Изобретение относится к литейному производству и может быть использовано при производстве литых заготовок из стали и сплавов.
Известен способ литья выжиганием модели внутри формы, включающий изготовление модели из пенополистирола, формовку и заливку металлом с одновременным заполнением металлом образующейся полости (Авторское свидетельство СССР №136014, кл. 31 С, 29/01, опубл. 1961).
Недостатком данного способа изготовления отливок является отсутствие пенополистироловой модели литниково-питающей системы, что снижает качество отливок и повышает трудоемкость их изготовления.
Наиболее близким техническим решением к заявляемому изобретению является способ изготовления отливок по газифицируемым моделям, включающий изготовление модели отливки и литниково-питающей системы, включающей прибыль, из пенополистирола, окрашивание моделей противопригарной краской, формовку и заливку металлом (Шуляк B.C., Рыбаков С.А., Григорян К.А. Производство отливок по газифицируемым моделям. М.: Изд-во РИЦ МГИУ. 2002 г., с. 15-45).
Недостатками данного способа является:
- большая усадка металла и, как следствие, быстрое охлаждение расплава при изготовлении толстостенных отливок, что отрицательно влияет на плотность отливок;
- большая металлоемкость литейной формы;
- низкий коэффициент использования жидкого металла.
Техническим результатом изобретения является повышение качества отливок, изготавливаемых по газифицируемым моделям, снижение размеров прибыли и увеличение коэффициента использования жидкого металла.
Указанный технический результат достигается тем, что в способе изготовления отливок по газифицируемым моделям, по которому изготавливают газифицируемую модель с литниково-питающей системой, включающей прибыль, из пенополистирола, окрашивают модель противопригарной краской, осуществляют формовку и заливку, согласно заявляемому изобретению 15-75% прибыли литниково-питающей системы выполняют полой и перед формовкой заполняют полую часть прибыли экзотермической смесью, при следующем соотношении компонентов в весовых %:
В качестве окисляемого компонента может быть использован порошок сплава алюминий - железо, причем количество алюминия не превышает 50%.
В качестве окислителя используют окись железа и в качестве катализатора - натриевую или калиевую селитру.
Пример конкретной реализации способа
Эффективность работы литниково-питающей системы по известному и предложенному способу оценивали по формированию цилиндрической отливки диаметром 100 мм и высотой 300 мм. При этом верхняя часть отливки с размером 100 мм использовалась в качестве прибыли.
Изготовили газифицируемую модель указанной цилиндрической отливки с литниково-питающей системой из пенополистирола, причем часть прибыли литниково-питающей системы выполнили полой, окрасили литниково-питающую систему противопригарной краской и заполнили полую часть прибыли (по объему согласно таблице) экзотермической смесью, содержащей окисляемый компонент, окислитель, катализатор и вермикулит вспученный. В качестве окисляемого компонента использовали порошок сплава алюминий - железо, а в качестве окислителя - окись железа и в качестве катализатора - натриевую или калиевую селитру. Затем изготовили комбинированную модель, заформовали и форму с данной моделью залили. После завершения кристаллизации отливки ее выбили из формы для проведения оценки результатов исследования.
Эффективность работы прибыли оценивали по соотношению высоты нижней плотной части к общей высоте отливки (300 мм). Высота нижней плотной зоны цилиндрической отливки определялась методом рентгенконтроля. По соотношению нижней плотной зоны и верхней зоны с раковиной или рыхлотой оценивали работу прибыли (Кпр). По величине этого коэффициента оценивали эффективность известного и предложенного способа.
Полученные данные приведены в таблице.
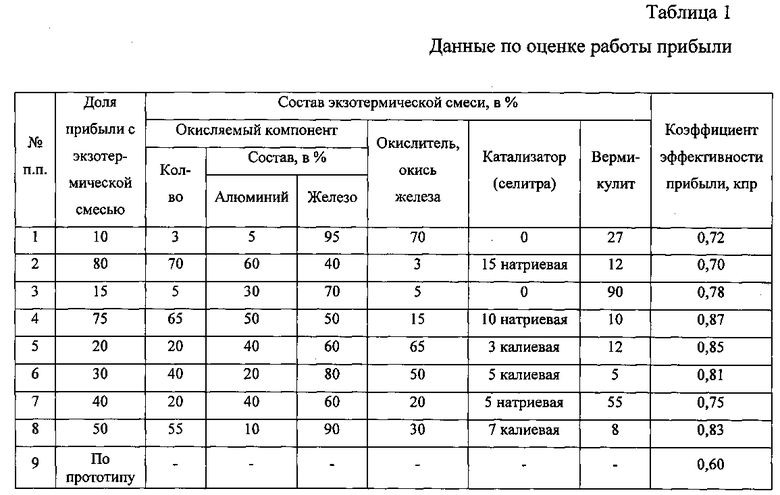
Из полученных данных видно, что предложенный способ изготовления отливок по газифицируемым моделям позволяет формировать плотную отливку при минимальном размере прибыли, что показывает повышение эффективности работы литейных прибылей и повышение качества отливок.
Использование предлагаемой экзотермической смеси для прибылей стальных отливок, например корпусов задвижек высокого давления из стали 30ХМЛ, позволяет на 15% снизить размеры прибыли, по сравнению с известным способом, что обеспечивает увеличение коэффициента использования жидкого металла на 8-10%.
Применение полой модели прибыли обеспечивает возможность увеличить эффективность работы литейных прибылей за счет использования экзотермических смесей, позволяет получить отливки достаточной плотности в результате формирования ее направленной кристаллизации. Результаты экспериментальных исследований показали, что выполнение прибыли полой на 15-75% и заполнение ее экзотермической смесью обеспечивает формирование концентрированной усадочной раковины в пределах размера прибыли. Выбранное соотношение состава экзотермической смеси обеспечивает стабильное протекание реакции между компонентами. Применение вспученного вермикулита, обладающего низкой теплопроводностью и относительно низкой плотностью, позволяет снизить потери тепла излучением и теплопроводностью, что обеспечивает быстрый прогрев смеси до температуры начала реакции. Прогрев вермикулита до 1300°C и выше сопровождается его расплавлением с образованием жидкоподвижного шлака, обладающего дополнительной теплоизолирующей способностью после реакции между окислителем и окисляемым компонентом. Предложенное соотношение содержания вермикулита и остальных компонентов обеспечивает стабильную реакцию между компонентами. Применение катализатора в предложенных пределах, позволяет снизить температуру начала реакции между компонентами смеси и расширяет область применения предложенного изобретения и для цветных сплавов.
Учитывая примерно одинаковую стоимость изготовления отливок по известному и предлагаемому способу и затраты на выплавку одной тонны жидкого металла на ОАО «Икар» г. Курган, экономическая эффективность от использования предложенного способа изготовления отливок по газифицируемым моделям составляет 3800 рублей на тонну годного литья.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭКЗОТЕРМИЧЕСКАЯ ШЛАКООБРАЗУЮЩАЯ СМЕСЬ | 2010 |
|
RU2429940C1 |
| Способ изготовления отливок по газифицируемым (выжигаемым) моделям | 2019 |
|
RU2729270C1 |
| ВСТАВКА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ И СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ УКАЗАННОЙ ВСТАВКИ | 2002 |
|
RU2299781C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭКЗОТЕРМИЧЕСКИХ И ИЗОЛЯЦИОННЫХ ВСТАВОК ЛИТНИКОВЫХ СИСТЕМ | 2012 |
|
RU2492960C1 |
| СПОСОБ ЛИТЬЯ АЛЮМИНИЕВЫХ СПЛАВОВ | 2015 |
|
RU2596933C1 |
| "Способ получения литья по газифицируемым моделям "Див-процесс" и литейная форма для получения литья" | 1988 |
|
SU1764768A1 |
| СПОСОБ МОДИФИЦИРОВАНИЯ ПОВЕРХНОСТИ ОТЛИВОК | 2008 |
|
RU2391177C2 |
| СПОСОБ ФОРМОВКИ НА АВТОМАТИЧЕСКИХ ФОРМОВОЧНЫХ ЛИНИЯХ С ГОРИЗОНТАЛЬНЫМ РАЗЪЕМОМ ФОРМЫ | 2011 |
|
RU2532716C2 |
| СПОСОБ ЛИТЬЯ АЛЮМИНИЕВЫХ СПЛАВОВ | 2005 |
|
RU2285577C1 |
| ПРОТИВОПРИГАРНАЯ КРАСКА ДЛЯ ГАЗИФИЦИРУЕМЫХМОДЕЛЕЙ | 1972 |
|
SU346012A1 |
Изобретение относится к литейному производству. Газифицируемую модель из пенополистирола с литниково-питающей системой, включающей прибыль, окрашивают противопригарной краской. Осуществляют формовку и заливку металлом формы. 15-75% прибыли литниково-питающей системы выполняют полой и перед формовкой заполняют полую часть прибыли экзотермической смесью. Экзотермическая смесь содержит в вес. %: окисляемый компонент 5-65, окислитель 5-65, катализатор 0-10, вермикулит вспученный остальное. Обеспечивается повышение качества отливок, снижение размеров прибыли и увеличение коэффициента использования жидкого металла. 3 з.п. ф-лы.
1. Способ изготовления отливок по газифицируемым моделям, включающий изготовление из пенополистирола газифицируемой модели с литниково-питающей системой, содержащей прибыль, окрашивание моделей противопригарной краской, формовку и заливку металлом, отличающийся тем, что 15-75% прибыли литниково-питающей системы выполняют полой и перед формовкой заполняют полую часть прибыли экзотермической смесью, при следующем соотношении компонентов, вес. %:
2. Способ по п. 1, отличающийся тем, что в качестве окисляемого компонента используют порошок сплава алюминий - железо, в котором количество алюминия не превышает 50%.
3. Способ по п. 1, отличающийся тем, что в качестве окислителя используют окись железа.
4. Способ по п. 1, отличающийся тем, что в качестве катализатора используют натриевую или калиевую селитру.
| "Способ получения литья по газифицируемым моделям "Див-процесс" и литейная форма для получения литья" | 1988 |
|
SU1764768A1 |
| Способ литья сжиганием модели внутри формы | 1960 |
|
SU136014A1 |
| Способ формовки | 1990 |
|
SU1740100A1 |
| ЭКЗОТЕРМИЧЕСКАЯ ШЛАКООБРАЗУЮЩАЯ СМЕСЬ | 2010 |
|
RU2429940C1 |
| US 5950702 A, 14.09.1999. | |||

