Изобретения относятся к области машиностроения, в частности к производству композитных баллонов высокого давления, используемых в основном для хранения и транспортировки сжатых и сжиженных газов.
В известном уровне техники наиболее перспективными являются многослойные, в основном двухслойные, баллоны высокого давления, содержащие внутренний герметизирующий слой (лейнер) и наружный - силовой, выполненный намоткой ленты, формируемой из нитей или жгутов высокомодульного высокопрочного материала, пропитанных полимерным связующим, с последующей термообработкой по определенному режиму. Силовая оболочка, в этом случае, выполнена в виде «Кокона», имеющего на днищах полюсные отверстия. Полюсные отверстия закрыты металлическими фланцами, в которых выполнены эксплуатационные отверстия.
При изготовлении баллона с герметизирующим лейнером из эластомера (резины) намотка силовой оболочки должна осуществляться с применением удаляемой (песчаной) оправки.
При достаточной кольцевой и осевой жесткости лейнера намотка производится на лейнер, как на оправку, без подкрепления его в осевом и кольцевом направлениях.
У металлических лейнеров фланцы приварены к тонкостенному корпусу, у полимерных (полиэтелен, полипропилен) фланцы заделаны в процессе формирования корпуса.
Известен сосуд высокого давления из полимерных композиционных материалов по а.с. СССР №763646 от 13.03.78 г., МПК3 F17C 1/00, содержащий герметизирующий лейнер и силовую оболочку.
Известен сосуд высокого давления из полимерных композиционных материалов по заявке ЕПВ №0167334 от 08.01.86 г., МПК7 F65C 13/12. Известный сосуд выполнен двухслойным и содержит внутреннюю герметичную оболочку, на которую намотаны силовые полимерные слои.
Известен баллон давления из полимерных композиционных материалов по патенту РФ №2269044C1 от 20.05.2004 г., МПК7 F16J 12/00, содержащий лейнер, фланцы и силовую оболочку.
Известен сосуд высокого давления из полимерных композиционных материалов по заявке ЕПВ №0147042 от 03.0.86 г., МПК7 F17C 1/16, содержащий лейнер и силовую оболочку.
Известен сосуд высокого давления из полимерных композиционных материалов по патенту ФРГ №1625937 от 14.08.69 г., МПК7 F65J 11/06. Известный сосуд содержит внутреннюю герметичную оболочку и силовую обшивку.
Известны емкость из полимерных композиционных материалов и способ ее изготовления, герметичный лейнер и способ его изготовления по патенту РФ №2246062C2 от 13.08.2004 г., МПК7 F16J 12/00.
Известен сосуд высокого давления из полимерных композиционных материалов по заявке ФРГ №3103646 от 12.08.82 г., МПК7 F17C 1/13, содержащий внутренний герметизирующий слой и силовую оболочку.
Известен способ выполнения сосуда давления из полимерного композиционного материала по а.с. SU №1132094 от 27.04.82 г., МПК7 F16J 12/00, при котором на внутренний герметизирующий слой и полюсные фланцы путем спиральной намотки жгутом из однонаправленного волокнистого материала наносят силовую оболочку.
Известен жесткий каркас из полимерных композитов в виде сетчатой оболочки и способ его изготовления по патенту РФ №32153419 от 10.03.99 г., МПК7 В32В 1/08.
Известны способ намотки силовой оболочки баллона высокого давления из полимерных композиционных материалов и баллон высокого давления из полимерных композиционных материалов, лейнер и способ его изготовления по патенту Англии №1, 150, 131 от 30.04.69 г., НКИ B8G; В5А, МКП B65h 81/02.
Известны композитный баллон высокого давления и способ его изготовления, перфорированный металлический лейнер и способ его изготовления по патенту РФ №2077682 от 27.10.97 г., F17C 1/00.
Известные баллоны определяют общий уровень техники и не являются особо релевантными, поэтому предлагаемыми решениями устраняются недостатки общего известного уровня техники.
Недостатками общего известного уровня техники для баллона высокого давления являются низкая надежность его работы, ограниченное число циклов нагружения (250 циклов max), а также низкая технологичность конструкции.
Для баллона с металлическим жестким лейнером основным недостатком является ограниченное число циклов нагружения лейнера от нулевых до предельных деформаций в момент достижения рабочего давления, заданного современными требованиями к баллонам, из-за высокого модуля упругости и, в связи с этим, из-за цикличной работы в зоне рабочих напряжений, близких к предельно допустимым. Кроме того, недостатком является низкая технологичность конструкции из-за высокой трудоемкости и нетехнологичности сварочных работ тонкостенных металлических конструкций с обеспечением их герметичности.
Для баллона с полимерным лейнером недостатками являются низкая герметичность в зоне заделки металлических фланцев, а также низкая цикличность работы и неудовлетворительный температурный диапазон, кроме того, недостатком является низкая технологичность конструкции из-за сложности заделки фланцев в полимер при изготовлении лейнеров.
Для баллона с низкомодульным эластичным (резиновым) лейнером недостатком является низкая технологичность конструкции из-за необходимости применения удаляемой (песчаной) оправки, требующей наличия больших полюсных отверстий, а значит массивных металлических фланцев со значительным повышением общей массы конструкции. Кроме того, недостатком является низкая надежность работы баллона из-за возможности отслоения резины при отсутствии избыточного давления в емкости, так как резина при вулканизации совместно с силовой оболочкой подвержена объемной усадке, а после удаления оправки - деформациям, направленным внутрь объема, то есть на отслоение.
Недостатками общего известного уровня техники для способа изготовления баллона являются его низкая технологичность и низкое качество конструкции из-за его низкой надежности и ограниченного числа циклов нагружения.
Для способа изготовления баллона с металлическим жестким лейнером основным недостатком является его низкая технологичность из-за высокой трудоемкости и нетехнологичности сварочных работ тонкостенных металлических конструкций с обеспечением их герметичности. Кроме того, недостатком является низкое качество конструкции из-за ограниченного числа циклов нагружения лейнера от нулевых до предельных деформаций в момент достижения рабочего давления, заданного современными требованиями к баллонам, при высоком модуле упругости и, в связи с этим, цикличной работе в зоне рабочих напряжений, близких к предельно допустимым.
Для способа изготовления баллона с полимерным лейнером недостатками являются низкая технологичность заделки металлических фланцев в полимер с обеспечением герметичности, а также низкое качество конструкции из-за ограниченной цикличности и неудовлетворительного температурного диапазона.
Для способа изготовления баллона с низкомодульным эластичным (резиновым) лейнером недостатком является его низкая технологичность из-за необходимости применения удаляемой (песчаной) оправки, требующей наличия больших полюсных отверстий. Также недостатком является низкое качество конструкции из-за большой массы фланцев, установленных в увеличенных полюсных отверстиях, из-за возможности отслоения резины при отсутствии избыточного давления в емкости, так как резина при вулканизации совместно с силовой оболочкой подвержена объемной усадке, а после удаления оправки - деформациям, направленным внутрь объема, то есть на отслоение.
Недостатками общего известного уровня техники для жесткого лейнера являются низкая надежность его работы, ограниченное число циклов нагружения (250 циклов max), высокая масса, а также низкая технологичность конструкции.
Для металлического жесткого лейнера основным недостатком является ограниченное число циклов нагружения лейнера от нулевых до предельных деформаций в момент достижения рабочего давления, заданного современными требованиями к баллонам, из-за высокого модуля упругости и, в связи с этим, из-за цикличной работы в зоне рабочих напряжений, близких к предельно допустимым. Кроме того, недостатком является низкая технологичность конструкции из-за высокой трудоемкости и нетехнологичности сварочных работ тонкостенных металлических конструкций с обеспечением их герметичности.
Для полимерного лейнера недостатками являются низкая герметичность в зоне заделки металлических фланцев, а также низкая цикличность работы и неудовлетворительный температурный диапазон, кроме того, недостатком является низкая технологичность конструкции из-за сложности заделки фланцев в полимер при их изготовлении.
Для низкомодульного эластичного (резинового) лейнера недостатком является низкая технологичность конструкции из-за необходимости применения при его изготовлении удаляемой (песчаной) оправки, требующей наличия больших полюсных отверстий, а значит массивных металлических фланцев со значительным повышением общей массы конструкции. Кроме того, недостатком является низкая надежность совместной работы лейнера с силовой оболочкой баллона из-за возможности отслоения резины при отсутствии избыточного давления в емкости, так как резина при вулканизации совместно с силовой оболочкой подвержена объемной усадке, а после удаления оправки - деформациям, направленным внутрь объема, то есть на отслоение.
Недостатками общего известного уровня техники для способа изготовления жесткого лейнера являются его низкая технологичность, а также низкое качество конструкции из-за низкой надежности ее работы, ограниченного числа циклов нагружения и высокой массы.
Для способа изготовления металлического жесткого лейнера основным недостатком является его низкая технологичность из-за высокой трудоемкости и не технологичности сварочных работ тонкостенных металлических конструкций с обеспечением их герметичности. Кроме того, недостатком является низкое качество конструкции из-за ограниченного числа циклов нагружения лейнера от нулевых до предельных деформаций в момент достижения рабочего давления, заданного современными требованиями к баллонам, при высоком модуле упругости и, в связи с этим, цикличной работе в зоне рабочих напряжений, близких к предельно допустимым.
Для способа изготовления полимерного лейнера недостатками являются низкая технологичность конструкции из-за сложности заделки фланцев в полимер при их изготовлении, а также низкое качество конструкции из-за ограниченной цикличности и неудовлетворительного температурного диапазона.
Для способа изготовления низкомодульного эластичного (резинового) лейнера недостатком является его низкая технологичность из-за необходимости применения удаляемой (песчаной) оправки, требующей наличия больших полюсных отверстий, а значит массивных металлических фланцев со значительным повышением общей массы конструкции. Кроме того, недостатком является низкое качество конструкции, связанное с низкой надежностью совместной работы лейнера с силовой оболочкой баллона из-за возможности отслоения резины при отсутствии избыточного давления в емкости, так как резина при вулканизации совместно с силовой оболочкой подвержена объемной усадке, а после удаления оправки - деформациям, направленным внутрь объема, то есть на отслоение.
Технической задачей, на решение которой направлены заявляемые изобретения, является разработка и создание технологичных конструкций баллонов высокого давления с низкомодульным (резиновым) герметизирующим лейнером высокого качества с повышенной надежностью работы.
В связи с этим, технические результаты, которые достигаются при решении поставленной задачи, заключаются в устранении недостатков общего известного уровня техники для баллонов высокого давления с низкомодульным (резиновым) герметизирующим лейнером.
Технический результат для баллона высокого давления, который может быть достигнут при решении поставленной задачи, заключается в повышении технологичности конструкции за счет применения удаляемой жесткой оправки при полюсных отверстиях оптимального размера, исключения из конструкции массивных металлических фланцев со снижением общей массы конструкции, за счет введения в конструкцию под герметизирующий слой жестких элементов лейнера, а также за счет повышения технологичности сборки этих элементов. Кроме того, технический результат заключается в повышении надежности работы баллона за счет исключения отслоения резины, ограничением ее деформаций охватывающими жесткими элементами (снаружи силовой оболочкой, изнутри жесткими элементами лейнера).
Технический результат для способа изготовления баллона высокого давления, который может достигнут при решении поставленной задачи, заключается в повышении его технологичности за счет применения удаляемой жесткой оправки при полюсных отверстиях оптимального размера, исключения из конструкции массивных металлических фланцев со снижением общей массы конструкции, за счет введения в конструкцию лейнера при намотке силовой оболочки под герметизирующий слой жестких элементов лейнера, а также за счет повышения технологичности сборки этих элементов. Кроме того, технический результат заключается в повышении технологичности вулканизации резины и повышении тем самым качества баллона за счет повышения надежности его работы при исключении отслоения резины, ограничением ее деформаций охватывающими жесткими элементами (снаружи силовой оболочкой, изнутри жесткими элементами лейнера).
Технический результат для жесткого лейнера, который может быть достигнут при решении поставленной задачи, заключается в повышении технологичности конструкции за счет применения удаляемой жесткой оправки при полюсных отверстиях оптимального размера, исключения из конструкции массивных металлических фланцев со снижением общей массы конструкции, за счет введения в конструкцию лейнера при намотке силовой оболочки под герметизирующий слой жестких элементов лейнера, а также за счет повышения технологичности сборки этих элементов с обеспечением их соосности.
Технический результат для способа изготовления жесткого лейнера, который может достигнут при решении поставленной задачи, заключается в повышении технологичности изготовления жестких элементов лейнера, удаления жесткой оправки (снятия элементов с оправки), технологичности сборки лейнера с обеспечением соосности его элементов, а также в обеспечении технологичности намотки силовой оболочки за счет повышения жесткости лейнера, обеспечении технологичности изготовления герметизирующего слоя. Кроме того, технический результат заключается в повышении качества конструкции за счет снижения ее массы.
Поставленная задача с достижением технического результата для баллона высокого давления из полимерных композиционных материалов решается тем, что баллон высокого давления из полимерных композиционных материалов, содержащий силовую оболочку и металлические фланцы с эксплуатационными отверстиями, герметизирующий слой и составной лейнер, состоящий из выпуклых днищ и цилиндрических секций, выполненных из сетчатого каркаса, содержащего спиральные или спиральные и кольцевые ребра с опорным покрытием, при этом элементы лейнера соосно скреплены своими торцами.
Эксплуатационные отверстия выполнены резьбовыми с одинаковыми параметрами резьбы.
Днища лейнера изготовлены из композитного материала методом контактного формования или прессования, или намотки.
Секции лейнера скреплены ребрами с помощью крепежных элементов.
Фланцы закреплены на днищах, а днища скреплены с сопрягаемыми секциями с помощью крепежных элементов.
Герметизирующий слой выполнен из резины и расположен между опорным покрытием и силовой оболочкой.
Поставленная задача с достижением технического результата для способа изготовления баллона высокого давления из полимерных композиционных материалов решается тем, что на составной лейнер с металлическими фланцами наносят герметизирующий слой и наматывают силовую оболочку, причем лейнер собирают из выпуклых днищ и цилиндрических секций, которые выполняют из сетчатого каркаса, содержащего спиральные или спиральные и кольцевые ребра с опорным покрытием, при этом элементы лейнера соосно скрепляют по их торцам.
Лейнер собирают на валу с резьбовыми участками, навинчивая фланцы их резьбовыми отверстиями на вал.
Днища изготавливают из композитного материала методом контактного формования или прессования, или намотки.
Секции лейнера скрепляют ребрами с помощью крепежных элементов.
Фланцы закрепляют на днищах, а днища скрепляют с сопрягаемыми секциями с помощью крепежных элементов.
На каркас наносят опорное покрытие после его сборки.
Для изготовления герметизирующего слоя берут не вулканизованную резину, укладывают ее на опорное покрытие, соединенное с фланцами, обжимают витками силовой оболочки, термообрабатывают совместно с силовой оболочкой, обеспечивая ее прессование при вулканизации, а также сшивку со связующим силовой оболочки.
Поставленная задача с достижением технического результата для жесткого лейнера из полимерных композиционных материалов решается тем, что жесткий лейнер из полимерных композиционных материалов, включающий выпуклые днища и цилиндрические секции, выполненные из сетчатого каркаса, содержащего спиральные или спиральные и кольцевые ребра с опорным покрытием, при этом элементы лейнера скреплены соосно своими торцами.
Днища выполнены из композитного материала методом контактного формования или прессования, или намотки.
Элементы скреплены ребрами с помощью крепежных элементов.
Днища скреплены с сопрягаемыми секциями с помощью крепежных элементов.
Поставленная задача с достижением технического результата для способа изготовления жесткого лейнера из полимерных композиционных материалов решается тем, что лейнер собирают из выпуклых днищ и цилиндрических секций, которые выполняют из сетчатого каркаса, содержащего спиральные или спиральные и кольцевые ребра с опорным покрытием, при этом элементы лейнера соосно скрепляют по их торцам.
Лейнер наматывают на жесткую оправку, нанося на нее разделительный слой, затем разрезают в плоскости, перпендикулярной оси оправки, затем снимают с оправки и собирают.
В качестве разделительного слоя используют резиноподобный материал, в котором выполняют канавки для намотки спиральных и кольцевых ребер каркаса, при этом резиноподобный материал удаляют после разрезки каркаса и съема его совместно с резиноподобным материалом с оправки.
Днища изготавливают из композитного материала методом контактного формования или прессования, или намотки.
Элементы лейнера скрепляют ребрами с помощью крепежных элементов.
Днища скрепляют с сопрягаемыми секциями с помощью крепежных элементов.
Опорное покрытие наносят на каркас после его сборки.
Отличительными признаками для баллона высокого давления являются следующие признаки:
- баллон содержит составной лейнер, состоящий из выпуклых днищ и цилиндрических секций;
- выполненных из сетчатого каркаса, содержащего спиральные или спиральные и кольцевые ребра с опорным покрытием;
- элементы лейнера соосно скреплены своими торцами;
- эксплуатационные отверстия выполнены резьбовыми с одинаковыми параметрами резьбы;
- днища лейнера изготовлены из композиционного материала (в том числе из стеклопластика) методом контактного формования или прессования, или намотки;
- секции лейнера скреплены ребрами с помощью крепежных элементов;
- фланцы закреплены на днищах, а днища скреплены с сопрягаемыми секциями с помощью резьбовых крепежных элементов;
- герметизирующий слой выполнен из резины и расположен между опорным покрытием и силовой оболочкой.
Отличительными признаками для способа изготовления баллона высокого давления являются следующие признаки:
- на составной лейнер;
- лейнер собирают из выпуклых днищ и цилиндрических секций;
- которые выполняют из сетчатого каркаса, содержащего спиральные или спиральные и кольцевые ребра с опорным покрытием;
- элементы лейнера соосно скрепляют по их торцам;
- лейнер собирают на валу с резьбовыми участками, навинчивая фланцы их резьбовыми отверстиями на вал;
- днища изготавливают из композитного материала методом контактного формования или прессования, или намотки;
- секции лейнера скрепляют ребрами с помощью крепежных элементов;
- фланцы закрепляют на днищах, а днища скрепляют с сопрягаемыми секциями с помощью крепежных элементов;
- на каркас наносят опорное покрытие после его сборки;
- для изготовления герметизирующего слоя берут не вулканизованную резину, укладывают ее на опорное покрытие, соединенное с фланцами, обжимают витками силовой оболочки, термообрабатывают совместно с силовой оболочкой, обеспечивая ее прессование при вулканизации, а также сшивку со связующим силовой оболочки.
Отличительными признаками для жесткого лейнера являются следующие признаки:
- выпуклые днища и цилиндрические секции выполнены из сетчатого каркаса, содержащего спиральные или спиральные и кольцевые ребра с опорным покрытием;
- элементы лейнера скреплены соосно своими торцами;
- днища выполнены из композитного материала методом контактного формования или прессования, или намотки - признаки существенные, предусматривают обоснованное применение нового более дешевого материала, направлены на решение поставленной задачи с достижением технического результата, заключающегося в повышении технологичности конструкции;
- элементы скреплены ребрами с помощью крепежных элементов;
- днища скреплены с сопрягаемыми секциями с помощью крепежных элементов.
Отличительными признаками для способа изготовления жесткого лейнера являются следующие признаки:
- лейнер собирают из выпуклых днищ и цилиндрических секций;
- которые выполняют из сетчатого каркаса, содержащего спиральные или спиральные и кольцевые ребра с опорным покрытием;
- элементы лейнера соосно скрепляют по их торцам;
- лейнер наматывают на жесткую оправку, нанося на нее разделительный слой, затем разрезают в плоскости, перпендикулярной оси оправки, затем снимают с оправки и собирают;
- в качестве разделительного слоя используют резиноподобный материал, в котором выполняют канавки для намотки спиральных и кольцевых ребер каркаса, при этом резиноподобный материал удаляют после разрезки каркаса и съема его совместно с резиноподобным материалом с оправки;
- днища изготавливают из композитного материала методом контактного формования или прессования, или намотки;
- элементы лейнера скрепляют ребрами с помощью крепежных элементов;
- днища скрепляют с сопрягаемыми секциями с помощью крепежных элементов;
- опорное покрытие наносят на каркас после его сборки.
Указанные отличительные признаки являются существенными, поскольку каждый в отдельности и все совместно направлены на решение поставленной задачи с достижением технических результатов. Использование единой совокупности существенных отличительных признаков в известных решениях не обнаружено, что характеризует соответствие технического решения критерию «новизна».
Единая совокупность новых существенных признаков с общими известными обеспечивает решение поставленной задачи с достижением технических результатов и характеризует предложенные технические решения существенными отличиями по сравнению с известным уровнем техники и аналогами. Данные технические решения являются результатом научно-исследовательской и экспериментальной работы по повышению надежности работы баллонов высокого давления из полимерных композитов без использования известных проектировочных решений, рекомендаций, материалов и обладают неочевидностью, что свидетельствует об их соответствии критерию «изобретательский уровень».
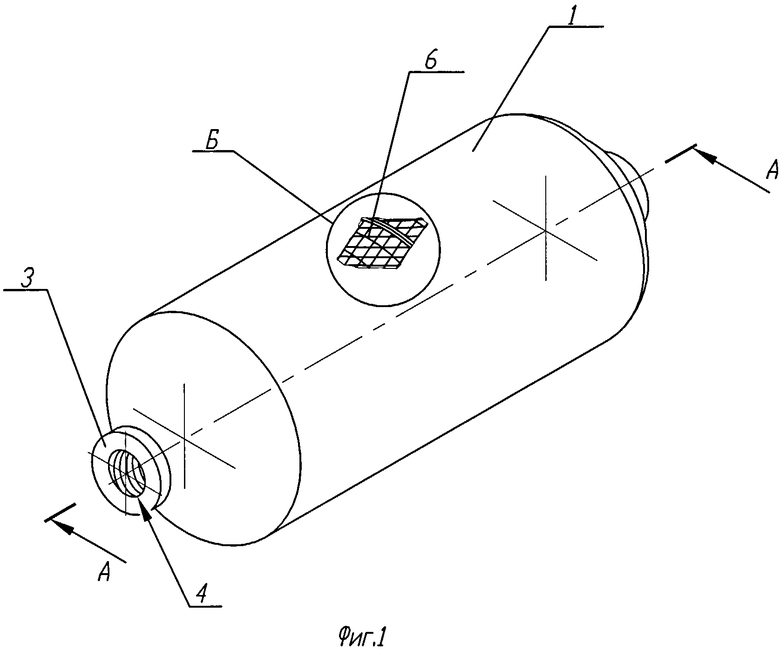
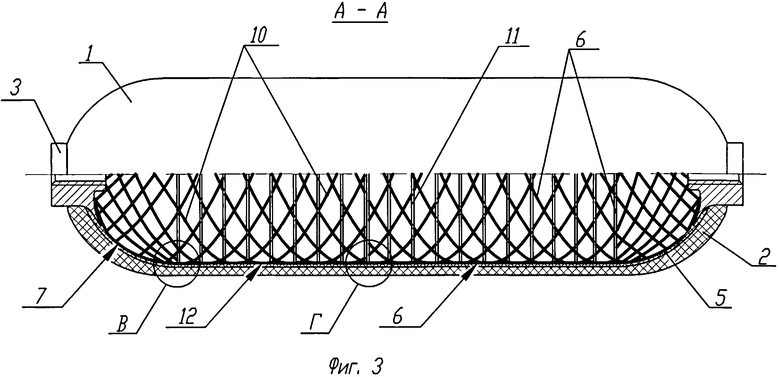
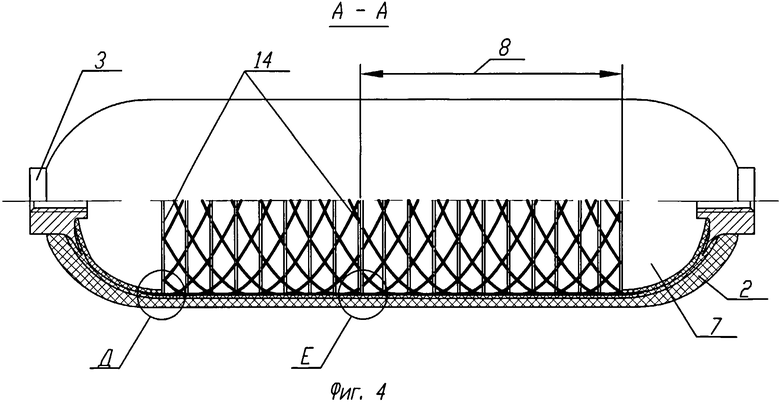
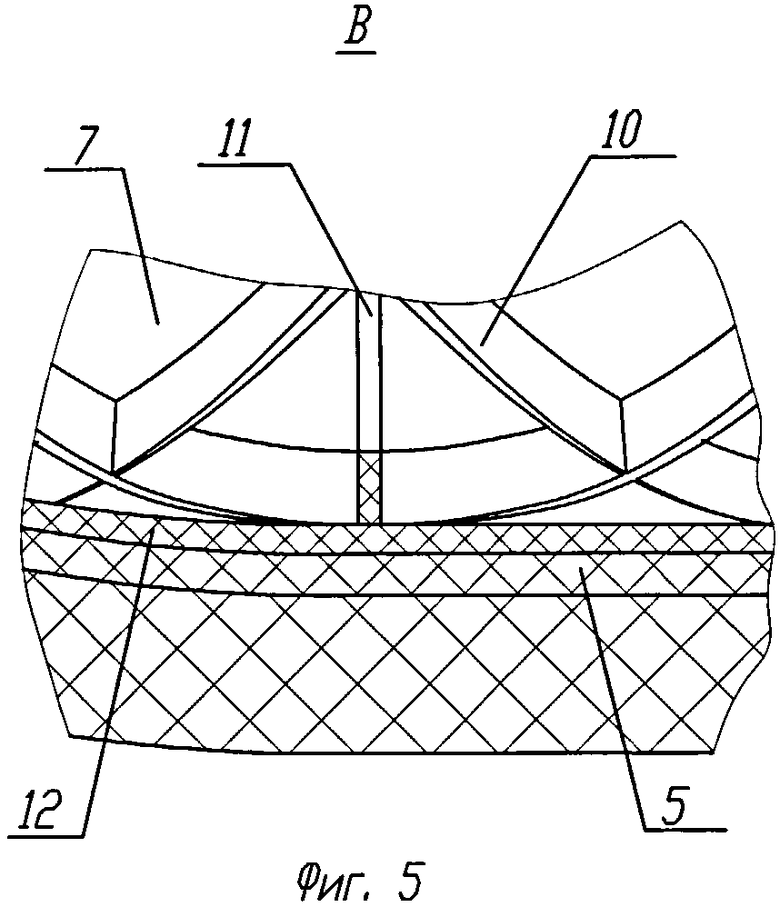
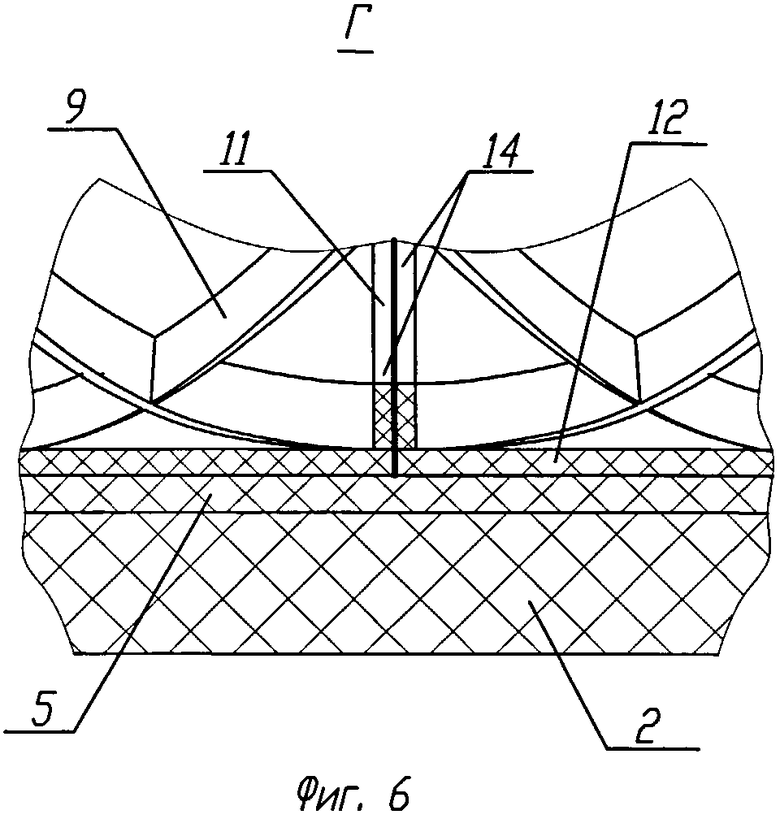
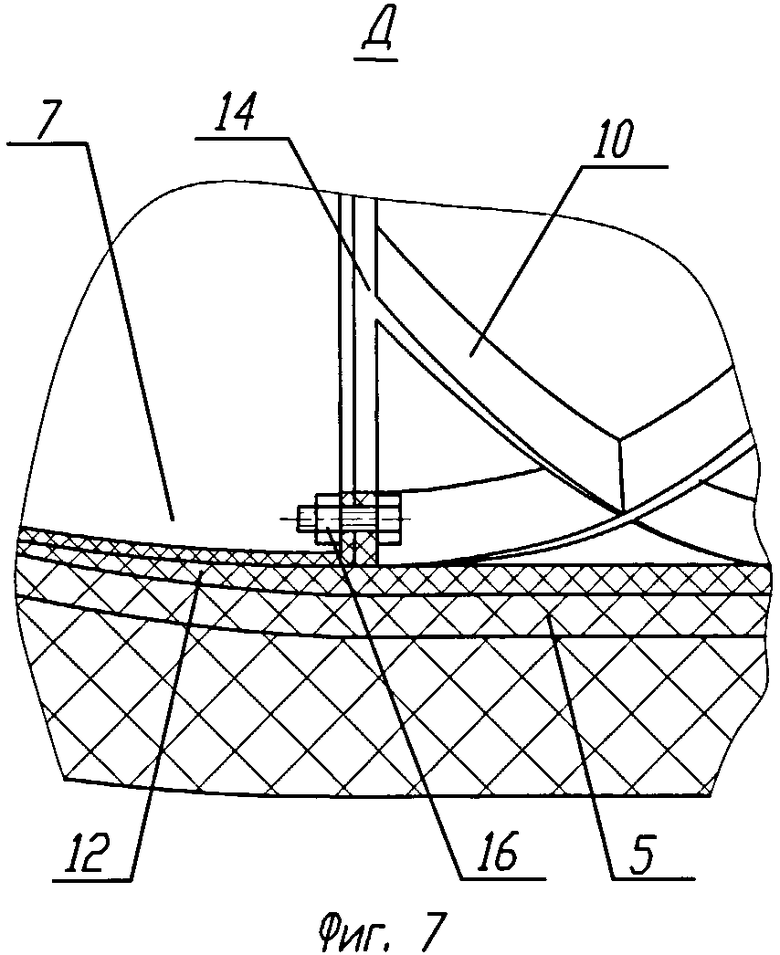
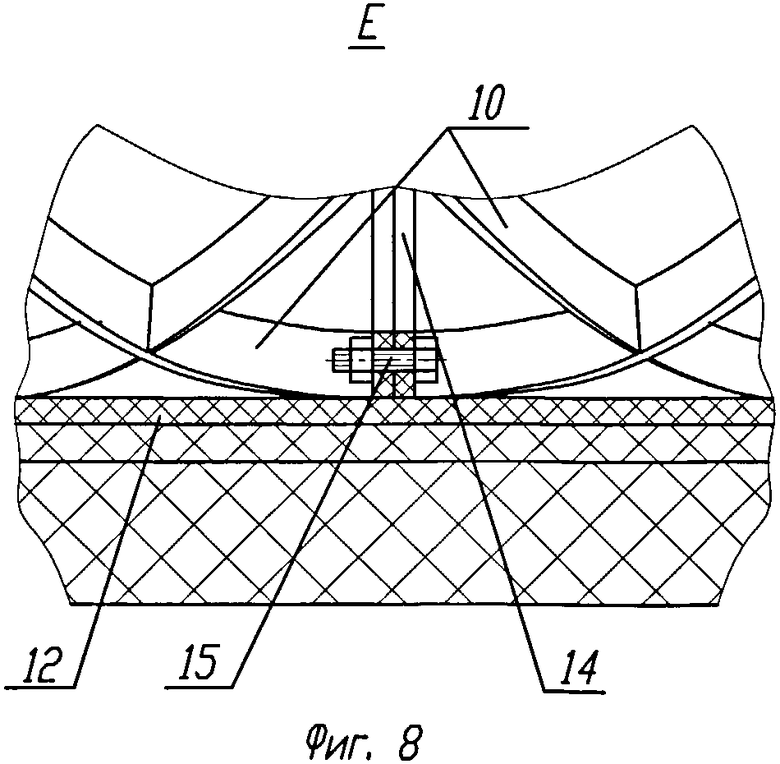
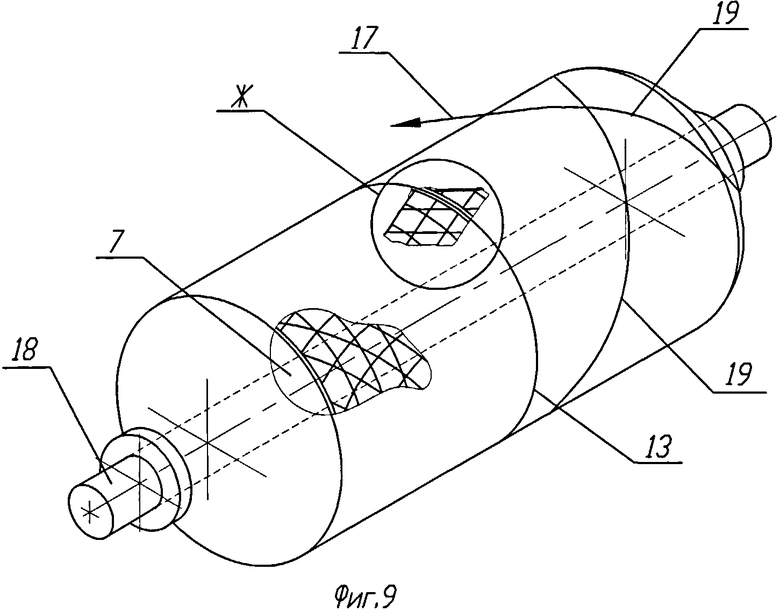
Сущность изобретений поясняется чертежами, где на фиг. 1 представлен общий вид баллона, на фиг. 2 - вид на зону скрепления сетчатых элементов каркаса, на фиг. 3 - общий вид баллона с сетчатым каркасом лейнера, на фиг. 4 - общий вид баллона с сетчатым каркасом цилиндрических секций и формованными днищами, на фиг. 5 - сечение зоны перехода к выпуклому днищу баллона с сетчатым каркасом лейнера, на фиг. 6 - сечение зоны скрепления секций сетчатого каркаса лейнера, на фиг. 7 - сечение зоны скрепления секций сетчатого каркаса и формованного днища лейнера с помощью крепежных элементов, на фиг. 8 - сечение зоны скрепления секций сетчатого каркаса лейнера с помощью крепежных элементов, на фиг. 9 - общий вид способа изготовления баллона, на фиг. 10 - вид на зону способа скрепления сетчатых элементов каркаса, на фиг. 11 - общий вид лейнера, на фиг. 12 - общий вид составного лейнера с сетчатым каркасом, на фиг. 13 - общий вид составного лейнера с сетчатым каркасом цилиндрических секций и формованных днищ, на фиг. 14 - общий вид способа изготовления жесткого лейнера, на фиг. 15 - общий вид жесткой оправки с разделительным слоем для изготовления жесткого лейнера, на фиг. 16 - сечение спиральной канавки разделительного слоя, на фиг. 17 - сечение кольцевых канавок разделительного слоя, на фиг. 18 - сечение зоны скрепления секций сетчатого каркаса лейнера спиральными ребрами с помощью крепежных элементов, на фиг. 19 - вид на крепежный элемент скрепления спиральных ребер сетчатого каркаса лейнера.
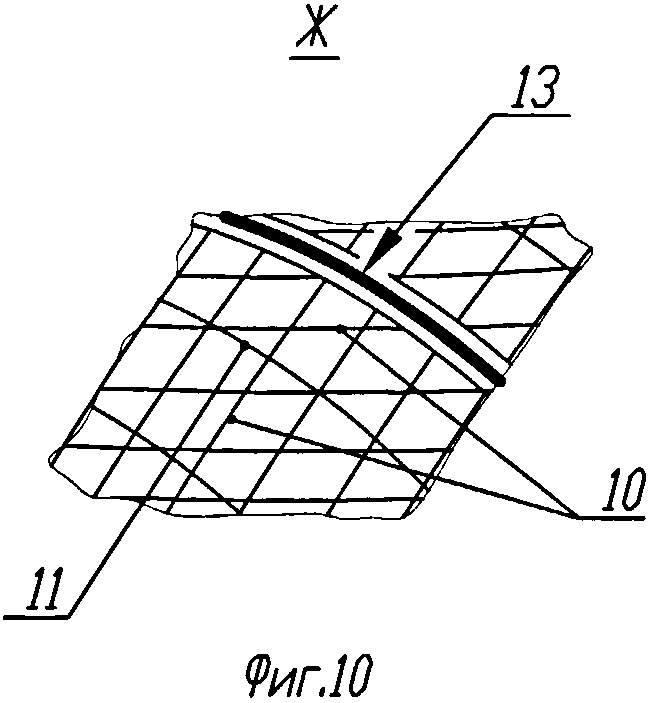
Баллон высокого давления 1 из полимерных композиционных материалов (см. фиг. 1, 2, 3), содержащий силовую оболочку 2 и металлические фланцы 3 с эксплуатационными отверстиями 4, герметизирующий слой 5 и составной лейнер 6, состоящий из выпуклых днищ 7 (см. фиг. 5) и цилиндрических секций 8 (см. фиг. 4), выполненных из сетчатого каркаса 9, содержащего спиральные 10 или спиральные 10 и кольцевые ребра 11 с опорным покрытием 12, при этом элементы лейнера соосно скреплены 13 своими торцами.
Эксплуатационные отверстия 4 выполнены резьбовыми с одинаковыми параметрами резьбы.
Днища 7 (см. фиг. 7) лейнера 6 изготовлены из композитного материала методом контактного формования или прессования, или намотки.
Секции 8 лейнера 6 скреплены ребрами 14 (см. фиг. 6) с помощью крепежных элементов 15 (см. фиг. 8).
Фланцы 3 закреплены на днищах 7, а днища скреплены с сопрягаемыми секциями 8 с помощью крепежных элементов 16 (см. фиг. 7)
Герметизирующий слой 5 выполнен из резины и расположен между опорным покрытием 12 и силовой оболочкой 2 (см. фиг. 5-8).
Способ изготовления баллона 1 высокого давления из полимерных композиционных материалов (см. фиг. 9), при котором на составной лейнер 6 с металлическими фланцами 3 наносят герметизирующий слой 5 и наматывают 17 силовую оболочку 2, причем лейнер 6 собирают из выпуклых днищ 7 и цилиндрических секций 8, которые выполняют из сетчатого каркаса 9, содержащего спиральные 10 или спиральные 10 и кольцевые ребра 11 с опорным покрытием 12, при этом элементы лейнера 6 соосно скрепляют 13 (см. фиг. 10) по их торцам.
Лейнер 6 собирают на валу 18 (см. фиг. 9) с резьбовыми участками, навинчивая фланцы 3 (см. фиг. 3, 4) их резьбовыми отверстиями 4 на вал 18.
Днища 7 (см. фиг. 9) изготавливают из композитного материала методом контактного формования или прессования, или намотки.
Секции 8 лейнера 6 скрепляют ребрами 14 с помощью крепежных элементов 15 (см. фиг. 8).
Фланцы 3 (см. фиг. 3, 4) закрепляют на днищах 7, а днища 7 скрепляют с сопрягаемыми секциями 8 с помощью крепежных элементов 16 (см. фиг. 7).
На каркас 9 наносят опорное покрытие 12 после его сборки (см. фиг. 7, 8).
Для изготовления герметизирующего слоя 5 (см. фиг. 3, 5-7) берут невулканизованную резину, укладывают ее на опорное покрытие 12, соединенное с фланцами, обжимают витками 19 силовой оболочки 2, термообрабатывают совместно с силовой оболочкой 2, обеспечивая ее прессование при вулканизации, а также сшивку со связующим силовой оболочки 2 (см. фиг. 6).
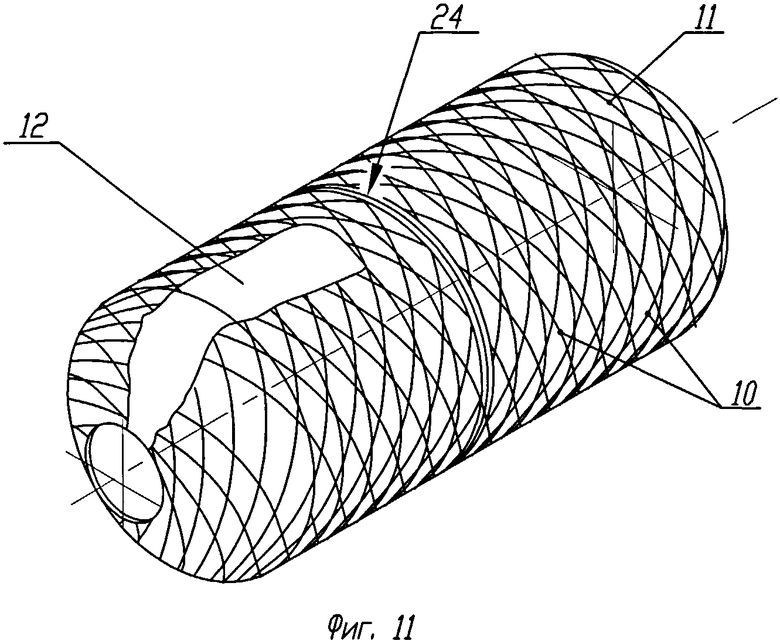
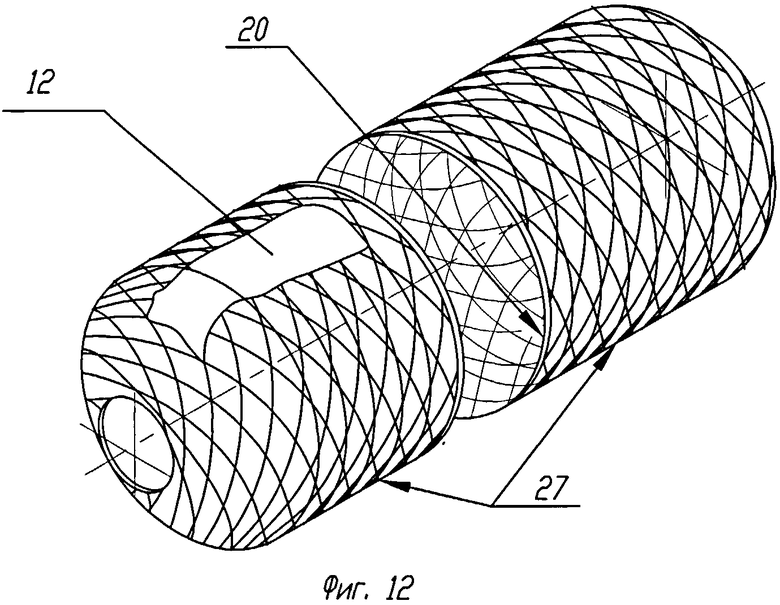
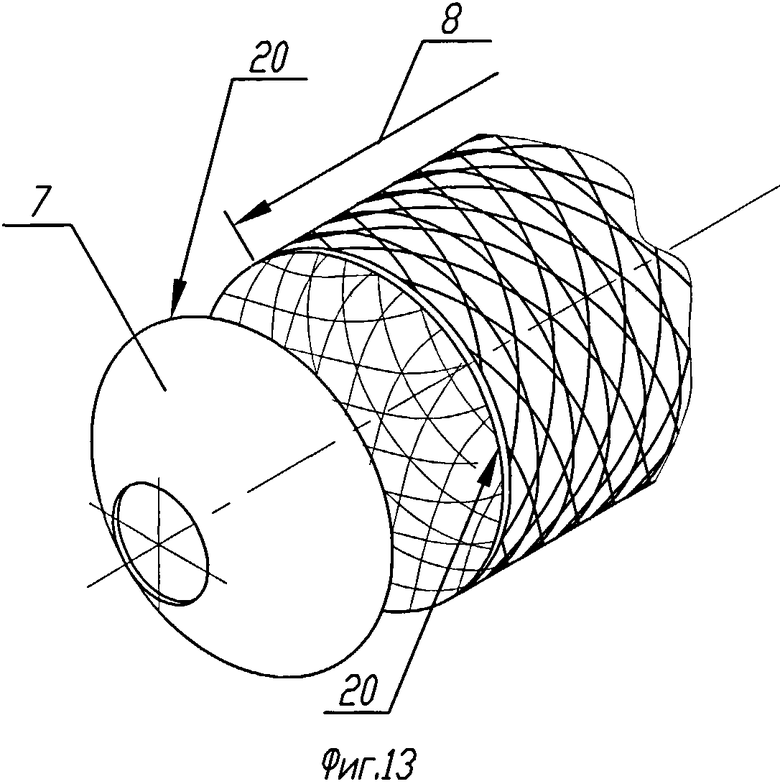
Жесткий лейнер 6 (см. фиг. 11-13) из полимерных композиционных материалов, включающий выпуклые днища 7 и цилиндрические секции 8, выполненные из сетчатого каркаса 9, содержащего спиральные или спиральные 10 и кольцевые ребра 11 с опорным покрытием 12, при этом элементы лейнера скреплены соосно своими торцами 20.
Днища 7 выполнены из композитного материала методом контактного формования или прессования, или намотки.
Элементы скреплены ребрами 14 (см. фиг. 6-8) с помощью крепежных элементов 15 (см. фиг. 8).
Днища 7 скреплены с сопрягаемыми секциями 8 с помощью крепежных элементов 16 (см. фиг. 7).
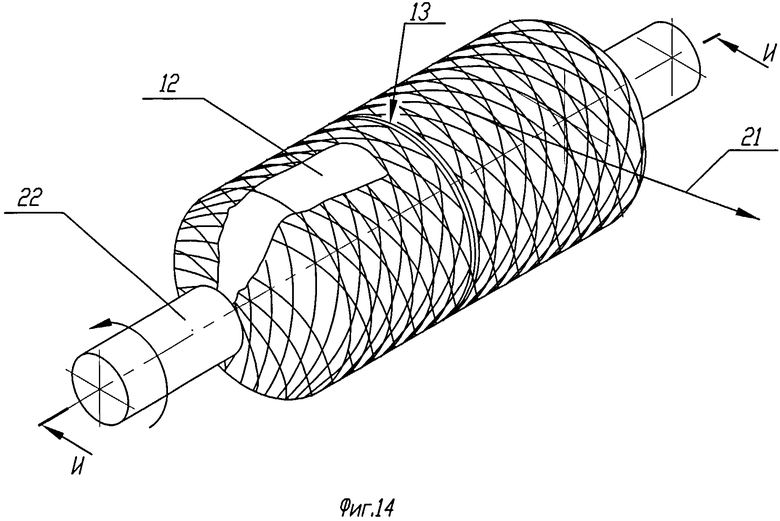
Способ изготовления жесткого лейнера 6 (см. фиг. 14), при котором лейнер 6 собирают из выпуклых днищ 7 и цилиндрических секций 8 (см. фиг. 13), которые выполняют из сетчатого каркаса 9, содержащего спиральные 10 или спиральные 10 и кольцевые 11 (см. фиг. 10) ребра с опорным покрытием 12 (см. фиг. 11, 12), при этом элементы лейнера соосно скрепляют по их торцам 20.
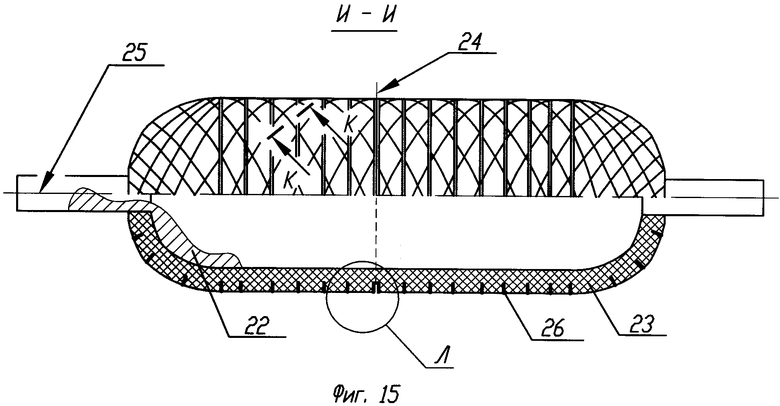
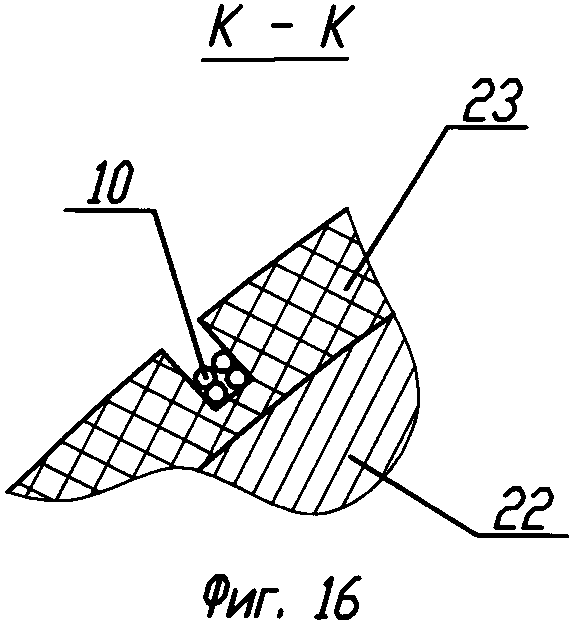
Лейнер 6 наматывают 21 (см. фиг. 14) на жесткую оправку 22, нанося на нее разделительный слой 23 (см. фиг. 15), затем разрезают в плоскости 24 (см. фиг. 11, 15), перпендикулярной оси 25 оправки, затем снимают с оправки 22 и собирают.
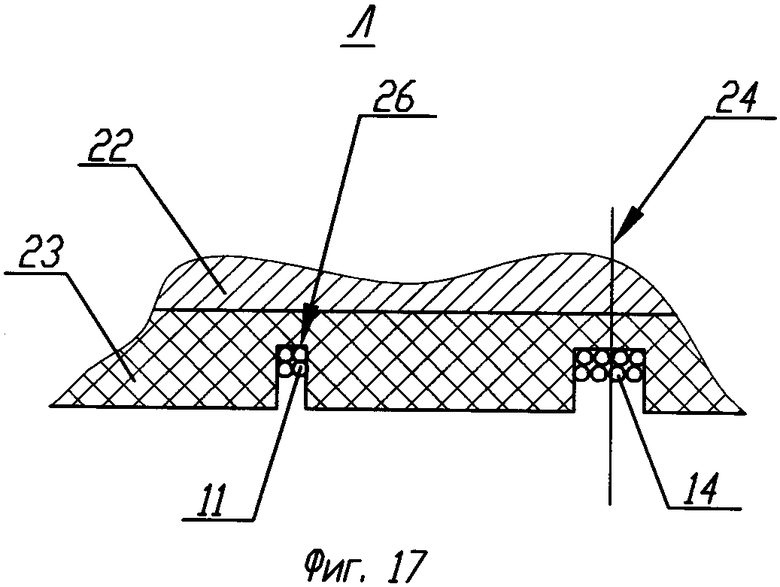
В качестве разделительного слоя 23 (см. фиг. 15-17) используют резиноподобный материал, в котором выполняют канавки 26 для намотки спиральных 10 и кольцевых 11 ребер каркаса 9, при этом резиноподобный материал 23 удаляют после разрезки каркаса 9 и съема его совместно с резиноподобным материалом 23 с оправки 22.
Днища 7 (см. фиг. 13) изготавливают из композитного материала методом контактного формования или прессования, или намотки.
Элементы лейнера 6 скрепляют торцевыми ребрами 14 каркаса с помощью крепежных элементов 15 (см. фиг. 8).
Днища 7 скрепляют с сопрягаемыми секциями 8 с помощью крепежных элементов 16 (см. фиг. 7).
Опорное покрытие 12 (см. фиг. 5, 7, 8) наносят на каркас 9 (см. фиг. 6) после его сборки.
Пример конкретного исполнения баллона 1 заключается в том, что баллон высокого давления 1 из полимерных композиционных материалов (см. фиг. 1, 2, 3) содержит высокомодульную силовую оболочку 2 и металлические фланцы 3 с эксплуатационными отверстиями 4, резиновый герметизирующий слой 5 и составной лейнер 6, состоящий из выпуклых днищ 7, выполненных из сетчатого каркаса (см. фиг. 3), и цилиндрических секций 8, выполненных из сетчатого каркаса 9, содержащего спиральные 10 и кольцевые ребра 11 с опорным покрытием 12 (см. фиг. 11), при этом симметричные элементы лейнера соосно скреплены 13 своими торцами с помощью клеевого соединения (см. фиг. 2).
Следующий пример конкретного исполнения отличается тем, что днища 7 лейнера 6 выполнены из дешевого стеклопластика методом контактного формования и последующего прессования в вакуумном мешке в автоклаве. Днища 7 соосно скреплены с каркасной или сплошной секцией 8 с помощью клеевого соединения 13 или крепежных элементов 16.
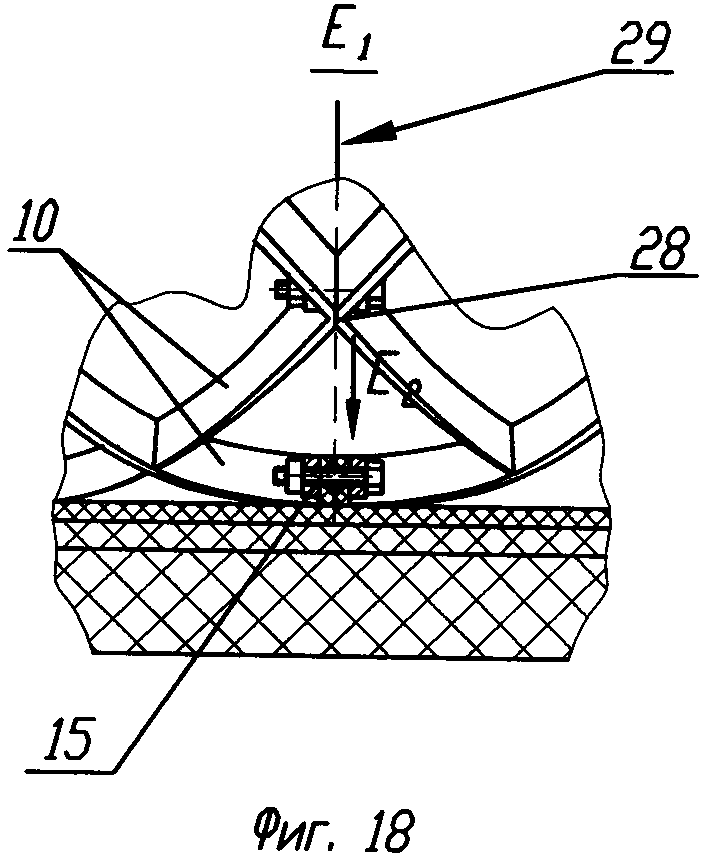
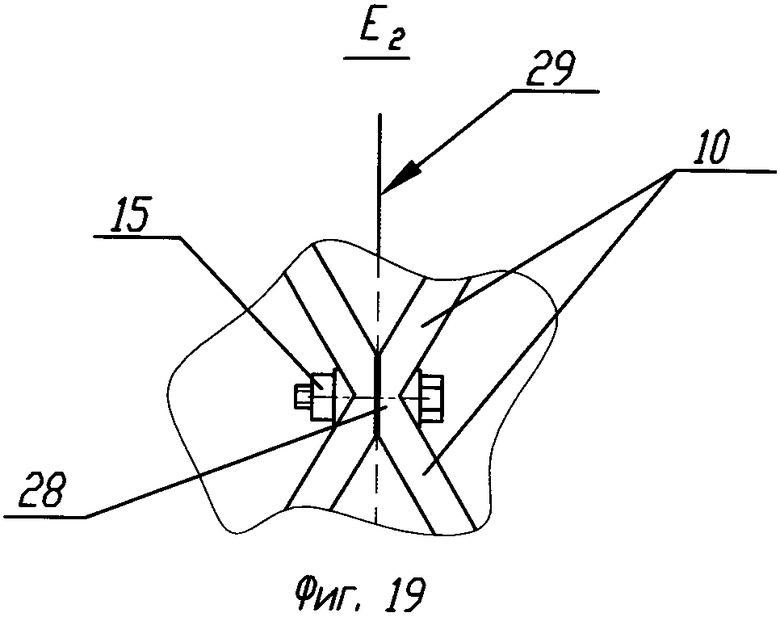
Следующий пример конкретного исполнения отличается тем, что секции 8 скреплены кольцевыми ребрами 11 (см. фиг. 6, 8). Следующий пример конкретного исполнения отличается от предыдущего тем, что секции 8 скреплены спиральными ребрами 10 (см. фиг. 18, 19).
Пример конкретного исполнения способа изготовления баллона высокого давления 1 из полимерных композиционных материалов (см. фиг. 9), при котором на составной лейнер 6 с металлическими фланцами 3 наносят герметизирующий слой 5 и наматывают 17 силовую оболочку 2, причем лейнер 6 собирают из выпуклых днищ 7, выполненных из сетчатого каркаса, и цилиндрических секций 8, выполненных заодно с днищами 7 также из сетчатого каркаса 9, содержащего спиральные 10 и кольцевые ребра 11 с опорным покрытием 12, при этом симметричные элементы лейнера 6 соосно скрепляют (см. фиг. 10) по их торцам с помощью клеевого соединения. На фланцах 3 выполняют резьбовые отверстия 4. Лейнер 6 собирают на валу 18 (см. фиг. 9) с резьбовыми участками, навинчивая фланцы 3 (см. фиг. 3, 4) их резьбовыми отверстиями 4 на вал 18 и поджимая элементы лейнера в осевом направлении. Резьбовые отверстия 4 выполняют с одинаковыми параметрами резьбы для возможности выкручивания вала 18. Спирально-кольцевую намотку 17 силовой оболочки 2 осуществляют также на валу 18 (см. фиг. 9). При этом направление намотки выбирают так, чтобы усилие намотки 21 было направлено «взакрут» резьбовых соединений вала 18 и фланцев 3.
Следующий пример конкретного исполнения отличается тем, что днища 7 лейнера 6 изготавливают из дешевого стеклопластика методом контактного формования и последующего прессования в вакуумном мешке в автоклаве. Днища 7 соосно скрепляют с каркасной или сплошной секцией 8 с помощью клеевого соединения 13 или крепежных элементов 16.
Следующий пример конкретного исполнения отличается тем, что секции 8 скрепляют кольцевыми ребрами 11 (см. фиг. 6, 8). Следующий пример конкретного исполнения отличается от предыдущего тем, что секции 8 скрепляют спиральными ребрами 10 (см. фиг. 18, 19).
Пример конкретного исполнения жесткого лейнера 6 заключается в том, что лейнер включает выпуклые днища 7 и цилиндрические секции 8, выполненные заодно с днищами 7 из сетчатого каркаса 9, содержащего спиральные 10 обоих направлений и кольцевые 11 ребра с опорным покрытием 12, при этом симметричные элементы лейнера скреплены соосно своими торцами 20 (см. фиг. 3, 11, 12).
Пример конкретного исполнения способа изготовления жесткого лейнера 6 (см. фиг. 14, 15), при котором на жесткую оправку 22 наносят разделительный слой 23 (см. способ изготовления жесткого каркаса по патенту РФ №32153419 от 10.03.99 г., МПК7 В32В 1/08), в котором предварительно выполняют канавки 26 для намотки спиральных 10 обоих направлений и кольцевых 11 ребер каркаса 9, послойно наматывают ребра 10, 11 каркаса днищ 7 и цилиндрической секции 8, наносят опорный слой 12, затем после термообработки разрезают лейнер с разделительным слоем 23 по кольцевому ребру 11, расположенному в плоскости 24 симметрии лейнера, снимают половинки 27 (см. фиг. 12) лейнера вместе с разделительным слоем 23 с оправки 22, удаляют резиноподобный материал разделительного слоя 23 внутрь каркаса, собирают лейнер 6 на валу 18 с резьбовыми участками с одинаковыми параметрами резьбы или на валу со сплошной резьбой, навинчивая на резьбу фланцы 3 и поджимая половинки 27 торцами 20, обеспечивая склейку 13 (см. фиг. 2) половинок 27 лейнера 6.
На этом же валу 18 завершают способ изготовления баллона 1 (см. фиг. 9)
Работает баллон 1 следующим образом. При его нагружении предельным давлением (см. фиг. 3) деформации растяжения герметизирующего слоя 5 ограничены высокомодульной силовой оболочкой 2, а благодаря низкому модулю растяжения резины действующие напряжения в герметизирующем слое минимальны. При сбросе давления деформации герметизирующего слоя 5, направленные на его отслоение, ограничены опорным покрытием 12, закрепленным на жестком каркасе 9. Таким образом, цикличность работы баллона по критерию напряжений растяжения, действующих в резиновом герметизирующем слое, при перепадах избыточного давления в баллоне от минимального до предельного очень высока.
Таким образом, использование изобретений позволит создать высокотехнологичную конструкцию баллона высокого давления из полимерных композитов с повышенной надежностью его работы, что подтверждает использование по назначению. Осуществимость изобретений подтверждена положительными результатами испытаний баллонов, разработка и изготовление которых полностью основаны на представленном описании. В связи с этим, новое техническое решение соответствует и критерию «промышленная применимость», т.е. уровню изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| БАЛЛОН ВЫСОКОГО ДАВЛЕНИЯ | 2018 |
|
RU2708013C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БАЛЛОНА ВЫСОКОГО ДАВЛЕНИЯ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И БАЛЛОН ВЫСОКОГО ДАВЛЕНИЯ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2009 |
|
RU2395749C1 |
| Полимерный лейнер для баллона высокого давления из композиционных материалов и способ изготовления полимерного лейнера | 2024 |
|
RU2832490C1 |
| СПОСОБ НАМОТКИ СИЛОВОЙ ОБОЛОЧКИ БАЛЛОНА ВЫСОКОГО ДАВЛЕНИЯ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И БАЛЛОН ВЫСОКОГО ДАВЛЕНИЯ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2006 |
|
RU2327924C1 |
| БАЛЛОН ВЫСОКОГО ДАВЛЕНИЯ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2011 |
|
RU2482380C2 |
| СПОСОБ НАМОТКИ СИЛОВОЙ ОБОЛОЧКИ БАЛЛОНА ВЫСОКОГО ДАВЛЕНИЯ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И БАЛЛОН ВЫСОКОГО ДАВЛЕНИЯ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2007 |
|
RU2338670C1 |
| Баллон высокого давления для подводных аппаратов | 2024 |
|
RU2839789C1 |
| Способ изготовления баллона высокого давления из полимерных композиционных материалов | 2024 |
|
RU2840578C1 |
| Баллон давления | 2023 |
|
RU2837161C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БАЛЛОНА ВЫСОКОГО ДАВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ПРОПИТКИ АРМИРУЮЩЕГО МАТЕРИАЛА СВЯЗУЮЩИМ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2750827C1 |
Изобретения относятся к области машиностроения, в частности к производству композитных баллонов высокого давления, используемых в основном для хранения и транспортировки сжатых и сжиженных газов. Баллон из полимерных композиционных материалов содержит силовую оболочку и металлические фланцы с эксплуатационными отверстиями, герметизирующий слой и составной лейнер, состоящий из выпуклых днищ и цилиндрических секций, выполненных из сетчатого каркаса, содержащего спиральные и кольцевые ребра с опорным покрытием, при этом элементы лейнера соосно скреплены своими торцами. Способ изготовления баллона, заключающийся в том, что на составной лейнер с металлическими фланцами наносят герметизирующий слой и наматывают силовую оболочку, причем лейнер собирают из выпуклых днищ и цилиндрических секций, которые выполняют из сетчатого каркаса, содержащего спиральные и кольцевые ребра с опорным покрытием, при этом элементы лейнера соосно скрепляют по их торцам. Лейнер включает выпуклые днища и цилиндрические секции, выполненные из сетчатого каркаса, содержащего спиральные и кольцевые ребра с опорным покрытием, при этом элементы лейнера скреплены соосно своими торцами. Способ изготовления лейнера, заключающийся в том, что лейнер собирают из выпуклых днищ и цилиндрических секций, которые выполняют из сетчатого каркаса, содержащего спиральные и кольцевые ребра с опорным покрытием, при этом элементы лейнера соосно скрепляют по их торцам. Технический результат - повышение надежности работы баллона. 4 н. и 20 з.п. ф-лы, 19 ил.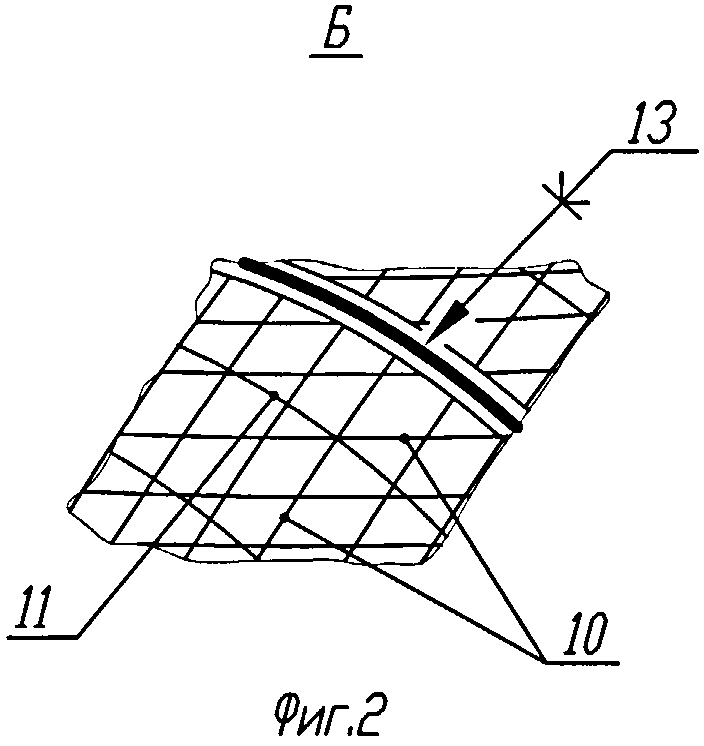
1. Баллон высокого давления из полимерных композиционных материалов, содержащий силовую оболочку и металлические фланцы с эксплуатационными отверстиями, герметизирующий слой и составной лейнер, состоящий из выпуклых днищ и цилиндрических секций, выполненных из сетчатого каркаса, содержащего спиральные или спиральные и кольцевые ребра с опорным покрытием, при этом элементы лейнера соосно скреплены своими торцами.
2. Баллон по п. 1, отличающийся тем, что эксплуатационные отверстия выполнены резьбовыми с одинаковыми параметрами резьбы.
3. Баллон по п. 1, отличающийся тем, что днища лейнера изготовлены из композитного материала методом контактного формования или прессования, или намотки.
4. Баллон по п. 1, отличающийся тем, что секции лейнера скреплены ребрами с помощью крепежных элементов.
5. Баллон по п. 3, отличающийся тем, что фланцы закреплены на днищах, а днища скреплены с сопрягаемыми секциями с помощью крепежных элементов.
6. Баллон по п. 1, отличающийся тем, что герметизирующий слой выполнен из резины и расположен между опорным покрытием и силовой оболочкой.
7. Способ изготовления баллона высокого давления из полимерных композиционных материалов, при котором на составной лейнер с металлическими фланцами наносят герметизирующий слой и наматывают силовую оболочку, причем лейнер собирают из выпуклых днищ и цилиндрических секций, которые выполняют из сетчатого каркаса, содержащего спиральные или спиральные и кольцевые ребра с опорным покрытием, при этом элементы лейнера соосно скрепляют по их торцам.
8. Способ по п. 7, отличающийся тем, что лейнер собирают на валу с резьбовыми участками, навинчивая фланцы их резьбовыми отверстиями на вал.
9. Способ по п. 7, отличающийся тем, что днища изготавливают из композитного материала методом контактного формования или прессования, или намотки.
10. Способ по п. 7, отличающийся тем, секции лейнера скрепляют ребрами с помощью крепежных элементов.
11. Способ по п. 9, отличающийся тем, что фланцы закрепляют на днищах, а днища скрепляют с сопрягаемыми секциями с помощью крепежных элементов.
12. Способ по п. 7, отличающийся тем, что на каркас наносят опорное покрытие после его сборки.
13. Способ по п. 7, отличающийся тем, что для изготовления герметизирующего слоя берут невулканизованную резину, укладывают ее на опорное покрытие, соединенное с фланцами, обжимают витками силовой оболочки, термообрабатывают совместно с силовой оболочкой, обеспечивая ее прессование при вулканизации, а также сшивку со связующим силовой оболочки.
14. Жесткий лейнер из полимерных композиционных материалов, включающий выпуклые днища и цилиндрические секции, выполненные из сетчатого каркаса, содержащего спиральные или спиральные и кольцевые ребра с опорным покрытием, при этом элементы лейнера скреплены соосно своими торцами.
15. Лейнер по п. 14, отличающийся тем, что днища выполнены из композитного материала методом контактного формования или прессования, или намотки.
16. Лейнер по п. 14, отличающийся тем, что его элементы скреплены ребрами с помощью крепежных элементов.
17. Лейнер по п. 15, отличающийся тем, что днища скреплены с сопрягаемыми секциями с помощью крепежных элементов.
18. Способ изготовления жесткого лейнера, при котором лейнер собирают из выпуклых днищ и цилиндрических секций, которые выполняют из сетчатого каркаса, содержащего спиральные или спиральные и кольцевые ребра с опорным покрытием, при этом элементы лейнера соосно скрепляют по их торцам.
19. Способ по п. 18, отличающийся тем, что лейнер наматывают на жесткую оправку, нанося на нее разделительный слой, затем разрезают в плоскости, перпендикулярной оси оправки, затем снимают с оправки и собирают.
20. Способ по п. 19, отличающийся тем, что в качестве разделительного слоя используют резиноподобный материал, в котором выполняют канавки для намотки спиральных и кольцевых ребер каркаса, при этом резиноподобный материал удаляют после разрезки каркаса и съема его совместно с резиноподобным материалом с оправки.
21. Способ по п. 18, отличающийся тем, что днища изготавливают из композитного материала методом контактного формования или прессования, или намотки.
22. Способ по п. 18, отличающийся тем, что элементы лейнера скрепляют ребрами с помощью крепежных элементов.
23. Способ по п. 18, отличающийся тем, что днища скрепляют с сопрягаемыми секциями с помощью крепежных элементов.
24. Способ по п. 18, отличающийся тем, что опорное покрытие наносят на каркас после его сборки.
| КОРПУС ДЛЯ ВЫСОКОГО ДАВЛЕНИЯ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2006 |
|
RU2319061C1 |
| АРМИРОВАННАЯ ОБОЛОЧКА ДЛЯ ВЫСОКОГО ВНУТРЕННЕГО ДАВЛЕНИЯ ИЗ СЛОИСТОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2001 |
|
RU2205328C1 |
| КОРПУС ДЛЯ ВЫСОКОГО ДАВЛЕНИЯ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2001 |
|
RU2205325C1 |
| JP 2010270878 A, 02.12.2010 | |||
| JP 2003139296 A, 14.05.2003. | |||

