Область техники, к которой относится изобретение
Настоящее изобретение относится к системе и способу двумерной (2D) печати на трехмерной (3D) печатной основе, включающим формирование печатной основы, содержащей множество окрашенных волокон или окрашиваемых трубчатых полостей, которые повторяют печатный рисунок, которые при соединении и формировании в блок могут быть поперечно разрезаны, получая печатные листы согласно указанному печатному рисунку.
Уровень техники изобретения
Для того чтобы напечатать большой объем плакатов, афиш и рекламных баннеров, среди многих других, на предварительно выбранном материале, действующем в качестве двумерной (2D) основы, обычно используются машины большого размера, имеющие различные типы печатных средств, которые вводят или пропитывают чернилами или другой окрашивающей средой, используемой в традиционной офсетной, трафаретной или цифровой печати. Эти способы печати хорошо известны в уровне техники.
Когда требуются тиражи большого объема, эти машины обычно используются круглосуточно, работая день и ночь для того, чтобы достигать требуемого объема печати.
Настоящее изобретение предлагает другой метод печати, содержащий систему и двумерный способ печати, который использует трехмерную печатную основу и состоит из этапа, на котором образуют печатную основу, содержащую множество окрашенных волокон или окрашиваемых трубчатых полостей, которые повторяют требуемый печатный рисунок. Как только указанные окрашенные волокна или трубчатые полости заполняются различными цветами согласно рисунку, определенному для тиража, создается трехмерный блок, оставляя печатную поверхность в качестве передней поверхности блока, так, что при создании множества поперечных разрезов в указанном блоке параллельно передней поверхности получают множество напечатанных листов, содержащих указанный печатный рисунок.
В известном уровне техники имеются несколько патентных документов, описывающих различные печатные формы. Например, документ CA 2685673 (Gregory), опубликованный 13 ноября 2008 года, раскрывает один или более типов удерживающих чернила слоев для панели отображения одностороннего наблюдения и соответственные способы. В примере экран включает перфорированную панель, образованную из гибкого материала. Перфорированная панель имеет переднюю поверхность, заднюю поверхность и множество перфораций, продолжающихся от передней поверхности до задней поверхности. Слой чернил удерживается и располагается в перфорированной панели. Средства удержания чернил включают материал, который удерживает или впитывает остаточные чернила от приложения печатного изображения к передней поверхности перфорированной панели. Наблюдение осуществляется только в одном направлении панели, и она также может включать разделительный слой или защитный слой, или и тот, и другой.
Документ EP 1456030 (Lorch и др.), опубликованный 15 сентября 2004 года, раскрывает способ изготовления форм для глубокой печати и использование этих форм для глубокой печати. Согласно этому документу, обеспечена подложка, имеющая множество полостей, и структуры, состоящие из по меньшей мере удаляемого иллюстративного материала, изготавливаются в нижней части так, чтобы образовывать отливки, соответствующие тональным значениям печатаемого изображения, при этом по меньшей мере предварительная жидкость низкой вязкости иллюстративного материала вводится в отливки устройством впрыска чернил, которые затвердевают для образования иллюстративного материала. Данное изобретение также относится к формам для глубокой печати, содержащим подложку, имеющую сеть отверстий, и со структурами, которые получаются в этих отверстиях для образования отливок, соответствующих тональным значениям конфигурации оригинала и которые выполняются из удаляемого иллюстративного материала. Данное изобретение относится к использованию формы для глубокой печати вышеуказанного типа, посредством которого форма состоит из печатных чернил, которые не оказывают влияния на иллюстративный материал, при этом иллюстративный материал печатается, и форма ни физически, ни химически не нарушается после того, как иллюстративный материал напечатан.
Документ US 2005/0188868 (Beisswenger), опубликованный 1 сентября 2005 года, раскрывает способ гравирования с чашами, которые принимают печатную краску на поверхности печатных барабанов, определенных для глубокой печати. Гравирование выполнятся так, что чаши образуются из заданного количества точек выгравированного изображения.
Документ ES 2188425 (Rojo), датированный 16 июня 2003 года, раскрывает матричную панель для дорожных знаков. Указанная панель содержит основу, обеспеченную множеством сквозных отверстий, расположенных согласно регулярной матрице и представляющих в ее внутренней области средства направления света, которые предоставляют доступ к ним через коллекторы и достигают наблюдателя через рассеиватели. С целью настройки конкретного сигнала на передней поверхности основы может быть обеспечена маска, которая может связываться с фильтрами, когда становится необходимо использование цвета.
Ни один из вышеописанных документов не раскрывает систему и способ двумерной печати на трехмерной печатной основе, в котором после печати на ней указанная трехмерная основа может быть поперечно разрезана, получая напечатанные листы гораздо быстрее, чем традиционные системы, известные до настоящего времени.
Сущность изобретения
Настоящее изобретение относится к системе и способу двумерной (2D) печати на трехмерной (3D) основе, состоящему из этапа, на котором образуют печатную основу, содержащую множество окрашенных волокон или окрашиваемых мелких трубок, которые повторяют печатный рисунок, из которых, при соединении и формировании в блок и при поперечном разрезании, получают печатные листы, содержащие указанный печатный рисунок.
В одном из вариантов осуществления этого изобретения печатная основа образована блоком, который содержит множество полых трубок, причем каждая полая трубка имеет полость, которая заполняется окрашивающей средой, например, чернилами или т.п., предпочтительно пастообразного типа, акриловыми красками, окрашенными полимерами в числе прочих, которые затекают в указанную полость так, что, когда указанная окрашивающая среда становится сухой, блок становится твердым. Заполнение окрашивающей средой каждой из полых трубок повторяет печатный рисунок, предварительно установленный для передней поверхности блока.
После того как окрашивающая среда застывает и блок затвердевает, он может быть поперечно разрезан параллельно печатной поверхности на множество полос, которое будет зависеть от требуемого объема плакатов, афиш и рекламных баннеров. Также он может быть разрезан на панели другой толщины для конструкции выставочного стенда или рекламного стенда или другой структуры.
В другом варианте осуществления изобретения полые трубки могут быть заменены монолитными трубками, цвета которых предварительно выбираются согласно печатному рисунку и группируются согласно указанному рисунку.
Краткое описание фигур
Сопровождающие чертежи включены для обеспечения лучшего понимания изобретения, они образуют часть этого описания и некоторых предпочтительных вариантов осуществления.
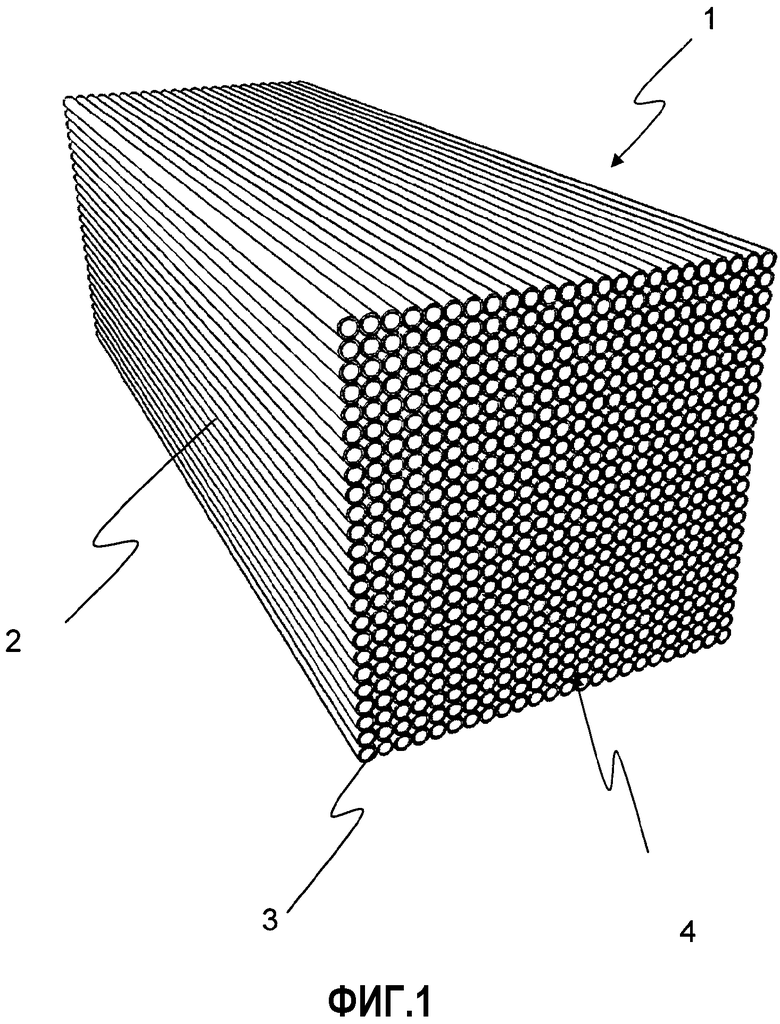
Фиг.1 показывает вид в перспективе основы блока в 3D, которая напечатана в 2D.
Фиг.2 показывает разрезы поперечного сечения, которые выполнены на блоке на фиг.1.
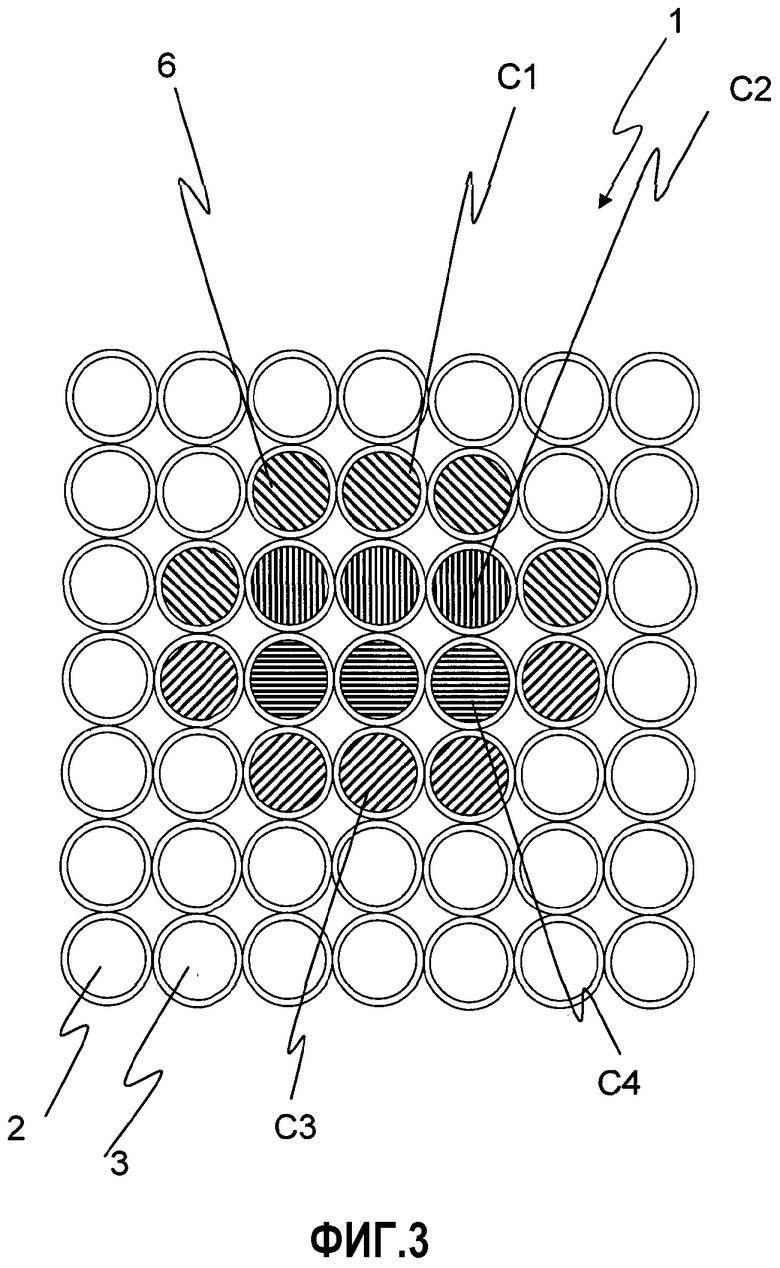
Фиг.3 показывает полые трубчатые элементы, образующие блок данного изобретения, которые заполняются чернилами.
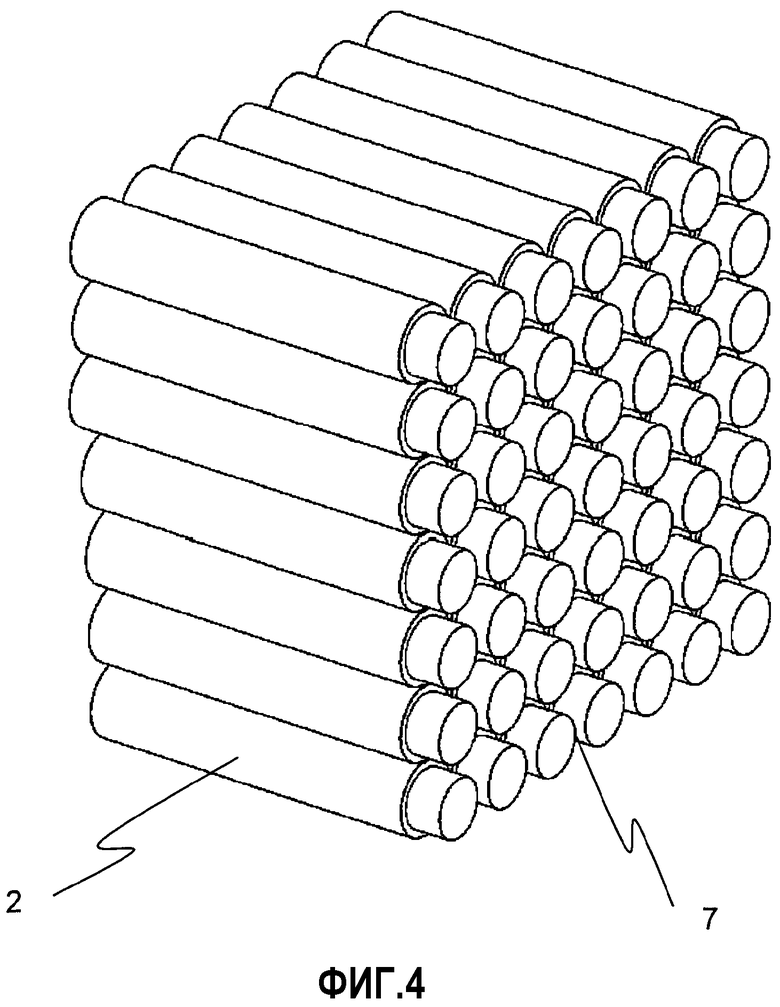
Фиг.4 показывает полые трубчатые элементы, образующие блок данного изобретения, которые заполняются впитывающей средой для впитывания чернил.
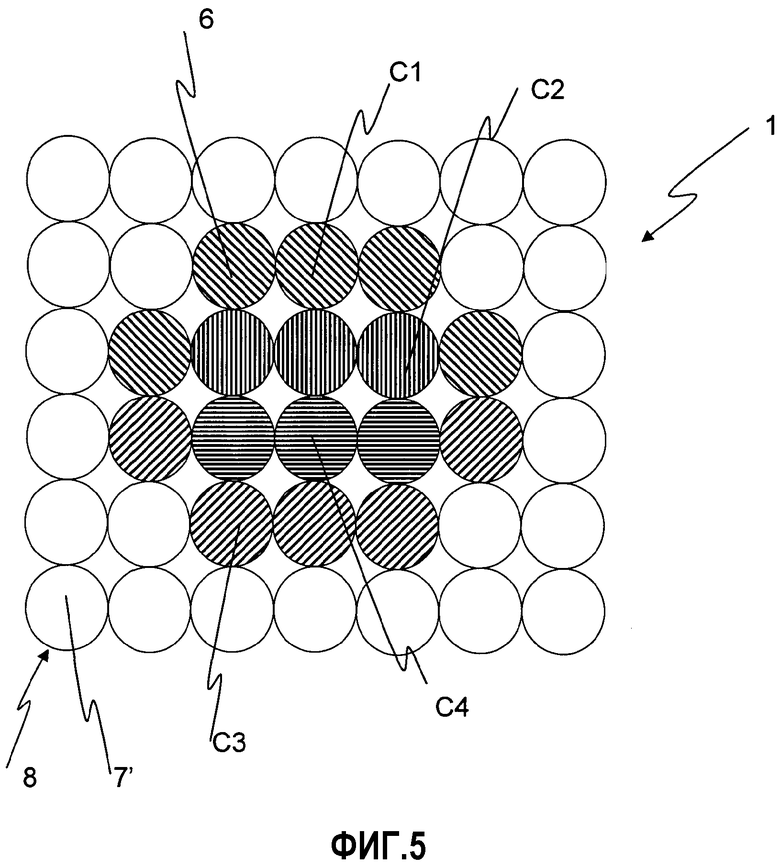
Фиг.5 показывает второй вариант осуществления данного изобретения, в котором трубчатые элементы, образующие блок настоящего изобретения, являются монолитными и предварительно окрашенными.
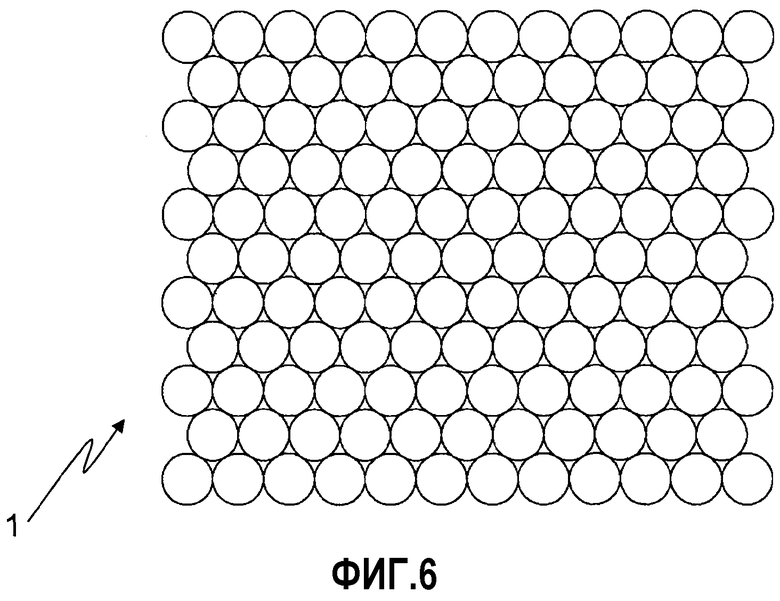
Фиг.6 показывает первый вариант распределения в поперечном сечении трубчатых элементов, образующих блок настоящего изобретения.
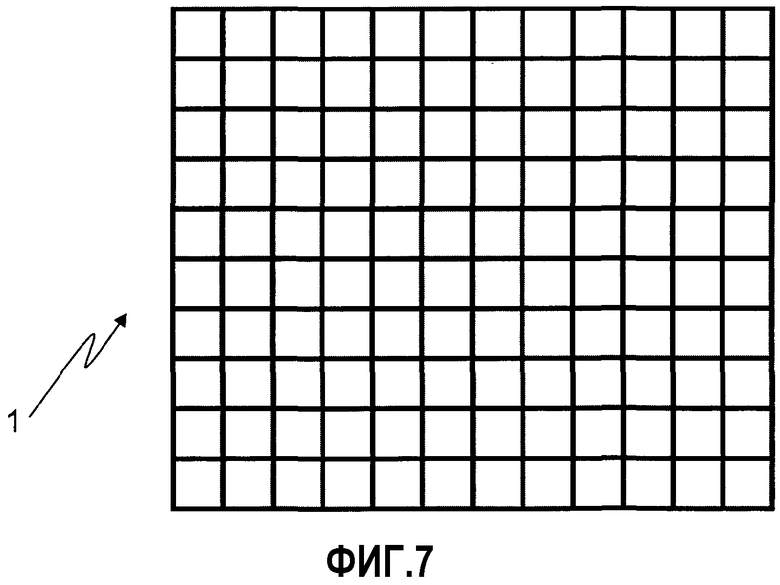
Фиг.7 показывает второй вариант распределения в поперечном сечении трубчатых элементов, образующих блок настоящего изобретения.
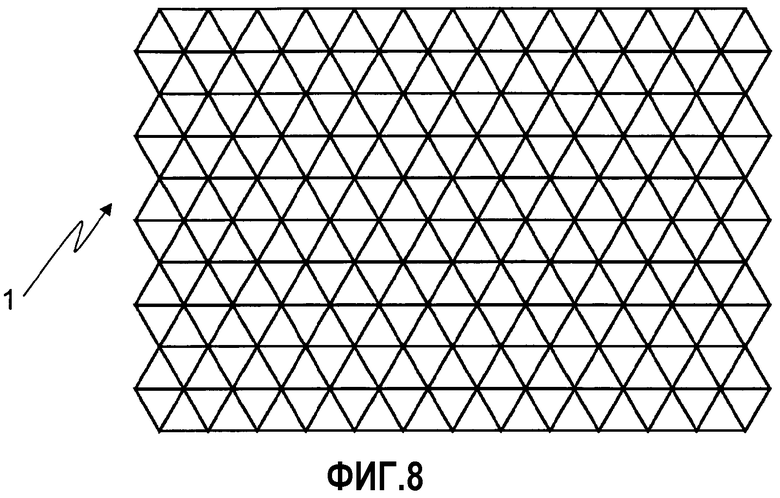
Фиг.8 показывает третий вариант распределения в поперечном сечении трубчатых элементов, образующих блок настоящего изобретения.
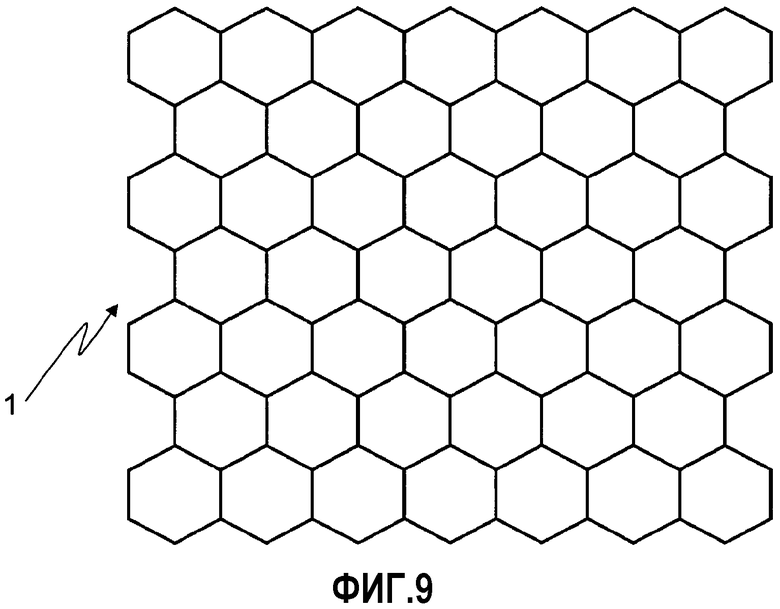
Фиг.9 показывает четвертый вариант распределения в поперечном сечении трубчатых элементов, образующих блок настоящего изобретения.
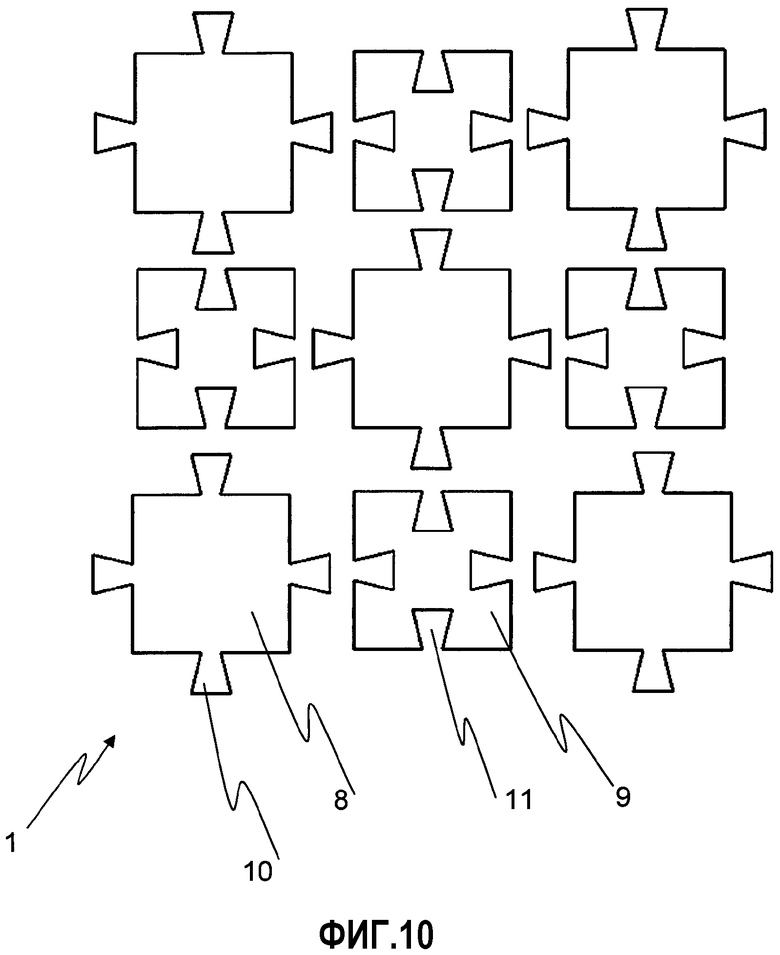
Фиг.10 показывает пятый вариант распределения со средствами шпунтового соединения в поперечном сечении трубчатых элементов, образующих блок настоящего изобретения.
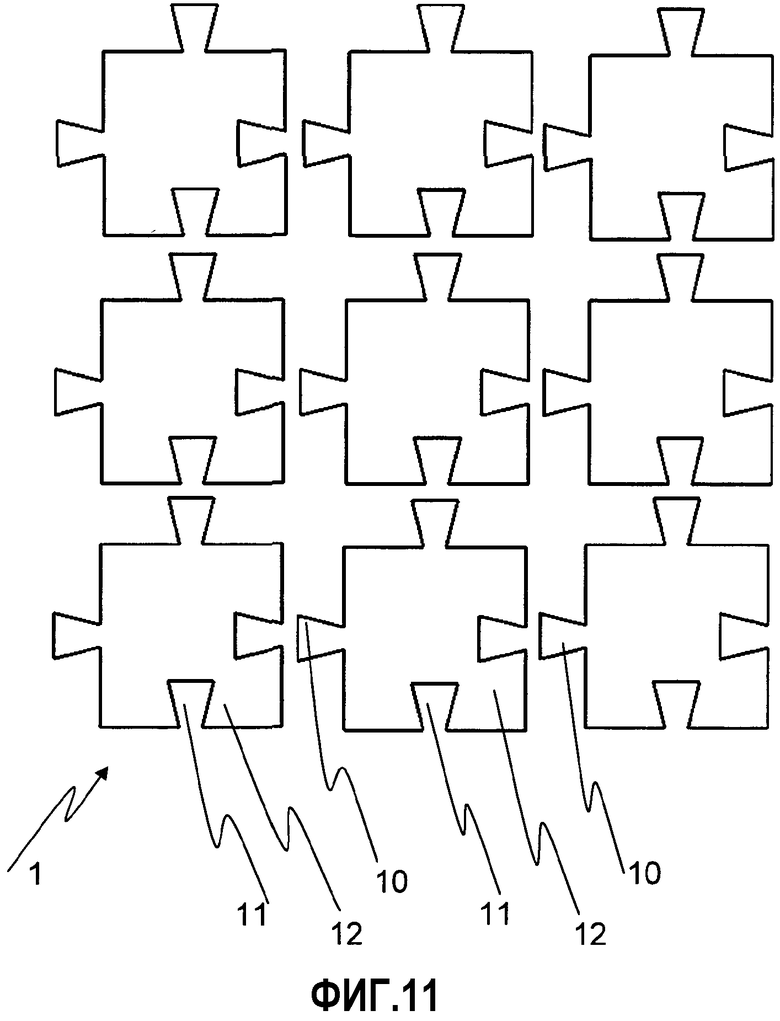
Фиг.11 показывает шестой вариант распределения со средствами шпунтового соединения в поперечном сечении трубчатых элементов, образующих блок настоящего изобретения.
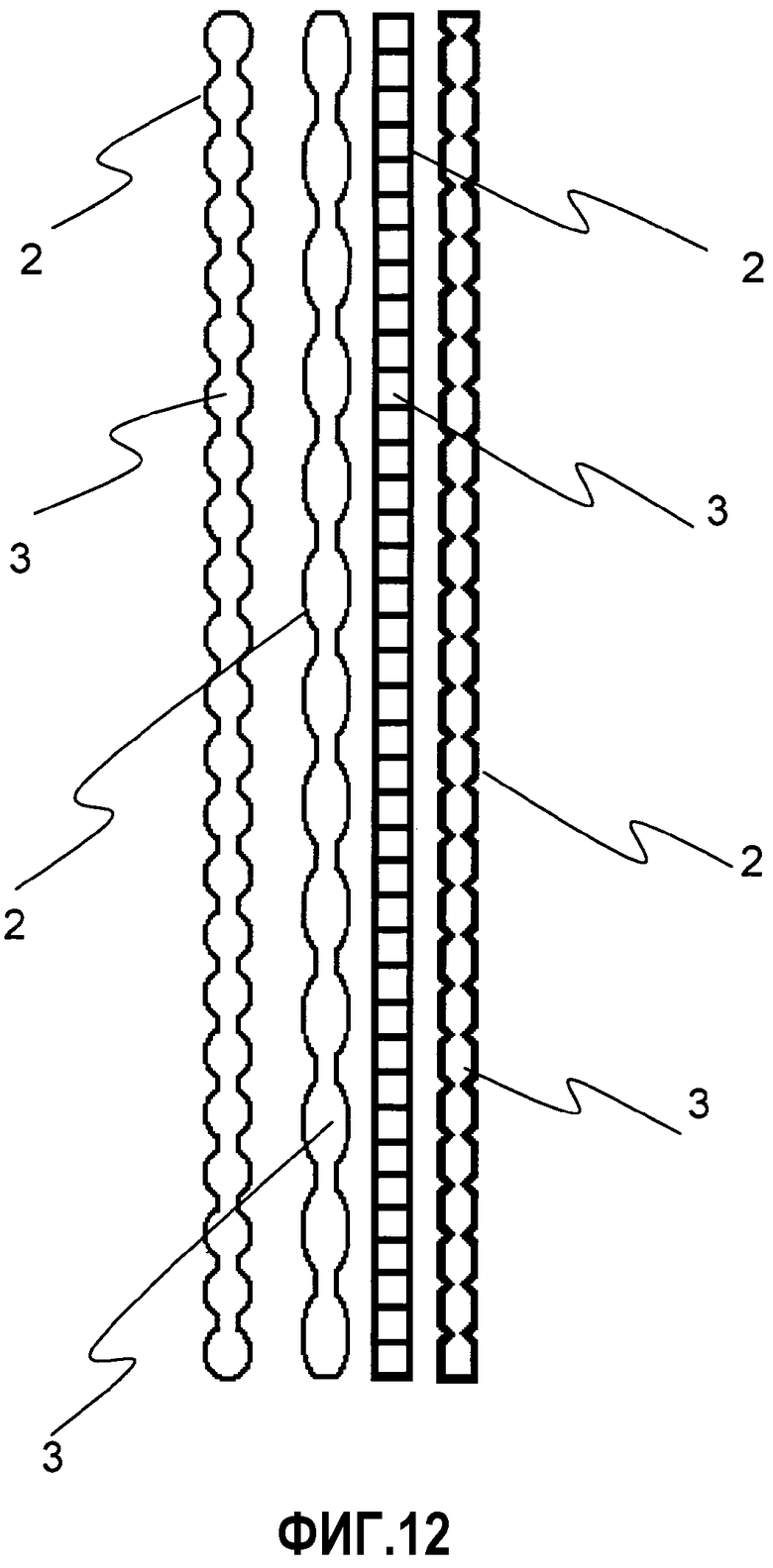
Фиг.12 показывает некоторые примеры столбца трубчатых средств, образующих блок настоящего изобретения, разновидности которых ориентированы с возможностью обозначения зон резания.
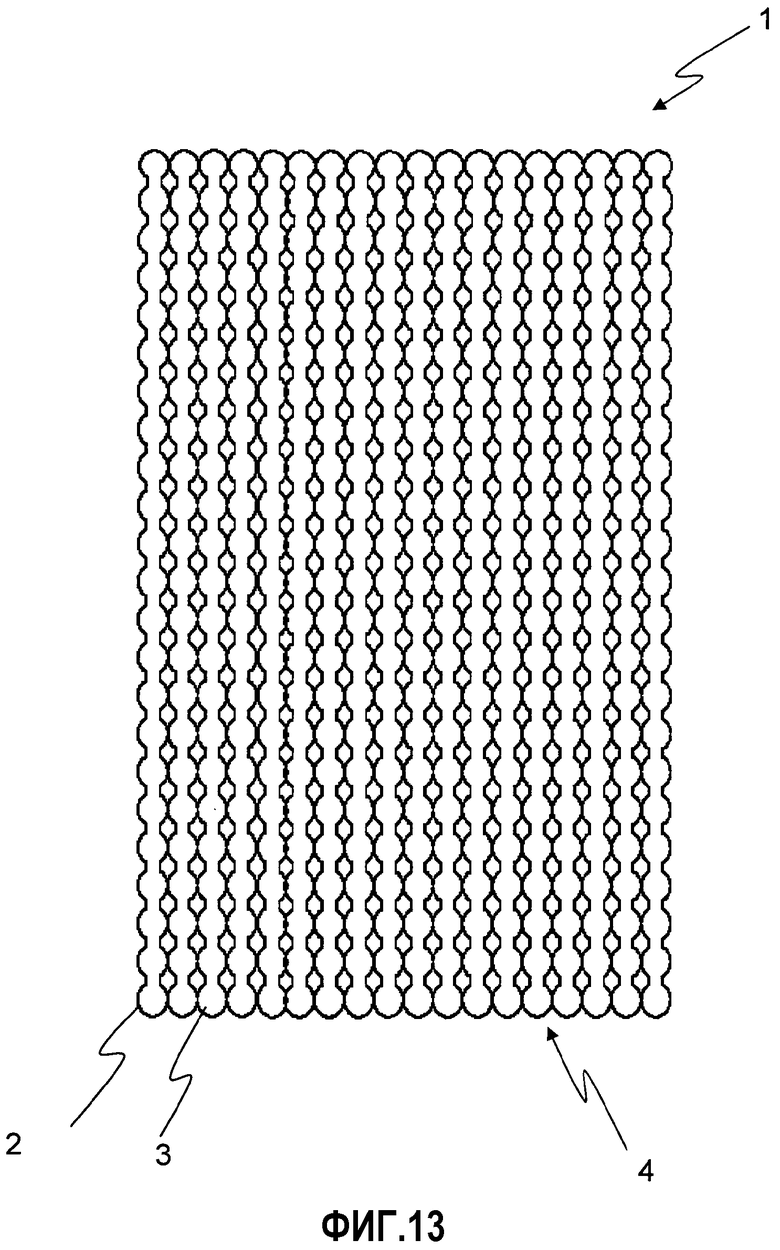
Фиг.13 показывает множество столбцов одного из трубчатых средств, образующих блок настоящего изобретения, показанного на фиг.13.
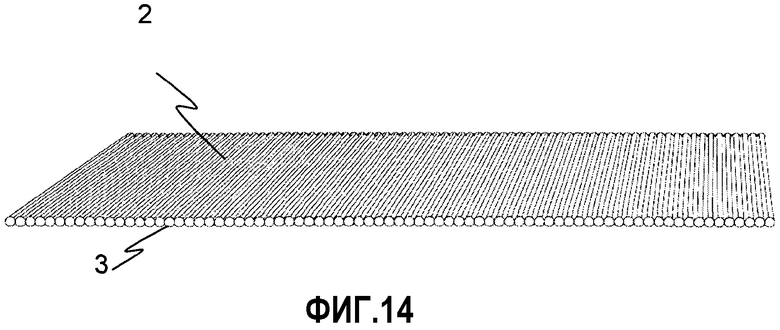
Фиг.14 показывает линейное расположение трубчатых элементов для образования печатного блока.
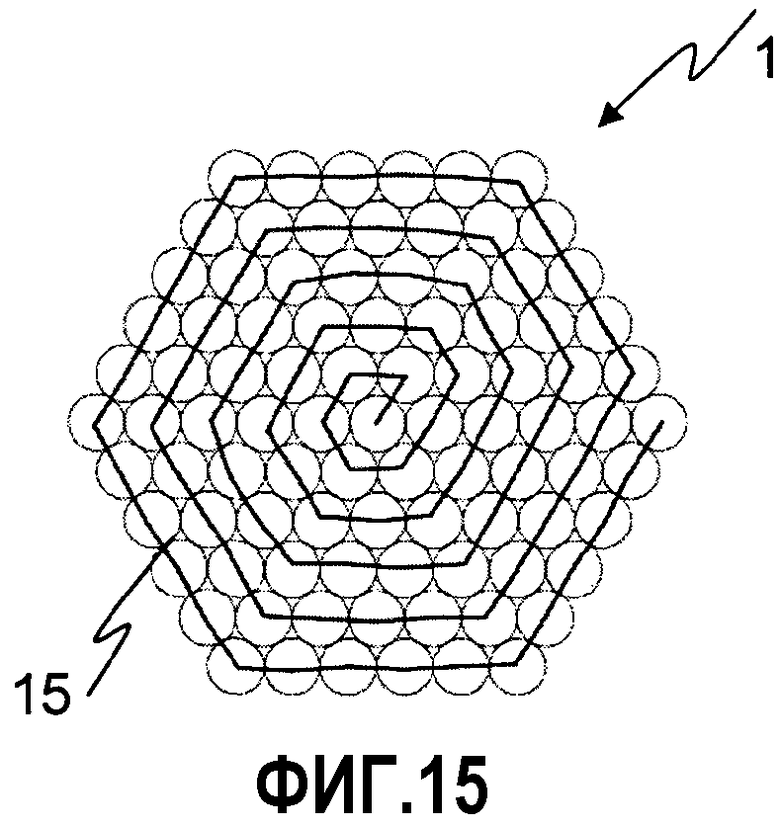
Фиг.15 показывает сгибание спиралью линейного расположения, показанного на фиг.14, для образования печатного блока.
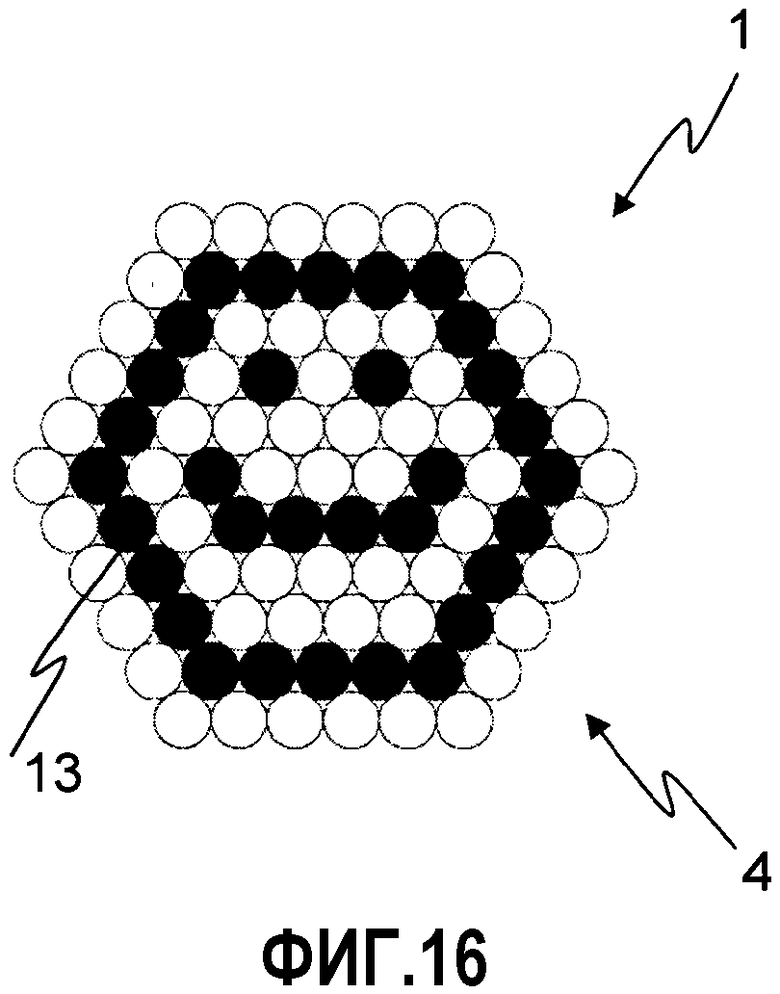
Фиг.16 показывает блок, образованный на фиг.15, с печатным рисунком.
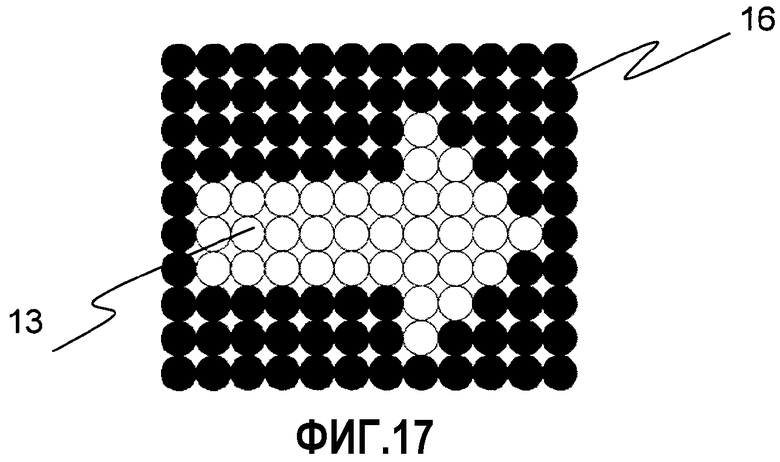
Фиг.17 показывает образование трехмерной печати, выполненной с блоком настоящего изобретения, для образования силуэтов объектов или людей в масштабе реального размера.
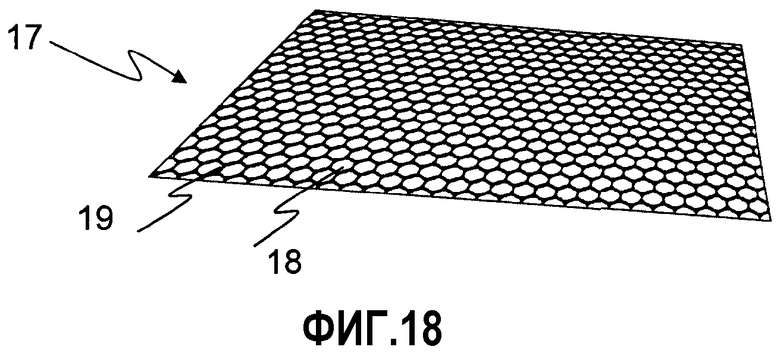
Фиг.18 показывает бумажный лист, образованный впитывающими зонами и ограниченный невпитывающими зонами.
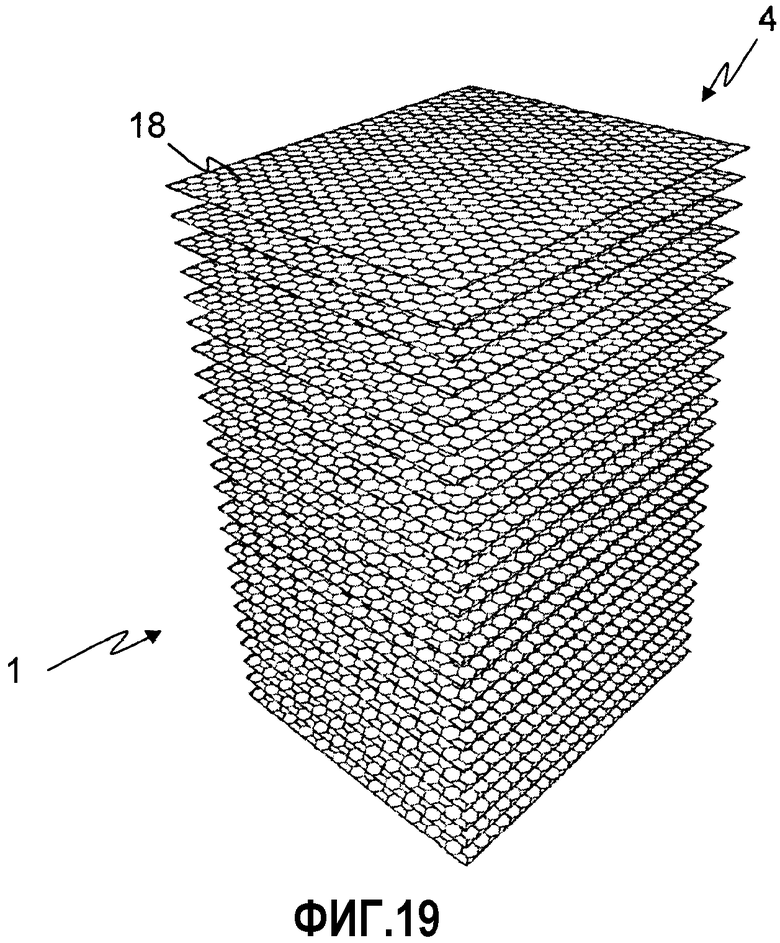
Фиг.19 показывает вид в перспективе укладки в стопку множества бумажных листов, показанных на фиг.18.
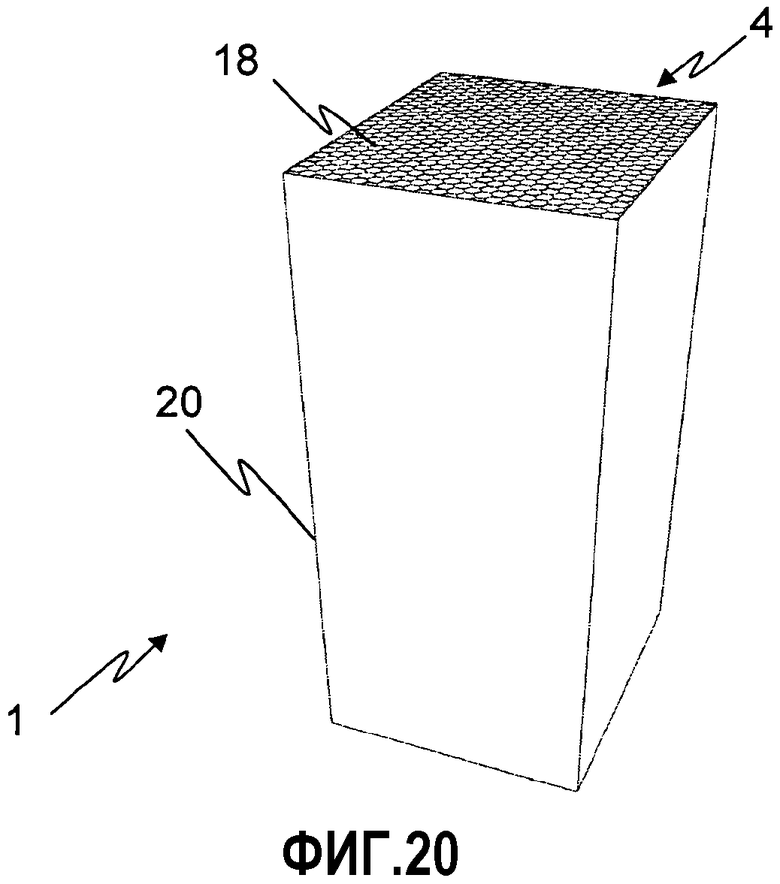
Фиг.20 показывает вид в перспективе блока, образованного бумажными листами, показанными на фиг.18 и 19.
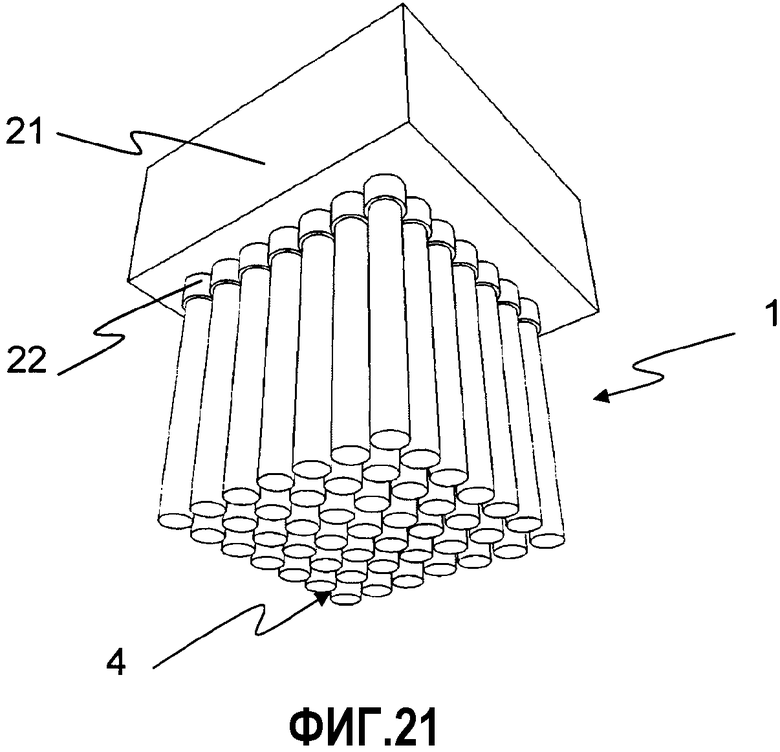
Фиг.21 показывает вид в перспективе блока, образованного экструзионной головкой.
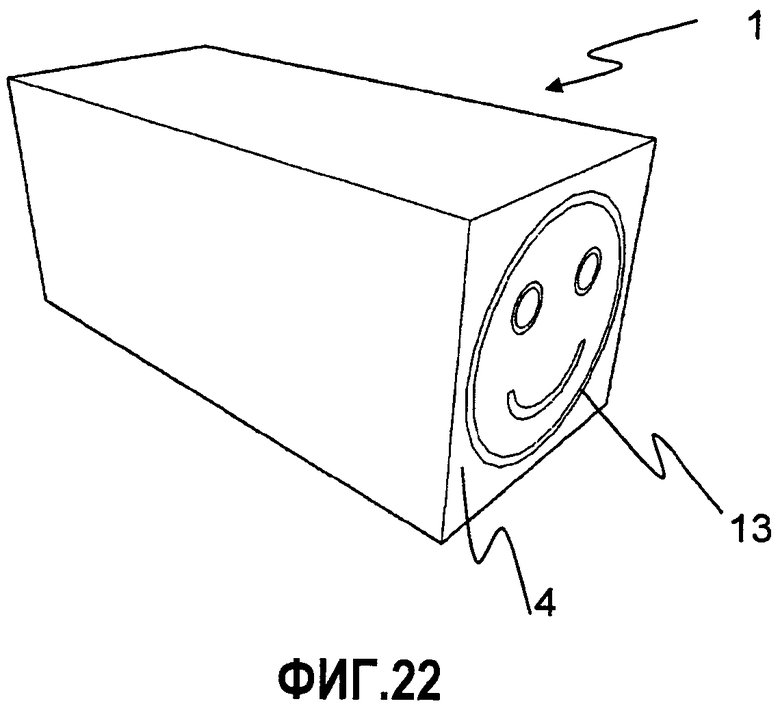
Фиг.22 показывает блок настоящего изобретения с напечатанным рисунком.
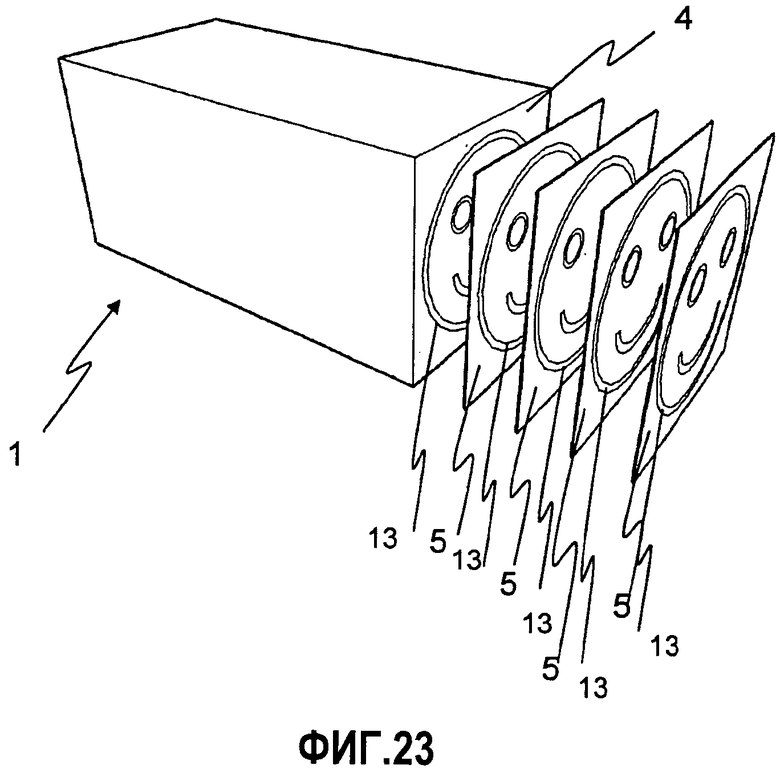
Фиг.23 показывает разрезание блока на фиг.22 для образования напечатанных листов.
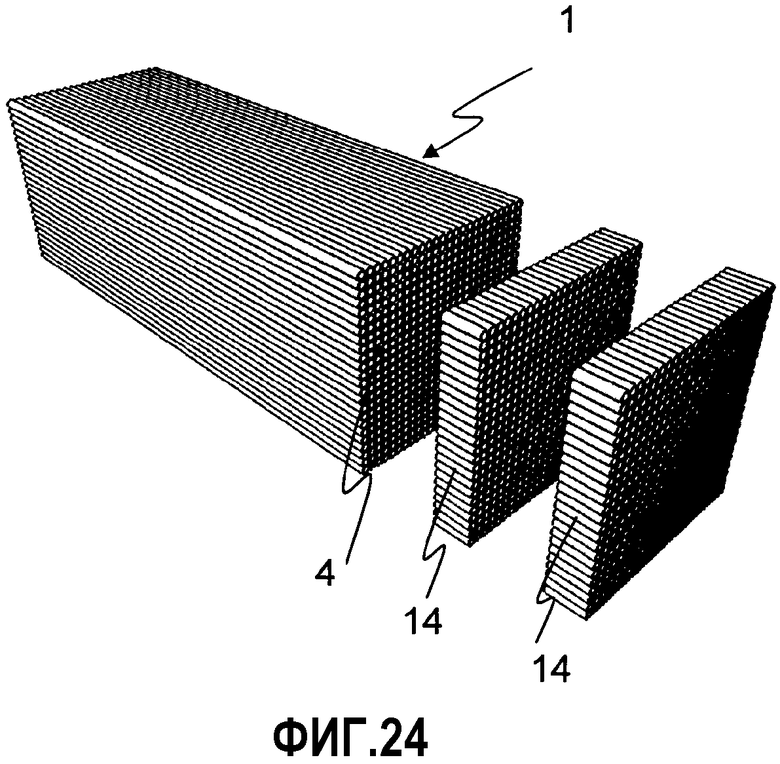
Фиг.24 показывает разрезание блока на фиг.1 для образования напечатанных панелей.
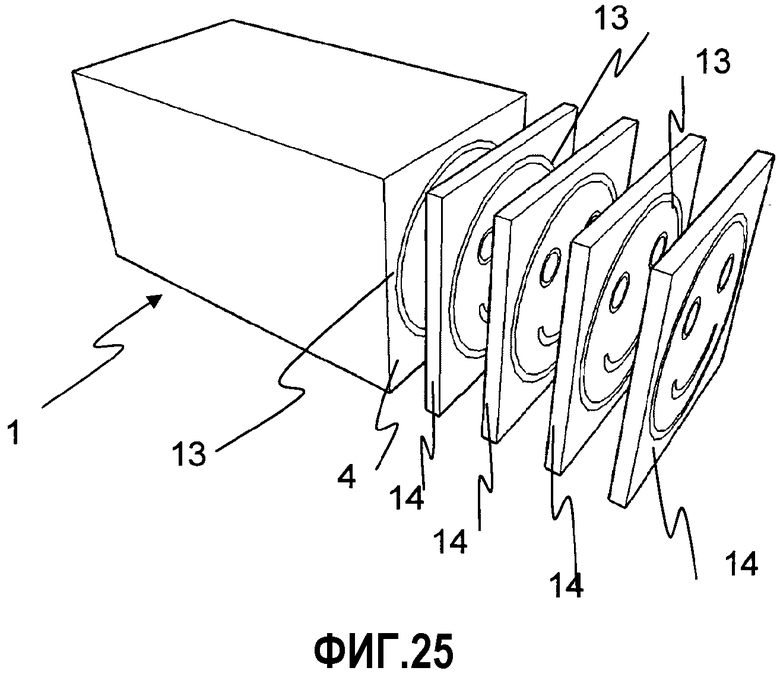
Фиг.25 показывает разрезание блока на фиг.22 для образования напечатанных панелей.
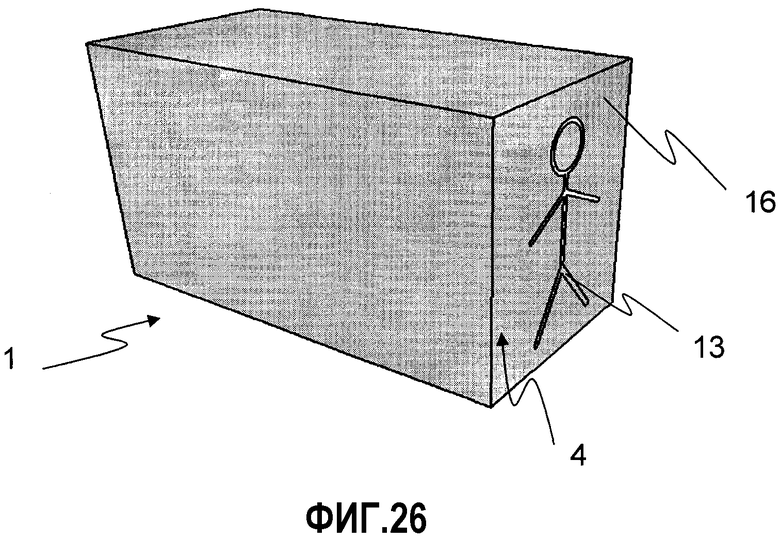
Фиг.26 показывает вид в перспективе блока настоящего изобретения с напечатанным рисунком с формой силуэта человека, в котором пространства снаружи указанного силуэта заполнены веществом, которое смягчает материал блока.
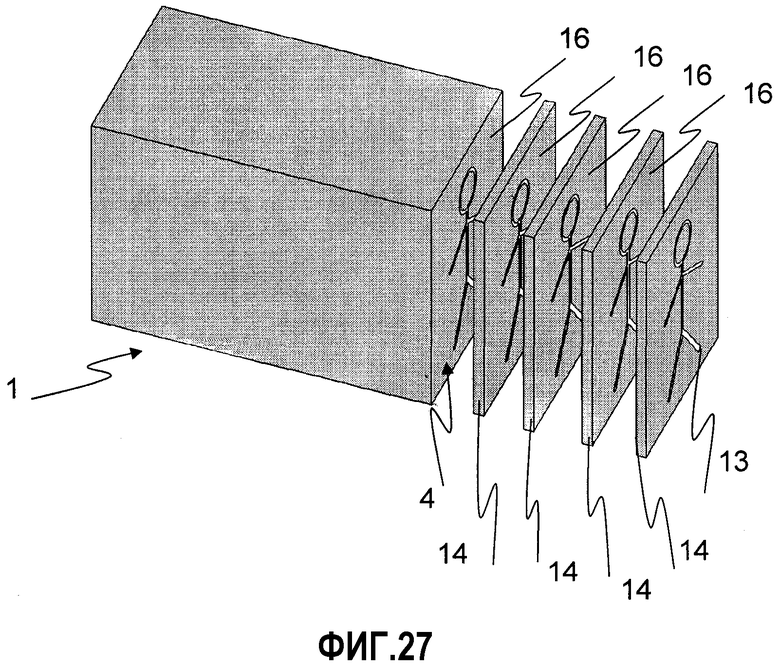
Фиг.27 показывает вид в перспективе разрезания блока на фиг.26, которое создает панели для образования силуэта людей.
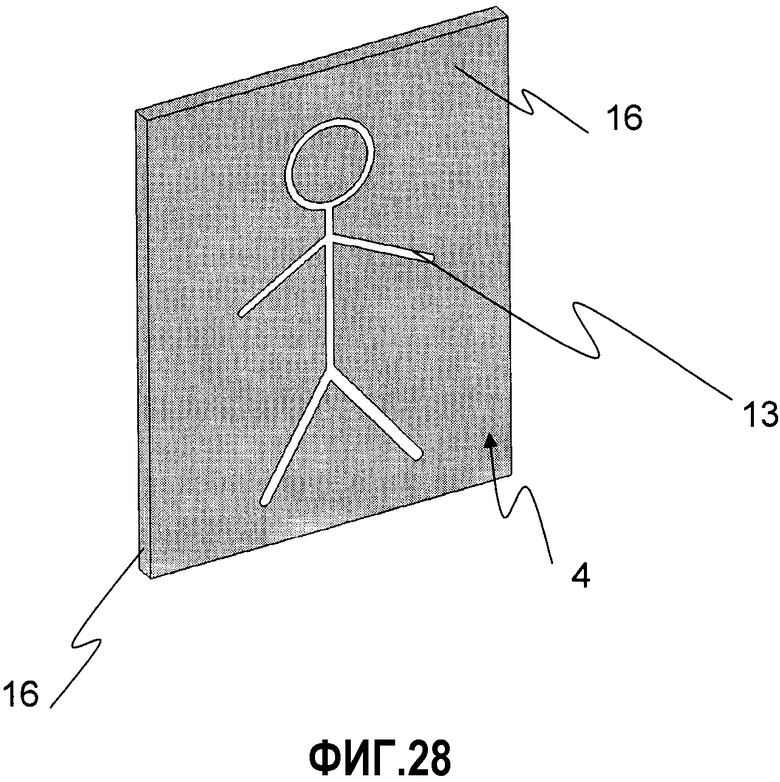
Фиг.28 показывает вид в перспективе отрезанной панели на фиг.27, у которой материал снаружи силуэта смягчен.
Фиг.29 показывает вид в перспективе силуэта человека, образованного панелью на фиг.28.
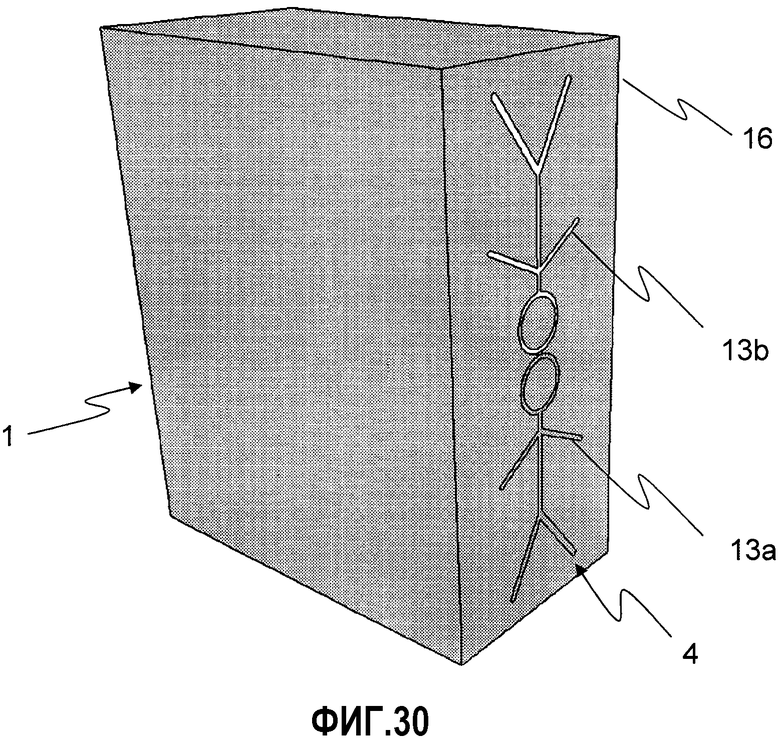
Фиг.30 показывает вид в перспективе блока настоящего изобретения, имеющего напечатанный рисунок с формой первого силуэта человека в нормальном положении и того же человека в перевернутом положении, в котором пространства снаружи указанных силуэтов заполнены веществом, которое смягчает материал блока.
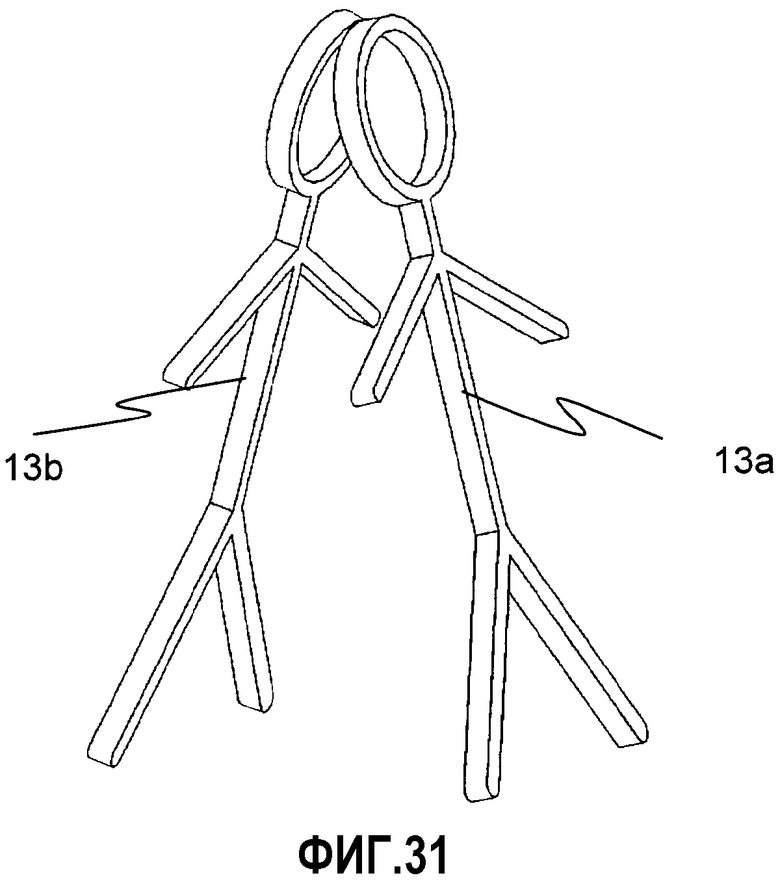
Фиг.31 показывает вид в перспективе силуэта человека, образованного сдвоенным образом, для создания самоподдерживающейся афиши.
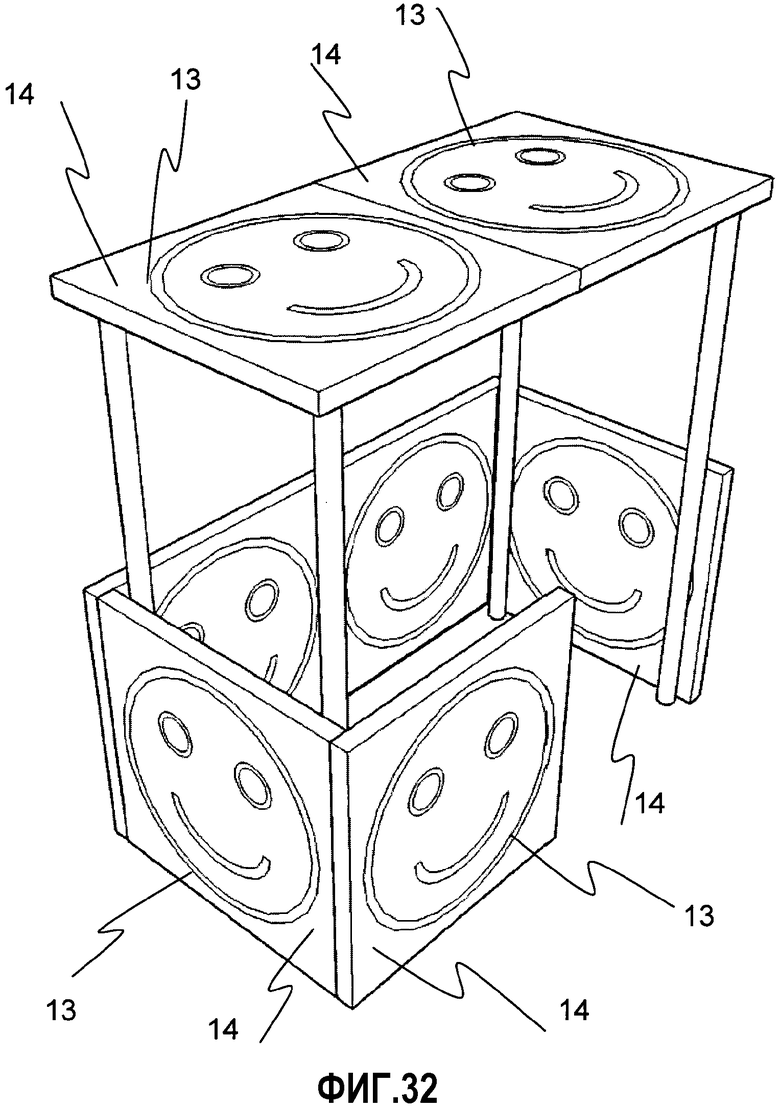
Фиг.32 показывает пример использования напечатанных блоков на фиг.25.
Подробное описание изобретения
Настоящее изобретение относится к системе и способу двумерной (2D) печати на трехмерной (3D) печатной основе, который состоит из формирования печатной основы, выполненной из множества окрашенных волокон, которые повторяют печатный рисунок, которые, при соединении и формировании в блок, могут быть поперечно разрезаны, тем самым получая напечатанные листы согласно указанному печатному рисунку.
В первом варианте осуществления изобретения согласно тому, что проиллюстрировано на фиг.1 и 2, указанная печатная основа образована из блока (1), который содержит множество полых трубок (2), причем каждая полая трубка (2) имеет полость (3), которая заполняется окрашивающей средой (6), например, чернилами или т.п., предпочтительно пастообразного типа, которая затекает в указанную полость (3) так, что, когда окрашивающая среда становится сухой, блок (1) становится твердым. Каждая полость действует в качестве основы для окрашивающей среды. Заполнение окрашивающей средой (6) в каждой из полых трубок (2) повторяет печатный рисунок, предварительно установленный для передней поверхности (4) блока (1).
После того как окрашивающая среда застывает и блок (1) затвердевает, он может быть поперечно разрезан параллельно печатной поверхности (4) на множество полос (5), которое будет зависеть от требуемого объема плакатов, афиш или рекламных баннеров, в числе прочих.
Полые трубки (2) заполняются окрашивающей средой (6), цвет которой может изменяться для каждой полости (3). Как проиллюстрировано на фиг.3, первые полости (3) заполнены одним цветом (C1), вторые полости (3) заполнены одним цветом (C2), третьи полости (3) заполнены одним цветом (C3), и четвертые полости (3) заполнены одним цветом (C4). Это заполнение различными цветами различных полостей (3) передней печатной поверхности (4) блока (1) продолжается до тех пор, пока указанные цвета не будут соответствовать заданному рисунку для указанной передней печатной поверхности (4). Каждая полость (3) может быть признана печатающим «пикселем», который может повторять один и тот же печатный рисунок традиционного принтера. Цвет окрашивающей среды (6) может изменяться для каждой полости (3), заполненной так, чтобы создавать печатный рисунок, или, в противном случае, он может удерживаться в группе полостей (3) для создания большего пикселя.
Это основано на традиционной офсетной, трафаретной или цифровой печати, в которой голубой, пурпурный, желтый и черный (CMYK), также называемые четырьмя цветами печати, объединяют их пигментацию для создания всех требуемых цветов. При наблюдении печати с помощью увеличительного стекла или ткацкой лупы только четыре цвета будут видны на основе, но, наблюдая с большего расстояния, они тут же сливаются, и возникнут сотни цветов.
Некоторые отпечатки даже имеют достаточно большое зерно, в котором возможно наблюдать при быстром взгляде наборы CMYK точек, приблизительно равных 1 мм каждая.
В случае настоящего изобретения традиционная хроматика, например, CMYK, может быть получена заполнением полостей (3) в различных пропорциях и местах, создавая, в результате, многие цвета, видимые с расстояния, подобно традиционной печати.
В одном из вариантов осуществления настоящего изобретения полосы (5) могут иметь большой размер, как, например, гигантография, в которой окрашивающая среда (6), используемая в блоке (1), имеет цвета (C1, C2, C3, C4), которые могут быть связаны с основными цветами в различных интенсивностях цвета количеством ячеек, тем самым, с помощью указанных интенсивностей получают требуемый цвет пикселя печатного рисунка.
В другом варианте осуществления изобретения полые трубки (2) имеют внутри полости (3) впитывающую среду (7) так, что указанная окрашивающая среда (6), будучи в жидкой форме, течет через указанную впитывающую среду (7) через всю внутреннюю область полой трубки (2) под влиянием эффекта капиллярности или впитывания. Полые трубки (2) могут быть заполнены волокном, губкой или т.п.
В другом варианте осуществления изобретения полые трубки могут быть заменены монолитными трубками (8), поперечное сечение которых (7') уже окрашено некоторыми цветами (C1, C2, C3, C4), которые предварительно выбираются согласно печатному рисунку и группируются согласно указанному рисунку. Указанное поперечное сечение (7') эквивалентно основе для окрашивающей среды (6), которая удерживает цвета (C1, C2, C3, C4).
Полые трубки (2), а также монолитные трубки (8), далее в общем называемые трубками (2, 8), могут иметь различные формы и конструкции.
На фиг.6 блок (1) образован трубками (2, 8), имеющими круглое сечение. Линии, которые образуют блок (1), перекрываются относительно друг друга, уменьшая промежуток, созданный между кругом и кругом, как показано на фиг.1-5. На фиг.7 блок (1) образован трубками (2, 8), сечение которых квадратное, при этом одна трубка расположена над другой, создавая слой выровненных столбцов и строк. На фиг.8 блок (1) образован трубками (2, 8), сечение которых треугольное. На фиг.9 блок (1) образован трубками (2, 8), сечение которых представляет собой шестигранник, образуя переднюю поверхность (4) для печати в форме сот. На фиг.10 блок (1) образован двумя типами трубок (2, 8), причем первая охватываемая трубка (8) имеет предпочтительно квадратное сечение, имеющее на каждой стороне указанного квадрата охватываемые средства (10) зацепления, и при этом вторая охватывающая трубка (9) имеет предпочтительно квадратное сечение, имеющее на каждой стороне указанного квадрата охватывающие средства (11) зацепления. В этом случае, на четырех поверхностях каждой охватываемой трубки (8) установлены четыре охватывающие трубки (9), использующие с этой целью охватываемые средства (10) и охватывающие средства (11) каждой трубки (8, 9). На фиг.11 блок (1) образован одним типом трубки (2, 8), причем указанная трубка представляет собой охватываемо-охватывающую трубку (12), имеющую предпочтительно квадратное сечение, имеющее на двух смежных сторонах или на двух противоположных сторонах охватываемые средства (10) зацепления, имеющее охватывающие средства (11) зацепления на двух соответствующих смежных обратных сторонах или на соответствующих противоположных обратных сторонах. В этом случае охватываемо-охватывающие трубки (12) установлены одна над другой и одна рядом с другой.
Для случая полых трубок (2) они могут быть образованы одним блоком (1), готовым к тому, чтобы быть заполненным окрашивающей средой (6). На фиг.12 проиллюстрированы четыре примера столбца трубчатых средств, причем каждая полая трубка соединена одна над другой, образуя один узел, и на фиг.13 проиллюстрирован готовый блок (1), образованный по первому примеру, показанному на фиг.12.
За счет вышеупомянутого средства 3D печати могут быть предварительно изготовлены и предварительно собраны до заполнения окрашивающей средой (6).
Предпочтительными материалами могут быть полимеры, целлюлоза или т.п.
В другом варианте осуществления изобретения полые трубки (2) или монолитные трубки (8) могут быть соединены клеем, плавкой вставкой или воздействием ультрачастоты среди других систем, известных в уровне техники.
На фиг.14, 15 и 16 блок (1) настоящего изобретения может быть образован линейным образом, размещая трубки (2, 8) одну рядом с другой смежно. Печатный рисунок (13) выполнен в указанных трубках (2, 8), которые при сворачивании, повторяя рисунок (15) сворачивания, отображают печатный рисунок (13) на поверхности (4) блока. Указанный рисунок сворачивания может быть гексагональным, как показано на фиг.15, или зигзагообразным, или любым другим, выполненным с возможностью отображения печатного рисунка.
В другом варианте осуществления блок может быть образован стопкой бумаги, которая может быть изготовлена из целлюлозы или полимерного происхождения, как показано на фиг.18-20. Каждый бумажный лист (17) имеет структуру, образованную множеством впитывающих зон (18), которые ограничены невпитывающими участками (19). Множество этих бумажных листов (17) уложены в стопку и соединены, например, корпусом (20) для образования блока настоящего изобретения, тем самым, оставляя переднюю печатную поверхность (4). В данном случае окрашивающая среда (6), которая может быть в этом случае чернилами, расположена во впитывающих зонах (18), которые, за счет капиллярности, распределяются по направлению к бумажным листам (17), расположенным во внутренней области блока. Окрашивающая среда не смешивается с другими, так как каждая впитывающая зона (18) ограничена невпитывающими участками (19), таким образом позволяя создавать печатный рисунок по направлению к внутренней области блока (1).
В другом варианте осуществления настоящего изобретения возможно образовывать афиши с силуэтами объектов или людей, в масштабе реального размера, для размещения их в точках продаж, например. В этом варианте осуществления, показанном на фиг.17, контур печати требуемого силуэта на блоке (1), наружные пространства (16) печатного рисунка (13) заполняются веществом, которое смягчает материал блока так, что, как только требуемая зона становится твердой, остальная часть механически удаляется, она отрывается от твердого блока, оставляя печатный блок с формой силуэтов объектов или людей в масштабе реального размера, которая на фиг.17 представлена стрелкой направо. Если блок (1) образован пластичным материалом, например, вещество может быть растворителем, который смягчает стенки полых трубок (2) наружной части (16) так, что ее легко убрать из мелких трубок (2), которые содержат окрашивающую среду для образования печатного рисунка (13).
На фиг.26-31 показано практическое образование силуэта человека.
В блоке (1) печатный рисунок с формой силуэта человека (13) образован в передней поверхности (4), причем наружные пространства (16) указанного силуэта человека (13) заполнены веществом, которое смягчает материал блока (1). Этот блок (1) разрезается на множество афиш (14), и наружное пространство (16) легко устраняется содержимым смягчающего вещества так, чтобы образовывать силуэт (13) человека нормального размера. Этот силуэт может быть создан с подходящей толщиной так, что он может быть самоподдерживающимся, или возможно поддерживать его расположение посредством размещения в задней части силуэта реального размера. В другом варианте осуществления блок (1) может быть образован первым силуэтом человека в нормальном положении (13a) и таким же человеком в перевернутом положении (13b), причем наружные пространства (16) указанных силуэтов (13a, 13b) заполнены веществом, которое смягчает материал блока. Как только этот блок (1) разрезается, и наружная часть удаляется, оба силуэта (13a, 13b) складываются в перевернутую «V»-образную форму для образования самоподдерживающейся афиши реального размера.
На фиг.22 на передней поверхности (4) печатного блока (1) полости (3) полых трубок (2) заполняются цветами окрашивающей среды (6), или, в противном случае, монолитные трубки (8) распределяются согласно их цвету для образования блока (1), причем заполнение полостей (3) окрашивающей средой (6) или распределение по цвету монолитных трубок (8) повторяет печатный рисунок (13), показанный в примере лицом «☺».
Как только блок (1) был образован и напечатан печатный рисунок (13), он поперечно разрезается, параллельно передней поверхности (4) для печати, на множество полос (5) для создания плакатов, афиш или рекламных баннеров, в числе прочих согласно тому, что показано на фиг.23.
Как проиллюстрировано на фиг.24 и 25, блок (1) может быть разрезан на полосы большей толщины для выполнения панелей (14), имеющих всегда один и тот же печатный рисунок (13), напечатанный на их поверхностях.
Эти панели (14) применимы для создания, например, выставочного стенда или стенда для рекламных событий, так как они происходят из одного и того же блока и имеют одни и те же размеры, указанные панели (14) имеют эффект модулярности, который не был достигнут до сих пор в известном уровне техники. Пример этого варианта осуществления изобретения проиллюстрирован на фиг.32.
Блок (1) настоящего изобретения также может быть образован экструзией, как показано на фиг.21. С этой целью окрашивающая среда пастообразного типа, такая как, например, чернила, краска, мягкий полимер заданных цветов согласно печатному рисунку (13), выходит через множество сопел (22), расположенных на головке (21), причем указанные сопла (22) имеют распределение по типу передней поверхности (4). Каждое сопло создает трубку (2, 8) окрашивающей пасты так, что, когда она выходит, например, под собственным весом, указанные трубки (2, 8) создаются отдельно и далее они сплавляются и высыхают вместе, создавая уже окрашенный блок (1). В этой альтернативе блок создается, когда трубки (2, 8) выходят из сопел, которые позволяют создавать блок (1) требуемой длины, тем самым экономя на хранении и транспортировке блоков, более того, уменьшая потери, связанные с остатками материала, который образует указанный блок.
Когда блок (1) образован экструзией, как показано на фиг.21, печатный рисунок с формой силуэта человека (13) представляет собой рисунок, который извлекается головкой (21) через сопла (22), запрограммированные на такой эффект. Остальные сопла, которые представляют наружные пространства (16) указанного силуэта (13), будут заблокированы.
Изобретение относится к системе и способу двумерной (2D) печати на трехмерной (3D) печатной основе, состоящему из образования печатной основы, содержащей множество окрашенных волокон, которые повторяют печатный рисунок и которые при соединении и формировании в блок могут быть поперечно разрезаны, тем самым получая печатные листы согласно указанному печатному рисунку. Способ двумерной (2D) печати на трехмерной (3D) печатной основе содержит этапы, на которых (a) обеспечивают печатную основу, образованную блоком (1), который содержит множество трубок (2, 8), причем каждая трубка (2, 8) имеет несущие средства (3, 7') окрашивающей среды (6); (b) заполняют указанной окрашивающей средой (6) указанные несущие средства (3, 7'), создавая их поток по направлению к внутренней области указанного множества трубок (2, 8), повторяя печатный рисунок (13), предварительно установленный для передней поверхности (4) указанного блока (1), где указанная полость отождествляется с печатающим пикселем; (c) ожидают до тех пор, пока указанные окрашивающие средства не высохнут, и указанный блок (1) не затвердеет; и (d) поперечно разрезают параллельно печатной поверхности (4) на множество полос (5). Техническим результатом изобретения является создание системы и способа двумерной печати на трехмерной основе, в котором после печати на ней указанная трехмерная основа может быть поперечно разрезана, получая напечатанные листы гораздо быстрее. 10 н. и 45 з.п. ф-лы, 32 ил.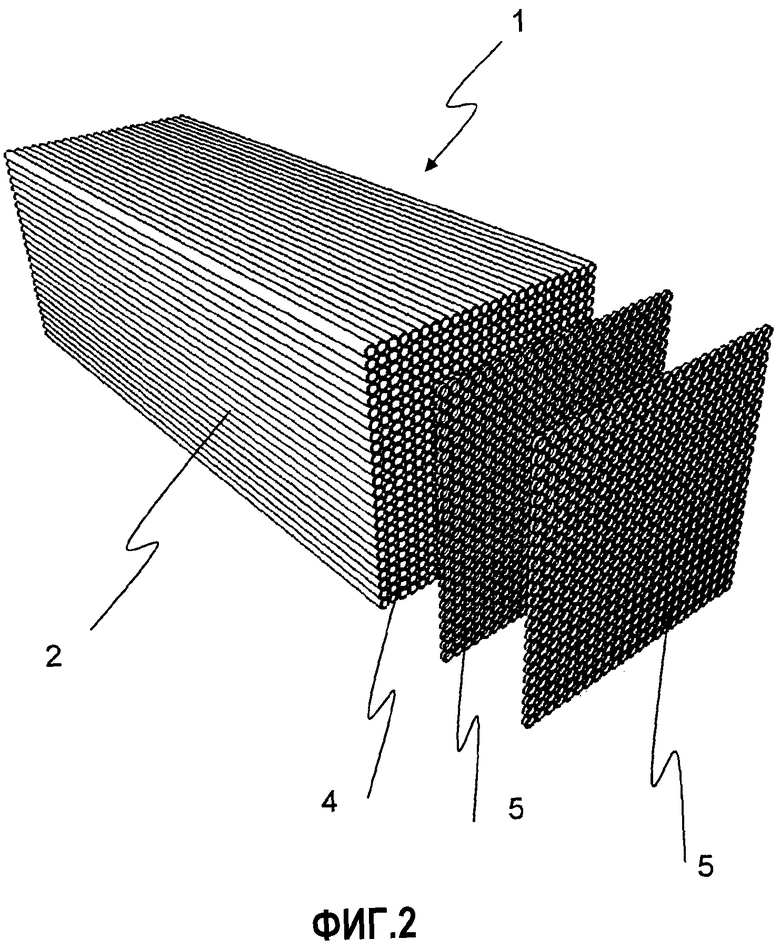
1. Способ двумерной (2D) печати на трехмерной (3D) печатной основе, отличающийся тем, что содержит этапы, на которых:
(a) обеспечивают печатную основу, образованную блоком (1), который содержит множество трубок (2, 8), причем каждая трубка (2, 8) имеет несущие средства (3, 7') окрашивающей среды (6);
(b) заполняют указанной окрашивающей средой (6) указанные несущие средства (3, 7'), создавая их поток по направлению к внутренней области указанного множества трубок (2, 8), повторяя печатный рисунок (13), предварительно установленный для передней поверхности (4) указанного блока (1), где указанная полость отождествляется с печатающим пикселем;
(c) ожидают до тех пор, пока указанные окрашивающие средства не высохнут, и указанный блок (1) не затвердеет; и
(d) поперечно разрезают параллельно печатной поверхности (4) на множество полос (5).
2. Способ печати по п.1, отличающийся тем, что указанные трубки являются полыми трубками (2).
3. Способ печати по п.2, отличающийся тем, что указанные полые трубки (2) имеют внутри полости (3) впитывающее средство (7) так, что указанные окрашивающие средства (6) протекают через указанное впитывающее средство (7).
4. Способ печати по п.2, отличающийся тем, что указанные полые трубки (2) заполняют волокном, губкой или т.п.
5. Способ печати по п.2, отличающийся тем, что указанные полые трубки (2) заполняют окрашивающей средой (6), цвет которой изменяется для каждой полости (3).
6. Способ печати по п.2, отличающийся тем, что указанные полые трубки (2) заполняют окрашивающей средой (6), цвет которой сохраняется в группе полостей (3) для создания пикселя большего размера.
7. Способ печати по п.5 или 6, отличающийся тем, что указанная окрашивающая среда является чернилами или т.п., предпочтительно пастообразного типа.
8. Способ печати по п.1, отличающийся тем, что указанные трубки являются монолитными трубками (8), поперечное сечение которых (7') уже окрашено цветами, выбранными согласно печатному (13) рисунку и сгруппированными согласно указанному рисунку.
9. Способ печати по п.1, отличающийся тем, что указанный блок разрезают на тонкие листы для образования плакатов, афиш или рекламных баннеров, в числе прочих.
10. Способ печати по п.1, отличающийся тем, что указанный блок разрезают на панели (14) для образования конструкций.
11. Печатный блок, который действует в качестве трехмерной (3D) печатной основы, отличающийся тем, что он образован из множества полых трубок (2), причем каждая полая трубка (2) имеет полость (3), которая заполнена окрашивающей средой (6).
12. Печатный блок по п.11, отличающийся тем, что указанные полые трубки (2) имеют внутри полости (3) впитывающее средство (7).
13. Печатный блок по п.12, отличающийся тем, что указанные полые трубки (2) заполнены волокном, губкой или т.п.
14. Печатный блок по п.11, отличающийся тем, что указанная окрашивающая среда (6) является чернилами или т.п., предпочтительно пастообразного типа.
15. Печатный блок по любому из пп.11-14, отличающийся тем, что указанные полые трубки (2) имеют круглое сечение.
16. Печатный блок по п.15, отличающийся тем, что указанные полые трубки (2) расположены перекрывающимся образом одна относительно другой, уменьшая промежуток, созданный между кругом и кругом.
17. Печатный блок по любому из пп.11-14, отличающийся тем, что указанные полые трубки (2) имеют квадратное сечение, причем одна трубка расположена над другой, создавая конфигурацию выровненных столбцов и рядов.
18. Печатный блок по любому из пп.11-14, отличающийся тем, что указанные полые трубки (2) имеют треугольное сечение.
19. Печатный блок по любому из пп.11-14, отличающийся тем, что указанные полые трубки (2) имеют гексагональное сечение, образуя переднюю печатную поверхность (4) в виде сот.
20. Печатный блок по любому из пп.11-14, отличающийся тем, что указанный блок образован двумя типами трубок, причем первая охватываемая трубка (8) имеет предпочтительно квадратное сечение, имея на каждой стороне указанного квадрата охватываемые средства (10) зацепления; и вторая охватывающая трубка (9) имеет предпочтительно квадратное сечение, имея на каждый стороне указанного квадрата охватывающие средства (11) зацепления.
21. Печатный блок по любому из пп.11-14, отличающийся тем, что указанный блок образован двумя типами трубок, причем одна из указанных трубок представляет собой трубку (12) со средствами шпунтового соединения, которая имеет предпочтительно квадратное сечение, при этом она имеет на двух смежных сторонах или на двух противоположных сторонах охватываемые средства (10) зацепления; и на двух соответствующих смежных обратных сторонах или на соответствующих противоположных обратных сторонах имеет охватывающие средства (11) зацепления.
22. Печатный блок по любому из пп.11-14, отличающийся тем, что он образован в виде одного блока (1), готового быть заполненным окрашивающей средой (6).
23. Печатный блок по п.22, отличающийся тем, что каждая полая трубка (2) соединена одна над другой, образуя один узел.
24. Печатный блок по п.22, отличающийся тем, что указанный блок предварительно изготовлен и предварительно соединен до заполнения окрашивающей средой (6).
25. Печатный блок по любому из пп.11-14, отличающийся тем, что полые трубки (2) указанного блока соединены адгезивом, плавкой вставкой или воздействием ультрачастоты.
26. Печатный блок, который действует в качестве трехмерной (3D) печатной основы, отличающийся тем, что он образован из множества монолитных трубок (8), поперечное сечение которых (7') предварительно окрашено определенным, предварительно выбранным цветом согласно печатному рисунку (13) и сгруппированных согласно указанному рисунку.
27. Печатный блок по п.26, отличающийся тем, что указанные монолитные трубки (8) имеют круглое сечение.
28. Печатный блок по п.27, отличающийся тем, что указанные монолитные трубки (8) расположены с перекрытием одна относительно другой, уменьшая промежуток, созданный между кругом и кругом.
29. Печатный блок по п.26, отличающийся тем, что указанные монолитные трубки (8) имеют квадратное сечение с расположением одной трубки над другой, создавая слой выровненных столбцов и рядов.
30. Печатный блок по п.26, отличающийся тем, что указанные монолитные трубки (8) имеют треугольное сечение.
31. Печатный блок по п.26, отличающийся тем, что указанные монолитные трубки (8) имеют гексагональное сечение, образуя переднюю печатную поверхность (4) в форме сот.
32. Печатный блок по п.26, отличающийся тем, что указанный блок образован двумя типами трубок, причем первая охватываемая трубка (8) имеет предпочтительно квадратное сечение, имея на каждой стороне указанного квадрата охватываемые средства (10) зацепления; и вторая охватывающая трубка (9) имеет предпочтительно квадратное сечение, имея на каждой стороне указанного квадрата охватывающие средства (11) зацепления.
33. Печатный блок по п.26, отличающийся тем, что указанный блок образован двумя типами трубок, причем каждая из указанных трубок представляет собой трубку (12) со средствами шпунтового соединения, которая имеет предпочтительно квадратное сечение, при этом она имеет на двух смежных сторонах или на двух противоположных сторонах охватываемые средства (10) зацепления и на двух соответствующих смежных обратных сторонах или на соответствующих противоположных обратных сторонах имеет охватывающие средства (11) зацепления.
34. Печатный блок по любому из пп.26-33, отличающийся тем, что монолитные трубки (8) указанного блока (1) соединены адгезивом, плавкой или воздействием ультрачастоты.
35. Печатный блок, который действует в качестве трехмерной (3D) печатной основы, отличающийся тем, что указанный блок (1) образован линейным образом с размещением трубок (2, 8) одна за другой, смежно, причем в указанных трубках (2, 8) выполнен печатный рисунок (13), который при сворачивании повторяет рисунок (15) сворачивания, отображая на поверхности (4) блока (1) указанный печатный рисунок (13).
36. Печатный блок по п.35, отличающийся тем, что рисунок сворачивания является гексагональным.
37. Печатный блок по п.35, отличающийся тем, что рисунок сворачивания имеет зигзагообразную форму.
38. Печатный блок, который действует в качестве трехмерной (3D) печатной основы, отличающийся тем, что указанный блок (1) образован стопкой бумажных листов, причем каждый бумажный лист (17) имеет структуру, образованную множеством впитывающих зон (18), которые ограничены невпитывающими участками (19), при этом множество этих бумажных листов (17) уложено в стопку и соединено для образования указанного блока (1), тем самым оставляя переднюю печатную поверхность (4).
39. Печатный блок по п.38, отличающийся тем, что бумажные листы (17) изготовлены из целлюлозы или полимера.
40. Печатный блок по п.38 или 39, отличающийся тем, что стопка указанных бумажных листов (17) соединена корпусом (20).
41. Печатный блок по п.38 или 39, отличающийся тем, что окрашивающая среда (6) расположена во впитывающих зонах (18), которая за счет капиллярности распределяется по направлению к бумажным листам (17), расположенным во внутренней области блока.
42. Способ формирования печатного блока, который действует в качестве трехмерной (3D) печатной основы, отличающийся тем, что указанный блок (1) изготавливается экструзией, причем:
через головку (21), имеющую множество сопел (22), пропускается окрашивающая среда (6) пастообразного типа, где указанные сопла (22) имеют расположение по типу передней поверхности (4) указанного блока (1), причем каждое сопло подает трубку (2, 8) окрашивающей пасты, создавая уже окрашенный блок (1), и указанные трубки (2, 8) окрашивающей пасты сплавляются и высыхают вместе, при этом цвета, выходящие из указанных сопел, имеют заданный печатный рисунок (13).
43. Способ по п.42, отличающийся тем, что окрашивающая паста является чернилами, краской или мягким полимером.
44. Способ по п.42 или 43, отличающийся тем, что указанная окрашивающая паста выходит из каждого сопла под собственным весом.
45. Способ по п.42, отличающийся тем, что заданный печатный рисунок (13) имеет форму силуэта человека (13), которая эжектируется головкой (21) через сопла (22), запрограммированные на создание указанного силуэта, причем остальные сопла, которые образуют наружное пространство (16) указанного силуэта (13), блокируются.
46. Способ формирования афиш с силуэтами объектов или людей на печатном блоке, который действует в качестве трехмерной (3D) печатной основы, отличающийся тем, что содержит этапы, на которых:
(a) обеспечивают печатную основу, образованную блоком (1), который содержит множество трубок (2, 8), причем каждая трубка (2, 8) имеет несущие средства (3, 7') окрашивающей среды (6);
(b) заполняют указанной окрашивающей средой (6) указанные несущие средства (3, 7') , заставляя ее протекать по направлению к внутренней области указанного множества трубок (2, 8), повторяя печатный рисунок (13), предварительно установленный для передней поверхности (4) указанного блока (1), признавая указанную полость печатающим пикселем;
(c) ожидают до тех пор, пока указанная окрашивающая среда не высохнет, и указанный блок (1) не затвердеет; и
(d) заполняют наружные пространства (16) печатного рисунка (13) веществом, которое смягчает материал блока так, что как только требуемая зона становится твердой, остальная часть механически удаляется, при этом она отделяется от твердого блока, оставляя печатный блок с формой силуэтов объектов или людей в масштабе реального размера.
47. Способ по п.46, отличающийся тем, что он дополнительно содержит этап (е) поперечного разрезания параллельно печатной поверхности (4) на множество полос (5).
48. Способ по п.46 или 47, отличающийся тем, что на указанном этапе (b) печатный рисунок представляет собой силуэт человека (13) в реальном размере.
49. Способ по п.46 или 47, отличающийся тем, что на указанном этапе (b) печатный рисунок образован первым силуэтом человека в нормальном положении (13а) и тем же человеком в перевернутом положении (13b), причем наружные пространства (16) указанных силуэтов (13а, 13b) заполнены указанным веществом, которое смягчает материал блока.
50. Способ по п.46, отличающийся тем, что указанный блок (1) образован из пластичного материала.
51. Способ по п.46, отличающийся тем, что вещество, которое смягчает материал блока, представляет собой растворитель.
52. Использование печатного блока (1), отличающееся тем, что полосы (5), тонко отрезаемые от указанного блока, служат для образования плакатов, афиш или рекламных баннеров, в числе прочих.
53. Использование печатного блока (1), отличающееся тем, что панели (14), толсто отрезаемые от указанного блока, служат для образования выставочного стенда или стенда для рекламных событий.
54. Использование печатного блока (1), отличающееся тем, что панели (14), отрезаемые от указанного блока, служат для образования силуэтов объектов в реальном размере.
55. Использование печатного блока (1) по п.54, отличающееся тем, что указанный силуэт представляет собой силуэт человека в реальном размере.
| DE 3841141 A1, 13.06.1990 | |||
| JP 2010121945 A, 03.06.2010 | |||
| WO 2005051661 A1, 09.06.2005 | |||
| KR 970010275 B1, 23.06.1997 | |||
| US 4474841 A, 02.10.1984 | |||
| CN 101762885 A, 30.06.2010. |

