Изобретение относится к области машиностроения, в частности к производству композиционных баллонов высокого давления с составным лейнером, используемых для хранения и транспортировки сжатых газов.
Известен композитный баллон высокого давления, содержащий органопластиковую оболочку по всей поверхности составного стального лейнера, который выполнен сварным и содержит среднюю цилиндрическую часть и две донные, соединенные со средней посредством подкладных колец (патент РФ 2077682, F17C 1/06, 20.04.1997).
Известен металлопластиковый баллон высокого давления, включающий внешнюю силовую пластиковую оболочку и внутренний составной тонкостенный стальной лейнер, содержащий среднюю цилиндрическую часть и два днища, соединенные между собой сваркой (патент РФ 2289062, F17C 1/00, B21D 51/24, 10.12.2006).
Известен композитный баллон высокого давления, содержащий внешнюю силовую оболочку и внутренний составной стальной тонкостенный лейнер, содержащий цилиндрическую часть и днища, соединенные нахлесточным способом с использованием герметизирующего слоя адгезивного состава и образованием клеевого соединения (патент РФ 2338955, F17C 1/16, 20.11.2008).
Общим недостатком этих баллонов является то, что они имеют большую массу из-за большой массы металлических лейнеров.
Баллоны с пластиковыми лейнерами имеют значительно меньшую массу.
Известен баллон высокого давления из полимерных композиционных материалов для хранения и транспортировки сжатых и сжиженных газов (патент RU 2395749, F17C 1/16, F16J 12/00).
Баллон содержит составной герметизирующий лейнер.
Лейнер выполнен разъемным из обечайки, содержащей герметизирующий слой, оболочку из кольцевых армирующих волокон и днищ со штуцерами, снабженными герметизирующей прокладкой из упругого эластичного материала. Силовая оболочка намотана композиционным материалом с термоусаживающимися волокнами.
Основными недостатками баллона являются:
- сложность конструктивного исполнения и технологии изготовления;
- недостаточная надежность из-за сложности конструкции баллона;
- дороговизна из-за необходимости использования в композиционном материале термоусаживающихся волокон.
Известен сосуд высокого давления и способ его изготовления (патент RU 2256844, F17C 1/06, B21D 51/08), предназначенный для использования в автотранспорте на газовом топливе.
Сосуд включает силовую оболочку из композиционного материала, герметизирующую оболочку в виде двух составных композиционных «полусферических» формованных частей с заделанными в полюсах на клею металлическими штуцерами с фланцами, и закрепленных гайками. Полуоболочки соединены посредством клея в замок. Место стыка усилено поясом из композиционного материала. Проводят полимеризацию композиционного материала, а затем осуществляют намотку внешней силовой оболочки, и после полимеризации дополнительно закрепляют ее на штуцере посредством гайки.
Недостатками этого сосуда являются:
- сложность конструктивного исполнения и технологии изготовления;
- недостаточная надежность сосуда из-за наличия нескольких клеевых соединений.
Известен баллон высокого давления из полимерных композиционных материалов, содержащий силовую оболочку и составной лейнер, состоящий из выпуклых днищ с металлическими фланцами и цилиндрических секций, выполненных из сетчатого каркаса соосно скрепленных своими торцами (патент RU 2570534, F17C 1/16).
Днища лейнера изготовлены из композиционного материала методом контактного формования, или прессования, или намотки. Секции лейнера скреплены ребрами с помощью крепежных элементов.
Недостатками этого баллона являются:
- сложность конструкции (наличие на секциях ребер, крепежных элементов);
- низкая технологичность (длительный цикл изготовления);
- невысокая надежность (сложность конструкции).
Известен сосуд высокого давления из композиционного материала с составным пластиковым лейнером из полиэтилена ПЭВП по ASTM D3350-345464. Лейнер образован двумя головными частями, изготовленными путем литьевого формования, и трубной вставкой, соединенной с головными частями при помощи горячей сварки встык. Это достаточно простой технологичный способ изготовления лейнера. Силовая обмотка выполнена композиционным материалом на основе углеровинга.
Диаметр баллона 1067,5 мм, длина 11,65 м, вместимость по воде 8384 л.
Баллоны используются для передвижных газовых заправщиков.
Основным недостатком этого баллона является то, что при хранении его без давления и при перепаде температур происходит усадка пластикового лейнера как по диаметру, так и по длине относительно неподвижной силовой оболочки. Это отрицательно сказывается на надежности баллона.
Усадка пластикового лейнера в процессе хранения и эксплуатации баллона может привести к преждевременному выходу его из строя (УДК 678.027.94:677.529.7. B.C. Ивановский. Особенности проектирования и эксплуатации композитного баллона с пластиковым лейнером).
Технической задачей, на решение которой направлено заявляемое изобретение, является разработка композиционного баллона с составным пластиковым лейнером, состоящим из двух полулейнеров, скрепленных по торцам, и металлических закладных элементов в днищах.
Технический результат, который может быть достигнут при решении поставленной задачи:
- повышение технологичности за счет обеспечения возможности горячей сварки полулейнеров встык;
- повышение надежности баллона за счет повышенной прочности сварного шва в лейнере, дополнительной фиксации лейнера в силовой оболочке в осевом направлении при хранении баллона без внутреннего давления и перепаде температур;
- создание в баллоне прогнозируемого места разрушения;
- снижение затрат за счет экономии на материале лейнера.
Поставленная задача с получением технического результата для баллона высокого давления с составным полимерным лейнером, состоящим из двух полулейнеров с металлическими закладными элементами в днищах достигается тем, что торцовые части полулейнеров выполнены с утолщениями относительно наружных поверхностей на величину не менее t=(α1-α2)⋅D/2⋅ΔT, где
α1 и α2 - соответственно коэффициенты термического расширения материала лейнера и композиционного материала силовой оболочки, D - наружный диаметр лейнера в месте утолщения, ΔT - перепад температур в условиях эксплуатации баллона, при этом общая длина утолщения после сварки составляет не менее наружного диаметра лейнера в месте утолщения, а толщина Н стенок в месте стыка составляет не менее 4,5 мм.
Размер 4,5 мм в месте стыка объясняется тем, что горячая сварка пластиковых трубных изделий возможна, когда толщина стенки превышает 4,5 мм (ГОСТ Р ИСО 12176-1-2011).
Наличие необходимых утолщений на концевых частях полулейнеров относительно наружных поверхностей величиной не менее t=(α1-α2)⋅D/2⋅ΔT связано с тем, что, во-первых, достигается необходимая толщина стенок в месте стыка для выполнения горячей сварки, а во-вторых, повышается надежность баллона за счет увеличения прочности сварного шва при увеличении его толщины, а также дополнительной фиксации лейнера в силовой оболочке в осевом направлении при хранении баллона без внутреннего давления и перепаде температур.
Величина t, необходимая для дополнительной фиксации лейнера в силовой оболочке, для конкретного случая (наружный диаметр лейнера в месте утолщения 300 мм, перепад температур 100°С, коэффициенты термического расширения (α1=1,8⋅10-4 1/°С для ПЭ100 и α2=4,6⋅10-6 1/°С для базальтового ровинга) составляет 2,63 мм.
Дополнительная фиксация лейнера в силовой оболочке достигается за счет того, что на утоненных стенках полулейнеров перед намоткой силовой оболочки выполнены кольцевые подмотки композиционного материала толщиной не более t=(α1-α2)⋅D/2⋅ΔT.
В результате общая деформация лейнера в осевом направлении при перепаде температур будет меньше на величину длины утолщения L.
Наличие кольцевых подмоток обеспечивает получение прогнозируемого места разрушения баллона на утолщенной стенке лейнера.
Надежность баллона повышается также за счет того, что сопрягаемые поверхности утолщений со стенками полулейнеров выполнены коническими с углами конусности 15-30°.
Общая длина утолщений на лейнере после сварки в месте стыка не менее наружного диаметра D необходима для надежной фиксации полулейнеров в хомутах сварочной машины.
В предлагаемой конструкции баллона также может быть достигнута экономия материала на пластиковом лейнере за счет более тонкой стенки лейнера.
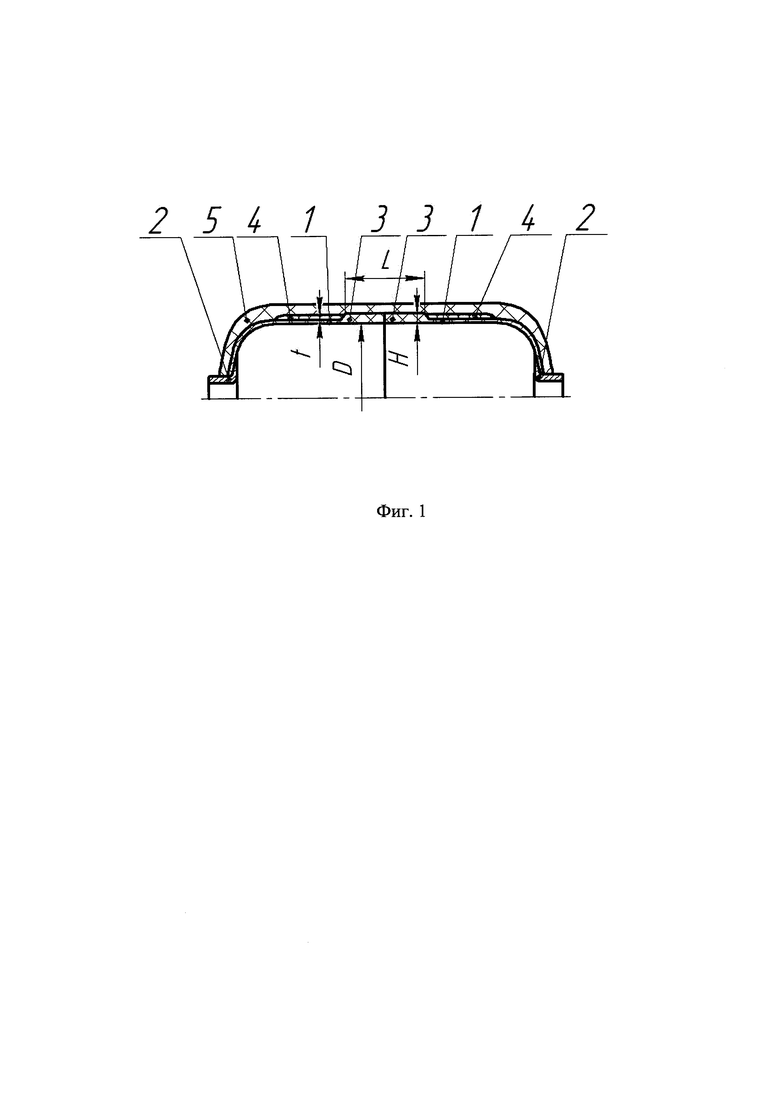
Конструкция предлагаемого баллона представлена на фиг. 1. На фиг. 1:
1 - полулейнеры из пластика;
2 - закладные металлические элементы в днищах полулейнеров (показаны условно);
3 - утолщения на полулейнерах;
4 - кольцевые подмотки из композиционного материала;
5 - силовая оболочка из композиционного материала.
Работа баллона заключается в периодическом заполнении газом, хранении его и освобождении от газа.
В ООО «НПП ГазСервисКомпозит» проводятся работы по созданию конструкции и отработке технологии изготовления баллонов высокого давления с пластиковым лейнером вместимостью от 45 до 123 л на основе предлагаемого изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| БАЛЛОН ВЫСОКОГО ДАВЛЕНИЯ | 2017 |
|
RU2673927C1 |
| БАЛЛОН ВЫСОКОГО ДАВЛЕНИЯ | 2013 |
|
RU2560125C2 |
| Безосколочный баллон давления | 2017 |
|
RU2692172C2 |
| СОСУД ДАВЛЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2000 |
|
RU2175088C1 |
| Металлокомпозитный баллон для дыхательного аппарата | 2020 |
|
RU2765217C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БАЛЛОНА ДАВЛЕНИЯ | 2000 |
|
RU2180948C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛОПЛАСТИКОВОГО БАЛЛОНА ВЫСОКОГО ДАВЛЕНИЯ | 2015 |
|
RU2620134C2 |
| БАК ВЫСОКОГО ДАВЛЕНИЯ | 2013 |
|
RU2589956C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БАЛЛОНА | 2013 |
|
RU2533603C1 |
| БАЛЛОН ВЫСОКОГО ДАВЛЕНИЯ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ, СПОСОБ ИЗГОТОВЛЕНИЯ БАЛЛОНА ВЫСОКОГО ДАВЛЕНИЯ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ, ЖЕСТКИЙ ЛЕЙНЕР ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕСТКОГО ЛЕЙНЕРА ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2014 |
|
RU2570534C2 |
Изобретение относится к хранению cжатых газов. Баллон высокого давления содержит силовую оболочку из композиционного материала, внутренний составной полимерный лейнер, состоящий из двух полулейнеров, скрепленных по торцам, и металлических закладных элементов в днищах. Торцевые части полулейнеров выполнены с утолщениями относительно наружных поверхностей на величину не менее t=(α1-α2)⋅D/2⋅ΔT, где α1 и α2 - соответственно коэффициенты термического расширения материала лейнера и композиционного материала силовой оболочки, D - наружный диаметр лейнера в месте утолщения, ΔT - перепад температур в условиях эксплуатации баллона. Сопрягаемые поверхности утолщений со стенками полулейнеров выполнены коническими с углами конусности 15-30°. На утоненных стенках полулейнеров выполнены кольцевые подмотки композиционного материала толщиной не более t=(α1-α2)⋅D/2⋅ΔT. Техническим результатом является повышение надежности баллона. 2 з.п. ф-лы, 1 ил.
1. Баллон высокого давления, содержащий силовую оболочку из композиционного материала в виде чередующихся кольцевых и спиральных слоев ровинга, пропитанного связующим, внутренний составной полимерный лейнер, состоящий из двух полулейнеров, скрепленных по торцам, и металлических закладных элементов в днищах, отличающийся тем, что торцевые части полулейнеров выполнены с утолщениями относительно наружных поверхностей на величину не менее t=(α1-α2)⋅D/2⋅ΔT, где α1 и α2 - соответственно коэффициенты термического расширения материала лейнера и композиционного материала силовой оболочки, D - наружный диаметр лейнера в месте утолщения, ΔT - перепад температур в условиях эксплуатации баллона, при этом общая длина утолщения составляет не менее наружного диаметра лейнера в месте утолщения, а толщина стенок в месте стыка составляет не менее 4,5 мм.
2. Баллон высокого давления по п. 1, отличающийся тем, что сопрягаемые поверхности утолщений со стенками полулейнеров выполнены коническими с углами конусности 15-30°.
3. Баллон высокого давления по п. 1, отличающийся тем, что на утоненных стенках полулейнеров выполнены кольцевые подмотки композиционного материала толщиной не более t=(α1-α2)⋅D/2⋅ΔT.
| Секционная оболочка для внутреннего давления из слоистого композиционного материала | 2015 |
|
RU2607575C2 |
| СОСУД ВЫСОКОГО ДАВЛЕНИЯ (ВАРИАНТЫ) | 2007 |
|
RU2338955C1 |
| БАЛЛОН ВЫСОКОГО ДАВЛЕНИЯ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ, СПОСОБ ИЗГОТОВЛЕНИЯ БАЛЛОНА ВЫСОКОГО ДАВЛЕНИЯ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ, ЖЕСТКИЙ ЛЕЙНЕР ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕСТКОГО ЛЕЙНЕРА ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2014 |
|
RU2570534C2 |
| Вытяжной прибор для прядения шерсти | 1951 |
|
SU96204A1 |
| US 20170191618 A1, 06.07.2017. | |||

