Изобретение относится к области литейного производства, а также к способам формовки, и может быть использовано при изготовлении литниковых систем и ее элементов для подвода расплавленного металла в полость формы и питания отливок на встряхивающих автоматических формовочных линиях с горизонтальным разъемом.
В настоящее время используется большое количество прибыльных вставок, отличающихся как конструкцией, так и размерами, и все они предназначены для установки в верхней полуформе непосредственно при формовке на формовочных машинах на самые массивные части отливок. Описание процесса питания отливки при использовании теплоизоляции и обогрева прибылей с целью уменьшения их объема описано в книге «Технология литейного производства. Литье в песчаные формы». Под ред. А.П.Трухова. - М.: Издательский центр «Академия», 2005, стр.347-349.
При традиционном способе сборки литейной формы необходимо было заполнить полуформы в лежачем положении, когда линии разъема обоих полуформ смотрят вверх. Описание машинной формовки описано в книге «Основы технологии литейных форм», автор В.М. Андреев.- МАШГИЗ, 1947, стр.250-254. Такое положение соответствует правилам охраны труда и техники безопасности производства, формовщику сверху не угрожают работающие механизмы. По классической технологии при формовке вручную экзотермический стержень устанавливается в верхней части прибыли и удерживается в верхней полуформе знаком с обратным уклоном, после заливки формы в результате контакта с жидким металлом стержень сгорает, перегревая металл прибыли и повышая эффективность питания отливки.
Такая технология установки прибыльных вставок невозможна на современных автоматических формовочных линиях высокой производительности с горизонтальным разъемом, когда верхняя полуформа всегда находится отпечатком вниз и распологается в недоступной опасной зоне формовки.
Тем более, что современные автоматические формовочные линии, такие как «Spomatik», работают по заданной программе с определенной скоростью, одна технологическая операция следует за другой, производительность составляет 245 форм в час и достигается своеобразной организацией труда и выполнением условий техники безопасности при непрерывно движущемся конвейере.
Известен способ уплотнения формовочной смеси и извлечения модели из формы, на машинах, описанный в книге «Основы литейного производства». Авторы: В.А.Озеров, А.С.Муркина, М.Н.Сосненко. - Москва, Высшая школа. 1987, стр.114-117. Опоку нижней полуформы устанавливают на модельную плиту, закрепленную на столе машины. В опоку засыпают формовочную смесь и производят уплотнение встряхиванием. Траверса поворачивается вокруг вертикальной оси так, чтобы прессовая плита встала над опокой для допрессовки. Прессовый поршень зажимает полуформу между модельной и прессовой плитами, после чего колонна вместе со встряхивающим столом, механизмом допрессовки и зажатой между ними полуформой поворачивается на 180° вокруг горизонтальной оси. Затем поршень перемещается вверх и извлекает модель из полуформы. После этого полуформа сталкивается на сборочный рольганг, а колонна поворачивается в первоначальное положение. В отличие от нижних полуформ, верхние полуформы формируют в положении сборки, поэтому в машине нет механизма для их поворота. Производительность машин составляет до 130 полуформ в час. Недостатком указанного способа является низкий выход годного литья и производительность, не отвечающая современным планам производства.
Поскольку отпечаток верхней полуформы на автоматических формовочных линиях «Spomatik» всегда направлен только вниз, а работающий формовщик не должен находиться в опасном месте под формой и верхняя полуформа формируется в автоматическом режиме, а установка прибыльных вставок из изотермической/экзотермической смеси происходит вручную, то работающий формовщик не должен находиться в опасном месте (под формой), и возможности установки прибыльных вставок вручную нет.
Заявляемый способ дает возможность: использования прибыльных вставок из изотермических/экзотермических смесей на автоматических формовочных линиях высокой производительности (когда отпечаток верхней полуформы всегда направлен только вниз) с возможностью установки в нижней полуформе вручную, с целью питания термических узлов при значительном снижении веса прибылей и при этом получения плотной литейной заготовки, без наличия внутренних рыхлот усадочного характера, отсутствия специального установочного элемента и требуемого времени на его установку. Способ позволит соблюдать правила техники безопасности, т.к. нижние полуформы на определенном участке установлены не под подвесным конвейером поточного литейного производства и к ним свободен доступ формовщика.
Наиболее близким по технической сути к достигаемому результату является способ установки прибыльной вставки с системой питания литья немецкой фирмы FOSECO, (Foseco GmbH, 46322 Borken, Germany). В проспекте издания 12/03 указаны: область применения и технология установки прибыльных вставок в нижнюю полуформу на формовочной линии с горизонтальным разъемом с применением моделей. Модель, выполняющая карман прибыльной вставки, состоит из двух частей:
- модель верха,
- модель низа.
Модель низа устанавливают в нижнюю полуформу, она формирует посадочное гнездо для установки прибыльной вставки, а также шейку совместно с основанием прибыли. Модель верха формирует карман для прибыльной вставки в верхней полуформе.
Прибыльная вставка просто устанавливается в выполненное посадочное гнездо. Полость, формирующаяся верхней частью модели прибыли, соответствует положению прибыли при сборке полуформ. При заливке прибыльная вставка всплывает с поступающим в форму металлом и плотно фиксируется в посадочной полости верхней полуформы. Литейное производство может применять прибыльные вставки FOSECO по технологии поплавковой прибыли.
Реализация прототипа требует точной расчетной модельной оснастки при большом разнообразии отливок по массе, габаритам и конфигурации, дополнительного времени на установку модели верха и низа, а также использования отливок с небольшим термическим узлом, находящимся в нижней полуформе. При этом шейка боковой прибыли также расположена ниже разъема формы. По причине того, что шейка боковой (отводной) прибыли находится в удалении от вставки, расположенной над зумпфом в верхней полуформе, то для уменьшения ее охлаждения и увеличения продолжительности работы по питанию термического узла потребуется увеличение площади сечения шейки, питающей прибыли с изотермической вставкой, что в дальнейшем приведет к увеличению трудоемкости ее отделения от отливки.
Заявляемое техническое решение направлено на снижение себестоимости и трудоемкости изготовления отливок, повышение выхода годного, на снижение металлоемкости литниковой питающей системы, на повышение эффективности работы литниковой питающей системы.
Для этого в способе установки прибыльных вставок из изотермической/экзотермической смеси на автоматических формовочных линиях с горизонтальным разъемом, включающем транспортировку опок к месту формовки, обдув модельных плит и покрытие их разделительным составом, установку опок на модельные плиты, заполнение их формовочной смесью, встряхивание и подпрессовку, изготовление нижней и верхней полуформ, выполнение вентиляционных каналов в верхней полуформе, простановку фильтра, стержней, прибыльной вставки в нижнюю полуформу, в посадочное гнездо совмещенного с отпечатком модели зумпфа, оформленного стержнем, заливку металла, охлаждение и выбивку, установку прибыльной вставки осуществляют после установки в нижнюю полуформу формообразующего стержня, в знаковой части которого выполнен и зумпф, и посадочное гнездо под прибыльную вставку, а на боковой поверхности прибыльной вставки выполнено окно для бокового питания отливки, причем окно выступает за пределы вставки в сторону полости отливки и формирует шейку отводной прибыли, при этом шейка прибыли и прибыль под вставкой находятся в одной полуформе.
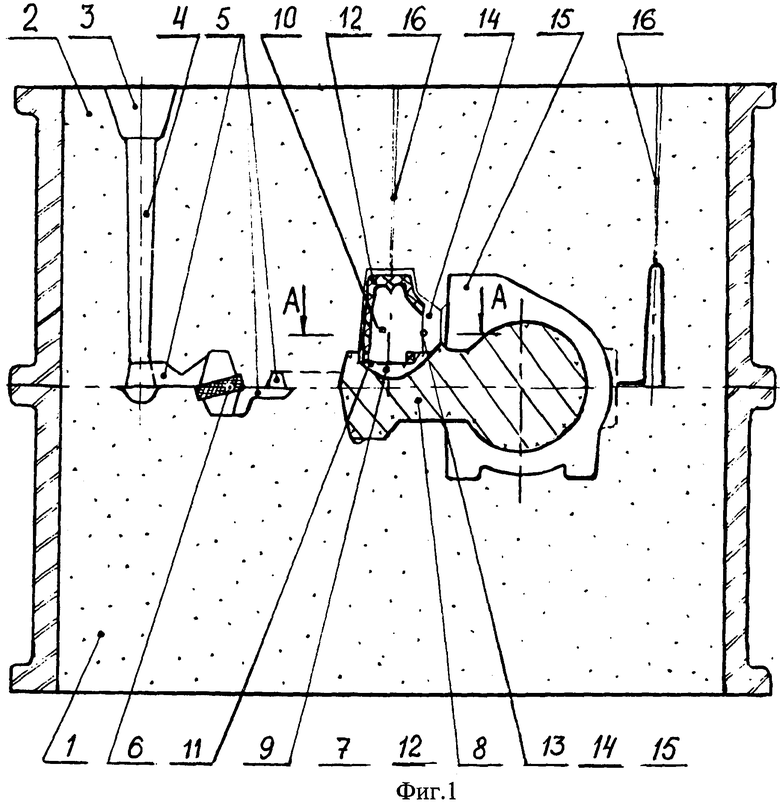
На фиг.1 представлен общий вид питающей системы;
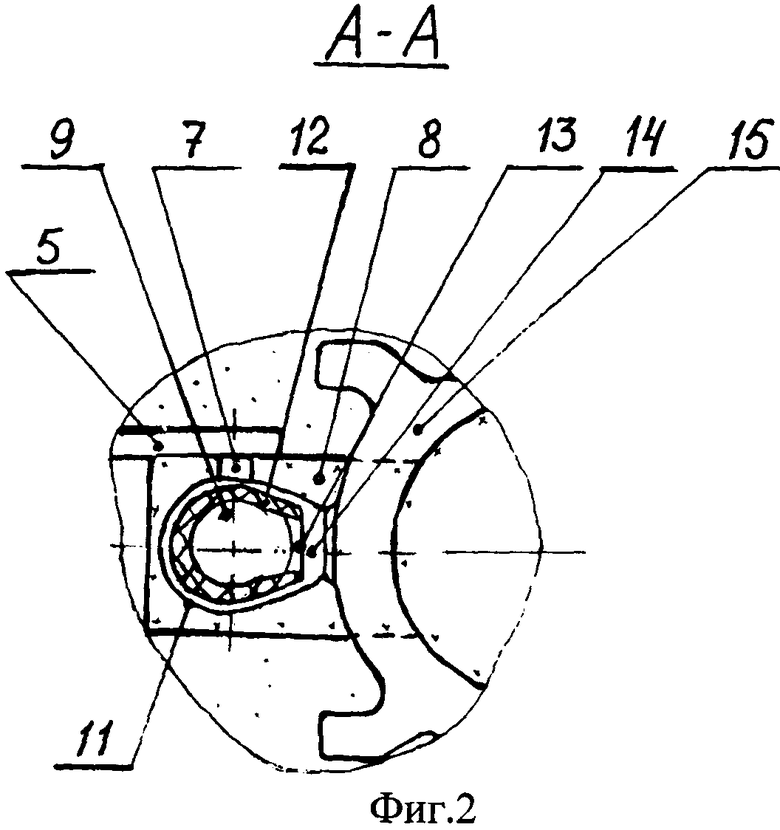
на фиг.2 изображен разрез А-А на фиг.1.
Предлагаемый способ осуществляют с помощью литниковой системы, которая состоит из нижней 1 и верхней 2 полуформ. В этих полуформах размещены приемная воронка 3 со стояком 4, с литниковым ходом 5, расположенным как ниже, так и выше уровня разъема полуформ, фильтра 6, питателя 7, формообразующего стержня 8, зумпфа 9, оформленного стержнем и углубленного под прибылью 10, посадочного гнезда 11 для прибыльной вставки 12, имеющей боковое окно 13, формирующее шейку 14 отводной прибыли, максимально приближенной к полости отливаемой заготовки 15, вентиляционных каналов 16.
При использовании заявляемого способа работа литниковой системы выражается в следующем: полуформы 1 и 2 находятся в сборе на участке заливки, расплавленный металл поступает в приемную воронку 3, далее в стояк 4, по литниковому ходу 5 течет в фильтр 6, для улавливания неметаллических включений, шлака и газов, затем через литниковый ход 5, расположенный как в нижней, так и в верхней полуформе, поступает в питатель 7 через формообразующий стержнь 8, далее в зумпф 9 и по формообразующему стержню течет в полость прибыли 10, взаимодействует с прибыльной вставкой 12, установленной в посадочное гнездо 11 на формообразующем стержне, вытекает через окно 13, образуя шейку 14 меньшего размера, направленную к полости отливки, питая массивный узел, и далее поступает в полость заливаемой формы 15, заполняя ее, образующиеся газы выходят через вентиляционные каналы 16.
При заполнении жидким металлом экзотермической вставки действие заключается в обогреве прибыли за счет выделения в результате окисления горючего алюминиевого порошка кислородом оксида железа.
При заполнении жидким металлом изотермической вставки действие заключается в теплоизоляционном эффекте, т.к. вставка изготовлена из низкотеплопроводного материала, снижается отвод теплоты от прибыли для увеличения продолжительности ее затвердевания, при этом боковое окно уменьшает площадь сечения шейки питающей прибыли, через которые без потерь температуры постоянно поступает достаточное количество металла, необходимого для исключения усадки.
Способ установки прибыльных вставок из изотермической/экзотермической смеси на автоматических формовочных линиях с горизонтальным разъемом осуществляют следующим образом.
1. Разъединенные верхнюю и нижнюю опоки транспортируют к месту формовки.
2. Модельные плиты обдувают и опрыскивают разделительным составом автоматически.
3. Опоки устанавливают на модельные плиты и заполняют формовочной смесью из бункера, расположенного над машиной.
4. Полуформы безударно встряхивают, подпрессовывают до определенного давления прессующим приспособлением.
5. Полуформы вертикально и плавно снимают с модельных плит без их повреждения.
6. Верхнюю полуформу перемещают на станцию сверления, где накалывают приемную воронку и стояк, вентиляционные каналы.
7. Верхняя полуформа кантуется на 360° для сброса излишков смеси
8. Нижнюю полуформу кантуют на 180° и направляют на станцию простановки фильтра и формообразующих стержней с посадочным гнездом, тут же в посадочное гнездо, над зумпфом устанавливают прибыльную вставку вручную.
9. Подготовленные верхнюю и нижнюю полуформы подают на механизм сборки, где верхнюю полуформу опускают на нижнюю, прибыльная вставка входит в соответствующую полость верхней полуформы.
10. Точность сборки достигают с помощью втягивающихся соединительных штырей на механизме автоматической сборки полуформ.
11. Готовая форма поступает на участок заливки металла. Прибыльную вставку необходимо устанавливать в специальное посадочное гнездо расположенного в знаковой части формообразующего стержня, лежащего в нижней полуформе, соответствующих размеров. Для обеспечения устойчивости при течении металла и использования наиболее рационального размера посадочное гнездо, должно заглубляться в формообразующий стержень на 7-10 мм от линии разъема нижней полуформы. В верхней полуформе в месте, отведенном под зеркальное отображение прибыльной вставки, нужно предусмотреть свободное пространство по объему и конфигурации, повторяющее прибыльную вставку с общим зазором по наибольшему наружному диаметру основания вставки на 2,0-3,0 мм и зазором по высоте вставки 3,0-5,0 мм для того, чтобы не разрушить прибыльную вставку при сборке форм ввиду возможных отклонений ее габаритных размеров при их изготовлении. Прибыльную вставку в виде перевернутого стакана устанавливают таким образом, чтобы окно было направлено в сторону полости отливки и формировало шейку отводной прибыли, длиною не более 20 мм.
Заявляемое техническое решение имеет ряд преимуществ:
- увеличение действия прибылей отливок за счет использования вставок из изотермической/экзотермической смеси;
- увеличение качества отливок за счет исключения усадочных раковин, обеспечивая плотную структуру сплава;
- повышение выхода годного литья за счет уменьшения объема прибыли, не ухудшая питания отливки;
- возможность установки прибыльных вставок в посадочное гнездо без нарушения конфигурации отливок за счет расположения посадочного гнезда на поверхности формообразующего стержня;
- снижение трудоемкости отделения отводной прибыли за счет образования шейки меньших размеров посредством использования прибыльной вставки с боковым окном, выступающим за пределы вставки, а также за счет уменьшения площади поверхности резания;
- снижение металлоемкости литниковой системы за счет конструкции прибыльной вставки и уменьшения размеров шейки отводной прибыли.
Технический результат заявляемого изобретения обеспечивается соответствием следующим требованиям питания отливки:
1. Обеспечение принципа направленности затвердевания отливки, обеспечивая эффективность ее питания.
2. Количество жидкого металла в прибыли должно быть достаточно для полной компенсации объемной усадки металла отливки или ее питаемого узла.
3. Уровень металла в прибыли всегда должен быть выше уровня металла питаемого узла.
4. Геометрия прибыли, ее расположение в форме и сочленение с отливкой должны быть технологическими, т.е. обеспечивать удобство формовки и легкость отделения прибыльной части от отливки.
5. Прибыль должна быть экономичной, т.е. расход металла на питание отливки должен быть минимальным.
Прибыльные вставки изготавливают на фирме «ООО Богдановичский завод высокотемпературных изделий». Литниковая система опробована в производстве стального литья ОАО «КАМА3-Металлургия». Прибыли литниково-питающей системы питают термические узлы, расположенные как в нижней так и в верхней полуформах. Снижен брак отливок по таким видам, как усадочные раковины, снижен вес прибылей в 2-3 раза номенклатуры «запорной арматуры», «КАМАЗ», «РЖД»; уменьшены размеры шейки прибылей, что позволило отказаться от отделения прибылей газорезкой, увеличить выход годного, снизить удельный расход электроэнергии на выплавку металла и исключить расход кислорода, пропана, бутана при кислородно-ацетиленовой отрезке прибылей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ заливки литейных форм с применением метода локального поверхностного вакуумирования формы и устройство для его осуществления | 2023 |
|
RU2813437C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭКЗОТЕРМИЧЕСКИХ И ИЗОЛЯЦИОННЫХ ВСТАВОК ЛИТНИКОВЫХ СИСТЕМ | 2012 |
|
RU2492960C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРИБЫЛЬНОЙ ЧАСТИ ЛИТЕЙНОЙ ФОРМЫ | 1992 |
|
RU2015835C1 |
| ОСНАСТКА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ | 1994 |
|
RU2122918C1 |
| Литейная форма | 1980 |
|
SU904873A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ГРЕБНЫХ ВИНТОВ ИЗ СПЛАВОВ НА МЕДНОЙ ОСНОВЕ | 1996 |
|
RU2089342C1 |
| ЛИТЕЙНАЯ ФОРМА С ТЕРМИТНОЙ ПРИБЫЛЬЮ | 2008 |
|
RU2372164C1 |
| Способ безопочной формовки и сборки | 1981 |
|
SU1061911A1 |
| Литейная форма | 1987 |
|
SU1470422A1 |
| Способ вакуумно-пленочной формовки и литейная форма | 2017 |
|
RU2649192C1 |
Изобретение относится к литейному производству. Опоки транспортируют к месту формовки. Модельные плиты обдувают и покрывают разделительным составом. На модельные плиты устанавливают опоки и заполняют их формовочной смесью. Уплотняют встряхиванием и подпрессовкой. В верхней полуформе выполняют вентиляционные каналы, устанавливают фильтр, формообразующий стержень и прибыльную вставку из изотермической или экзотермической смеси. Прибыльную вставку устанавливают в посадочное гнездо, совмещенное с зумпфом, выполненное в знаковой части формообразующего стержня. На боковой поверхности прибыльной вставки выполнено окно для бокового питания отливки, выступающее за пределы прибыльной вставки в сторону полости отливки и формирующее шейку прибыли. Шейка прибыли и прибыль под вставкой находятся в одной полуформе. Обеспечиваются снижение металлоемкости литниковой питающей системы и повышение эффективности ее работы. 2 ил.
Способ формовки на автоматических линиях с горизонтальным разъемом формы, включающий транспортировку опок к месту формовки, обдув модельных плит и покрытие их разделительным составом, установку опок на модельные плиты, заполнение их формовочной смесью, встряхивание и подпрессовку, изготовление нижней и верхней полуформ, выполнение вентиляционных каналов в верхней полуформе, простановку фильтра, установку формообразующего стержня и прибыльной вставки из изотермической или экзотермической смеси, отличающийся тем, что прибыльную вставку устанавливают в посадочное гнездо, совмещенное с зумпфом, выполненное в знаковой части формообразующего стержня, при этом на боковой поверхности прибыльной вставки выполнено окно для бокового питания отливки, выступающее за пределы прибыльной вставки в сторону полости отливки и формирующее шейку прибыли, при этом шейку прибыли и прибыль под вставкой находятся в одной полуформе.
| DE 8600734 U1, 22.05.1986 | |||
| Топка для сжигания бурого угля | 1936 |
|
SU50891A1 |
| ОСНАСТКА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ | 1994 |
|
RU2122918C1 |

