сечении без нагружения, которую можно наблюдать посредством микроскопа или тому подобного. Как проиллюстрировано на Фиг.6, в поглощающем элементе 3, полученном в данном варианте осуществления, часть 35 с высокой плотностью и часть 36 с низкой плотностью образованы как проходящие соответственно в направлении (направлении 3Х), соответствующем направлению вдоль окружности вращающегося барабана. Многочисленные части 35 с высокой плотностью отделены друг друга посредством частей 36 с низкой плотностью, и многочисленные части 36 с низкой плотностью отделены друг от друга посредством частей 35 с высокой плотностью. В том случае, когда частицы поглощающего полимера вводят вместе с волокнистым материалом 31 в качестве исходного материала для изготовления поглощающего элемента, частицы поглощающего полимера, осажденные в части 35 с высокой плотностью, будут иметь более высокую плотность по сравнению с частицами поглощающего полимера в части 36 с низкой плотностью.
Во время сжатия под действием давления, выполняемого сжимающим устройством 7, один из двух валиков 71, 72 или оба валика 71, 72 могут быть нагреты или могут быть не нагреты. В том случае, если термопластичный материал будет включен в материал поглощающего элемента, предпочтительно выполняют нагрев. Кроме того, в том случае, если термопластичный материал будет включен в материал поглощающего элемента, этап сжатия может быть выполнен ультразвуковым устройством.
В соответствии со способом изготовления поглощающего элемента по данному варианту осуществления можно эффективно изготавливать поглощающий элемент 3, который имеет часть 35 с высокой плотностью и часть 36 с низкой плотностью с четко различающейся плотностью, как описано выше. Поглощающий элемент 3 предпочтительно имеет одну и ту же толщину в части 35 с высокой плотностью и в части 36 с низкой плотностью. Для эффективного совершенствования выполнения упомянутой ниже функции регулирования направления диффузии посредством увеличения разницы в плотности между частью 35 с высокой плотностью и частью 36 с низкой плотностью, предотвращения возникновения ощущения странности у пользователя поглощающего изделия, когда поглощающий элемент 3 включен в поглощающее изделие, такое как гигиеническая прокладка и подгузник одноразового использования, и тому подобного, отношение (Т5/Т6) между толщиной Т5 части 35 с высокой плотностью и толщиной Т6 части 36 с низкой плотностью предпочтительно должно составлять от 1,0 до 1,2 и более предпочтительно - от 1,0 до 1,1.
Что касается толщины Т5 части 35 с высокой плотностью и толщины Т6 части 36 с низкой плотностью, описанных в данном документе, то поглощающий элемент 3 разрезают так, чтобы не сдавливать его в направлении толщины до возможной степени, и толщину части 35 с высокой плотностью и части 36 с низкой плотностью соответственно измеряют без нагрузки при увеличении поверхности среза посредством микроскопа или тому подобного.
Кроме того, благодаря тому, что открытая часть пластины для формирования рельефа обеспечивает образование части с высокой плотностью и ее неоткрытая часть обеспечивает образование части с низкой плотностью без выполнения пористой пластины в виде сплошного тела, образование неоткрытой части может обеспечить образование различных значений ширины и различных форм, и может быть изготовлен поглощающий элемент сложной формы. Кроме того, для обеспечения четко выраженной разницы по плотности между частью с высокой плотностью и частью с низкой плотностью предпочтительно, чтобы часть воздухонепроницаемого элемента 28 вдоль направления толщины (направления d1 на Фиг.3(b)) имела линейные участки 28а, 28а боковой поверхности и, в частности, имела прямоугольную форму в сечении, как проиллюстрировано на Фиг.3(b).
Например, как в случае поглощающего элемента 3', проиллюстрированного на Фиг.11, поглощающий элемент, изготовленный в соответствии с настоящим изобретением, может иметь разную толщину в части 35 с высокой плотностью и части 36 с низкой плотностью. В данном случае предпочтительно, чтобы толщина Т6 части 36 с низкой плотностью была меньше толщины Т5 части 35 с высокой плотностью. Благодаря малой толщине части 36 с низкой плотностью часть с низкой плотностью образует складку при сгибании, которая, вероятно, будет образовываться при сгибании, и гибкость поглощающего элемента повышается.
В соответствии со способом изготовления поглощающего элемента по данному варианту осуществления существует возможность легко изготавливать поглощающий элемент, имеющий часть 35 с высокой плотностью и часть 36 с низкой плотностью с четко различающейся плотностью. Кроме того, также легко изготавливать поглощающий элемент, имеющий четко различающуюся плотность на граничном участке между частью 35 с высокой плотностью и частью 36 с низкой плотностью.
Что касается поглощающего элемента, изготовленного в соответствии с настоящим изобретением, то, например, поверхностная плотность (масса 1 м2) части 36 с низкой плотностью предпочтительно составляет от 50 до 300 г/м2 и более предпочтительно - от 100 до 200 г/м2. Поверхностная плотность части 35 с высокой плотностью предпочтительно составляет от 200 до 800 г/м2 и более предпочтительно - от 300 до 500 г/м2. Соотношение между плотностью части 35 с высокой плотностью и плотностью части 36 с низкой плотностью (первой/последней) предпочтительно составляет от 1,1 до 5,0 и более предпочтительно - от 1,5 до 3,0. Предпочтительные значения ширины (ширины в направлении 3Y части 35 с высокой плотностью и части 36 с низкой плотностью и соотношение значений ширины аналогичны вышеуказанным предпочтительным значениям ширины и их соотношению для всасывающей части 23 и невсасывающей части 24.
[Способ измерения плотности части с высокой плотностью и
части с низкой плотностью]
[Измерение толщины образца для измерений]
Измеряют толщину всего образца для измерений, включающего в себя часть с высокой плотностью и часть с низкой плотностью. Измерение толщины базируется на стандарте JIS-Р8118:1998. В данном случае точный измерительный прибор типа прибора Peacock (Type R1-C), который представляет собой микрометр, имеющий две параллельные прижимные поверхности (неподвижную прижимную поверхность и подвижную прижимную поверхность), при этом диаметр подвижной прижимной поверхности измерительной головки составляет 5 мм и давление составляет 2,0 Н или менее. Испытательный образец для измерений имеет размер, равный размеру нижеупомянутой пластины или превышающий размер нижеупомянутой пластины. Пластину (с массой 5,4 г), имеющую размер 20 мм на 20 мм, размещают на испытательном образце, при этом подвижную прижимную поверхность измерительной головки перемещают со скоростью, составляющей 3 мм/с или менее, так, чтобы она прилегала к пластине, и величину считывают сразу же после стабилизации. Давление между прижимными поверхностями (давление, приложенное к образцу для испытаний) становится равным 2 кПа или менее.
[Измерение плотности соответственно части с высокой
плотностью и части с низкой плотностью]
Плотность части 35 с высокой плотностью и части 36 с низкой плотностью измеряют на основе стандарта JIS-Р8118:1998. В частности, выполняют вычисление «D (плотность: г/см3) = W (поверхностная плотность: г/м2) / Т (толщина: мм)». Что касается поверхностной плотности, то, как описано в стандарте JIS-Р8124, испытательный образец отрезают посредством машины для резания или резака, и его массу измеряют посредством весов. Поверхностную плотность (массу 1 м2) рассчитывают посредством деления измеренной массы на площадь. Толщину измеряют вышеописанным способом измерения толщины как толщину всего образца для измерений, включающего в себя часть с высокой плотностью и часть с низкой плотностью. При измерении поверхностной плотности по настоящей заявке поверхностную плотность рассчитывают путем измерения массы после отрезания части с высокой плотностью и части с низкой плотностью так, чтобы они имели соответствующую определенную площадь, согласующуюся с размерами при изготовлении.
В предпочтительном поглощающем элементе 3, изготовленном в соответствии с настоящим изобретением, благодаря наличию части 35 с высокой плотностью и части 36 с низкой плотностью с четко различающейся плотностью функция регулирования направления диффузии эффективно выполняется, как проиллюстрировано на Фиг.7(а). Жидкость, такая как менструальная кровь и моча, подаваемая на поглощающий элемент 3, быстро поглощается в части 36 с низкой плотностью и благоприятным образом распространяется в направлении прохождения части 35 с высокой плотностью. Между тем, поскольку части 35 с высокой плотностью отделены друг от друга посредством части 36 с низкой плотностью, подавляется распространение в направлении, перпендикулярном к направлению прохождения части 35 с высокой плотностью. Жидкость, распространяющаяся вдоль части 35 с высокой плотностью, надежно поглощается и удерживается.
Соответственно, утечка жидкости с обоих концов в направлении, пересекающем часть 35 с высокой плотностью, предотвращается при подавлении распространения жидкости в данном направлении, и может быть эффективно использована поглощающая способность поглощающего элемента в направлении прохождения части 35 с высокой плотностью.
Например, благодаря тому, что направление прохождения части 35 с высокой плотностью и части 36 с низкой плотности соответствует направлению от передней стороны к задней стороне пользователя, когда поглощающий элемент, проиллюстрированный на Фиг. 6 и 7(а), включен в поглощающее изделие, такое как гигиеническая прокладка и подгузник одноразового использования, можно получить поглощающее изделие, которое обладает лучшей способностью к предотвращению утечки и обеспечивает использование поглощающей способности поглощающего элемента. В данном случае в поглощающем элементе, изготовленном в соответствии с настоящим изобретением, часть 35 с высокой плотностью и часть 36 с низкой плотностью могут проходить соответственно в направлении ширины поглощающего элемента. При таком поглощающем элементе благодаря тому, что зона, имеющая часть 35 с высокой плотностью и часть 36 с низкой плотностью, расположенные попеременно, расположена вблизи переднего конца и/или вблизи заднего конца в направлении от передней стороны к задней стороне пользователя, можно получить поглощающее изделие, обладающее лучшей способностью к предотвращению утечки жидкости в направлении от передней стороны к задней стороне поглощающего изделия.
Фиг.7(b) иллюстрирует состояние при распространении жидкости в том случае, когда такое же количество жидкости, как на Фиг.7(а), подано на обычный поглощающий элемент, имеющий одинаковую плотность во всей зоне. При таком поглощающем элементе жидкость распространяется в одинаковой степени во всех направлениях. Соответственно, жидкость легко достигает обоих концов в направлении ширины, имеющей малую величину, и существует вероятность утечки жидкости с обоих концов.
В варианте осуществления, проиллюстрированном на Фиг.1, сдавливание посредством сжимающего устройства 7 и разрезание посредством режущего устройства 8 выполняют после закрытия верхней и нижней поверхностей осажденной совокупности 32, которая извлечена из углубления 22, листом 37, предназначенным для обертывания сердцевины. Лентообразный элемент 30, имеющий осажденную совокупность 32, размещенную с перерывами в направлении «потока», разрезают посредством режущего устройства 8 в месте, в котором осажденная совокупность 32 отсутствует, для получения длины одного поглощающего изделия. Соответственно, в поглощающем элементе 3 после разрезания режущим устройством 8 верхняя и нижняя поверхности будут закрыты одним листом, образованным из листа 37, предназначенного для обертывания сердцевины. Однако поглощающий элемент 3, изготовленный в соответствии с настоящим изобретением, не ограничен вариантом, в котором верхняя и нижняя поверхности закрыты одним листом 37, предназначенным для обертывания сердцевины. Также существует возможность того, что верхняя и нижняя поверхности будут закрыты по отдельности двумя листами, предназначенными для обертывания сердцевины, или того, что верхняя и нижняя поверхности не будут закрыты листом, предназначенным для обертывания сердцевины.
Фиг. 8 и 9 представляют собой разъясняющие виды других вариантов осуществления настоящего изобретения.
Фиг.8(а) представляет собой вид в перспективе, иллюстрирующий углубление 22А в соответствии с другим вариантом осуществления. В углублении 22А разделительный элемент 9, имеющий такую высоту, что он не достигает наружной окружной периферийной поверхности 21 вращающегося барабана, расположен во внутреннем пространстве зоны, имеющей удлиненное сечение, образованное пластиной 27А для формирования рельефа. Разделительный элемент 9 включает в себя множество первых перегородок 91, проходящих в направлении (2Х) вдоль окружности вращающегося барабана 2, и множество вторых перегородок 92, которые проходят в направлении (2Y) ширины вращающегося барабана 2 и соединяют первые перегородки или первую перегородку и внутреннюю периферийную поверхность пластины 27А для формирования рельефа. Разделительный элемент 9 представляет собой воздухонепроницаемый элемент, который выполнен из синтетического полимера или металла.
Благодаря разделительному элементу 9 некоторое количество всасывающих частей 23, в которых всасывание выполняется соответственно со стороны нижней поверхности, которая образована пористой пластиной (непроиллюстрированной), и невсасывающая часть 24, в которой всасывание не выполняется со стороны нижней поверхности, которая образована верхним концом разделительного элемента 9, образованы в углублении 22А.
В углублении 22А, проиллюстрированном на Фиг.8(а), множество всасывающих частей 23, нижние поверхности которых имеют прямоугольную форму, образованы в направлении (2Х) вдоль окружности и в направлении (2Y) ширины вращающегося барабана 2. То есть, множество всасывающих частей 23 расположены с перерывами в направлении (2Х) вдоль окружности вращающегося барабана, и множество всасывающих частей 23 расположены с перерывами также в направлении (2Y) ширины вращающегося барабана. Вторая перегородка 92 расположена между всасывающими частями 23 в направлении (2Х) вдоль окружности вращающегося барабана 2, и первая перегородка 91 расположена между всасывающими частями 23 в направлении (2Y) ширины вращающегося барабана. Нижняя поверхность всасывающей части 23 образована пористой пластиной (непроиллюстрированной).
В данном случае прямоугольная форма нижней поверхности всасывающей части означает то, что форма на виде в плане, если смотреть в направлении нормали к наружной окружной периферийной поверхности вращающегося барабана 2, является прямоугольной. Всасывающие части 23, проиллюстрированные на Фиг.8, имеют прямоугольную форму соответственно на виде в плане. Кроме того, нижняя поверхность всасывающей части 23, которая расположена рядом с внутренней периферийной поверхностью углубления 22А, имеет краевую часть вдоль профиля внутренней периферийной поверхности.
Разделительный элемент 9, проиллюстрированный на Фиг.8(а), включает в себя вторые перегородки 92, проходящие в направлении (2Y) ширины вращающегося барабана. Соответственно, волокнистый материал, подаваемый по направлению к углублению 22А, захватывается в воздухонепроницаемой части (вторыми перегородками 92), проходящей в направлении ширины, так, чтобы он находился в состоянии, в котором он может быть легко осажден во всасывающей части 23 за счет толщины разделительного элемента 9 и может быть легко осажден на разделительном элементе 9.
Кроме того, в разделительном элементе 9, проиллюстрированном на Фиг.8(а), первые перегородки 91 и вторые перегородки 92 соединены. Соответственно, осаждение волокнистого материала и тому подобного облегчается в большей степени благодаря захватыванию/улавливанию посредством вторым перегородок 92.
В данном случае всасывающая часть 23 в центральной зоне углубления 22А окружена на ее периферии первыми перегородками 91 и вторыми перегородками 92 за счет толщины t разделительного элемента 9, представляющего собой воздухонепроницаемый элемент. Кроме того, на виде в плане углубления 22А всасывающая часть 23 и невсасывающая часть 24 расположены подобно острову в море, при этом невсасывающая часть 24 представляет собой море и всасывающая часть 23 представляет собой остров.
Осажденная совокупность 32А, проиллюстрированная на Фиг.8(b) и 8(с), представляет собой осажденную совокупность, полученную осаждением волокнистого материала (разделенной на волокна целлюлозы и тому подобного) в качестве исходного материала для изготовления поглощающего элемента во внутреннем пространстве углубления 22А. Одна поверхность осажденной совокупности 32А является плоской, и ее другая поверхность образована в виде бороздчатой поверхности, на которой образовано некоторое количество имеющих форму блоков, выпуклых частей 32А'. Поглощающий элемент 3А, в котором часть 35 с высокой плотностью и часть 36 с низкой плотностью расположены так, как проиллюстрировано на Фиг.8(d) и 8(е), может быть получен посредством сжатия осажденной совокупности 32А в направлении толщины при сдавливании посредством сжимающего устройства. В поглощающем элементе 3А по Фиг.8(d) и 8(е) часть 35 с высокой плотностью и часть 36 с низкой плотностью имеют одинаковую кажущуюся толщину. Кроме того, многочисленные части 35 с высокой плотностью отделены друг от друга посредством части 36 с низкой плотностью, и часть 36 с низкой плотностью образована как непрерывная в направлении плоскости поглощающего элемента 3А.
В углублении 22А, проиллюстрированном на Фиг.8(а), как толщина разделительного элемента 9, так и глубина невсасывающей части 24, нижняя поверхность которой образована разделительным элементом 9, от наружной окружной периферийной поверхности барабана являются постоянными в направлении (2Х) вдоль окружности барабана 2, и нижняя поверхность, образованная разделительным элементом 9, представляющим собой невсасывающую часть 24, является плоской. Соответственно, верхняя поверхность волокнистого материала, осажденного в углублении 22А, вероятно, будет гладкой. Кроме того, толщина разделительного элемента 9 и глубина невсасывающей части 24 от наружной окружной периферийной поверхности барабана являются постоянными также в направлении (2Y) ширины барабана 2. Соответственно, верхняя поверхность волокнистого материала, осажденного в углублении 22А, с большей вероятностью будет гладкой.
Фиг.9(а) представляет собой вид в перспективе, иллюстрирующий углубление 22В в соответствии с еще одним вариантом осуществления. В углублении 22В разделительный элемент 9В расположен во внутреннем пространстве зоны, имеющей удлиненное сечение, образованное пластиной 27А для формирования рельефа. Разделительный элемент 9В включает в себя первые и вторые перегородки 91, 92, имеющие такую высоту, что они доходят до наружной окружной периферийной поверхности 21 вращающегося барабана, с передней, задней, правой и левой сторон в направлении R2 вращения вращающегося барабана, и три воздухонепроницаемых элемента 83В, имеющие такую высоту, что они не доходят до наружной окружной периферийной поверхности 21 вращающегося барабана, в центральной части углубления. Благодаря разделительному элементу 9В некоторое количество всасывающих частей 23, в которых всасывание выполняется соответственно со стороны нижней поверхности, которая образована пористой пластиной (непроиллюстрированной), и невсасывающая часть 24, в которой всасывание не выполняется со стороны нижней поверхности, которая образована воздухонепроницаемым элементом 83В, образованы в центральной части в углублении 22В. В данном случае также можно иметь состояние при осаждении, в котором волокнистый материал соединен в целом как осажденный на разделительном элементе 9В и первых и вторых перегородках 91, 92, также посредством смещения разделительного элемента 9В и перегородок 91, 92 вниз по высоте от наружной окружной периферийной поверхности 21 вращающегося барабана.
Осажденная совокупность 32В, проиллюстрированная на Фиг.9(b) и 9(с), представляет собой осажденную совокупность, полученную осаждением волокнистого материала (разделенной на волокна целлюлозы и тому подобного) в качестве исходного материала для изготовления поглощающего элемента в углублении 22В. Осажденная совокупность 32В включает в себя в центральной части центральную осажденную совокупность 32В' с одной поверхностью, представляющей собой плоскую поверхность, и другой поверхностью, представляющей собой бороздчатую поверхность, и множество периферийных осажденных совокупностей 32В” на периферии центральной осажденной совокупности 32В', которые отделены от центральной осажденной совокупности 32В'. Поглощающий элемент 3В, в котором часть 35 с высокой плотностью и часть 36 с низкой плотностью расположены в центральной части, как проиллюстрировано на Фиг.9(d) и 9(е), может быть получен посредством сжатия осажденной совокупности 32В в направлении толщины при сдавливании посредством сжимающего устройства. В поглощающем элементе 3В две части 35 с высокой плотностью отделены друг от друга посредством части 36 с низкой плотностью, и многочисленные части 36 с низкой плотностью отделены друг от друга посредством частей 35 с высокой плотностью. В поглощающем элементе 3В части 35 с высокой плотностью и части 36 с низкой плотностью имеют одинаковую кажущуюся толщину.
В углублении 22В, проиллюстрированном на Фиг.9(а), глубина невсасывающей части 24А (глубина от наружной окружной периферийной поверхности барабана до воздухонепроницаемого элемента 83В) является постоянной в направлении (2Х) вдоль окружности барабана 2. Соответственно, верхняя поверхность волокнистого материала, осажденного во всасывающей части 23 и в невсасывающей части 24 углубления 22В, вероятно, будет гладкой. Кроме того, глубина невсасывающей части 24 (глубина от наружной окружной периферийной поверхности барабана до воздухонепроницаемого элемента 83В) является постоянной также в направлении (2Y) ширины барабана 2. Кроме того, нижняя поверхность, образованная воздухонепроницаемым элементом 83В, является плоской. Соответственно, верхняя поверхность волокнистого материала, осажденного в углублении 22В, во всасывающей части 23 и невсасывающей части 24, с большей вероятностью будет гладкой. В том случае, когда волокнистый материал осаждается также на перегородках 91, 92 разделительного элемента 9В, глубина его частей от наружной окружной периферийной поверхности барабана предпочтительно является постоянной для обеспечения более гладкой поверхности осажденной совокупности.
Исходный материал для изготовления поглощающего элемента включает в себя волокнистый материал.
Множество разных материалов, обычно используемых для поглощающего элемента поглощающего изделия, такого как гигиеническая прокладка, прокладка для трусов, предназначенная для ежедневного использования, и подгузник одноразового использования, могут быть использованы в качестве волокнистого материала, представляющего собой исходный материал для изготовления поглощающего элемента, без особых ограничений. К примерам вышеуказанных материалов относятся целлюлозное волокно, такое как разделенная на волокна целлюлоза, короткое волокно из волокна на основе целлюлозы, такое как гидратцеллюлозное волокно и хлопковое волокно, и короткое волокно из синтетического волокна, такого как полиэтиленовое волокно. Вышеупомянутое волокно может быть использовано в виде волокна одного вида или в виде соединенных волокон двух или более видов. Кроме того, в качестве исходного материала для изготовления поглощающего элемента 3 поглощающий полимер может быть введен в короб 4 вместе с волокнистым материалом. Кроме того, в качестве подобного волокнам, исходного материала подобный волокнам, поглощающий полимер может быть использован сам по себе или вместе с волокнистым материалом. Кроме того, дезодорирующее средство, противомикробное средство и тому подобное могут быть поданы при необходимости вместе с волокнистым материалом и тому подобным. В поглощающем элементе поверхностная плотность (масса 1 м2) волокнистого материала в части с высокой плотностью предпочтительно больше поверхностной плотности волокнистого материала в части с низкой плотностью.
Выше было приведено описание нескольких вариантов осуществления способа изготовления поглощающего элемента по настоящему изобретению. Настоящее изобретение, не ограниченное вышеупомянутыми вариантами осуществления, может быть изменено соответствующим образом.
В варианте осуществления, проиллюстрированном на Фиг.1, осажденная совокупность 32 в углублении перемещается на сетчатую ленту 13, которая подается на передаточный валик 5. В альтернативном варианте осажденная совокупность 32 может быть перемещена, например, на наружную окружную периферийную поверхность передаточного валика 5, на которую сетчатая лента 13 не подается. Речь идет не только о сетчатой ленте 13, также можно исключить вакуумную камеру 11, воздухозащитную пластину 15 и тому подобное.
Кроме того, осажденная совокупность 32 в углублении может быть перемещена непосредственно на лист 37, предназначенный для обертывания сердцевины, который подается на вакуумный конвейер 6 без помощи передаточного валика 5. Осажденная совокупность 32 может быть перемещена на ленточный конвейер без наличия впускного механизма или на другое транспортирующее средство после перемещения ее посредством передаточного валика 5.
Кроме того, в углублении всасывающая часть 23 и невсасывающая часть 24 могут быть образованы попеременно соответственно с лентообразной формой, проходящей соответственно с формой, удлиненной в направлении ширины вращающегося барабана 2. Кроме того, каждое число всасывающих частей 23 и невсасывающих частей 24, которые имеют лентообразную форму, может составлять, например, от 2 до 10. Число всасывающих частей 23 может быть таким же, как число невсасывающих частей 24, или может отличаться от числа невсасывающих частей 24. Невсасывающая часть 24 может быть криволинейной в направлении (направлении 2Х) вдоль окружности вращающегося барабана 2.
Кроме того, воздухонепроницаемый элемент 23, который определяет конструкцию невсасывающей части 24, может включать в себя участок боковой поверхности, имеющий профиль с линейной формой в направлении толщины. Воздухонепроницаемый элемент 28 может обеспечивать образование сужающейся формы во всасывающей части 23 за счет увеличения расстояния между участками боковых поверхностей соседних воздухонепроницаемых элементов 28 или расстояния между участком боковой поверхности воздухонепроницаемого элемента 28 и внутренней периферийной поверхностью углубления, находящейся на расстоянии от нижней поверхности. В данном случае лучшим образом обеспечивается возможность извлечения осажденного исходного материала, предназначенного для изготовления поглощающего элемента, (осажденной совокупности) из углубления.
Кроме того, поглощающий элемент, подлежащий изготовлению, может включать в себя зону, имеющую лентообразные части с высокой плотностью и части с низкой плотностью в виде полосок в центральной части в продольном направлении или с передней стороны или с задней стороны в продольном направлении, и может быть предусмотрен с поглощающим элементом с передней стороны и/или задней стороны зоны, отделенным от данной зоны. Кроме того, поглощающий элемент, подлежащий изготовлению, может включать в себя зону, имеющую лентообразные части с высокой плотностью и части с низкой плотностью в виде полосок в центральной части в направлении ширины, и может быть предусмотрен с поглощающим элементом с одной из двух сторон или с обеих сторон, между которыми находится данная зона, при этом данный поглощающий элемент отделен от данной зоны.
Кроме того, глубина d2 невсасывающей части 24 (то есть толщина t воздухонепроницаемого элемента 28) может быть разной в центральной части, с передней стороны и/или с задней стороны в продольном направлении вдоль направления вдоль окружности вращающегося барабана в одном углублении 22. Например, в невсасывающей части 24 глубина d2 в центральной части в продольном направлении может быть больше глубины d2 с передней стороны и/или с задней стороны.
Поглощающий элемент, изготовленный в соответствии с настоящим изобретением, предпочтительно используется в качестве поглощающего элемента поглощающего изделия. Поглощающее изделие используется главным образом для поглощения и удерживания выделяемой организмом, текучей среды, такой как моча и менструальная кровь. К примерам поглощающего изделия относятся подгузник одноразового использования, гигиеническая прокладка, прокладка, используемая при недержании, и прокладка для трусов, предназначенная для ежедневного использования. Тем не менее, изделия, не ограниченные вышеуказанными и используемые для поглощения жидкости, выделенной из тела человека, могут быть охвачены в широких пределах.
Как правило, поглощающее изделие включает в себя верхний лист, задний лист и удерживающий жидкость, поглощающий элемент, который расположен между обоими листами. В поглощающем элементе верхняя и нижняя поверхности могут быть закрыты одним или несколькими листами, предназначенными для обертывания сердцевины. Задний лист может обладать или не обладать паропроницаемостью. Кроме того, поглощающее изделие может включать в себя множество разных элементов в соответствии с конкретными применениями поглощающего изделия. Подобные элементы известны специалистам в данной области техники. Например, в том случае, когда поглощающее изделие применяется для подгузника одноразового использования или гигиенической прокладки, пара или две или более пар стоячих защитных элементов могут быть расположены с наружной стороны обеих выступающих боковых частей поглощающего элемента.
Элемент, описание которого пропущено в одном из вышеупомянутых вариантов осуществления, и элемент, который включен только в один вариант осуществления, могут быть применены надлежащим образом соответственно для другого варианта осуществления. Кроме того, элементы в соответствующих вариантах осуществления могут быть заменены друг на друга надлежащим образом в вариантах осуществления.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ВПИТЫВАЮЩЕГО ТЕЛА | 2017 |
|
RU2743033C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ, СПОСОБ ИЗГОТОВЛЕНИЯ ВПИТЫВАЮЩИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ВПИТЫВАЮЩИХ ИЗДЕЛИЙ | 2015 |
|
RU2664339C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВПИТЫВАЮЩЕГО КОМПОНЕНТА И СПОСОБ ИЗГОТОВЛЕНИЯ ВПИТЫВАЮЩЕГО ИЗДЕЛИЯ | 2017 |
|
RU2750537C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2013 |
|
RU2636568C2 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2013 |
|
RU2636377C2 |
| ПОГЛОЩАЮЩИЙ ЭЛЕМЕНТ И ПОГЛОЩАЮЩЕЕ ИЗДЕЛИЕ, ПОЛУЧЕННОЕ ПРИ ИСПОЛЬЗОВАНИИ ДАННОГО ПОГЛОЩАЮЩЕГО ЭЛЕМЕНТА | 2013 |
|
RU2600437C2 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2013 |
|
RU2631646C2 |
| УПАКОВКА ВПИТЫВАЮЩЕГО ИЗДЕЛИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ УПАКОВКИ ВПИТЫВАЮЩЕГО ИЗДЕЛИЯ | 2018 |
|
RU2744188C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2013 |
|
RU2623970C2 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2013 |
|
RU2643124C2 |
Настоящее изобретение относится к способу изготовления поглощающего элемента (3), включающему этап осаждения, на котором происходит всасывание исходного материала для поглощающего элемента, подаваемого посредством воздушного потока, в углублении (22), которое образовано на наружной периферийной поверхности вращающегося барабана (2), и этап сжатия, на котором осуществляется приложение давления к осажденному материалу (32), который был извлечен из углубления (22), для сжатия осажденного материала. Углубление (22) имеет всасывающую часть (23), которая состоит из пористой пластины (26), и невсасывающую часть (24), которая имеет воздухонепроницаемую нижнюю поверхность и не обеспечивает приложения всасывающей силы через нижнюю поверхность. Глубина невсасывающей части (24) от наружной периферийной поверхности вращающегося барабана меньше глубины всасывающей части (23). Исходный материал осаждают в углублении (22) на этапе осаждения, и давление прикладывают к осажденному материалу (32), который был извлечен из углубления (22), на этапе сжатия. Таким образом, может быть изготовлен поглощающий элемент (3), имеющий часть с высокой плотностью и часть с низкой плотностью, которые имеют значения плотности, отличающиеся друг от друга. 12 з.п. ф-лы, 11 ил.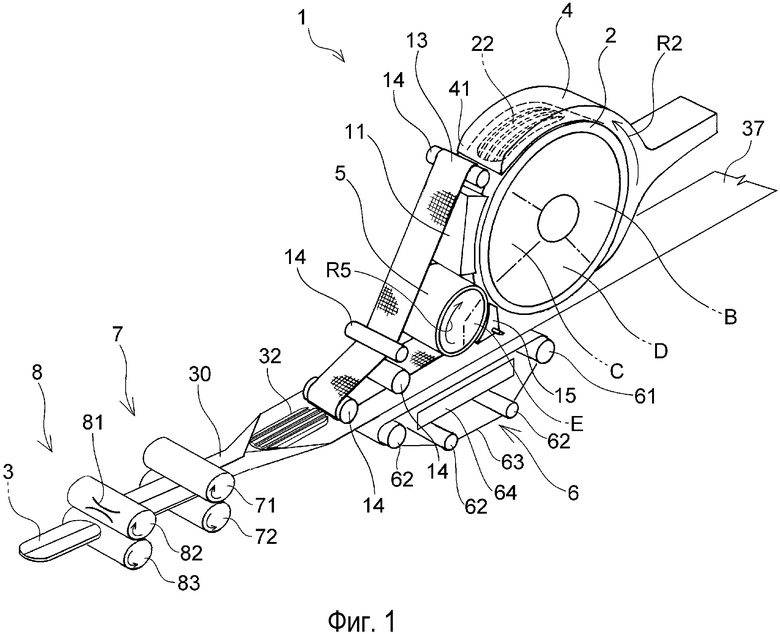
1. Способ изготовления поглощающего элемента, содержащий:
этап осаждения, на котором происходит осаждение исходного материала поглощающего элемента, подаваемого вместе с воздушным потоком, в углублении, которое выполнено на наружной окружной периферийной поверхности вращающегося барабана, посредством всасывания; и
этап сжатия, на котором происходит сжатие и сдавливание осажденной совокупности, извлеченной из внутреннего пространства углубления,
при этом углубление имеет всасывающую часть, которая образована из пористой пластины для выполнения всасывания со стороны нижней поверхности, и невсасывающую часть, имеющую воздухонепроницаемую нижнюю поверхность, чтобы не происходило всасывания со стороны нижней поверхности, при этом глубина невсасывающей части от наружной окружной периферийной поверхности вращающегося барабана меньше глубины всасывающей части от наружной окружной периферийной поверхности вращающегося барабана;
причем разделительный элемент, включающий в себя множество первых перегородок, проходящих в направлении вдоль окружности вращающегося барабана, и множество вторых перегородок, проходящих в направлении ширины вращающегося барабана, расположен внутри углубления; и нижняя поверхность невсасывающей части образована разделительным элементом;
при этом осажденную совокупность получают на этапе осаждения посредством осаждения исходного материала в углублении;
поглощающий элемент, имеющий части с высокой плотностью и части с низкой плотностью, получают на этапе сжатия посредством сжатия осажденной совокупности, извлеченной из углубления, при этом каждая часть с высокой плотностью и каждая часть с низкой плотностью различаются по плотности друг от друга, и часть с низкой плотностью расположена между частями с высокой плотностью, в результате чего части с высокой плотностью будут отделены друг от друга в поглощающем элементе; и
при этом в углублении множество всасывающих частей расположены с перерывами в направлении (2Х) вдоль окружности вращающегося барабана, и множество всасывающих частей расположены с перерывами также в направлении (2Y) ширины вращающегося барабана.
2. Способ изготовления поглощающего элемента по п. 1,
в котором поглощающий элемент представляет собой поглощающий элемент, в котором часть, соответствующая всасывающей части, представляет собой часть с высокой плотностью, и часть, соответствующая невсасывающей части, представляет собой часть с низкой плотностью.
3. Способ изготовления поглощающего элемента по п. 1 или 2,
в котором углубление включает в себя множество всасывающих частей, каждая из которых имеет прямоугольную нижнюю поверхность в качестве всасывающей части; и
многочисленные всасывающие части образованы в направлении вдоль окружности и в направлении ширины вращающегося барабана.
4. Способ изготовления поглощающего элемента по п. 1,
в котором первые перегородки и вторые перегородки соединены.
5. Способ изготовления поглощающего элемента по п. 1 или 2,
в котором углубление имеет конструкцию, в которой всасывающая часть и невсасывающая часть образованы соответственно с удлиненной формой в направлении вдоль окружности вращающегося барабана, образовано множество невсасывающих частей, и всасывающая часть и невсасывающая часть образованы попеременно в направлении ширины вращающегося барабана.
6. Способ изготовления поглощающего элемента по п. 1 или 2,
в котором углубление имеет конструкцию, в которой всасывающая часть и невсасывающая часть образованы соответственно с удлиненной формой в направлении ширины вращающегося барабана, образовано множество невсасывающих частей, и всасывающая часть и невсасывающая часть образованы попеременно в направлении вдоль окружности вращающегося барабана.
7. Способ изготовления поглощающего элемента по п. 1 или 2,
в котором нижняя поверхность невсасывающей части образована воздухонепроницаемым элементом, который расположен на пористой пластине; и
воздухонепроницаемый элемент имеет часть боковой поверхности, имеющую участок с линейной формой в направлении толщины.
8. Способ изготовления поглощающего элемента по п. 1 или 2,
в котором осажденную совокупность сжимают на этапе сжатия между валиками, каждый из которых имеет гладкую поверхность, или между двумя тиснильными валиками, в которых выпуклая часть для тиснения предусмотрена на одном из двух валиков или на обоих валиках.
9. Способ изготовления поглощающего элемента по п. 1 или 2,
в котором часть с высокой плотностью и часть с низкой плотностью сжимают на этапе сжатия так, чтобы они имели одинаковую кажущуюся толщину.
10. Способ изготовления поглощающего элемента по п. 1,
в котором осажденную совокупность в углублении, которое выполнено на наружной окружной периферийной поверхности вращающегося барабана, извлекают из внутреннего пространства углубления посредством перемещения на передаточный валик за счет всасывания со стороны передаточного валика; и
воздухозащитная пластина расположена рядом с передаточным валиком.
11. Способ изготовления поглощающего элемента по п. 1,
в котором осажденную совокупность, извлеченную из внутреннего пространства углубления, перемещают на лист, предназначенный для обертывания сердцевины;
как верхнюю, так и нижнюю поверхности осажденной совокупности закрывают листом, предназначенным для обертывания сердцевины, посредством загибания обеих боковых частей листа, предназначенного для обертывания сердцевины; и
осажденную совокупность в состоянии, в котором она закрыта листом, предназначенным для обертывания сердцевины, сжимают на этапе сжатия.
12. Способ изготовления поглощающего элемента по п. 1,
в котором осажденную совокупность, извлеченную из внутреннего пространства углубления, перемещают на лист, предназначенный для обертывания сердцевины; и
осажденную совокупность перед загибанием листа, предназначенного для обертывания сердцевины, сжимают на этапе сжатия.
13. Способ изготовления поглощающего элемента по п. 1,
при этом способ обеспечивает изготовление поглощающего элемента, в котором множество частей с высокой плотностью, окруженных по периферии частью с низкой плотностью, образованы соответственно в направлении, соответствующем направлению вдоль окружности, и в направлении, соответствующем направлению ширины вращающегося барабана.
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| Колосоуборка | 1923 |
|
SU2009A1 |
| US 2007044903 A1, 01.03.2007 | |||
| US 2004061263 A1, 01.04.2004 | |||
| WO 2010015053 A1, 11.02.2010. | |||

