Группа изобретений относится к области машиностроения и может быть использована в конструкциях баллонов давления как аккумуляторов газовых сред для дыхательных аппаратов и других агрегатов автомобильной, авиационной, космической и любых других устройств, использующих емкости сжатых газов.
Одна из распространенных конструкций баллонов давления представляет собой внутренний металлический лейнер с наружной силовой оболочкой из композиционного материала, выполненной намоткой пропитанного связующим однонаправленного армирующего материала с образованием системы кольцевых и спиральных слоев.
Лейнер используется в качестве внутренней герметичной оболочки баллона и в качестве формы, на которую производится намотка армирующего материала силовой оболочки баллона.
Исходя из функционального назначения, лейнер должен быть эластичным для возможности многоразового нагружения и деформирования совместно с композиционным материалом силовой оболочки, а с другой стороны, он должен быть достаточно жестким для использования его в качестве формы при намотке с натяжением материала силовой оболочки.
Известна оболочка из композиционных материалов для высокого внутреннего давления, содержащая цилиндрическую часть и выпуклые днища, образованная комбинацией кольцевых на цилиндрической части и спиральных слоев на основе лент, ориентированных в окружном и спиральном направлениях, из непрерывных однонаправленных нитей, скрепленных полимерным связующим (RU 2526999 от 30.07.2013, МПК F17C1/06 (2006.01)).
Известен металлопластиковый баллон высокого давления, содержащий металлический лейнер и внешнюю упрочняющую армирующую оболочку из ленточного композиционного материала (RU 2554699 от 19.08.2013, МПК F17C 1/06 (2006.01), F16J 12/00 (2006.01)).
Известен металлопластиковый баллон высокого давления и способ изготовления металлопластикового баллона высокого давления, содержащий внешнюю силовую пластиковую оболочку и внутренний металлический герметичный лейнер (RU 2187746 от 06.09.2000, МПК F17C 1/06 (2000.01)).
Известен баллон высокого давления из полимерных композиционных материалов, способ изготовления баллона высокого давления из полимерных композиционных материалов, жесткий лейнер из полимерных композиционных и способ изготовления жесткого лейнера из полимерных композиционных материалов (RU 2570534 от 04.03.2014, МПК F17C 1/16 (2006.01)).
Недостатком известных конструкций металлических лейнеров является их сложность изготовления и низкая надежность из-за имеющихся сварных швов, которые очень чувствительны к деформациям уровня рабочих деформаций композиционных материалов.
Недостатком жесткого лейнера из композиционных материалов по патенту RU 2570534 является сложность конструкции и технологии изготовления в виде разреженных сетчатых ребер с опорным покрытием.
Конструкция баллона давления по патенту RU 2570534 является наиболее близкой к заявляемой по технической сущности и достигаемому результату и выбрана в качестве ближайшего аналога (прототипа).
Технической задачей, на решение которой направлена группа изобретений, является создание простого по конструкции и изготовлению лейнера для баллона давления с обеспечением повышенной безопасности и надежности в эксплуатации.
Технический результат от использования группы изобретений, связанных настолько, что образуют единый изобретательский замысел, заключается в получении полимерного лейнера для баллонов высокого давления из композиционных материалов с сохранением высоких уровней надежности, технологичности и эксплуатационных качеств, снижении массы, трудоемкости изготовления, стоимости.
Техническая задача решается, а технический результат достигается тем, что:
- полимерный лейнер для баллона высокого давления из композиционных материалов, содержащий выпуклые днища и, при необходимости, цилиндрическую часть между ними, и расположенные в центральных отверстиях днищ вкладыши, согласно изобретению, лейнер выполнен в виде сплошной оболочки заданного профиля из термопластичного материала, по всей массе которого распределен однонаправленный высокомодульный армирующий материал на основе элементарных искусственных волокон, которые сгруппированы в отдельные пряди, каждая из которых и каждое волокно, ее составляющее, находятся в охватывающей их массе термореактивного связующего и ориентированы в кольцевом направлении, в том числе и на выпуклых днищах, при этом имеется как минимум одно поперечное сечение в зоне максимального диаметра, в котором все пряди имеют разрыв, причем в частных случаях выполнения изобретения пряди выполнены из углеродных, стеклянных или базальтовых волокон, в качестве термопластичного материала использован полиэфирэфиркетон (ПЭЭК) или полисульфон (ПС) или полиэтилентерефталат (ПЭТ), термореактивное связующее выполнено на основе полиэфирных или эпоксидных, или полиимидных, или бисмалеидных смол,
- в способе изготовления полимерного лейнера, заключающемся в изготовлении отдельных его частей путем нанесения на формы армирующего материала на основе искусственных волокон, снятия с форм и последующего их соединения, согласно изобретению, волокна армирующего материала предварительно собираются в прядь и пропитываются все вместе термореактивным связующим с последующей частичной или полной полимеризацией, затем монолитная прядь подается в термоблок и покрывается сплошным слоем термопластичного материала при температуре 160-400°С, или расплавляется предварительно нанесенный слой термопластичного материала, и в таком состоянии прядь укладывается снизу вверх в кольцевом направлении на вращающуюся, расположенную вертикально своей осью форму, плотно к предыдущей пряди, с которой сплавляется с образованием, после нанесения всех витков прядей, сплошной монолитной части лейнера, которая после охлаждения снимается с формы, в центральные отверстия днищ устанавливаются вкладыши, все изготовленные части лейнера составляются соосно своими торцами, торцы расплавляются, например горелкой, и в расплавленном состоянии сплавляются друг с другом, образуя сплошной полимерный лейнер, причем в частных случаях выполнения изобретения пряди укладываются в несколько слоев по толщине.
Отличительными от прототипов и известных технических решений признаками заявленной группы изобретений являются следующие:
а) признаки, обеспечивающие получение технического результата во всех случаях, на которые распространяется испрашиваемый объем правовой охраны:
Для лейнера:
- лейнер выполнен в виде сплошной оболочки заданного профиля из термопластичного материала,
- по всей массе которого распределен однонаправленный высокомодульный армирующий материал на основе элементарных искусственных волокон,
- которые сгруппированы в отдельные пряди, каждая из которых, и каждое волокно ее составляющее, находится в охватывающей их массе термореактивного связующего,
- и ориентирована в кольцевом направлении, в том числе и на выпуклых днищах,
- при этом имеется как минимум одно поперечное сечение в зоне максимального диаметра, в котором все пряди имеют разрыв.
Для способа:
- волокна армирующего материала предварительно собираются в прядь и пропитываются все вместе термореактивным связующим с последующей частичной или полной полимеризацией,
- затем монолитная прядь подается в термоблок и покрывается сплошным слоем термопластичного материала при температуре 160-400°С, или расплавляется предварительно нанесенный слой термопластичного материала,
- и в таком состоянии прядь укладывается снизу вверх в кольцевом направлении на вращающуюся, расположенную вертикально своей осью форму, плотно к предыдущей пряди,
- с которой сплавляется с образованием, после нанесения всех витков прядей, сплошной монолитной части лейнера,
- которая после охлаждения снимается с формы,
- в центральные отверстия днищ устанавливаются вкладыши,
- все изготовленные части лейнера составляются соосно своими торцами, торцы расплавляются, например, горелкой, и в расплавленном состоянии сплавляются друг с другом, образуя сплошной полимерный лейнер.
б) признаки, обеспечивающие получение технического результата в частных случаях, на которые распространяется испрашиваемый объем правовой охраны:
Для лейнера:
- пряди выполнены из углеродных, стеклянных или базальтовых волокон,
- в качестве термопластичного материала использован полиэфирэфиркетон (ПЭЭК) или полисульфон (ПС) или полиэтилентерефталат (ПЭТ),
- термореактивное связующее выполнено на основе полиэфирных или эпоксидных или полиимидных или бисмалеидных смол.
Для способа:
- пряди укладываются в несколько слоев по толщине.
Указанные отличительные признаки, каждый в отдельности и все вместе, направлены на достижение заявленного результата и являются существенными. В предшествующем уровне техники представленная в формуле изобретения совокупность известных и отличительных признаков неизвестна и, следовательно, изобретение соответствует критерию «новизна».
Использованный термопластичный материал обладает эластичностью и обеспечивает работоспособность лейнера при эксплуатационных деформациях баллонов давления из композиционных материалов. Такой материал не трескается и не разрушается при всех видах эксплуатационных нагрузок для баллонов давления и обеспечивает их надежную герметичность.
Но оболочки из термопластичного материала не могут обеспечить необходимую жесткость, требуемую для использования в качестве жесткой формы для намотки на нее под натяжением армирующего материала силовой оболочки баллона давления.
Для обеспечения необходимой жесткости в термопластичный материал оболочки лейнера, согласно предлагаемому техническому решению, введен высокомодульный материал на основе искусственных волокон. Уложенные плотно друг к другу пряди волокон образуют жесткий силовой каркас, который обеспечивает получение необходимой жесткой оболочки.
Все отмеченное относится к конструкциям минимальной массы. Из термопластичного материала можно создать толстостенный лейнер, который выдержит все требуемые нагрузки, но по массе, габаритам и полезному объему будет совершенно неэффективен для использования.
Описанная выше конструкция лейнера в виде термопластичной оболочки с высокомодульным материалом теоретически отвечает всем требованиям, необходимым для конструкции лейнера и эксплуатации баллона давления с таким лейнером.
Для практической реализации такой конструкции необходимо решение ряда дополнительных задач.
Дело в том, что существующие, используемые в области создания конструкций из композиционных материалов на основе искусственных волокон нити, жгуты, ровинги для получения максимальной прочности требуют существования механической связи между всеми волокнами, другими словами их механического объединения в единый силовой элемент.
Волокна имеют диаметр порядка 5 мкм, и технологические группы - нити, жгуты, используемые в техпроцессах при изготовлении конструкций из композиционных материалов, состоят из тысяч и десятков тысяч элементарных волокон, которые необходимо объединить.
В области создания композиционных материалов для этих целей используются термореактивные связующие, которые в силу своей низкой вязкости проникают, в рассматриваемой области используется термин «пропитывают», во внутрь пучка волокон и, затвердевая, связывают и объединяют их всех в единый силовой элемент. Но такие связующие в отвержденном состоянии растрескиваются гораздо раньше деформаций от эксплуатационных нагрузок и, следовательно, не могут обеспечить герметичность.
Термопластичные материалы в расплавленном виде обладают большой вязкостью, которая не позволяет проникать им в пучок волокон для их объединения.
В предложенном техническом решении для объединения волокон используется термореактивное связующее для образования единого силового стержня (пряди), состоящего из множества волокон, которое затем используется в термопластичном материале как единый монолитный силовой элемент.
Способ изготовления заявленного полимерного лейнера сводится к следующей последовательности операций. Первоначально набранный пучок волокон пропитывается термореактивным связующим для образования единого силового длинномерного элемента. При этом связующее полимеризуется полностью или частично в зависимости от конкретных требований и условий.
Далее такой материал подается в термоблок, в котором на отвержденную прядь волокон наносится в виде расплава слой термопластичного материала, и в таком состоянии с расплавленным наружным слоем прядь подается и накладывается на форму.
Для изготовления заявленного лейнера используются как минимум две формы под части лейнера, так как части лейнера переменного радиуса необходимо снимать с форм без разрушения последних. В этом случае можно использовать постоянные многоразовые формы.
Формы устанавливаются своей осью вверх на вращающийся стол (основание), на которые подается прядь с расплавленным термопластичным наружным слоем.
Термопластические материалы сравнительно быстро расплавляются и быстро застывают.
Пряди укладываются снизу вверх, одна на другую. Укладываемая расплавленная прядь разогревает и расплавляет верхний слой уже уложенного материала и расплав новой пряди сплавляется с нижележащим материалом с образованием монолитной термопластичной массы.
Так изготавливаются необходимые части, которые затем составляются своими торцами и соединяются. Соединение осуществляется за счет расплава и сплавления торцевых зон. Разогрев торцевых зон до расплава осуществляется любым тепловым элементом, например газовой горелкой, электрическим нагревателем, промышленным феном и т.д.
Предварительно в центральные отверстия днищ устанавливаются вкладыши, обычно металлические, которые выполнены с необходимыми штуцерами или в виде глухих пробок.
На изготавливаемых частях высокомодульный материал укладывается непрерывной прядью, но в зонах соединения частей, на торцах частей пряди имеют разрыв.
В результате получается монолитная оболочка, которая не трескается и является достаточно жесткой. Она гораздо проще в изготовлении, чем все известные конструкции.
При необходимости высокомодульный материал можно уложить в два и более слоев, что приводит к повышению жесткости оболочки.
Подаваемая на форму прядь может быть круглого, овального, прямоугольного сечения в зависимости от конкретной задачи и условий.
В частном случае лейнер может быть изготовлен из разных термопластичных, термореактивных материалов и волокон, изменение которых приводит к изменению физико-механических характеристик материала лейнера.
Таким образом, новое техническое решение воспроизводимо в условиях производства, обеспечивает решение поставленной задачи и достижение нового технического результата, в предложенной совокупности признаков соответствует критерию «промышленная применимость», то есть уровню изобретения.
Группа изобретений поясняется описанием конкретного, но не ограничивающего его примера реализации и прилагаемыми чертежами.
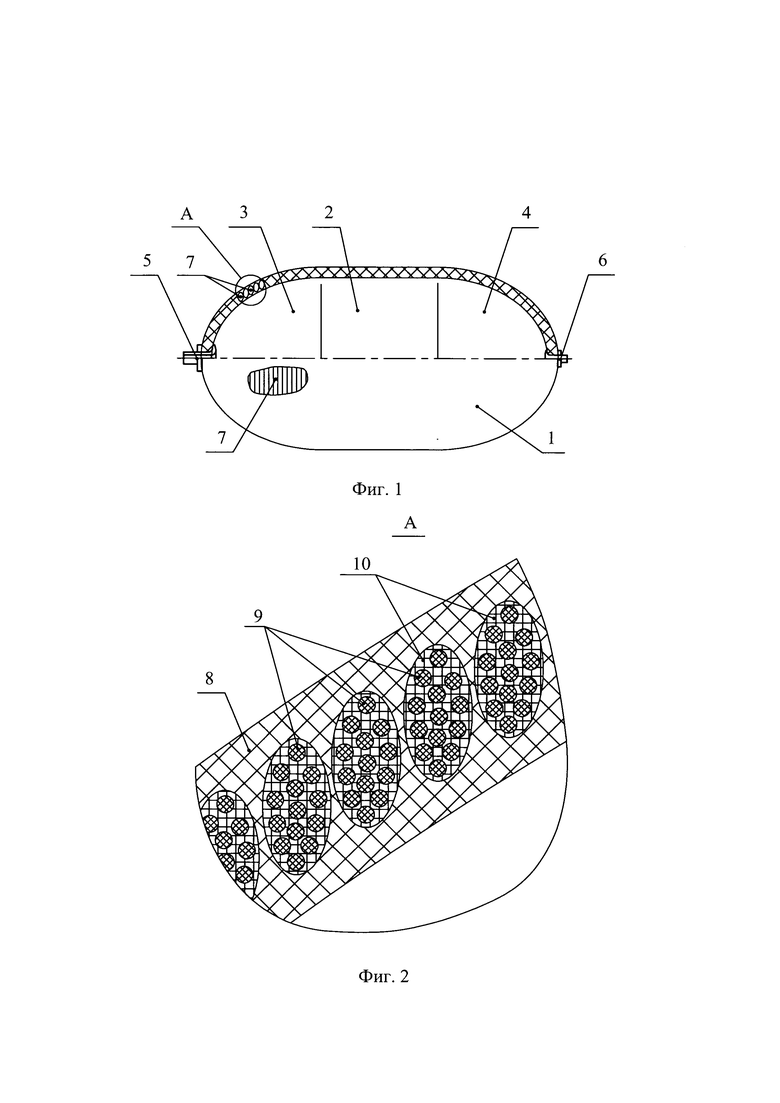
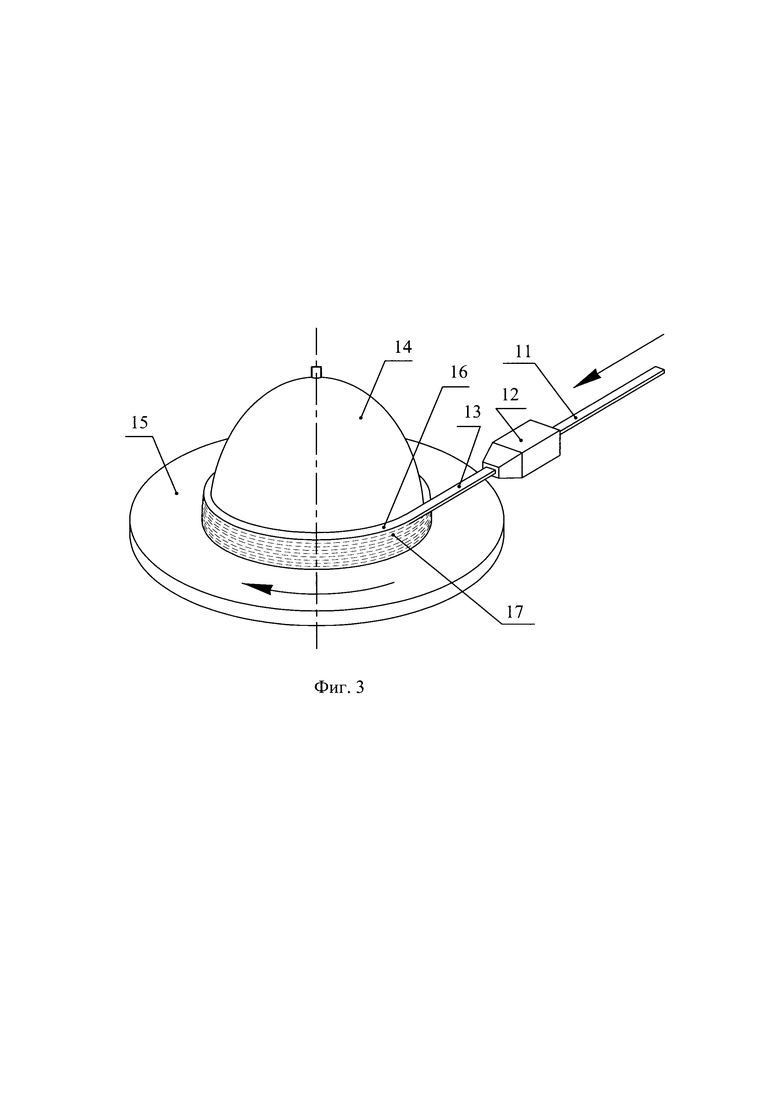
На фиг. 1 представлен общий вид лейнера, на фиг. 2 - сечение стенки лейнера с расположением армирующего материала, на фиг. 3 - технологическая схема изготовления части лейнера.
Лейнер 1 состоит из цилиндрической части 2 и днищ 3, 4. В центральных отверстиях днищ установлены штуцер 5 и глухая пробка 6.
В массе материала лейнера в окружном направлении расположен однонаправленный армирующий материал 7.
Лейнер выполнен в виде сплошной массы термопластичного материала 8, внутри которой по толщине стенки распределен армирующий материал в виде волокон 9, расположенных в массе термореактивного связующего 10, которая имеет в данном случае примерную форму овала.
Лейнер изготавливается путем первоначального изготовления отдельных его частей (на фиг. 3 показана схема изготовления днища). Для изготовления формируется прядь из необходимого количества искусственных волокон и пропитывается термореактивным связующим, полимеризуется и затем подается прядью 11 в термоблок 12, где покрывается слоем расплавленного термопластичного материала 13 и подается на форму 14, которая установлена вертикально своей осью на вращающемся столе 15.
Укладку прядей 13 производят снизу вверх, накладывая поступающую прядь 16 сверху на уложенные 17, которые (17) уже сплавились в единую монолитную массу.
Изготовленные таким способом части лейнера свариваются своими торцами для получения конечной конструкции лейнера.
Конструкция лейнера и способ его изготовления с использованием предложенных технических решений промышленно осуществимы с использованием известных средств и методов и обеспечивают реализацию указанного назначения.
Экспериментальная проверка, проведенная с использованием промышленного оборудования, подтвердила высокую эффективность и надежность предложенной конструкции лейнера и способа его изготовления.
| название | год | авторы | номер документа |
|---|---|---|---|
| БАЛЛОН ВЫСОКОГО ДАВЛЕНИЯ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ, СПОСОБ ИЗГОТОВЛЕНИЯ БАЛЛОНА ВЫСОКОГО ДАВЛЕНИЯ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ, ЖЕСТКИЙ ЛЕЙНЕР ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕСТКОГО ЛЕЙНЕРА ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2014 |
|
RU2570534C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПРОЧНЫХ ТРУБ-ОБОЛОЧЕК ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 1996 |
|
RU2107622C1 |
| БАЛЛОН ВЫСОКОГО ДАВЛЕНИЯ | 2008 |
|
RU2393376C2 |
| Способ контроля конструкции баллона давления из полимерного композиционного материала с металлическим лейнером и устройство для его осуществления | 2022 |
|
RU2786976C1 |
| СПОСОБ НАМОТКИ СИЛОВОЙ ОБОЛОЧКИ БАЛЛОНА ВЫСОКОГО ДАВЛЕНИЯ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И БАЛЛОН ВЫСОКОГО ДАВЛЕНИЯ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2007 |
|
RU2338670C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БАЛЛОНА ВЫСОКОГО ДАВЛЕНИЯ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И БАЛЛОН ВЫСОКОГО ДАВЛЕНИЯ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2009 |
|
RU2395749C1 |
| НЕСУЩАЯ ТРУБА-ОБОЛОЧКА В ВИДЕ ТЕЛА ВРАЩЕНИЯ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 1996 |
|
RU2111120C1 |
| Баллон высокого давления для подводных аппаратов | 2024 |
|
RU2839789C1 |
| СЛОИСТЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕГО | 2001 |
|
RU2185964C1 |
| Металлокомпозитный баллон высокого давления с горловинами большого диаметра | 2020 |
|
RU2754572C1 |
Группа изобретений относится к области машиностроения и может быть использована в конструкциях баллонов давления как аккумуляторов газовых сред для дыхательных аппаратов и других агрегатов автомобильной, авиационной, космической и любых других устройств, использующих емкости сжатых газов. Лейнер 1 состоит из выпуклых днищ и, при необходимости, цилиндрической части, выполненных в виде сплошной оболочки заданного профиля из термопластичного материала 8, по всей массе которого распределен однонаправленный высокомодульный армирующий материал 7 на основе элементарных искусственных волокон 9. Волокна сгруппированы в отдельные пряди, каждая из которых и каждое волокно, ее составляющее, находятся в охватывающей их массе термореактивного связующего 10 и ориентированы в кольцевом направлении, в том числе и на выпуклых днищах. При этом имеется одно поперечное сечение в зоне максимального диаметра, в котором все пряди имеют разрыв. Техническим результатом является сохранение высоких уровней надежности, технологичности и эксплуатационных качеств, снижение массы, трудоемкости изготовления, стоимости. 2 н. и 4 з.п. ф-лы, 3 ил.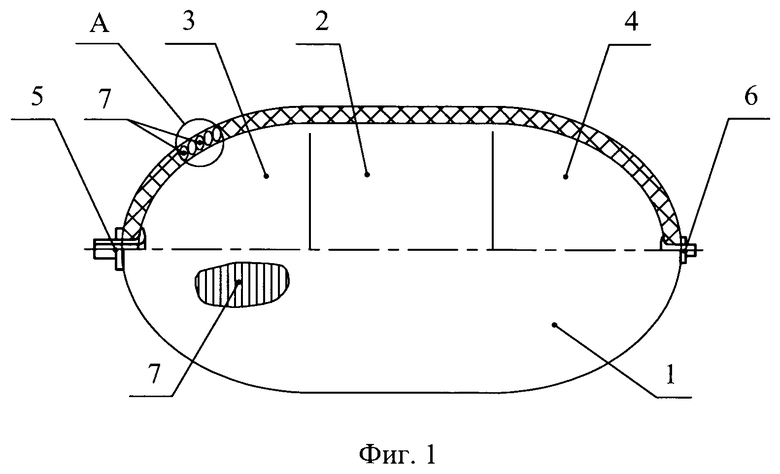
1. Полимерный лейнер для баллона высокого давления из композиционных материалов, содержащий выпуклые днища и, при необходимости, цилиндрическую часть между ними, и расположенные в центральных отверстиях днищ вкладыши, отличающийся тем, что лейнер выполнен в виде сплошной оболочки заданного профиля из термопластичного материала, по всей массе которого распределен однонаправленный высокомодульный армирующий материал на основе элементарных искусственных волокон, которые сгруппированы в отдельные пряди, каждая из которых и каждое волокно, ее составляющее, находятся в охватывающей их массе термореактивного связующего и ориентированы в кольцевом направлении, в том числе и на выпуклых днищах, при этом имеется как минимум одно поперечное сечение в зоне максимального диаметра, в котором все пряди имеют разрыв.
2. Лейнер по п. 1, отличающийся тем, что пряди выполнены из углеродных, стеклянных или базальтовых волокон.
3. Лейнер по п. 1, отличающийся тем, что в качестве термопластичного материала использован полиэфирэфиркетон (ПЭЭК), или полисульфон (ПС), или полиэтилентерефталат (ПЭТ).
4. Лейнер по п. 1, отличающийся тем, что термореактивное связующее выполнено на основе полиэфирных, или эпоксидных, или полиимидных, или бисмалеидных смол.
5. Способ изготовления полимерного лейнера, заключающийся в изготовлении отдельных его частей путем нанесения на формы армирующего материала на основе искусственных волокон, снятия с форм и последующего их соединения, отличающийся тем, что волокна армирующего материала предварительно собираются в прядь и пропитываются все вместе термореактивным связующим с последующей частичной или полной полимеризацией, затем монолитная прядь подается в термоблок и покрывается сплошным слоем термопластичного материала при температуре 160-400°С, или расплавляется предварительно нанесенный слой термопластичного материала, и в таком состоянии прядь укладывается снизу вверх в кольцевом направлении на вращающуюся, расположенную вертикально своей осью форму, плотно к предыдущей пряди, с которой сплавляется с образованием, после нанесения всех витков прядей, сплошной монолитной части лейнера, которая после охлаждения снимается с формы, в центральные отверстия днищ устанавливаются вкладыши, все изготовленные части лейнера составляются соосно своими торцами, торцы расплавляются, например, горелкой, и в расплавленном состоянии сплавляются друг с другом, образуя сплошной полимерный лейнер.
6. Способ по п. 5, отличающийся тем, что пряди укладываются в несколько слоев по толщине.
| НАДУВНЫЕ МЕДИЦИНСКИЕ БАЛЛОНЫ С НЕПРЕРЫВНОЙ НАМОТКОЙ ВОЛОКНА | 2014 |
|
RU2679304C2 |
| БАЛЛОН ВЫСОКОГО ДАВЛЕНИЯ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ, СПОСОБ ИЗГОТОВЛЕНИЯ БАЛЛОНА ВЫСОКОГО ДАВЛЕНИЯ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ, ЖЕСТКИЙ ЛЕЙНЕР ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕСТКОГО ЛЕЙНЕРА ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2014 |
|
RU2570534C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БАЛЛОНА | 2007 |
|
RU2343342C1 |
| Способ определения концентрации парообразного стирола в воздухе | 1952 |
|
SU99100A1 |

