Область техники, к которой относится изобретение
Изобретение в основном относится к области создаваемых в цифровой форме декоративных поверхностей для строительных панелей, таких как напольные покрытия и стеновые панели. Изобретение относится к способу и установке для нанесения и связывания окрашивающих материалов на порошковой основе таким образом, что на таких поверхностях выполняется цифровая печать. Также описана панель с декоративной поверхностью, включающей изображенные в цифровой форме древесные волокна.
Область применения
Варианты осуществления настоящего изобретения в особенности пригодны для применения в напольных покрытиях, которые сформированы из напольных панелей, включающих основу, или корпус, декоративный слой и предпочтительно прозрачный износоустойчивый структурированный слой поверх декоративного слоя. Предпочтительными вариантами исполнения являются стандартные ламинатные напольные покрытия, напольное покрытие на порошковой основе, деревянные полы, виниловые напольные LVT-плитки на полимерной основе и керамические плитки. Поэтому нижеследующее описание способов, проблем известной технологии, и целей и признаков изобретения будет, в качестве неограничивающего примера, сосредоточено прежде всего на этой области применения, и, в частности, на напольных покрытиях, которые подобны традиционным ламинированным напольным покрытиям или напольным покрытиям с упругим поверхностным слоем.
Следует подчеркнуть, что варианты осуществления изобретения могут быть применены для создания цифрового изображения и/или выполненной в цифровой форме структуры на любой поверхности, но предпочтительными являются плоские панели, например, такие как строительные панели в целом, стеновые панели, потолки, компоненты мебели и подобные изделия, которые, как правило, имеют большие поверхности с современными декоративными рисунками. Базовые принципы изобретения могут быть использованы для нанесения печати на бумагу, пленку, текстильные материалы, металлы, твердую древесину, древесный шпон, листовые материалы на древесной основе, пробку, линолеум, полимерный материал, керамические материалы, обои, и тому подобные поверхности.
Уровень техники
Нижеследующее описание используется для изложения основ и изделий, материалов и способов изготовления, которые могут включать конкретные части предпочтительных вариантов исполнения согласно представлению настоящего изобретения.
а) Ламинатные напольные покрытия.
Большинство всех ламинатных напольных покрытий производится согласно способу изготовления, в общем называемому «Ламинатом Прямого Прессования» (DPL). Такие ламинированные напольные покрытия имеют основу из древесноволокнистой плиты толщиной 6-12 мм, верхний декоративный поверхностный слой ламината толщиной 0,2 мм, и нижний стабилизирующий слой с толщиной 0,1-0,2 мм из ламината, пластика, бумаги или тому подобных материалов.
Поверхностный слой ламинатного напольного покрытия отличается тем, что декоративные свойства и характеристики износостойкости, как правило, получаются посредством двух отдельных слоев из бумаги, один поверх другого. Как правило, декоративный слой представляет собой пропечатанную бумагу, и износостойкий слой представляет собой прозрачный покровный слой (оверлей) из бумаги, который включает мелкие частицы оксида алюминия.
Декоративный слой является наиболее важным из наслоенных бумаг, так как он создает визуальный внешний вид ламината. Удельный вес декоративной бумаги, как правило, варьируют в диапазоне 60-150 г/м2.
Покровная бумага, как правило, является более тонкой с удельным весом около 20-50 г/м2, и изготовлена из чистой целлюлозы, которая основана на делигнифицированной целлюлозе. Покровная бумага становится почти полностью прозрачной после ламинирования, и становится видимым внешний вид декоративной бумаги. Более толстые покровные бумаги со значительным количеством частиц оксида алюминия могут обусловливать высокую износостойкость. Недостаток состоит в том, что они менее прозрачны, и декоративный рисунок закрыт серым слоем, который искажает напечатанный рисунок.
Печать декоративных бумаг является экономически очень выгодной. Используются ротационные машины глубокой печати с печатными цилиндрами, которые могут иметь ширину 3 метра, и которые могут действовать со скоростью до 600 м/мин. Печатные цилиндры обычно изготавливают традиционным механическим гравированием. Недавно было внедрено цифровое лазерное гравирование, которое позволяет быстрее создавать рисунок декора, и обеспечивает лучшее качество декора. Часто используют бессольвентные чернила с органическими пигментами, и избыточные чернила используют повторно.
Напечатанную декоративную бумагу и покровный слой пропитывают меламино-формальдегидными смолами, обычно называемыми меламиновыми смолами, и наслаивают на основу из древесноволокнистой плиты высокой плотности (HDF) в больших прессах для непрерывного или периодического ламинирования, где смола отверждается при сильном нагревании (около 170°С) и высоком давлении (40-60 бар (4-6 МПа)), и бумаги наслаивают на материал основы. Рельефная печатная пластина или стальная лента формирует поверхностную структуру. Иногда в качестве печатной матрицы используют структурированную бумагу. Тиснение на высококачественных напольных покрытиях выполняют в приводке к рисунку. Глубину тиснения ограничивают до 0,1-0,2 мм (100-200 микрон (мкм)).
Ламинированные напольные покрытия также могут быть изготовлены по технологии прямой печати. Одно преимущество состоит в том, что можно избежать операции прессования, и что не требуются напечатанные бумаги для создания декоративной поверхности. Используют печатные чернила на водной основе для напечатания декора на машине многоцветной печати валиками на предварительно уплотненную основу, и печать покрывают защитным прозрачным износостойким слоем, который может представлять собой покровный слой, пластиковую пленку или слой лака. Процесс изготовления является довольно сложным и рентабелен только при очень больших объемах производства.
Технология прямой печати может быть заменена технологией цифровой печати, которая является гораздо более технологически гибкой, и малые объемы производства могут быть экономически выгодными при изготовлении. Разница между этими двумя способами главным образом заключается в стадии печати, где печатные валики заменены процессом цифровой неконтактной печати.
Цифровая печать также может быть использована для печати на бумажном листе, который применяют в традиционном производстве ламината и наслаивают при нагревании и под давлением. Печать может быть выполнена до или после импрегнирования. Такая печать до импрегнирования является усложненной, поскольку бумага может набухать и сморщиваться во время печати и стадии импрегнирования, и малые количества не являются рентабельными для импрегнирования. Печать после импрегнирования на пропитанной меламином бумаге является очень затруднительной, так как пигменты, нанесенные на поверхность меламина, растекаются во время стадии прессования, когда меламиновая смола находится в жидком состоянии. Такие проблемы могут быть отчасти разрешены способом, где используют бумажную основу, предпочтительно включающую основной цвет, и фиксируют на основе до печати, и импрегнированную бумагу или меламиновый порошок наносят под и/или над бумажной основой так, что смолы из импрегнированных бумаг просачиваются в бумажную основу во время стадии прессования.
Ламинатные напольные покрытия также могут иметь поверхность из бумажных пленок или пластиковых пленок, и такие пленочные материалы также могут быть использованы для цифровой печати. Защитный износостойкий прозрачный слой, который, как правило, представляет собой полиуретановый лак, используют для покрытия напечатанного декора.
b) Напольные покрытия на порошковой основе (WFF)
Недавно были разработаны новые «безбумажные» типы напольных покрытий с твердыми поверхностями, включающими по существу однородную смесь порошкообразных волокон, связующих материалов и износостойких частиц, далее называемые WFF (Wood Fibre Floor - напольное покрытие из древесного волокна).
Смесь порошков может включать частицы оксида алюминия, меламино-формальдегидные смолы и древесные волокна. В большинстве вариантов применения в смесь вводят декоративные частицы, например, такие как цветные пигменты. Как правило, все эти материалы наносят в сухой форме в виде смешанного порошка на несущую HDF-плиту и отверждают при нагревании и под давлением до твердого слоя толщиной 0,1-1,0 мм. Порошок перед прессованием стабилизируют влагой и ИК-лампами так, что он образует верхний покровный слой, подобный бумажному слою, и этим предотвращается сдувание порошка во время прессования. Меламино-формальдегидный порошок и древесные волокна могут быть заменены термопластичными частицами.
Могут быть получены некоторые преимущества сравнительно с известной технологией и, в особенности, перед традиционными ламинатными напольными покрытиями, такие как повышенная устойчивость к износу и ударам, глубокое тиснение, улучшенная технологическая гибкость производства, и сниженные затраты. Может быть легко достигнута глубина тиснения 0,2-0,7 мм.
Порошковая технология весьма пригодна для получения декоративного поверхностного слоя, который имитирует камень и керамику. В прошлом было более затруднительно создавать, например, такие как оформления, как древесные декоры. Однако недавно была разработана цифровая порошковая печать, и стало возможным создавать очень развитые декоры любого типа введением чернил в порошок перед прессованием. Могут быть полностью устранены проблемы, связанные с импрегнированием бумаги, поскольку импрегнирование не требуется. Поверхностная структура выполняется таким же путем, как для ламинатных напольных покрытий, с помощью структурированной печатной пластины, стальной ленты или рельефной бумажной матрицы, которыми спрессовывают порошок. Основное преимущество сравнительно с другими технологиями цифровой печати состоит в том, что порошок создает основной цвет, и не требуется никакой защитный слой поверх печати, поскольку чернила могут просачиваться в порошок. Однако просачивание является довольно ограниченным, поскольку чернильные капли будут связываться с первой частицей, с которой они столкнутся, главным образом с древесными волокнами. Повышенная износоустойчивость может быть достигнута, если несколько слоев печатного порошка наносят один поверх другого, или если в качестве защитного слоя используют порошковый покровный слой, наносимый поверх цифровой печати.
с) Меламино-формальдегидная смола.
Базовым материалом в ламинатных и WFF напольных покрытиях является термореактивная меламино-формальдегидная смола, которая используется в качестве связующего материала. Меламиновая смола или меламино-формальдегидная смола (для обобщения сокращенно называемая «меламином») представляет собой твердый термореактивный пластический материал, получаемый из меламина и формальдегида путем полимеризации. Такая смола, далее называемая меламином, проходит три основных стадии. Эти стадии, А-стадия, В-стадия, С-стадия, описаны в публикации автора George Odian «Principles of Polymerization» («Принципы полимеризации»), 3-е издание, которая включена здесь ссылкой, в том числе в особенности страницы 122-123. Первая неотвержденная А-стадия получается, когда меламин, формальдегид и воду кипятят с образованием жидкого материала с содержанием сухого вещества около 50%. Вторую полуотвержденную В-стадию получают, когда жидкую смолу используют для импрегнирования, например, покровной бумаги, которую после нанесения жидкой смолы высушивают при нагревании. Молекулы начинают сшиваться, но смола все еще может отверждаться в конечной стадии, если высушивание смолы проводят во время довольно короткого времени, например, одной минуты, и с нагреванием при температуре около 90-120°С.
В-Стадия также может быть получена при распылении жидкой смолы горячим воздухом так, что капли высушиваются, и получается сухой полуотвержденный меламино-формальдегидный порошок, который включает мелкие круглые сферические частицы с диаметром около 30-100 микрон (0,03-0,10 мм).
Конечная полностью отвержденная С-стадия получается, когда,
например, импрегнированную меламином бумагу или WFF-порошок нагревают до температуры около 160°С под давлением в течение 10-20 секунд. Сухая меламино-формальдегидная смола становится мягкой, расплавляется и отверждается до фиксированной формы, когда температуру повышают во время прессования. Отверждение зависит от температуры и продолжительности нагревания. Отверждение может быть получено при более низких температурах и более длительном времени, или при более высоких температурах в течение более короткого времени. Полученный распылительной сушкой порошок меламина также может быть отвержден при высокой температуре.
d) Деревянные полы.
Деревянные полы изготавливают многими различными путями. Традиционные сплошные деревянные настилы пола были усовершенствованы до более конструктивно сложных напольных покрытий со слоями из древесины, нанесенными на основу, выполненную из древесных ламелей, древесноволокнистой плиты высокой плотности (HDF) или фанеры. Большинство таких напольных покрытий поставляется в виде подвергнутых черновой обработке напольных покрытий с деревянной поверхностью, которую покрывают несколькими прозрачными слоями на фабрике. Покрытие может быть выполнено из УФ-отверждаемого полиуретана, масла или воска. Недавно деревянные напольные покрытия также начали производить с нанесенным цифровой печатью рисунком, который улучшает конфигурацию структуры древесных волокон в деревянных изделиях, которые имеют поверхность неудовлетворительного качества.
е) Керамические плитки
Керамические плитки представляют собой один из главных материалов, используемых для напольных покрытий и стеновых покрытий. Сырьевые материалы, применяемые для формирования плиток, состоят из глинистых минералов, полевого шпата и химических добавок, необходимых для процесса формования. В одном стандартном способе получения керамических плиток применяют следующие технологические стадии. Сырьевые материалы размалывают в порошок и смешивают. Иногда затем добавляют воду, и ингредиенты размалывают во влажном состоянии. Воду удаляют с использованием фильтрования под давлением, с последующей распылительной сушкой до порошкообразной формы. Затем полученный порошок подвергают полусухому прессованию под очень высоким давлением (около 400 бар (40 МПа)) с образованием корпуса плитки с толщиной 6-8 мм. Корпус плитки дополнительно высушивают для удаления остаточной влаги и для стабилизации плиточной формовки до сплошного однородного материала. Недавно было разработано полусухое прессование крупных и тонких панелей. Сухой гранулированный материал спрессовывают при очень высоком давлении до 400 бар (40 МПа), и могут быть экономичным путем получены панели с размерами 1×2 м и более, и с уменьшенными до нескольких мм толщинами. Такие панели могут быть использованы для стеновых панелей и рабочих поверхностей. Время изготовления изделия было сокращено от нескольких дней до менее чем одного часа. Такие панели могут быть раскроены с приданием нужной формы при допусках на обработку, которые превосходят традиционные способы, и могут быть смонтированы даже в несвязном состоянии с помощью механических крепежных систем. На корпус плитки сухим или мокрым методами наносят один или несколько слоев глазури, которая представляет собой стекловидный материал. Толщина глазури составляет около 0,2-0,5 мм. На плитке могут быть две глазури, сначала непрозрачная глазурь на корпусе плитки, затем прозрачная глазурь на поверхности. Назначение глазурования плитки состоит в защите плитки. Глазурование может быть выполнено с многочисленными различными цветами и конфигурациями. Некоторые глазури могут создавать различные текстуры. После глазурования плитку подвергают обжигу в печи или обжиговой печи при очень высоких температурах (1300°С). Во время обжига частицы глазури спекаются и сплавляются друг с другом, и образуют износостойкий слой. Для создания декоративных рисунков часто используют роликовые формы для трафаретной печати. Контактный характер ротационной трафаретной печати обусловливает многочисленные недостатки, такие как повреждения и длительные периоды времени настройки. Поэтому некоторые производители плиток недавно заменили эту традиционную технологию печати технологией цифровой струйной печати, которая обеспечивает ряд преимуществ. Как правило, используют чернила на масляной основе, и печать наносят на спрессованный корпус плитки или на базовую глазурь, которую наносят во влажной форме и высушивают перед напечатанием. На цифровую печать может быть нанесен слой прозрачной глазури, чтобы улучшить износоустойчивость. Цифровая неконтактная печать означает отсутствие повреждений и возможность использования более тонких корпусов плиток. Другими основными преимуществами являются короткие продолжительности настройки, рандомизированная печать без повторяющихся эффектов и способность выполнения печати на поверхностях с переменными структурами и на плитках со скошенными кромками. Дополнительными обстоятельствами, которые содействовали внедрению технологии цифровой печати в производство плиток, является тот факт, что керамические плитки являются довольно малоразмерными по сравнению, например, с ламинатными напольными покрытиями или напольными покрытиями на порошковой основе, которые производятся в виде крупных спрессованных плит с величиной около 2,1×2,7 м. В промышленности для производства плиток могут быть применены довольно маленькие принтеры с ограниченным числом печатающих головок, и первоначальные капиталовложения являются довольно ограниченными. Чернила на масляной основе имеют очень длительное время высыхания, и можно избежать засорения сопел. Другие преимущества связаны с глазурованием, которое создает основной цвет. Как правило, для формирования рисунка на основном цвете плитки требуются меньшие количества пигментов, чем для создания выразительной конфигурации древесной структуры на HDF или бумажном материале, применяемых в ламинатных напольных покрытиях, где импрегнирование и ламинирование создают дополнительные проблемы.
f) Напольные LVT-покрытия.
Дизайнерские виниловые плитки (Luxury Vinyl Tiles), обычно называемые напольными LVT-покрытиями, разработаны в виде слоистого изделия. Название в некотором роде вводит в заблуждение, поскольку основная часть напольных LVT-покрытий имеет размер широкой пластины с древесным рисунком. Базовый слой главным образом выполнен из нескольких индивидуальных базовых слоев, включающих различные смеси PVC-порошка (поливинилхлоридного) и мела в качестве наполнителя, чтобы снизить стоимость материалов. Индивидуальные базовые слои обычно имеют толщину около 1 мм. Базовый слой на верхней стороне имеет тонкую декоративную PVC-пленку с высококачественной печатью. На декоративную пленку обычно наносят прозрачный износостойкий слой из винила с толщиной 0,1-0,6 мм. Для улучшения теплоустойчивости часто используют стеклянные волокна. Индивидуальные базовые слои, стеклянные волокна, декоративную пленку и прозрачный слой сплавляют между собой при нагревании и под давлением в прессах непрерывного или периодического действия. Прозрачный слой может включать покрытие из полиуретана, которое обеспечивает дополнительную устойчивость к износу и пятнообразованию. Некоторые изготовители заменили прозрачный виниловый слой полиуретановым слоем, который наносят непосредственно на декоративную пленку. Недавно были разработаны новые типы напольных LVT-покрытий с базовым слоем толщиной 3-6 мм и с краями, включающими системы механического фиксирования, которые позволяют выполнять монтаж в несвязном состоянии. Напольные LVT-покрытия обеспечивают некоторые преимущества, например, перед ламинатными напольными покрытиями, такие как глубокое тиснение, гибкость, размерная стабильность, водостойкость и малошумность. Цифровая печать на напольных LVT-покрытиях пока находится в экспериментальной стадии, но, если будет внедрена, создавала бы главные преимущества перед традиционной технологией печати.
В порядке обобщения можно упомянуть, что цифровая печать используется на напольных покрытиях некоторых типов для создания декора. Однако объемы все еще очень малы, в особенности в вариантах применения с деревянными и ламинатными напольными покрытиями, главным образом вследствие высокой стоимости чернил и больших капиталовложений для промышленных принтеров. Технологическая гибкость, которую обеспечивает технология цифровой печати, ограничена тиснением, которое является фиксированным и не может быть приспособлено к вариациям выполненного цифровой печатью декора. Было бы очень полезно, если бы можно было снизить стоимость чернил, если бы могло быть использовано более экономичное оборудование для печати в промышленном масштабе, если бы более высокая износостойкость могла быть достигнута без отдельных защитных слоев, и если бы могли быть сформированы вариации вытисненных структур, которые соответствуют вариациям нанесенного цифровой печатью рисунка.
Определение некоторых терминов
В последующем тексте видимая поверхность смонтированной панели напольного покрытия называется «передней стороной», тогда как противоположная сторона панели напольного покрытия, обращенная к черному полу, называется «задней стороной».
Под термином «вверх» подразумевается направление к передней стороне, и «вниз» направление к задней стороне. «Вертикально» означает ориентацию перпендикулярно к поверхности, и «горизонтально» подразумевает расположение параллельно поверхности.
Термин «пигменты» означает очень тонкий порошок из частиц твердого окрашивающего материала.
Под «пигментными чернилами» подразумеваются чернила, включающие пигменты, которые суспендированы или диспергированы во всем объеме несущей текучей среды.
Термин «связующий материал» означает вещество, которое соединяет или содействует соединению двух частиц или материалов. Связующий материал может быть жидким, порошкообразным, представлять собой термореактивную или термопластичную смолу, и тому подобным. Связующий материал может состоять из двух компонентов, которые реагируют, будучи в контакте между собой. Один из двух компонентов может быть жидкостью, и другой сухим материалом.
Под «матрицей», также называемой «пластиной», подразумевается материал, который формирует рельефную поверхностную структуру, когда материал прижимают к поверхности при прессовании.
Выражение «тиснение в регистр», или EIR, означает, что напечатанный декор выполнен в приводке к вытисненной структуре.
Выражение «цифровая струйная печать» означает регулируемый в цифровой форме выброс капелек текучей среды, включающих окрашивающий материал, из печатающей головки на поверхность.
Выражение «цифровая печать» подразумевает регулируемый в цифровой форме метод размещения окрашивающего материала на поверхности.
Под «окрашивающим материалом» подразумевается любой материал (краситель, органические или неорганические пигменты, мелкие окрашенные частицы любого материала, и т.д.), который может быть использован для создания цвета на поверхности, предпочтительно в результате избирательного поглощения или отражения света с различными длинами волн.
Под «панелью» подразумевается сформированный в виде листа материал с длиной и шириной, которая является большей, чем толщина. Это довольно широкое определение охватывает, например, ламинатные и деревянные напольные покрытия, плитки, LVT, листообразные стеновые покрытия и детали мебели.
Известная технология и ее проблемы
Ниже описаны общеизвестные технологии, которые могут быть использованы для выполнения цифровой печати и тисненой поверхностной структуры. Способы могут быть применены частично или полностью в разнообразных комбинациях с предпочтительными вариантами осуществления изобретения для создания цифровой печати или цифрового тиснения согласно настоящему раскрытому изобретению.
В цифровых струйных принтерах высокого разрешения используют безударный процесс цифровой печати. Принтер имеет печатающие головки, которые «выстреливают» капельки чернил из печатающей головки на поверхность очень точным образом.
Многопроходная печать, также называемая сканирующей печатью, представляет собой способ печати, где головка принтера многократно перемещается в поперечном направлении над поверхностью для создания изображения. Такие принтеры работают медленно, но одна маленькая печатающая головка может формировать более обширное изображение.
Промышленные принтеры, как правило, основываются на методе однопроходной печати, в котором используют фиксированные печатающие головки, с шириной, которая соответствует ширине печатного носителя. Пропечатываемая поверхность перемещается под головками. Такие принтеры имеют высокую производительность, и они оборудованы фиксированными печатающими головками, которые выстроены одна после другой по направлению подачи. Как правило, каждая головка печатает один цвет. Такие принтеры могут быть изготовлены по заказу для каждого варианта применения.
Фигура 1а показывает вид сбоку промышленного однопроходного цифрового струйного принтера 35, включающего пять цифровых печатающих головок 30а-е, которые соединены трубками 32 для подачи чернил с чернильными контейнерами 31, которые заполнены чернилами различных цветов. Чернильные головки соединены кабелями 33 цифровой передачи данных с цифровым управляющим устройством 34, которое контролирует нанесение чернильных капель и скорость конвейера 21, который должен быть способным перемещать панель под печатающими головками с высокой точностью, чтобы обеспечивать высококачественное изображение, включающее несколько цветов.
Фигура 1b показывает вид сверху печати Р волокон древесины, созданной на поверхности 2 панели. Поверхность панели напольного покрытия часто является тисненой с базовой структурой 17, которая является одинаковой для нескольких базовых декоров, как показано на фигуре 1с. В современных напольных покрытиях применяют так называемое EIR-тиснение 17 (тиснение в регистр), которое согласуют с напечатанным рисунком Р, как показано на фигуре 1d.
Нормальная ширина промышленной печатающей головки составляет около 6 см, и могут быть пропечатаны любые длины. Обширные площади в 1-2 м могут быть напечатаны цифровыми принтерами, включающими несколько рядов печатающих головок, выстроенных параллельно. Для создания 5-цветной печати на панели ламинатного напольного покрытия шириной 2 м могут понадобиться 166 печатающих головок, и печать может быть нарушена, если хотя бы несколько сопел в одной печатающей головке засорятся сухими чернилами.
Число точек на дюйм, или DPI, используют для определения разрешающей способности и качества печати цифрового принтера. Как правило, достаточными являются 300 DPI, чтобы, например, напечатать структуры древесных волокон с таким же качеством, как в настоящее время используется в традиционных ламинатных напольных покрытиях. Промышленные принтеры могут печатать рисунки с разрешением 300-600 DPI и даже больше, и со скоростью, превышающей 60 м/мин.
Печать может представлять собой «полную печать». Это значит, что визуальный напечатанный декор в основном создается чернильными пикселями, нанесенными на поверхность. Цвет порошкового слоя или основной цвет бумаги в таком варианте исполнения, как правило, оказывает ограниченное действие на видимый рисунок или декор.
Печать также может быть «частичной печатью». Цвет еще одного нижележащего слоя представляет собой один из цветов, которые являются видимыми в конечном декоре. Область, покрытая печатными пикселями, и количество чернил, которые используются, могут быть сокращены, и может быть получена экономия затрат в результате применения меньшего количества чернил и повышенной производительности печати, по сравнению с дизайном полной печати. Однако частичная печать не является столь же технологически гибкой, как полная печать, поскольку основные цвета труднее изменять, нежели когда используется полная печать.
Печать может быть основана на субтрактивной цветовой модели CMYK, где поверхностью создается белый цвет. Она представляет собой 4-цветную автотипию, включающую циан, магенту, желтый и черный. Смешение их вместе будет давать цветовое пространство/гамму, которая является относительно малой. Для усиления конкретного цвета или общей гаммы могут быть добавлены цветовые точки. Цветовая точка может быть любого цвета. Цвета смешиваются и контролируются комбинацией программного обеспечения и оборудования (печатающий механизм/печатающие головки). Гибкость также может быть значительно повышена добавлением в принтер белого цвета.
Фирмой CeraLoc Innovation Belgium BVBA, дочерней компанией фирмы Valinge International AB, была разработана новая технология, которая делает возможным введение цифровой жидкостной печати в порошковый слой. Этот новый тип «Цифровой инжекторной печати», или DIP, получается благодаря тому факту, что печать выполняют в порошок, который отверждают после печати. Чернила и напечатанный рисунок погружены в отвержденный слой, и они не наносятся на поверхность, как при применении традиционных способов печати. Напечатанный рисунок может быть позиционирован по нескольким измерениям горизонтально, и вертикально на различных глубинах. Это может быть использовано для создания трехмерных (3D) эффектов, например, когда используют прозрачные, и предпочтительно отбеленные древесные волокна. Для повышения износоустойчивости также может быть применена двухслойная печать. Не требуется никаких защитных слоев, например, покровного слоя, которые искажают оригинальный дизайн серыми затенениями.
DIP-Метод может быть использован для всех материалов на порошковой основе, которые могут быть отверждены после печати. Однако DIP-метод в особенности полезен для применения, когда порошок включает смесь из древесных волокон, мелких твердых износостойких частиц и меламиновой смолы. Поверхностный слой также может включать термопластичный материал, например, частицы винилового наполнителя, которые наносят в порошковой форме на поверхность. Этим обеспечивается возможность того, что печатный рисунок может быть впрыснут в частицы винилового порошка. Улучшенное оформление и повышенная износостойкость могут быть достигнуты даже с такими материалами.
Для получения высокого качества печати и скорости в слоях на порошковой основе и других слоях, как было описано выше, должна применяться подходящая печатающая головка. Печатающая головка имеет несколько маленьких сопел, которые могут выбрасывать и наносить капельки чернил в контролируемом режиме.
Промышленные системы струйной печати в широком смысле подразделяются либо на системы непрерывной струйной печати (CIJ), либо на системы каплеструйной печати (DOD).
CIJ непрерывно выбрасывает капли из печатающей головки. Капельки проходят через комплект электродов, которые сообщают заряд каждой капле. Затем заряженные капли проходят через отклоняющие пластины, на которых используется электростатическое поле для отбора капель, которые должны быть напечатаны, и капель, которые должны быть собраны и возвращены для повторного использования.
DOD выбрасывает капли из печатающей головки, только когда это требуется, и все капли наносятся на поверхность.
CIJ главным образом применяют для кодирования и маркировки изделий. Технологию струйной печати DOD в настоящее время используют в большинстве существующих промышленных вариантов применения струйной печати, где требуется высококачественный декор.
Нормальный размер чернильной капельки составляет около 2-4 пиколитров (=1×10-12 литра, или 0,000001 мм3). Размер каждой капельки может варьироваться в зависимости от типа чернил и типа головки, обычно между 1-40 пиколитрами, и это соответствует капельке, которая имеет диаметр около 10-30 микрон (мкм). Меньшие капельки создают изображения с высоким разрешением. Некоторые печатающие головки могут выбрасывать капельки различных размеров, и они способны пропечатывать шкалу уровней серого. Другие головки могут выбрасывать капельки только одной фиксированной величины. Могут быть разработаны печатающие головки, которые могут выстреливать более крупные капли до 100-200 пиколитров или более.
Для выбрасывания капель из сопел может быть использовано несколько технологий.
В технологии с термической печатающей головкой, в общем называемой пузырьково-струйной печатью, применяют печатные картриджи с серией крошечных камер, каждая из которых содержит нагреватель. Для выбрасывания капельки из каждой камеры через нагревательный элемент пропускается импульс тока, вызывающий быстрое испарение чернил в камере с образованием пузырька, который обусловливает резкое повышение давления, выталкивающего капельку чернил через сопло и на поверхность. В большинстве потребительских струйных принтеров применяются термические печатающие головки. Такие термические принтеры, как правило, рассчитаны на использование чернил на водной основе с вязкостью 2-5 сантипуаз (cП). Недавно фирмой Memjet были разработаны крупномасштабные термические печатающие головки с шириной рабочего поля печати 223 мм и со скоростью печати около 20 м/мин или более. Печатающая головка содержит 5 чернильных каналов и два ряда сопел на канал. Конструкция каждого индивидуального сопла имеет поперечник около 30 микрон (мкм), позволяющий обеспечить 800 dpi, со вторым рядом сопел для каждого цвета, слегка смещенным от первого, для выполнения 1600 dpi, в комбинации. Печатающая головка фирмы Memjet может непрерывно выбрасывать до 750 миллионов в секунду капель объемом по 2 пиколитра с диаметром капли 14 микрон (мкм). Стоимость печатающей головки составляет менее 10% затрат на стандартные пьезоголовки с подобной производительностью. В таких термических принтерах могут использоваться материалы на водной основе с вязкостью 0,7-1,5 сантипуаз, которая подобна вязкости воды (1 сантипуаз при температуре 20°С). Печатающая головка фирмы Memjet включает систему самоохлаждения с нагревательным элементом посередине чернильной камеры. Когда капли выбрасываются, новые чернила притекают в камеру и охлаждают нагревательный элемент.
Термическая технология обусловливает такое ограничение, что чернила должны быть теплостойкими, как правило, до температуры 300°С, поскольку процесс выбрасывания связан с выделением тепла. Это делает очень затруднительным создание многоцветных термических головок на пигментной основе. Печатающие головки фирмы Memjet рассчитаны на чернила на основе красителей, и поэтому не применяются в промышленности по производству напольных покрытий и вариантах промышленного применения, где требуются высококачественные чернила на пигментной основе.
В большинстве коммерческих и промышленных струйных принтеров и в некоторых потребительских принтерах используется технология с пьезоэлектрической печатающей головкой, которая является основной технологией, применяемой в промышленности по производству напольных покрытий. Вместо нагревательного элемента используется пьезоэлектрический кристаллический материал (обычно называемый «пьезоэлементом») в заполненной чернилами камере позади каждого сопла. Когда подается напряжение, пьезоэлектрический материал изменяет свою форму, чем создается импульс давления в текучей среде, выталкивающий капельку чернил из сопла. Конфигурация печатающей пьезоголовки может использовать различные базовые принципы деформации для выбрасывания капель из сопла. Эти принципы в основном классифицируют на технологии печатающих головок с деформациями сжатия, изгибания, нажима и сдвига. Пьезоэлектрический кристалл также может быть использован для создания акустических волн, так как он вибрирует, и для побуждения чернил разбиваться на капельки с регулярными интервалами. Пьезоэлектрическая струйная печать позволяет широко варьировать чернила и при более высокой вязкости, чем термическая струйная печать. Чернила, как правило, имеют вязкость в диапазоне 2-12 сантипуаз, и весьма пригодны для нанесения чернил на пигментной основе. В вариантах промышленного применения часто применяют печатающие головки, которые могут действовать с высоковязкими чернилами, поскольку начальная вязкость чернил значительно снижается во время работы, когда температура может повышаться до 40°С или более, и низкая начальная вязкость может падать ниже минимального уровня, который требуется для надлежащего функционирования печатающей головки.
Фигура 1е показывает, как чернильные капли 56 выбрасываются согласно работе пьезоэлектрического материала в режиме изгибовой деформации. Печатающая пьезоголовка 30 включает матрицы очень мелких отверстий, обычно называемых жиклерами 50, из которых капельки 56 чернил 58 с пигментами 12 выбрасываются на поверхность бумаги.
Чернила 58 перетекают из чернильного контейнера через чернильный впускной патрубок 55 в чернильную камеру 52. Электрические импульсы вызывают изгибание пьезокристалла 51 и мембраны 53. Эта деформация создает импульс давления, который выбрасывает каплю 56 чернил из сопла 54. Капли различной величины могут быть сформированы вариацией электрического заряда. Сопла обычно имеют диаметр 10 микрон (мкм). Типичные объемы капель варьируют в диапазоне 2-5 пиколитров, образуя напечатанные на поверхности чернильные точки 57 с размерами в диапазоне 10-20 микрон (мкм). Каждая капелька может содержать около 20% пигментов. Остальная часть представляет собой жидкостный носитель и смолы, необходимые для связывания пигментов с поверхностью.
Цифровое изображение содержит сетку из фиксированного числа рядов и колонок пикселей, которые представляют собой наименьший индивидуальный элемент в цифровом изображении. Сетка называется растром. Пиксели, которые представляют изображения в виде компьютерного файла, имеют единообразные размер и форму. Они не перекрываются, и они соприкасаются с соседними пикселями со всех сторон. Растровые изображения могут быть созданы разнообразными устройствами ввода, например, цифровой фотокамерой. Во всех известных принтерах используется пакет программ «Raster Image Processing (RIP)» («Растровая развертка изображений»), который принимает входной графический файл и выдает цветной профилированный, растрированный битовый выходной файл, который управляет печатающими головками и создает необходимые данные, которые нужны для нанесения чернильных капель на поверхность в предварительно заданном растровом рисунке R1-R4, как показано на фигуре 1е.
Могут быть использованы чернила большого числа типов. Основными компонентами являются окрашивающие материалы, которые создают цвет, связующий материал, который соединяет окрашивающие материалы с поверхностью, и жидкостный носитель, который переносит окрашивающий материал и связующий материал из печатающей головки в виде четко определенных маленьких капель на поверхность бесконтактным способом нанесения. Окрашивающий материал представляет собой либо краситель, либо пигмент, или комбинацию их обоих. Несущая текучая среда может быть на водной основе или на основе растворителя. Несущая текучая среда испаряется и оставляет окрашивающий материал на поверхности. УФ-отверждаемые чернила подобны чернилам на основе растворителей, но несущая текучая среда отверждается, когда подвергается воздействию интенсивного УФ-излучения.
Основная проблема чернил и печатающих головок всех типов состоит в том, что, когда чернила высыхают в результате испарения, они могут засохнуть и засорить сопла. Промышленные принтеры могут быть оснащены системой циркуляции чернил, которая вовлекает чернила в циркуляцию через жиклеры, чтобы удлинить так называемое «decap» («в открытом состоянии») время, которое представляет количество времени, в течение которого печатающая головка может быть оставлена незакрытой и недействующей, и все еще способна надлежащим образом выбрасывать чернильные капли. Короткое время в открытом состоянии или засорение могут приводить к полной потере сопла, и нежелательные линии могут образовываться по всей поверхности, когда применяются однопроходные принтеры. В особенности чернила на пигментной основе, включающие полимерные связующие системы, имеют склонность к засыханию, и было бы весьма предпочтительно, если бы могло быть увеличено время в открытом состоянии, и можно было бы избежать засорения сопел.
Краситель представляет собой окрашивающее вещество, которое полностью растворено в несущей текучей среде, и чернила представляют собой истинный раствор.
Пигменты представляют собой очень тонкодисперсный порошок из твердых частиц окрашивающего материала, которые суспендированы или диспергированы в объеме жидкостного носителя. Чернила на пигментной основе, как правило, индивидуально смешивают друг с другом с использованием цветных пигментов и некоторых химикатов. Пигменты, используемые в чернилах для цифровой печати, представляют собой очень мелкие частицы и имеют средний размер частиц около 0,1 микрона (мкм). Стандартная величина сопел составляет около 10-20 микрон (мкм), чем подразумевается, что для частиц пигментов имеется достаточно места, чтобы проходить через каналы сопел в печатающей головке. Сопла все-таки могут быть засорены самими чернилами и пигментами, которые образуют кластеры из частиц. Высококачественные пигментные чернила должны удерживать пигменты во взвешенном состоянии в несущей текучей среде в течение длительного периода времени. Это является затруднительным, в частности, при довольно низких вязкостях, которые требуются для хорошей работы печатающих головок. Пигменты имеют естественную склонность к оседанию и выпадению в осадок из жидкостного носителя. В высококачественных пигментных чернилах седиментация пигмента обычно не должна происходить. Во избежание таких проблем, имеющих отношение к чернилам с высоким содержанием пигментов, применяются современные системы циркуляции чернил.
Пигментные чернила обычно являются более светостойкими, в особенности когда подвергаются воздействию УФ-излучения, и более устойчивыми к выцветанию, чем чернила на основе красителей. Поэтому они используются почти для всех вариантов применения в напольных покрытиях. Чернила на водной основе для цифровой печати, включающие цветные пигменты, особенно пригодны для нанесения на напольные покрытия и могут быть основой способа высококачественной печати на многочисленных разнообразных материалах.
Как правило, пигменты не прилипают к гладкой поверхности. Они подобны частицам песка и могут быть без труда удалены с многих сухих и гладких поверхностей. Поэтому несущую текучую среду на водной основе, как правило, смешивают с небольшими количествами некоторых других добавок для создания специальных свойств чернил и печати, таких как связующие материалы, которые обеспечивают адгезию пигментов к поверхности, расплывание точек, уровень рН, формирование капель, коррозионную стойкость печатающей головки, устойчивость к выцветанию, и т.д. Включение смол, которые служат в качестве связующего материала, в состав чернил ограничивает возможное количество реагентов, так как все эти компоненты повышают вязкость чернил.
Цветные пигменты в качестве сырьевых материалов являются вполне конкурентоспособными по цене, в особенности, когда частицы являются довольно крупными с размером около одного микрона (мкм), но производство чернил на пигментной основе, включающих очень мелкие частицы, и других чернил для цифровых принтеров является очень сложным и дорогостоящим, и это обусловливает очень высокую стоимость чернил, которая обычно может варьироваться в диапазоне около 50-100 Евро за литр. Одним литром (при нанесении 20-10 г/м2) могут быть пропечатаны примерно 50-100 м2 напольного покрытия, если проводится полное нанесение высококачественной печати, и это дает стоимость печати 1-2 Евро/м2. Расходы на традиционную печать поверхностей напольных покрытий, где используются печатные цилиндры, составляют всего 10% от затрат на цифровую печать поверхностей напольных покрытий. Это значит, что цифровая печать, основанная на стандартных жидких чернилах на пигментной основе, является конкурентоспособной по цене только в малых сериях, когда требуется очень высокая технологическая гибкость производства.
В цифровых струйных принтерах применяется бесконтактный метод нанесения чернил на поверхность. Однако лазерная печать основана на контактном методе, где лазерный луч проецирует изображение на электрически заряженный вращающийся барабан, обычно называемый фотопроводящим барабаном. Сухие частицы типографской краски, обычно называемой тонером, затем электростатически захватываются заряженным участками барабана. Тонер включает тонкие и очень точно оформленные сферические частицы сухого полимерного порошка, например, такого как стирол-акрилатный сополимер или смола на основе сложного полиэфира, который смешан с газовой сажей или с окрашивающими агентами. Частицы имеют диаметр около 8-10 микрон (мкм), когда требуется печать с разрешением 600 DPI. В некоторых лазерных принтерах применяются даже еще более мелкие частицы с диаметром около 5 микрон (мкм). Термореактивный пластический материал действует как связующее вещество. Барабан печатает изображение на бумаге в результате непосредственного контакта и при нагревании, которое вплавляет тонер в бумагу, связывая полимерный порошок с бумагой. В цветных лазерных принтерах применяется CMYK-принцип с использованием окрашенного сухого тонера, типично циана, магенты, желтого и черного, которые смешиваются, чтобы создать высококачественное цветное изображение.
Лазерная технология с ударным методом не используется для печати на поверхностях плоских панелей, таких как поверхности панелей напольных покрытий.
3D-Печать представляет собой общеизвестную технологию, которую применяют для нанесения и соединения нескольких слоев жидкого материала, порошка или пленок, друг поверх друга, чтобы создать развитые трехмерные структуры. Технология главным образом применяется для изготовления опытных образцов небольших сложных изделий. Может быть нанесено друг на друга несколько сотен слоев. Для построения слоистых конструкций может быть использован ряд принципов. Согласно одному главному принципу, слои из порошка наносятся один поверх другого, и некоторые части связываются жидкостным УФ-отверждаемым материалом, наносимым цифровой печатающей головкой на каждый слой порошка. Несвязанный порошок удаляется, когда сформирована вся структура изделия в целом. В еще одном принципе применяется маленький пистолет для склеивания, который наносит несколько слоев горячего жидкого полимерного материала в несколько слоев. 3D-Принтеры имеют очень низкую производительность, и построение даже мелких объектов может занимать несколько часов. 3D-Принтеры не используются для создания плоских декоров на поверхности, где окрашивающие материалы наносятся рядом друг с другом, и где несвязанный порошок должен быть удален после каждого нанесения слоя. Структура слоев, нанесенных один поверх другого, будет разрушена, если для отверждения используют прессование.
В термосублимационных принтерах применяется длинный рулон прозрачной пленки из листов целлофана, окрашенного в красный, синий, желтый и серый цвета, присоединенных друг к другу непрерывной цепью. В эту пленку из следующих один за другим многочисленных листов встроены твердые красители, соответствующие четырем основным цветам циана, магенты, желтого и черного, и каждый лист включает только один цвет. «Печатающая головка» содержит тысячи мелких нагревательных элементов, которые подводят переменные количества тепла, и краситель переносится на покрытую бумагу в результате «сублимации», которая означает, что краситель, будучи нагретым, переходит в газообразное состояние без первоначального превращения в жидкость. Такие термические печатающие головки, далее называемые нагревательными печатающими головками, чтобы отличать такие головки от используемых в пузырьково-струйной печати термических печатающих головок, производят нагревание, когда проходят над пленкой, вызывая испарение красителей, прежде чем они вернутся в твердую форму на бумаге. Этот метод устраняет необходимость применения жидких чернил, и может обеспечивать высокое качество печати фотографий красителями, которые являются прозрачными, и которые смешиваются с образованием цвета непрерывного тона. Однако метод имеет многие недостатки. Каждый лист должен иметь такой же размер, как печатная поверхность, и используется весь лист, даже если данным цветом пропечатывается только небольшая часть поверхности. Чтобы устранить некоторые из этих недостатков, были разработаны принтеры, создающие изображение сублимацией красителей путем теплопереноса, в которых используются специальные красители, включающие способные к сублимации частицы. Для печати изображения с помощью таких сублимационных чернил может быть применен стандартный струйный принтер со специальной бумагой или пленкой. Изображение после этого переносится под давлением и при нагревании на сложнополиэфирный материал или на поверхность, которая имеет полимерное покрытие.
Термическая печать с нагревательными печатающими головками также применяется для создания напечатанных в цифровой форме изображений непосредственно на термочувствительной бумаге, или косвенно методом печати с теплопереносом, где тепло подводится к термочувствительной переводной пленке. Эти способы печати главным образом применяются для нанесения одного цвета на бумагу, и для печати, например, этикеток. Нагревательные печатающие головки имеют несколько преимуществ. Они надежны, поскольку нет опасности засорения чернилами, и являются конкурентоспособными по цене. Основные недостатки связаны с высокой стоимостью бумаги или переводной пленки, и с цветовыми ограничениями по большей части до одного цвета. Нагревательные печатающие головки имеются в продаже на рынке с шириной до 200 мм, и могут обеспечивать разрешение до 600 DPI.
Цифровая печать представляет собой очень технологически гибкий способ, который может создавать высококачественную печать, но не может быть всецело использован в промышленном масштабе, и особенно не для напольных покрытий вследствие высокой стоимости печатных красок, проблем, связанных с высыханием и засорением сопел, в частности, когда применяются чернила на пигментной основе, и с необходимостью в специальных защитных слоях, которые являются дорогостоящими и не полностью прозрачными. Высокая стоимость чернил прежде всего обусловливается необходимостью в размалывании цветных пигментов до точно определенных очень мелких частиц, и в диспергировании частиц по всем объеме несущей текучей среды. Было бы чрезвычайно полезно, если бы цифровые изображения могли быть созданы с помощью цветных пигментов, которые могут быть более крупными, которые не диспергированы в несущей текучей среде, и которые не наносятся в виде капель из маленьких сопел. Также было бы весьма благоприятно, если бы цифровые изображения могли быть сформированы с высокой износоустойчивостью и без защитных слоев.
Большинство из всех вышеописанных напольных покрытий и, в частности, напольных покрытий с цифровой печатью, имеют рельефную поверхностную структуру, в особенности, когда декоративный напечатанный декор представляет собой рисунок древесной структуры. Рельефную структуру в прошлом создавали как отдельную общую структуру, которую использовали для многих различных типов декора. Недавно многие производители напольных покрытий внедрили так называемый метод Тиснения в регистр (EIR), где вытисненная поверхностная структура конкретно формируется для каждого типа деревянных изделий, и тиснение выполняется в приводке к напечатанному декору. Это создает совершенные образцы, которые трудно отличить от натуральных материалов, таких как древесина и камень. Тиснение получается, когда поверхность подвергают прессованию структурированной матрицей, которая может представлять собой стальную пластину, стальную ленту, металлический валик, полимерную пленку или покрытую бумагу. Декор должен быть позиционирован с высокой точностью относительно прессовой матрицы. Как правило, для получения такого позиционирования используют цифровые камеры и механические устройства, которые корректируют конечное положение панели так, чтобы оно было согласовано с декором перед прессованием. Одной конкретной проблемой, связанной с ламинатным напольным покрытием, является то обстоятельство, что напечатанная бумага набухает и сморщивается неконтролируемым образом во время импрегнирования, и размер декора может варьироваться между различными листами импрегнированной бумаги.
Технологическая гибкость цифровой печати также ограничена в связи с EIR-поверхностями, поскольку напечатанный декор всегда должен быть согласован с тиснильной матрицей. Общим характерным признаком всех таких напольных покрытий, как описанных выше, является то, что все поверхности в производственной партии имеют одинаковую базовую структуру, и невозможно скорректировать и согласовать любые изменения в декоре. Этот эффект повторения тисненой структуры создает поверхность напольного покрытия, которая не подобна деревянному напольному покрытию, где практически все панели имеют различные варианты оформления и структуры вследствие структуры древесных волокон в дереве. Копии камня и других натуральных материалов не могут быть получены путем, который дает точную имитацию натурального материала, где оформление и структура, как правило, сочетаются совершенным образом, и все панели являются различными.
Технологию цифровой струйной печати главным образом используют для получения преимуществ, связанных с возможностью создания изображения с высоким разрешением технологически гибким путем. Однако другие аспекты технологии, в основном имеющие отношение к возможности наносить жидкий материал очень точно безударным методом, не были полностью задействованы или развиты, в частности, в вариантах применения, где декор наносят на панель большого размера, включающую поверхность, которая во время изготовления и в особенности после печати принимает свою конечную форму и свойства в технологических стадиях, предусматривающих высокое давление и нагревание.
Известно, что порошок, нанесенный на жидкое вещество, мог бы быть использован для создания приподнятых участков или изображения главным образом на бумажной подложке, и что жидкое вещество может быть нанесено способом цифровой струйной печати. 3D-Печать, включающая несколько слоев порошка, которые локально соединены, с использованием цифрового устройства, такого как чернильная головка, и где частицы избыточного несвязанного порошка удаляются в конечной стадии, представляет собой общеизвестную технологию, которая может быть использована для создания рельефной структуры на панели. Также известно, что частицы порошка могут быть нанесены непосредственно бесконтактным способом на поверхность, включающую связующий материал, или косвенно контактным методом, где используют переводной способ. Известны даже комбинации, где применяется бесконтактный метод переноса, и порошок отделяется от переводной поверхности нагреванием или соскабливанием.
Патентный документ US 3,083,116 описывает рельефный печатный порошок и процесс рельефной печати, включающий стадии, в которых напыляют порошкообразную смолу на только что пропечатанный лист, удаляют с него избыточный порошок, который не прилип к влажным чернилам, и подводят тепло к оставшемуся на листе порошку для вплавления его таким образом, что его частицы будут растекаться совместно и прилипать к листу. Порошок может включать фенольную смолу, такую как фенол, мочевина и меламин.
Патентный документ US 3,440,076 описывает способ формирования рельефных сплошных печатных знаков на листе бумаги. Чернильную композицию пропечатывают на бумаге, и затем приводят в контакт с сухим материалом. Один компонент из чернильной композиции и сухого материала содержит термореактивную смолу, и другой материал включает пенообразующую добавку и сшивающий реагент. Сухой порошкообразный материал, не прилипший к чернилам, удаляют, и смолу, связанную с напечатанным символом, затем отверждают нагреванием при температурах, достаточных для вплавления порошка.
Патентный документ US 3,446,184 описывает способ формирования липкой копии изображения. Порошкообразный тонер наносят на жидкий отпечаток, и часть порошка задерживается жидкостным покрытием, образуя видимое изображение. Несвязанный порошок удаляют, и лист пропускают через нагревательное устройство, где задержанный порошок вплавляется с образованием постоянного изображения.
Патентный документ US 4,312,268 описывает способ, в котором чернила на водной основе наносят в цифровой форме на непрерывную ленту, и плавкий одноцветный порошкообразный материал наносят на ленту и на чернила. Часть порошкообразного материала связывается с жидкостью, и несвязанный порошкообразный материал удаляют с ленты перед нагреванием ленты для высушивания жидкости и для сплавления порошкообразного материала с лентой в результате расплавления порошка. Упомянуто, что порошкообразный материал может иметь частицы с размером в диапазоне от 5 до 1000 микрон (мкм), и может иметь температуру плавления или температуру термического закрепления в диапазоне от 50 до 300°С. Порошкообразный материал может быть получен растворением или диспергированием, соответственно, красителя или пигмента в смоле или композиции смолы, с последующим размалыванием, охлаждением при распылении или тому подобным, для измельчения материала в тонкий порошок. Порошкообразный материал может придавать характеристики износостойкости чернилам, которые могут содержать фенольную смолу. Жидкий материал, который наносят через форсунки, может представлять собой чистую и бесцветную воду.
Патентный документ GB 2 128 898 описывает способ формирования рельефных декоративных участков в пластиковой плитке. Декоративное напольное покрытие в форме плитки имеет картину, напечатанную на его верхней поверхности. Частицы, такие как частицы неорганического песка, размещают на верхней поверхности пластиковой плитки, причем по меньшей мере некоторые из частиц располагаются на поверхности плитки в регистр с картиной, напечатанной на поверхности плитки. Избыточные частицы песка удаляют. Отвержденный износостойкий слой перекрывает как выступающие частицы, так и пластиковую основу, в результате чего поверхность износостойкого слоя в областях, содержащих частицы, и в областях, не содержащих частицы, будет иметь различные характеристики глянца. Процесс требует распыления частиц поверх адгезивной покрытой поверхности для удержания частиц в приводке к напечатанной картине на поверхности плитки.
Патентный документ US 6,387,457 описывает способ применения сухих пигментов для вариантов нанесения печати, имеющих отношение к окраске автомобилей, печатанию ценных бумаг, к окраске в общем и косметическим изделиям. Связующий материал наносят на поверхность подложки равномерно или в виде рисунка. Связующий материал наносят струйным способом, напылением, с помощью трафаретной, офсетной или глубокой печати. На связующий материал наносят сухой пигмент в виде картины или равномерно. Материал сухого пигмента включает чешуйки неметаллического материала, имеющие размер частиц менее чем около 100 микрон (мкм). Чешуйки выстраиваются по направлению параллельно поверхности подложки, и на чешуйки может быть нанесено защитное покрытие.
Патентный документ ЕР 0 403 264 А2 описывает переводной способ для формирования многоцветного изображения на барабане, который переносит изображение на бумагу. Скрытое цифровое изображение из текучей среды затем проявляют в проявительном устройстве, где окрашенный порошок наносят на жидкостное скрытое изображение и фиксируют для получения видимого и постоянного изображения. Может быть применено несколько цифровых печатающих головок, которые производят печать не содержащими красители текучими средами, включающими смесь воды с многоатомными спиртами и их подгруппами из этиленгликоля, глицерина, диэтиленгликоля и полиэтиленгликоля. Порошковый тонер наносят поверх поверхности бумаги, и прилагают напряжение во время этого проявления. Затем напряжение реверсируют для удаления тонера с участков основы. Фиксирование достигается с помощью стандартных способов вплавления в копировальной технике.
Патентный документ US 5,627,578 описывает способ получения рельефных надписей и графических изображений в вариантах применения настольных принтеров с использованием термографического порошка и струйного принтера для нанесения жидкостного связующего материала. Способ подобен вышеописанным методам получения рельефного текста.
Патентный документ ЕР 0 657 309 А1 описывает способ многоцветного перевода с использованием переводной бумаги, несущей образованную струйным методом картину, и порошка, подобно вышеописанным способам. Способ перевода предназначен для декорирования керамических материалов.
Патентный документ WO 2007/096746 относится к системам и устройствам для переноса гранулированного материала бесконтактным или контактным методом на декорируемую поверхность, в частности, для получения декоративных изображений на керамических плитках. Жидкостный цифровой рисунок создают струйным способом на переводной поверхности, которая может представлять собой барабан или ленту. Гранулированный материал наносят и связывают с переводной поверхностью, и только связанный гранулированный материал перемещается в зону переноса, где подводят тепло на конкретный участок переводной поверхности в зоне переноса, чтобы отделить гранулированный материал от переводной поверхности и нанести гранулированный материал на принимающую поверхность. Гранулы также могут быть отделены соскабливанием. Основное преимущество этого способа состоит в том, что на принимающую поверхность наносятся только частицы, которые образуют конечное изображение. Основной недостаток заключается в том, что нагревание должно быть стремительным, и частицы должны быть выведены из зоны переноса, и они должны падать вниз на принимающую поверхность точно контролируемым путем, чтобы получить изображение с высоким разрешением. Высокое разрешение может быть получено только с довольно тяжелыми частицами, которые падают под действием силы тяжести на принимающую поверхность. Используемый в изобретении гранулированный материал относится к типу, включающему непористые гранулы, например, такие как крупнозернистые стекловидные материалы или спеченные смеси, пески, и т.д., в разнообразных диапазонах гранулометрического состава от 30 мкм до 800 мкм, предпочтительно варьирующихся от 50 мкм до 150 мкм. Также описана переводная печать контактным методом.
Патентный документ WO 2011/107610 описывает способ создания возвышения или рельефа на панели напольного покрытия, чтобы избежать применения дорогостоящих прессовых пластин. Способ является таким же, как известные способы создания рельефной печати. Описан способ получения доски пола напечатанием отверждаемого материала для создания возвышения на панели. Возвышение может быть нанесено на базовый декоративный рисунок, который непосредственно напечатан или наслоен на панель. Отверждаемый материал может включать износостойкие частицы. Отверждаемый материал может быть напечатан в цифровой форме на панели нанесением первой печати жидкостью в виде предварительно заданной картины, и затем нанесением промежуточного материала, который может включать порошок. Отверждаемый материал может быть отвержден УФ-излучением, или может представлять собой лаковое покрытие.
Патентный документ ЕР 2 213 476 А1 описывает, что предварительно определенный рисунок может быть напечатан в цифровой форме на носителе отверждаемой жидкостью так, чтобы сформировать тисненую декоративную картину, который может быть напрессован на покровный слой. Отверждаемая жидкость может представлять собой пластик, который становится вполне жестким после отверждения, например, содержащие пластик чернила. Этот способ непригоден для применения на напольных покрытиях. Головка для цифровой печати может печатать только очень тонкий слой с толщиной около 10-20 микрон (мкм). Толщины по меньшей мере 100-200 микрон (мкм), которые требуются для формирования рельефа в ламинате, и 200-700 микрон (мкм) для соответствия требованиям к напольным покрытиям на порошковой основе, невозможно получить экономичным путем.
Патентный документ WO 2012007230 описывает способ формирования 3-D структуры на мебели или панели напольного покрытия с помощью управляемого в цифровой форме устройства. Декор наносят с плоской трехмерной структурой из покровного материала на основе порошка, включающей один или более слоев, которые локально отверждаются с помощью управляемого в цифровой форме устройства под действием света или теплового излучения. Избыточный неотвержденный покровный материал удаляют в конечной технологической стадии. Трехмерная структура может быть напечатана в цифровой форме. Жидкий покровный материал наносят на 3-D структуру в качестве защитного слоя.
Большинство известных способов основывается на прямом нанесении порошка на поверхность, включающую рисунок из связующего материала. Они главным образом применяются для создания рельефного текста или трехмерных декоров, которые отверждают и защищают жидкостным покрытием. Такие способы непригодны для применения, где окрашенный порошок должен быть внедрен в поверхность, чтобы обеспечивать достаточную износоустойчивость. Ни один из этих способов прямого нанесения не сочетается со стадией прессования, в которой сдавливают нанесенный порошок, и, в особенности, со стадией прессования, в которой весь поверхностный слой отверждается таким образом, что частицы порошка вплавляются в поверхность.
Некоторые из известных способов основываются на косвенном нанесении порошка переводным методом. Прессование применяется только для переноса порошка с носителя, и стадии прессования выполняются для отверждения порошка и поверхности.
Жидкостные связующие материалы и частицы порошка, которые раскрыты, не представляют варианты исполнения, которые пригодны для создания декоров на поверхностях напольных покрытий. Сформированные в цифровой форме рисунки, которые основаны на древесных волокнах, размещенных в виде картин древесных волокон, не описаны.
Известные способы непригодны для создания высококачественного многоцветного изображения на строительной панели, и, в частности, на панели напольного покрытия, где должны использоваться устойчивые к УФ-излучению пигменты, и где изображение должно быть внедрено в износостойкую поверхность. Нет сведений о том, что описанные выше принципы могут быть применены для создания цифрового изображения на панели, которую после стадии печати подвергают отверждению с сильным нагреванием при высоком давлении, и, в частности, о том, как известные принципы должны быть приспособлены к печати на поверхностях напольных покрытий, подобных ламинату и напольным покрытиям из древесного волокна (WFF), где порошок, чернила и способы нанесения должны быть приспособлены к конкретным термореактивным смолам, материалам из древесного волокна и параметрам прессования, которые требуются для формирования устойчивой к износу, ударам и пятнообразованию высококачественной многоцветной поверхности экономически выгодным путем.
Вышеприведенное описание разнообразных известных аспектов представляет их охарактеризование заявителями, и не признание того, что вышеописанное является прототипом, когда описанные изделия, способы и оборудование используются частично или полностью в разнообразных комбинациях.
Цели и сущность изобретения
Основной целью по меньшей мере определенных вариантов осуществления изобретения является создание усовершенствованного и экономичного способа печати для нанесения окрашивающих материалов на поверхность в четко определенных картинах, предпочтительно, на поверхность панелей напольных покрытий, с использованием цифровых чернильных головок, которые могут наносить жидкий материал на поверхность панели.
Одной конкретной целью является установка для формирования напечатанных в цифровой форме изображений согласно основной цели.
Вышеуказанные цели являются примерными, и варианты осуществления изобретения могут быть исполнены по-разному или дополнительными вариантами исполнения.
Варианты осуществления изобретения основываются на главном принципе, где традиционные способы цифровой печати подразделены на две отдельных стадии, включающих отдельное нанесение жидкостного связующего материала и сухих окрашивающих материалов. На поверхность панели наносят окрашенные частицы. Некоторые частицы связываются сформированным в цифровой форме рисунком. Другие несвязанные частицы удаляются, и оставшиеся связанные частицы образуют цифровое изображение. Этот двухстадийный процесс может быть повторен, и несколько цветов могут быть нанесены так, чтобы могла быть сформирована совершенная многоцветная цифровая печать высокого разрешения. Окрашенные частицы могут представлять собой покрытые пигментом древесные волокна или минеральные частицы, и могут быть получены весьма реалистичные имитации структур древесины и камня с такими декоративными материалами в совершенных высококачественных изображениях. Связанные окрашенные частицы и поверхность панели спрессовывают друг с другом, и достигается усиленное связывание. Прессование выполняют при повышенной температуре таким образом, что окрашенные частицы и поверхность отверждаются с образованием твердого износостойкого слоя.
Преимущество перед традиционной цифровой струйной печатью состоит в том, что окрашенные частицы не диспергированы в жидком веществе и не наносятся цифровой печатающей головкой на поверхность. Согласно вариантам осуществления изобретения, печатающая головка используется только для нанесения недорогого связующего материала главным образом на водной основе без пигментов. Варианты осуществления изобретения делают возможным сочетание более низких затрат на чернила и цифровых печатающих головок с улучшенной производительностью. Окрашивающие материалы на пигментной основе могут сочетаться с очень недорогими печатающими головками, которые могут представлять собой термические печатающие головки. Окрашенные частицы могут представлять собой покрытые пигментом древесные волокна или минеральные частицы, и могут быть получены весьма реалистичные имитации структур древесины и камня с такими декоративными материалами в совершенных высококачественных изображениях. Окрашенные частицы могут быть нанесены непосредственно на поверхность, но также косвенно на поверхность методом переводной печати.
Преимущество сравнительно с известными способами печати на основе порошков заключается в нанесении жидкостного связующего материала и окрашивающих материалов таким образом, что несколько окрашивающих материалов, размещенные вертикально друг над другом, связываются точками из бесцветных чернил, образованных нанесенными на поверхность каплями. Окрашивающие материалы могут представлять собой макрочастицы окрашивающих материалов крупнее 20 микрон (мкм), которые после нанесения впрессовываются в поверхность. Могут быть получены очень совершенные рисунки древесных структур с декором, который выполнен покрытыми пигментом древесными волокнами, размещенными с образованием рисунков древесных волокон, и где древесные волокна различного цвета нанесены друг на друга.
Конкретное преимущество состоит в том, что способ основывается на жидкостном связующем материале, который пригоден для обработки при нагревании и под давлением, и который может представлять собой очень простое вещество, включающее Гликоль, который обеспечивает длительное время в открытом состоянии («decap»). Не требуются никакие растворители или химикаты для УФ-отверждения, и это может давать очень экологически безопасный и экономичный способ изготовления.
Первым аспектом изобретения является способ формирования цифровой печати, причем способ включает стадии, в которых:
- наносят на поверхность капли бесцветных чернил с помощью цифровой головки для нанесения капель,
- присоединяют окрашивающие материалы к каплям бесцветных чернил для формирования цифровой печати,
причем цифровая печать, сформированная присоединенными окрашивающими материалами, включает еще один цвет, нежели бесцветные чернила, и причем окрашивающие материалы, размещенные вертикально поверх других окрашивающих материалов, связываются точками из бесцветных чернил, созданных нанесенными на поверхность каплями.
Окрашивающие материалы могут включать покрытые пигментами древесные волокна.
Окрашивающие материалы могут представлять собой макрочастицы окрашивающих материалов, имеющие длину или диаметр свыше 20 микрон (мкм).
Окрашивающие материалы, после нанесения, впрессовываются в поверхность.
Бесцветные чернила могут представлять собой по существу прозрачное жидкое вещество, включающее воду.
Бесцветные чернила могут включать гликоль или глицерин.
Химическое вещество, которое обеспечивает связывание после высушивания, может быть введено в поверхность.
Окрашивающие материалы могут включать термореактивную смолу.
Окрашивающие материалы могут представлять собой макроразмерные окрашивающие материалы, включающие смесь из макрочастиц окрашивающих материалов различных типов.
Макроразмерные окрашивающие материалы могут включать смесь волокон и минералов.
Бесцветные чернила могут формировать первую и вторую часть печати, и причем первая и вторая части включают различные цвета.
Цифровая печать может включать окрашивающие материалы различных цветов, позиционированные с горизонтальным смещением в одной и той же плоскости.
Протяженность окрашивающих материалов по вертикали может превышать протяженность по вертикали капель бесцветных чернил.
Нанесенные в цифровой форме капли бесцветных чернил могут просачиваться вниз и выступать вверх из поверхности после нанесения.
Капли бесцветных чернил, которые образуют точку бесцветных чернил на поверхности, могут связывать окрашивающие материалы, имеющие размер, который является бóльшим, чем размер точки бесцветных чернил.
Бесцветные чернила могут быть нанесены в виде растрового рисунка, и причем сухие чернила могут быть нанесены беспорядочно с перекрыванием окрашивающих материалов.
Протяженность по горизонтали индивидуальных окрашивающих материалов может превышать протяженность по горизонтали чернильных точек, и протяженность по вертикали слоя сухих чернил, после удаления несвязанных частиц, превышает протяженность по вертикали точек бесцветных чернил.
Панель с древесным декором, который создается древесными волокнами, размещенными на древесных волокнах, превосходит все другие способы печати, где капли окрашенных чернил размещаются рядом друг с другом в растровом рисунке. Перекрывающие древесные волокна создают практически «неограниченное» разрешение и печать, которая представляет собой очень натуральную имитацию реальной древесной структуры, поскольку природная древесина была разделена на индивидуальные волокна, и такие волокна были окрашены и размещены в цифровой форме с образованием новой картины на основе древесных волокон.
Вторым аспектом изобретения является панель, имеющая поверхность с декором древесных волокон, причем панель включает первый поверхностный участок, который сформирован непрерывным базовым слоем, включающим древесные волокна, имеющие первый цвет, и второй поверхностный участок, который сформирован древесными волокнами, имеющими второй цвет, причем древесные волокна, имеющие второй цвет, нанесены на непрерывный базовый слой и связаны с ним, и причем второй поверхностный участок покрывает часть первого поверхностного участка.
Непрерывный базовый слой может представлять собой порошок, включающий термореактивную смолу.
Непрерывный базовый слой может представлять собой бумагу.
Второй поверхностный участок может включать более мелкие древесные волокна, чем первый поверхностный участок.
Третьим аспектом изобретения является установка для создания цифровой печати на поверхности способом переводной печати, причем установка включает цифровую головку для нанесения капель, устройство для нанесения сухих чернил, устройство для удаления сухих чернил, и переводную поверхность, причем:
цифровая головка для нанесения капель приспособлена для нанесения жидких бесцветных чернил на переводную поверхность;
устройство для нанесения сухих чернил приспособлено для нанесения включающих окрашивающие материалы сухих чернил на переводную поверхность;
жидкие бесцветные чернила приспособлены для связывания части сухих чернил с переводной поверхностью;
устройство для удаления сухих чернил приспособлено для удаления несвязанных сухих чернил с переводной поверхности; и
переводная поверхность со связанными сухими чернилами приспособлена для припрессовывания к поверхности.
Устройство для нанесения сухих чернил может быть приспособлено для нанесения сухих чернил, включающих древесные волокна.
Устройство для нанесения сухих чернил может быть приспособлено для нанесения сухих чернил, включающих смолу.
Устройство для нанесения сухих чернил может быть приспособлено для нанесения сухих чернил, включающих термореактивную смолу.
Цифровая головка для нанесения капель может быть приспособлена для нанесения жидких бесцветных чернил, включающих воду.
Цифровая головка для нанесения капель может быть приспособлена для нанесения жидких бесцветных чернил, включающих гликоль или глицерин.
Жидкие бесцветные чернила могут быть приспособлены для связывания части сухих чернил с переводной поверхностью, будучи подвергнутыми воздействию повышенной температуры после нанесения.
Поверхность может формировать часть панели.
Поверхность может включать древесные волокна.
Химическое вещество, которое обеспечивает связывание после высушивания, может быть введено в поверхность.
Краткое описание чертежей
Далее изобретение будет описано в связи с предпочтительными вариантами исполнения и более подробно со ссылкой на сопроводительные примерные чертежи, в которых,
Фиг. 1а-е иллюстрируют известные способы получения пропечатанной и тисненой поверхности;
Фиг. 2а-е иллюстрируют первый принцип одного варианта осуществления изобретения;
Фиг. 3а-d иллюстрируют второй принцип одного варианта осуществления изобретения;
Фиг. 4а-d иллюстрируют третий принцип одного варианта осуществления изобретения;
Фиг. 5а-h иллюстрируют цифровое нанесение пигментов согласно первому принципу одного варианта осуществления изобретения;
Фиг. 6а-d иллюстрируют способы изготовления, основанные на первом принципе одного варианта осуществления изобретения, и панель с декоративным рисунком, сформированную согласно одному варианту осуществления изобретения;
Фиг. 7а-с иллюстрируют нанесение окрашивающих материалов на поверхность;
Фиг. 8а-h иллюстрируют предпочтительные варианты исполнения макроразмерных окрашивающих материалов;
Фиг. 9а-е иллюстрируют нанесение и прессование макроразмерных окрашивающих материалов;
Фиг. 10а-с иллюстрируют нанесение и прессование макроразмерных окрашивающих материалов;
Фиг. 11а-с иллюстрируют нанесение нескольких цветов с помощью одной печатающей головки, и нанесение и удаление окрашивающих материалов с промежуточным предварительным прессованием;
Фиг. 12а-d иллюстрируют способы переводной печати и панели с предпочтительными поверхностями;
Фиг. 13а-d иллюстрируют нанесение окрашивающих материалов с образованием рисунков способами, где жидкие бесцветные чернила не используются для связывания окрашивающих материалов;
Фиг. 14а-d иллюстрируют цифровое тиснение с помощью тиснильных частиц; и
Фиг. 15а-d иллюстрируют цифровое тиснение с помощью цифровой переводной печати.
Подробное описание вариантов осуществления изобретения
Фигуры 2а-2d схематически показывают один вариант осуществления изобретения, который основан на первом принципе, где рисунок BP связующего материала или изображение образованы в цифровой форме с помощью чернильной головки, которая предпочтительно наносит только связующий материал 11 на поверхность 2, как показано на фигуре 2а. Окрашивающие материалы 7, которые могут включать мелкие окрашенные частицы, например, пигменты 12, наносят хаотично, предпочтительно в сухой форме, с помощью второго устройства таким образом, что они приходят в контакт с рисунком BP связующего материала. Фигура 2b показывает предпочтительный вариант исполнения, где пигменты 12 в сухой форме рассыпаны поверх рисунка BP связующего материала. Фигура 2с показывает, что связующий материал 11 присоединяет некоторые пигменты 12, которые образуют такой же рисунок, как связующий материал 11, и на поверхности 2 формируется печать Р, когда другие несвязанные пигменты 12 удаляются с поверхности 2, например, с использованием вакуума.
Этот трехстадийный процесс, далее называемый «циклом формирования печати», когда процесс имеет отношение к нанесению одного цвета, или «печатью связующим материалом и порошком», или BAP-печатью, когда процесс относится ко всей печати в целом, и где предпочтительно жидкостный связующий материал 11, далее называемый «бесцветными чернилами», и сухие частицы, включающие окрашивающие материалы 7, далее называемые «сухими чернилами» 15, наносятся по отдельности и связываются друг с другом, и где несвязанные частицы удаляются, может создавать цифровую печать Р с таким же или даже превосходящим качеством, нежели традиционная технология цифровой печати.
Поверхность 2 может представлять собой слой бумаги или пленки, или слой порошка.
Поверхность 2 может составлять часть строительной панели или панели 1 напольного покрытия.
Связующий материал может представлять собой бесцветные чернила 11, включающие жидкое вещество, которое предпочтительно наносят с помощью цифровой чернильной головки.
Жидкое вещество может быть на водной основе.
Поверхность 2 со связанными окрашивающими материалами 7 может быть подвергнута нагреванию и прессованию.
Поверхность 2 и окрашивающие материалы 7 могут быть спрессованы и отверждены с образованием твердой поверхности с рельефной структурой.
Окрашивающие материалы 7 могут представлять собой макрочастицы окрашивающих материалов крупнее 20 микрон (мкм), и они могут быть впрессованы в поверхность 2.
Поверхность 2 может составлять часть панели 1, которая может представлять собой ламинатное или деревянное напольное покрытие, напольное покрытие на порошковой основе, плитку или напольное LVT-покрытие.
Жидкие бесцветные чернила могут быть заменены процессом нагревания в цифровой форме, где тепло из цифровой нагревательной печатающей головки или лазера активирует связующий материал, введенный в сухие чернила и/или в поверхность.
Бесцветные чернила и сухие чернила могут быть нанесены многими альтернативными путями. Поверхность 2 может быть обращена вверх или вниз, и бесцветные и/или сухие чернила могут быть нанесены сверху или снизу. Поверхность 2 с бесцветными чернилами, например, может быть обращенной вниз, и может приходить в контакт со слоем сухих чернил. Несвязанные сухие чернила могут быть удалены под действием силы тяжести, когда поверхность отделяется от слоя сухих чернил. Чтобы упростить описание, в большинстве предпочтительных вариантов исполнения поверхность показана обращенной вверх и присоединенной к панели перед печатью. Согласно принципам изобретения, могут быть пропечатаны отдельно поверхности 2 без поддерживающей панели 1.
Способ в особенности пригоден для вариантов применения, где значительные количества окрашивающих материалов, предпочтительно пигментов, наносят на крупную плоскую панель, чтобы сформировать совершенную обширную печать или декоративный рисунок предпочтительно с высокой устойчивостью к износу, ударам и УФ-излучению, и где рисунок предпочтительно предусматривает имитацию структуры древесины или камня. Такие картины, как правило, формируют из одного основного цвета, который, например, создает базовый внешний вид древесины или камня, и нескольких цветовых пятен, которые используются для образования структуры древесных волокон, сучков, трещинок и разнообразных дефектов, которые можно видеть в поверхности дерева, или трещин кристаллической структуры и прочих дефектов при оформлении в виде камня. Способ также весьма пригоден для формирования рисунка на плитке или для напечатания ламинатных или на порошковой основе напольных покрытий с имитацией, например, плиточного пола, который включает плитки различного цвета и швы заливки раствора между плитками.
В отличие от известных способов, цифровую чернильную головку, далее называемую «цифровой головкой 30' для нанесения капель», не применяют для нанесения традиционных чернил любого типа с цветными пигментами или красителями. Это является преимуществом, поскольку цифровая головка 30' для нанесения капель не должна иметь дела с дорогостоящими чернилами, включающими пигментные дисперсии и связующие смолы. Бесцветные чернила предпочтительно представляют собой по существу прозрачное жидкое вещество, которое предпочтительно в основном включает воду.
Бесцветные чернила, также называемые жидким веществом, предпочтительно не содержат пигменты.
Печать, создаваемая бесцветными чернилами или жидким веществом, может быть названа жидкостной печатью Р. Жидкостная печать может быть сформирована из капель бесцветных чернил, нанесенных на поверхность.
Окрашивающие материалы предпочтительно связываются с поверхностью в две стадии. Первое связывание представляет собой связывание при нанесении, где связывание окрашивающих материалов должно быть достаточным для удерживания окрашивающих материалов, соединенных с рисунком BP связующего материала, чтобы обеспечить удаление остальных избыточных окрашивающих материалов, которые были нанесены на области вне рисунка из связующего материала.
Второе связывание представляет собой постоянное связывание, предусматривающее постоянное соединение связанных при нанесении окрашивающих материалов с поверхностью 2.
Первое связывание при нанесении и второе постоянное связывание могут включать промежуточную стадию стабилизации, где структуру связанных окрашивающих материалов модифицируют, например, нагреванием и/или давлением так, чтобы мог быть выполнен новый цикл формирования печати. Промежуточная стадия стабилизации обеспечивает возможность того, что новые несвязанные окрашивающие материалы, которые нанесены на поверхность во время второго цикла формирования печати, могут быть легко удалены даже на участках поверхности, которые включают окрашивающие материалы из первого цикла формирования печати.
Первое связывание при нанесении предпочтительно получают с помощью жидкого вещества, также называемого бесцветными чернилами, которые предпочтительно включают главным образом дистиллированную или деионизированную воду. Адгезия воды в некоторых вариантах применения, в особенности, когда наносят только один цвет, может связывать окрашивающий материал с поверхностью с силой, которая достаточна, чтобы обеспечить удаление несвязанных окрашивающих материалов. Производственные расходы на такое жидкое вещество предельно низки, и может быть предотвращено засорение сопел, когда связующий материал высыхает. Могут быть добавлены некоторые химические вещества, например, гликоль или глицерин, которые нужны для достижения вязкости и поверхностного натяжения жидкого вещества, которые могут потребоваться для надлежащего функционирования печатающей головки. Водорастворимый полиэтиленгликоль (PEG), который доступен со многими различными молекулярными массами, является особенно пригодным для модифицирования воды таким образом, чтобы могли быть получены бесцветные чернила с надлежащей вязкостью, при которой действуют, например, пьезоголовки. Композиции с низкой молекулярной массой, например, такие как PEG 400, являются особенно пригодными для применения в бесцветных чернилах, и предпочтительно совместно с сухими чернилами или поверхностью, которая включает термореактивные смолы, такие как меламин. Вода и PEG совместимы с меламиновыми смолами и обеспечивают легкое и быстрое отверждение при нагревании и, предпочтительно, также под давлением. Предпочтительный невысыхающий растворитель, который совместим с термореактивными смолами, должен смешиваться с водой, иметь температуру кипения выше 100°С и температуру плавления ниже, чем температура нанесения. Примерами такового, но без ограничения, являются этиленгликоль, пропиленгликоль, полиэтиленгликоль, диэтиленгликоль, бутандиол и глицерин. Также могут быть использованы комбинации. В некоторых вариантах применения в бесцветные чернила могут быть внесены некоторые другие химические вещества в небольших количествах, например, смачивающие агенты, и прочие химические вещества, которые требуются для предотвращения растекания, когда бесцветные чернила наносят на поверхность. Бесцветные чернила также могут содержать антиадгезионные добавки, в особенности, когда прямое нанесение окрашивающих материалов, далее называемое «прямой BAP-печатью», как было описано выше, заменяют переводным нанесением, далее называемым «переводной BAP-печатью», где бесцветные чернила и окрашивающие материалы в первой стадии наносят на переводную поверхность, и затем припрессовывают к поверхности и связывают с нею. Многие из таких добавок является недорогими, и стоимость получения бесцветных чернил может составлять лишь долю расходов на традиционные чернила на пигментной основе.
Многие печатающие пьезоголовки рассчитаны на работу при вязкости в диапазоне от 2 до 12 сантипуаз (cП). Чернила на водной основе могут быть без труда приспособлены для соответствия всем возможным требованиям в отношении вязкости.
Подходящие бесцветные чернила, которые могут быть предпочтительно использованы в низковязкостной печатающей головке, рассчитанной на работу при вязкости около 5 cП, такой как печатающая головка Kyocera, могут представлять собой раствор гликоля на водной основе, включающий, например, около 75% (весовых) Этиленгликоля, или 55% Диэтиленгликоля, или 50% Пропиленгликоля, или 38% Полиэтиленгликоля PEG 400. Также может быть применен раствор глицерина на водной основе, включающий около 40% глицерина. Деионизированная вода также может быть смешана с Глицерином и Гликолем. Подходящие бесцветные чернила для низковязкостной печатающей головки могут включать, например, около 40% воды, 50% Глицерина и 10% Диэтиленгликоля.
Подходящие бесцветные чернила, которые могут быть предпочтительно применены в высоковязкостной печатающей головке, рассчитанной на работу при вязкости около 10-12 cП, такой как печатающая головка Fuji, могут представлять собой раствор Гликоля на водной основе, включающий, например, около 95% (весовых) Этиленгликоля, или 75% Диэтиленгликоля, или 70% Пропиленгликоля, или 50% Полиэтиленгликоля PEG 400. Также может быть использован раствор Глицерина на водной основе, содержащий около 65% глицерина. Деионизированная вода также может быть смешана с Глицерином и Гликолем. Подходящие бесцветные чернила для высоковязкостной печатающей головки могут включать, например, около 30% воды, 60% Глицерина и 10% Диэтиленгликоля.
Содержание воды в бесцветных чернилах, приспособленных для низко- и высоковязкостных печатающих пьезоголовок, может быть дополнительно повышено, если применяются высоковязкие гликоли, например, Полиэтиленгликоль с более высокой молекулярной массой, нежели PEG 400. Предпочтительные бесцветные чернила, которые предпочтительно пригодны для печатающих пьезоголовок, могут включать 0-70% воды и 30-100% Гликоля и/или Глицерина. Еще более предпочтительной является композиция, включающая 10-70% воды и 30-90% Гликоля и/или Глицерина. Бесцветные чернила, которые пригодны для термических пузырьково-струйных печатающих головок, которые рассчитаны на очень низкие вязкости; например, 2-4 cП, могут включать свыше 70% воды.
Все композиции бесцветных чернил могут включать небольшие количества, около 1%, смачивающих агентов, таких как BYK или Surfinol, и химических препаратов, таких как Acticide, предназначенных для угнетения бактерий и грибов.
Бесцветные чернила предпочтительно представляют собой по существу неотверждаемые жидкие вещества, которые используются для обеспечения связывания при нанесении и для связывания окрашивающих материалов вплоть до достижения постоянного связывания, которое предпочтительно происходит при нагревании и под давлением, и со смолами, которые составляют часть материала подложки и/или частиц сухих чернил. Такие бесцветные чернила не будут связывать частицы, когда они высыхают, или когда подводится тепло.
Бесцветные чернила могут включать специальные отверждаемые связующие материалы, предпочтительно акриловые эмульсии на водной основе, которые совместимы с водой, гликолем или глицерином. Содержание связующего материала предпочтительно составляет 5-20%. Акриловые эмульсии будут связывать частицы, когда содержащаяся вода испаряется, и они будут создавать прочную связь при сильном нагревании и под высоким давлением.
Высокое содержание воды, по меньшей мере 50%, создает то преимущество, что может быть низкой стоимость материала. Время в открытом состоянии будет довольно коротким, менее одного часа, поскольку вода испаряется. Низкое содержание воды в сочетании с высоким содержанием гликоля или глицерина будет значительно увеличивать время в открытом состоянии. Бесцветные чернила с содержанием воды ниже 40% могут иметь время в открытом состоянии несколько часов. Содержание воды ниже 20% будет приводить к очень длительному времени в открытом состоянии, которое может превышать 6 часов. Можно использовать бесцветные чернила, которые содержат более 90% гликоля, и этим время в открытом состоянии может быть увеличено до нескольких дней. Бесцветные чернила могут быть изготовлены без воды, и высоковязкостные печатающие головки могут действовать с бесцветными чернилами, которые содержат, например, 100% Этиленгликоля.
Можно избежать применения системы циркуляции чернил в промышленных принтерах, когда используются бесцветные чернила, которые не включают никакие пигментные дисперсии или связующие материалы, и которые главным образом представляют собой раствор на водной основе, как было описано выше. Это будет значительно снижать стоимость печатного оборудования.
Фигура 2е показывает вязкость в cП водных растворов Пропиленгликоля (PG) при температурах 20-30°С. Линия W1 показывает вязкость воды. Состав Pg1 включает 50% PG и 50% воды. Состав Pg2 включает 70% PG и 30% воды. Вязкость бесцветных чернил, приспособленных для низковязкостной печатающей головки, может варьироваться между 4-6 cП в пределах диапазона температур 20-30°С. Вязкость бесцветных чернил, предназначенных для высоковязкостной печатающей головки, может варьироваться между 8-14 cП, и это может быть за пределами нормальных эксплуатационных условий печатающей головки. Эта проблема может быть разрешена с помощью печатного оборудования, которое включает систему контроля температуры, которая предпочтительно объединена с системой климатического контроля, которая регулирует влажность. Время в открытом состоянии для бесцветных чернил на водной основе может быть увеличено, если относительная влажность вокруг печатающей головки составляет выше 50%.
Связующий материал, который связывает окрашивающие материалы с поверхностью, может включать два компонента. Первый компонент связующего материала может быть введен в бесцветные чернила. Второй компонент связующего материала может быть включен в сухие чернила и в поверхность, и активирован бесцветными чернилами. Это делает возможным, например, применение воды, чтобы обеспечить связывание при нанесении, стабилизацию и постоянное связывание. Вода может реагировать со связующим материалом, который может быть введен в окрашивающие материалы или в поверхность. Конечно, бесцветные чернила могут включать связующий материал, который может создавать такое же связывание, как вышеупомянутые два компонента.
Бесцветные чернила могут быть нанесены на любую поверхность 2, например, на слой непрозрачной бумаги, по существу прозрачный покровный слой, слой порошка, стабилизированный слой порошка, древесный шпон или деревянный лист, глазурованную плитку, пластиковую пленку или основной цвет, нанесенный на листообразный материал, предпочтительно включающий древесный или полимерный материал.
Нанесение поверхности 2 на листообразный материал, такой как панель 1, создает ряд преимуществ. Можно избежать обработки и позиционирования несвязанных слоев, которые могут набухать и сморщиваться во время нанесения жидких бесцветных чернил. Связывание при нанесении окрашивающих материалов 7 может быть выполнено с очень низкой прочностью связывания, поскольку поверхность 2 поддерживается плоской панелью и может перемещаться горизонтально на конвейере непосредственно в пресс, где происходит постоянное связывание при нагревании и под давлением. Можно избежать прокатки, резки и наслоения поверхностей бумаги и пленки. Некоторые поверхности, такие как неотвержденный порошок и глазурь на плитке, не могут быть обработаны без опоры на панель 1.
Также может быть выполнена BAP-печать на напольных LVT-покрытиях, когда, например, индивидуальные базовые слои, предпочтительно включающие слой из стекловолокна, и декоративную пластиковую пленку с основным цветом приплавляют совместно к панели. Прозрачный защитный слой может быть наплавлен при нагревании и под давлением на BAP-печать и декоративную пластиковую пленку так, что частицы сухих чернил постоянно связываются и сплавляются с поверхностью. Бесцветные чернила могут быть приспособлены так, чтобы избежать расплывания капель на гладкой пластиковой пленке. Является благоприятным, если бесцветные чернила имеют высокую вязкость, предпочтительно 10 cП и выше.
BAP-печать на керамических плитках предпочтительно выполняют, когда порошок припрессован к корпусу плитки, образующей панель. На плитку наносят глазурь предпочтительно основного цвета, и на сухую глазурь наносят BAP-печать. После этого BAP-печать и корпус плитки подвергают прессованию, и на спрессованную печать наносят защитную прозрачную глазурь. После глазурования плитку подвергают обжигу в печи или обжиговой печи при очень высоких температурах так, чтобы частицы сухих чернил спекались и вплавлялись в корпус плитки и глазурь.
Описанные выше варианты исполнения основываются на главных принципах, что BAP-печать наносят на поверхность 2, которая составляет часть панели 1, и которая также включает такой состав материала, что, когда проводят нагревание и прилагают давление, панель, поверхность и печать будут постоянно связаны друг с другом. Такие поверхности могут включать термореактивные смолы, предпочтительно меламино-формальдегидные смолы, которые обычно используются в WFF- или ламинатных напольных покрытиях на бумажной основе, отверждаемые и плавкие минеральные материалы, применяемые в керамических плитках, или термопластичные материалы, используемые в напольных LVT-покрытиях.
Прямая и переводная BAP-печать также может быть применена на поверхностях текстильных материалов. Сухие чернила и бесцветные чернила могут быть специально приспособлены для поверхностей разнообразных текстильных материалов. Связующие материалы, вязкость и размер сухих чернил или окрашивающие материалы могут быть согласованы для обеспечения надлежащего связывания и удаления окрашивающих материалов.
Нанесение на некоторые специфические поверхности может быть улучшено с помощью так называемой обработки коронным разрядом, который иногда также обозначается как воздушная плазма. Это представляет собой способ модифицирования поверхности, в котором используют низкотемпературную плазму коронного разряда для внесения изменений в свойства поверхности. Плазму коронного разряда возбуждают приложением высокого напряжения к острым наконечникам электродов, которые образуют плазму на концах острых наконечников. Такие материалы, как пластики, стекло или бумага, могут быть пропущены через завесу плазмы коронного разряда, чтобы изменить поверхностную энергию материала. Поверхность также может быть обработана минеральными солями разнообразных типов.
Поверхность может включать первый основной цвет, который может быть использован для создания главной части окрашенной видимой поверхности. Поверхности на порошковой основе, предпочтительно включающие термореактивные смолы, могут быть подвергнуты предварительному прессованию и сформированы с гладкой поверхностью, которая облегчает нанесение и удаление окрашивающих материалов. Предварительное прессование предпочтительно выполняют под давлением и при нагревании, и с продолжительностью цикла прессования, которые обеспечивают то, что меламиновая смола переходит на уровень полуотвержденного состояния и в В-стадию, как было описано во введении.
В одном предпочтительном варианте исполнения окрашивающий материал включает главным образом цветные пигменты 12, которые насыпают в качестве сухого порошкового слоя поверх влажного рисунка BP связующего материала, как показано на фигуре 2b. Пигменты могут быть смешаны с другими частицами, например, частицами 13 меламинового порошка, которые расплавляются, когда они контактируют с жидкостным рисунком BP связующего материала, и которые связывают пигменты с поверхностью. Сухие несвязанные пигменты и меламиновый порошок 13 могут быть удалены, например, потоком воздуха или под действием силы тяжести, и оставшийся влажный меламин 13 и цветные пигменты 12 образуют напечатанный рисунок Р, как показано на фигуре 2с, который по существу идентичен рисунку BP связующего материала, созданному бесцветными чернилами. Сухие чернила могут иметь такой же состав материала, как поверхностный слой 2 в напольном WFF-покрытии на порошковой основе, и могут включать смесь древесных волокон, сухой порошок меламино-формальдегидной смолы, частицы оксида алюминия и цветные пигменты.
Стабилизация печати может быть частично или полностью получена, например, воздействием ИК-излучения, горячего воздуха, УФ-излучения, микроволнового излучения, предварительным прессованием или подобными, или комбинацией таких способов. Связующий материал, который в этом предпочтительном варианте исполнения представляет собой воду или влажный меламин, предпочтительно стабилизируют предварительным прессованием, которое связывает цветные пигменты с поверхностью 2 в результате высушивания влажного меламина или расплавления частиц меламина. Предварительное прессование сжимает поверхность напечатанного рисунка Р. Второй рисунок может быть напечатан бесцветными чернилами на поверхности 2, и второй слой пигментов и порошка меламина может быть нанесен на поверхность и поверх первой печати. Это может быть повторено, и может быть создан совершенный декор из нескольких цветов так, что цифровое изображение включает окрашивающие материалы различного цвета, позиционированные с горизонтальным смещением в одной плоскости.
Бесцветные чернила предпочтительно представляют собой по существу прозрачное жидкое вещество, которое не искажает цвет связанных окрашивающих материалов. Бесцветные чернила из такого же жидкого вещества могут быть использованы совместно с сухими чернилами, включающими многие различные окрашивающие материалы, и это обеспечивает возможность, например, того, что одна печатающая головка с одними и теми же бесцветными чернилами может быть применена для нанесения нескольких различных цветов, которые могут быть нанесены в несколько стадий с промежуточным нанесением цифрового рисунка, сформированного бесцветными чернилами. Этим достигается то, что может быть существенно сокращено число печатающих головок, поскольку одна печатающая головка с одним чернильным каналом, наносящая одни и те же бесцветные чернила, может быть использована для нанесения практически неограниченного числа сухих чернил различного цвета, структур, размеров частиц, и т.д. Простой состав бесцветных чернил делает возможным применение более дешевых печатающих головок, поскольку никакие цветные пигменты не выбрасываются через маленькие сопла печатающей головки.
В некоторых вариантах применения для создания постоянного связывания может быть достаточной стадия стабилизации. Конечное постоянное связывание также может иметь место, когда поверхность предпочтительно подвергают прессованию и отверждению при нагревании и под давлением согласно способам, которые используются для отверждения ламината или поверхности на порошковой основе, включающей термореактивную смолу, или поверхности, включающей термопластичный слой. Также может быть использован УФ-отверждаемый прозрачный лак, который наносят поверх окрашивающих материалов, и который после нанесения отверждают в УФ-печи. Этот прозрачный слой может быть нанесен в жидкой форме валиками или с помощью цифровых пьезоголовок и в одной или нескольких стадиях с промежуточным УФ-отверждением. Термопластичная смола или термопластичные частицы также могут быть применены для получения первого связывания при нанесении или второго постоянного связывания. Покровный слой на бумажной основе или порошковой основе, включающий оксид алюминия и меламиновые смолы, также может быть использован в качестве защитного слоя и как постоянное связывание.
Низкая стоимость и простой химический состав жидкого вещества, наносимого головкой для нанесения капель, делают возможным применение довольно простой технологии с цифровой печатающей головкой для нанесения жидкого связующего вещества. Может быть применен CIJ (метод непрерывной струйной печати), поскольку вода легко перерабатывается, и собранные капли могут быть утилизированы даже без любого повторного использования. Могут быть применены недорогие термические печатающие головки, так как вода является простой в обращении в условиях пузырьково-струйной технологии. Могут быть использованы довольно простые пьезоголовки с высокой производительностью и системами DOD (капля по требованию), которые имеют длительный срок службы, и которые требуют минимального технического обслуживания как следствие очень благоприятного состава жидкого вещества, которое не будет создавать никаких помех производству, поскольку нет никаких пигментов, и предпочтительно отсутствуют быстро высыхающие смолы, с которыми приходится иметь дело в случае, когда применяются традиционные чернила на пигментной основе.
Связующий материал может включать самые многообразные термореактивные и термопластичные материалы, которые могут быть использованы как частицы или химические вещества в поверхности, в сухих чернилах или в качестве дисперсий в бесцветных чернилах, наносимых цифровой головкой для нанесения капель. Многие из таких материалов могут быть получены в сухой порошкообразной форме или в виде жидкостных дисперсий. Предпочтительно, чтобы химическое вещество, которое обеспечивает связывание после высушивания, было введено в поверхность или в сухие чернила, и чтобы бесцветные чернила представляли собой простое жидкое химическое вещество без каких-нибудь смол или других химикатов, которые в сухой форме могут засорять сопла.
В качестве альтернативы термореактивным материалам, таким как меламин, или термопластичным материалам, например, таким как порошок PVC (поливинилхлорид), может быть использован, например, УФ-отверждаемый полиуретан в форме порошка или в виде дисперсии.
Может быть применен УФ-отверждаемый полиуретановый материал с вязкостью, которая приспособлена к цифровой головке 30' для нанесения капель. В качестве жидкого вещества в цифровой головке для нанесения капель предпочтительны полиуретановые дисперсии на водной основе, поскольку они не отверждаются, пока не будут подвергнуты воздействию УФ-излучения. Полиуретановые дисперсии представляют собой полностью прореагировавшие полиуретаны/полимочевины с мелкими и дискретными полимерными частицами, и такие частицы могут быть получены с размерами около 0,01-5,0 микрон (мкм), и поэтому могут быть применимыми в цифровой печатающей головке или других подобных головках. Полиуретановые дисперсии могут быть смешаны, например, с акриловыми эмульсиями и прочими эмульсиями, чтобы снизить расходы.
Цифровая головка для нанесения капель, которая в некоторых вариантах применения предпочтительно может представлять собой пьезоголовку, предпочтительно имеет способность выбрасывать капли с величиной капель около 1-200 пиколитров или более. Размер капель и интенсивность формирования капель можно варьировать, и это может быть использовано, чтобы изменять интенсивность цвета и создавать так называемую «серую шкалу» с одним и тем же основным цветом. Более крупные капли будут связывать более толстые слои сухих чернил, и более мелкие капли будут связывать более тонкие слои.
Также могут быть применены адгезивы на водной основе, такие как растворимые адгезивы или диспергированные в воде адгезивы.
В качестве связующих материалов в форме порошка или в виде дисперсий могут быть использованы другие УФ-отверждаемые материалы, например, акрилаты, такие как модифицированные эпоксидами, уретанами, сложными полиэфирами, простыми полиэфирами, аминами простые полиэфиракрилаты, и разнообразные акрилатные олигомеры.
Бесцветные чернила также могут быть нанесены на поверхность с помощью распылительных форсунок или гравированных валиков.
Фигура 2d схематически показывает одно BAP-печатающее устройство 40 установки для напечатания связующего материала, которое может быть применено для создания цифровой печати Р на панели 1, включающей поверхность 2, основу 3 и защитный слой 4. Устройство 36 для нанесения бесцветных чернил, включающее цифровую головку 30' для нанесения капель, которая предпочтительно представляет собой пьезоголовку или термическую печатающую головку, наносит рисунок BP связующего материала из бесцветных чернил 11. Несколько головок 30' могут быть размещены рядом друг с другом, чтобы покрывать пропечатываемую поверхность по всей ширине. Рисунок связующего материала создается в цифровой форме таким же образом, как в стандартной цифровой печати. Цвета разделены, и каждое устройство 36 для нанесения бесцветных чернил наносит главным образом одно и то же жидкое вещество, или бесцветные чернила, которые используются для связывания одного конкретного цвета в каждом цикле формирования печати. Цифровая головка для нанесения капель через питательную трубку 32 присоединена к контейнеру 31 с бесцветными чернилами. Цифровые головки 30' для нанесения капель имеют цифровое соединение предпочтительно через кабели 33 данных или беспроводной связью с цифровым управляющим устройством 34, которое контролирует нанесение капель, скорость конвейера 21, функционирование устройства 27 для нанесения сухих чернил и всего другого оборудования, которое используется для связывания и удаления пигментов.
Капли бесцветных чернил 11 на водной основе, которые в этом варианте исполнения служат в качестве материала для связывания при нанесении, должны быть влажными, пока они проходят через устройство 27 для нанесения сухих чернил, которое в этом предпочтительном варианте исполнения представляет собой рассыпающее устройство. Сухие чернила 15, которые в этом предпочтительном варианте исполнения включают окрашивающие материалы из цветных пигментов 12, смешанные со смолой в виде образованного распылительной сушкой меламинового порошка 13, разбрасываются на жидкие бесцветные чернила 11.
Рассыпающее устройство включает бункер 45, который содержит сухие чернила 15, скребок-лопатку 47, которая совместно с валиком 46, предпочтительно включающим гравированную, тисненую, протравленную или подвергнутую пескоструйной обработке поверхность 44 валика, действует в качестве дозирующего устройства, которое перемещает предварительно заданное количество сухих чернил 15 из бункера 45 и на поверхность 2. Валик 46 также может иметь поверхность 44 валика, которая включает мелкие иглы. Также могут быть применены вращающиеся или колеблющиеся валики. Устройство для удаления материала, которое может представлять собой качающуюся или вращающуюся щетку 48, также может быть использовано в некоторых вариантах применения вместе с одной или несколькими вращающимися или вибрирующими сетками 49, которые могут колебаться или вращаться в различных направлениях.
Скребок-лопатка 47 может быть жесткой или гибкой, и может иметь кромку, которая согласована со структурой поверхности валика. Вибрирующие или вращающиеся сетки 49 также могут быть выполнены таким образом, чтобы они разбрасывали сухие чернила 15 предварительно заданным путем, и они могут быть объединены с одним из нескольких сит, которые могут быть использованы для просеивания частиц перед тем, как они наносятся в виде слоя. Вращение валика, положение скребка-лопатки и скорость перемещения поверхности, которая предназначена для нанесения покрытия из сухих чернил, могут быть использованы для регулирования толщины слоя.
Жидкие бесцветные чернила 11 и сухие чернила с пигментами 12 и расплавленные частицы 13 меламина в этом варианте исполнения нагреваются и стабилизируются, когда они перемещаются предпочтительно под горячей ИК-лампой 23, которая предпочтительно размещена после цифровой головки 30' для нанесения капель по направлению подачи.
Устройство 28 для удаления сухих чернил, которое в этом варианте исполнения основано на потоках воздуха и вакууме, удаляет пигменты 12 и частицы 13 меламина, которые не смочены и не связаны рисунком BP связующего материала, и создается совершенная цветная печать Р. Устройство для удаления сухих чернил может быть размещено после ИК-ламп 23 или между ИК-лампами и рассыпающим устройством 27. Эта технологическая стадия может быть повторена, и второе рассыпающее устройство 27, которое включает еще один цвет, может наносить второй цвет на рисунок связующего материала, который может быть нанесен той же печатающей головкой или новой печатающей головкой, которая используется во втором цикле формирования печати. Удаленные высушенные пигменты и частицы меламина могут быть пропущены через сито или фильтр, и они могут быть возвращены в оборот и опять использованы повторно несколько раз.
Панель 1 с поверхностью 2 предпочтительно размещают по существу горизонтально под цифровой головкой 30' для нанесения капель, устройством 27 для нанесения сухих чернил и устройством 28 для удаления сухих чернил, с использованием одного или нескольких конвейеров 21. Очевидно, что в альтернативном варианте цифровая головка 30' для нанесения капель, устройство 27 для нанесения сухих чернил и устройство 28 для удаления сухих чернил могут перемещаться над панелью 1 во время BAP-печати.
Сухие чернила, в дополнение к пигментам и частицам меламина, также могут включать износостойкие частицы, такие как мелкие частицы оксида алюминия, и волокна, предпочтительно древесные волокна, которые предпочтительно могут включать отбеленные прозрачные или полупрозрачные волокна или состоять из них. Такие сухие чернила могут быть использованы для создания сплошной печати из пигментов, которые позиционированы вертикально друг над другом, со связующими материалами и износостойкими частицами выше и ниже пигментов. Мелкие капли бесцветных чернил в результате капиллярных взаимодействий и сочетания поверхностного натяжения и адгезионных сил могут просачиваться в сухие чернила и связывать бóльшие количества сухих чернил, нежели при применении традиционных чернил, где пигменты наносятся на поверхность в виде мелких капель.
Один предпочтительный вариант исполнения BAP-печати отличается тем, что протяженность окрашивающих материалов по вертикали превышает протяженность по вертикали капель бесцветных чернил. Еще один предпочтительный вариант исполнения отличается тем, что нанесенные в цифровой форме капли бесцветных чернил просачиваются вниз и вверх от поверхности после нанесения. Очень износостойкая печать может быть получена способом печати, предусматривающим бесцветные чернила и сухие чернила с износостойкими частицами, предпочтительно введенными в сухие чернила.
Несколько слоев печати могут быть позиционированы друг поверх друга, и это может быть использовано для дополнительного повышения износоустойчивости и для создания трехмерных (3D) декоративных эффектов.
Для нанесения и/или для удаления несвязанных частиц порошка могут быть использованы статическое электричество или ультразвук. Воздушные потоки и вакуум, которые выдувают и/или засасывают частицы, предпочтительно могут быть объединены со щетками. Как правило, все способы сухой и мокрой обработки, которые применяются для удаления пыли, могут быть использованы по отдельности или в разнообразных комбинациях для удаления несвязанных частей сухих чернил. Однако предпочтительными являются способы сухой и неконтактной обработки.
Регулируемое полное или частичное удаление несвязанных частиц сухих чернил является существенным для высококачественной печати с предварительно заданным декоративным изображением. Также могут быть применены усовершенствованные системы удаления, которые удаляют только окрашивающие материалы, например, цветные пигменты, тогда как существенная часть прозрачных частиц меламинового порошка может оставаться на поверхности. Это может быть выполнено, например, двухстадийным нанесением, где первый слой включает только меламиновую смолу или частицы, которые наносятся на поверхность перед нанесением бесцветных чернил с окрашивающими материалами. Этот первый слой предпочтительно является стабилизированным. Он может быть напылен с водой и высушен, например, ИК-излучением или горячим воздухом. Этот отдельный связующий слой, который предпочтительно включает меламин, в некоторых вариантах применения может быть заменен, например, предварительно импрегнированной бумагой, которая в некоторых вариантах применения может быть использована в качестве поверхностного слоя 2, и только неимпрегнированная бумага с основным цветом или без него может быть применена в качестве поверхности 2 для цикла формирования печати.
Содержание влаги в поверхностном слое должно быть точно отрегулировано, чтобы облегчить удаление несвязанных частиц порошка. Предпочтительно содержание влаги составляет ниже 8%, или даже более предпочтительно не превышает 6%. Поверхностный слой 2 может быть высушен, например, ИК-лампами перед нанесением бесцветных чернил. Может быть добавлено специальное химическое вещество, чтобы закрыть поверхность 2 или верхнюю часть связанных окрашивающих материалов для создания покровного или отделяемого слоя, который может предотвращать прилипание окрашивающих материалов к конкретным участкам поверхностного слоя, где бесцветные чернила не нанесены.
Панель 1 напольного покрытия, как правило, включает нижний стабилизирующий слой 4 из ламината, полимерных пленок, покрытой бумаги или подобного материала. Такой стабилизирующий слой (балансир) также может быть нанесен в виде сухой смеси из меламинового порошка и древесных волокон, которые стабилизированы влагой и тепловой обработкой перед прессованием. В смесь порошков могут быть включены пигменты для создания основного цвета. Стабилизирующий слой также может включать только меламиновый порошок или жидкую меламиновую смолу, которую наносят непосредственно на заднюю сторону основы 3, и никакие бумага или древесные волокна не требуются для выравнивания поверхностного слоя. Содержание меламина в поверхностном слое предпочтительно является более высоким, чем в стабилизирующем слое. Задняя сторона панели весьма пригодна для размещения конкретной информации, адресованной монтажнику напольного покрытия или конечному потребителю. Для создания цифрового рисунка или текста на стабилизирующем слое могут быть применены традиционная цифровая печать или BAP-печать. Могут быть размещены инструкции по монтажу и техническому уходу, логотипы, инструкции других типов, рисунки и информация, и могут заменять информацию, которая обычно размещается на упаковке или в специальных отдельных инструкциях. Цифровая печать и, в частности, BAP-печать, могут быть очень экономичными, поскольку только одного нанесенного в цифровой форме цвета обычно достаточно в дополнение к основному цвету. Защитный слой также может иметь цифровую печать, которая является только декоративной.
Фигуры 3а-3d показывают один вариант осуществления изобретения, который основывается на втором принципе, где в первой стадии на поверхность 2 наносят сухие чернила 15, включающие окрашивающие материалы 7 и, предпочтительно, также связующий материал, который может представлять собой меламин 13. После этого в качестве второй стадии выполняют цифровую печать, сформированную цифровой головкой для нанесения капель, которая наносит на сухие чернила рисунок BP из бесцветных чернил посредством бесцветных чернил. Главное различие между первым и вторым принципами состоит в последовательности нанесения бесцветных чернил и сухих чернил. Согласно первому принципу, бесцветные чернила 15 наносят в первой стадии, тогда как согласно второму принципу бесцветные чернила 15 наносят во второй стадии. Первый принцип ниже называется BUP-печатью, «связующий материал под порошком», и второй принцип называется BOP-печатью, «связующий материал на порошке». Цифровая печать BUP и BOP может представлять собой прямую печать или переводную печать, как было описано выше.
Эти два принципа BUP и BOP могут создавать различные изображения с различной интенсивностью цветов. Капли 11 бесцветных чернил, будучи нанесенными согласно первому BUP-принципу, будут формировать чернильные точки, когда они сталкиваются с поверхностью, и такие чернильные точки будут покрывать гораздо более обширную площадь, чем диаметр капель. Только часть жидкого вещества из чернильных точек будет просачиваться с поверхности и в сухие чернила. Когда капли бесцветных чернил наносятся согласно второму BOP-принципу, они будут сначала просачиваться в частицы сухих чернил, которые будут связываться друг с другом с образованием скоплений мелких частиц, и небольшая часть капель жидких бесцветных чернил будет достигать поверхности 2, где мелкие кластеры будут связаны с поверхностью. Такое нанесение может быть использовано в некоторых вариантах применения для предотвращения растекания, где поверхность имеет открытую структуру, которая распределяет жидкое вещество. Следует упомянуть, что растекание не всегда является недостатком, поскольку оно может быть использовано для создания декоративных эффектов. Нанесение сухих чернил должно точно контролироваться, когда используют BOP-принцип, и максимальная толщина слоя сухих чернил должна быть согласована с размером капель и интенсивностью формирования капель так, чтобы бесцветные чернила просачивались через слой сухих чернил и достигали поверхности. Толщина слоя сухих чернил предпочтительно не должна превышать максимального уровня просачивания капель в сухие чернила.
Толщина слоя сухих чернил может в значительной мере варьироваться, когда используют первый BUP-принцип, поскольку избыток несвязанных частиц сверх уровня просачивания нанесенных на поверхность капель бесцветных чернил будет автоматически удаляться, и жидкое вещество на верхней части частиц сухих чернил может быть высушено. Толщина слоя сухих чернил может быть большей или меньшей, чем уровень просачивания капель бесцветных чернил, когда применяют BUP-принцип. Это создает возможность использования комбинаций интенсивности формирования капель бесцветных чернил и протяженности сухих чернил по вертикали для образования вариаций цвета.
Оба принципа имеют преимущества и недостатки в зависимости от варианта применения.
Бесцветные чернила 11 даже в этом варианте исполнения могут включать воду, которая, когда наносят расплавы, например, меламиновых частиц 13, смешивалась с пигментами 12 или частицами меламина, нанесенными под пигментами. Связующий материал соединяет некоторые пигменты, которые формируют такой же рисунок, как рисунок BP связующего материала, тогда как другие несвязанные пигменты удаляются. Фигура 3а показывает сухие чернила 15, включающие смесь меламинового порошка 13 и пигментов 12, рассыпанных на поверхность 2. Фигура 3b показывает нанесенный в цифровой форме рисунок BP из бесцветных чернил, нанесенный на сухие чернила. Фигура 3с показывает, что были удалены несвязанные пигменты, которые и в этом предпочтительном варианте исполнения также представляют собой частицы 13 меламина. Фигура 3d показывает устройство 40 для BAP-печати, включающее рассыпающее устройство 27 и устройство 36 для нанесения бесцветных чернил, ИК-печь 23 и устройство 28 для удаления сухих чернил, действующее с помощью потока воздуха и вакуума.
Первый и второй принципы могут быть объединены. Бесцветные чернила 11 могут быть нанесены до и после нанесения сухих чернил 15, и это может быть использовано для связывания более толстого слоя окрашивающих материалов и для создания сплошной печати с большой протяженностью по вертикали и высокой износостойкостью. Установка для печати связующего материала может включать устройства для печати с нанесением связующего материала, которые наносят сухие и бесцветные чернила согласно первому и второму принципам.
Фигуры 4а-4d показывают варианты осуществления изобретения, которые основываются на третьем принципе, где связывание сухих чернил 15 выполняется регулируемым в цифровой форме нагреванием, которое активирует термочувствительную смолу и связывает сухие чернила 15 с поверхностью 2 таким образом, что формируется цифровая печать Р, когда частицы несвязанных сухих чернил удаляются. Сухие чернила 15, включающие окрашивающие материалы 7, предпочтительно пигменты 12, могут быть нанесены на поверхность 2 в первой стадии, как показано на фигуре 4а. После этого способами сухого связывания создают в цифровой форме рисунок BP связующего материала, или изображение, и после этого несвязанные окрашивающие материалы 7 удаляют, как показано на фигуре 4с. Может быть применено несколько способов. Фигура 4d показывает лазерный пучок 29, который расплавляет или отверждает связующий материал, например, термореактивную или термопластичную смолу 13, которая может быть смешана с бесцветными чернилами или введена в поверхность 2. Сухие чернила также могут быть электростатически связаны с поверхностью действием лазерного пучка. Созданная в цифровой форме печать Р получается, когда удаляются несвязанные или неприсоединенные окрашивающие материалы. Лазерный пучок может быть использован для создания рисунка связующего материала при нагревании или электростатически до и/или после нанесения окрашивающих материалов согласно описанным выше первому и второму принципам для нанесения бесцветных чернил.
Фигура 4d показывает устройство 40 для печати связующего материала, включающее устройство 27 для нанесения сухих чернил, лазер 29 и устройство 28 для удаления сухих чернил, основанное на потоке воздуха и вакууме. Лазер 29 может быть заменен нагревательными лампами, которые могут быть применены для создания изображений, которые включают, например, довольно обширные участки одинакового цвета, как в некоторых структурах камня, или основные цвета в структурах древесных волокон.
Фигура 4d также показывает, что устройство 26 для термического связывания с нагревательными печатающими головками 80, включающими несколько маленьких нагревательных элементов, может быть использовано для создания печати высокого разрешения способами сухого связывания. Нагревательная печатающая головка 80 может непосредственно подводить тепло, которое связывает частицы сухих чернил 15, предпочтительно содержащие пигменты 12 и термочувствительную смолу. Нагревательная печатающая головка 80 также может косвенно подводить тепло путем нагревания теплопередающей пленки 81, которая может контактировать с нагревательной печатающей головкой 80 и частицами сухих чернил 15. Теплопередающая пленка 81 может представлять собой медную или алюминиевую фольгу, и может включать отдельные мелкие элементы с высокой теплопроводностью, например, элементы, выполненные из меди или алюминия, которые встроены в теплоизолирующий носитель, который предотвращает распространение тепла между отдельными элементами. Теплопередающая пленка 81 может быть использована для повышения производительности печати. Тепловой импульс от нагревательной печатающей головки будет нагревать участок пленки, и тепло будет поддерживаться, когда пленка следует за поверхностью и переносит тепло на частицы сухих чернил.
Даже стандартная лазерная система, основанная на вышеописанном ударном методе, может быть использована для нанесения цифровой печати, частично или полностью, на строительную панель, или в комбинации с описанными выше способами печати с нанесением связующего материала.
Все вышеописанные принципы могут быть частично или полностью объединены, и технологическая линия может включать несколько устройств цифровой печати для нанесения связующего материала согласно первому, второму или третьему принципам.
Фигуры 5а-5h схематически показывают виды сбоку нанесения двух различных цветов согласно первому BUP-принципу. Первый связующий материал, или точку бесцветных чернил 11а, которые в этом варианте исполнения включают по существу воду, наносят с использованием термической цифровой чернильной головки для нанесения капель на поверхность 2, которая может представлять собой стабилизированный слой порошка или бумагу, как показано на фигуре 5а. Струи 50 из головки наносят капли бесцветных чернил 11 из сопел 54, когда нагреватель 59 создает пузырьки 60 в чернильной камере 52 так, что капли бесцветных чернил 11 образуют жидкостные точки 11а, когда они сталкиваются с поверхностью 2. Цифровая головка для нанесения капель также может представлять собой пьезоголовку, и бесцветные чернила на водной основе также могут включать вещество для повышения вязкости. Бесцветные чернила на водной основе могут включать гликоль или глицерин.
Первый слой сухих чернил, включающих цветные пигменты 12а и сухие частицы связующего материала, в этом предпочтительном варианте исполнения частицы 13а меламина, наносят на поверхность 2 и на точки 11а жидких бесцветных чернил, как показано на фигуре 5b. Частицы 13а меламина, которые контактируют с влажными каплями на водной основе, будут расплавляться. Первая ИК-лампа 23а может быть применена для высушивания влажного меламина и для связывания пигментов с поверхностью, как показано на фигуре 5с, и после этого несвязанные частицы меламина и пигментов удаляются так, что получается пигментное изображение, или декор 12а, который соответствует нанесенному рисунку связующего материала, сформированному каплями 11а бесцветных чернил, как показано на фигуре 5d. Фигуры 5е-5h показывают, что такое же нанесение может быть повторено с новым нанесением сухих чернил, включающих пигменты 12b, имеющие еще один цвет, и смешанных с частицами 13b меламина, и нового рисунка 11b связующего материала, таким образом, что получается двухцветное изображение из окрашивающих материалов или цветных пигментов 12а, 12b двух типов, связанных с двумя рисунками из бесцветных чернил 11а, 11b, как показано на фигуре 5h.
Фигура 6а показывает один вариант исполнения, где установка 40 цифровой BAP-печати включает устройство 36 для цифрового нанесения бесцветных чернил, устройство 27 для нанесения сухих чернил, устройство 23 для ИК-высушивания или отверждения, и вакуумное устройство 28 для удаления сухих чернил. Установка 40 BAP-печати в этом предпочтительном варианте исполнения объединена со стандартным струйным принтером 35. Способ BAP-печати может быть использован в этой комбинации для создания основной части цифровой печати, тогда как некоторые части конечной печати могут быть созданы с помощью стандартного струйного принтера. Это может значительно сократить стоимость чернил, поскольку, например, экономически благоприятным BAP-способом, где через цифровую головку для нанесения капель не должны проходить никакие пигменты, может быть нанесено, например, 90% пигментов, которые требуются для создания полностью пропечатанного цифрового декора или рисунка. Напольные покрытия на порошковой основе в особенности пригодны для этого комбинированного способа. Первый основной цвет может быть создан порошковым слоем 2а. Второй цветной рисунок может быть нанесен установкой BAP-печати, и третий цвет может быть нанесен традиционным устройством для цифровой печати. Стабилизация второго цвета не требуется, поскольку никакие дополнительные сухие окрашивающие материалы не будут наноситься и удаляться. Этот вариант исполнения отличается тем, что трехцветное изображение формируют основным цветом, предпочтительно предусмотренным в порошке или в бумажном слое, сухими окрашивающими материалами и жидкими чернилами. Печатающие головки одного и того же типа могут быть применены для нанесения бесцветных чернил и стандартных жидких чернил.
Стандартный цифровой принтер может быть использован для нанесения бесцветных чернил, которые применяются в качестве связующего материала для сухих чернил, и традиционных жидких чернил, включающих окрашивающие материалы. Один или несколько чернильных каналов, например, могут быть заполнены бесцветными чернилами, которые имеют иные характеристики высыхания и/или связывания, чем другие каналы, включающие традиционные чернила на пигментной основе. Капли бесцветных чернил могут быть влажными, когда капли на пигментной основе уже высохли. Бесцветные чернила могут быть использованы для нанесения окрашивающих материалов, которые образуют основные части цвета цифровой печати.
Фигура 6b показывает установку 40 для напечатания связующего материала и порошка, где сухие чернила 15, включающие, например, смесь пигментов 12 и меламинового порошка 13, наносят с помощью рассыпающего устройства 27, включающего предпочтительно рельефный валик 22 и предпочтительно колеблющуюся щетку 42. Несвязанные окрашивающие материалы, например, пигменты и частицы меламина, удаляются устройством 28 для удаления сухих чернил, которое возвращает смесь 12, 13 или бесцветные чернила в рассыпающее устройство 27 для повторного использования. С помощью воздушного потока может быть создано пылевое облачко из пигмента/меламина, и с поверхностью 2 будут связываться только пигменты и меламиновый порошок, которые контактируют с влажным связующим материалом 11.
Фигура 6с представляет вид в разрезе панели 1 напольного покрытия, и показывает, что способ BAP-печати особенно пригоден для нанесения цифровой BAP-печати на панель напольного покрытия с поверхностью 2 на бумажной основе или на порошковой основе, и с механической замковой системой, включающей планку 6 со стопорным элементом 8 на одном краю, который сопрягается со стопорной выемкой 14 в смежной кромке еще одной панели, для горизонтального фиксирования смежных кромок, и шпунт 10 на одной кромке, который взаимодействует с пазом 9 для шпунта на еще одной кромке для вертикального фиксирования панелей. Такие панели напольного покрытия, как правило, имеют высококачественные тисненые декоры под древесину или камень, которые требуют больших количеств разнообразных цветных пигментов, и декор, который должен быть точно позиционирован относительно тисненых структур и кромок панелей, где сформирована механическая замковая система. Как правило, декор должен быть согласован с краевой частью поверхностной области, которую удаляют, когда формируют замковые системы. Фигура 6с показывает рисунок древесных волокон с первой S1 и второй S2 поверхностной областью, имеющими различные цвета. Вторая поверхностная область S2, которая в этом варианте исполнения является протяженной главным образом по направлению L длины панели напольного покрытия, нанесена на базовый слой 2, включающий первую поверхностную область S1.
Фигура 6d показывает устройство 28 для удаления сухих чернил, которое в этом варианте исполнения основывается на потоках воздуха и вакууме, которые выдувают и засасывают частицы. Один или несколько фасонных патрубков 41 для вакуумного всасывания с отверстиями, которые перекрывают слой нанесенных сухих чернил по всей ширине, могут быть использованы для удаления по существу всех несвязанных частиц 11 сухих чернил. Один или несколько воздушных ракелей 42, которые также покрывают всю ширину, могут подавать сжатый воздух на оставшиеся несвязанные частицы так, чтобы они отделялись от поверхности 2 панели и выдувались в фасонный патрубок для вакуумного всасывания. Главное преимущество этого комбинированного способа состоит в том, что высокое давление воздуха является более действенным и создает более сильный воздушный поток, чем вакуум. Этот способ может быть использован для удаления по существу всех видимых частиц сухих чернил с шероховатых поверхностей, таких как поверхность стабилизированного порошка и шероховатые поверхности бумаги. Могут быть удалены даже очень мелкие частицы, например, тонкозернистые пигменты или очень мелкие древесные волокна. Для повторного использования сухих чернил может быть применен двухстадийный процесс. Первое удаление выполняют с использованием устройства для удаления сухих чернил, которое включает только устройство для вакуумного всасывания, и которое удаляет все совсем свободно расположенные частицы, которые могут составлять около 90% или более несвязанных частиц сухих чернил. Такие частицы, как правило, являются очень чистыми и могут быть использованы повторно. Второе комбинированное устройство 28 для удаления сухих чернил, основанное на вакууме и давлении воздуха, как показано на фигуре 6d, может быть использовано для удаления оставшихся частиц, которые могут содержать некоторые частицы из поверхности 2 на порошковой основе, или из предыдущего нанесения еще одного цвета. Такие частицы могут быть непригодными для повторного использования.
Все вышеописанные способы могут быть частично или полностью объединены.
Фигуры 7а-7с описывают нанесение и удаление окрашивающих материалов 64, имеющих различные размеры, и то, как сплошная печать Р может быть сформирована спрессовыванием друг с другом частиц сухих чернил 11.
В некоторых вариантах применения нанесение и удаление окрашивающих материалов являются важными для высококачественного изображения. В некоторых других вариантах применения может быть благоприятным, если некоторые окрашивающие материалы остаются на поверхности, поскольку это может быть использовано для создания более реалистичной имитации, например, рисунков древесной структуры, где поверхность дерева почти всегда имеет некоторые мелкие дефекты и цветные пятна, которые распределены беспорядочно. Мелкие частицы также трудно разглядеть, и они во многих вариантах применения не будут искажать общее впечатление от декора, в особенности, если они не нанесены в виде растрового рисунка.
Фигура 7а показывает, что очень мелкие частицы с размером 10-20 микрон (мкм) и меньше могут проявлять тенденцию прилипать к поверхности 2, которая, например, может представлять собой поверхность непокрытой бумаги, включающей древесные волокна 61 с довольно грубой структурой волокон. Фигура 7а также показывает подвергнутую прессованию часть А и неспрессованную часть В поверхности 2 панели. Капли бесцветных чернил нанесены в виде растрового рисунка R1-R4. Не подвергнутая прессованию часть В показывает пигменты 12а, которые после удаления сухих чернил связаны с бесцветными чернилами, и другие пигменты 12b, которые не связаны бесцветными чернилами, но которые все еще присоединены, например, к поверхности бумаги после удаления вследствие трения или статического электричества. Подвергнутая прессованию часть А показывает пигменты 12с, которые постоянно связаны с поверхностью 2 под давлением и при нагревании. Пигменты 12с, которые были нанесены один поверх другого, спрессованы с образованием плоской и сплошной печати Р с перекрывающими пигментами. BAP-печать создает возможность создавать печать, которая соответствует практически неограниченному разрешению с использованием довольно низкого разрешения, например, 300 DPI, когда наносят бесцветные чернила 11. Такой напечатанный рисунок может быть практически идентичен структуре древесных волокон в реальной структуре древесины, или рисунку камня в реальном камне, где узоры образованы различными натуральными волокнами или кристаллическими структурами.
Фигура 7b показывает, что проблема налипания может быть разрешена с помощью сухих чернил, которые включают окрашивающие материалы 7, которые являются более крупнозернистыми, чем, например, стандартные пигменты 12. Окрашивающие материалы имеют размеры предпочтительно в диапазоне 30-100 микрон (мкм). В некоторых вариантах применения, в зависимости от декора, могут быть использованы окрашивающие материалы с размером до 300 микрон (мкм) или более. Такие окрашивающие материалы со сравнительно крупными макрочастицами 64 могут быть сформированы многими различными путями. Согласно одному предпочтительному варианту исполнения, макроразмерные окрашивающие материалы 64 включают пигменты 12, присоединенные к телу 66 частицы. Тело частицы в этом предпочтительном варианте исполнения представляет собой полученную распылительной сушкой меламиновую частицу 13. Такие макрочастицы 64 окрашивающих материалов с размером, превышающим 20 микрон (мкм), гораздо проще рассыпать и удалять, чем мелкие пигменты с размером в несколько микрон или мельче. Основное преимущество состоит в том, что пигменты налипают на некоторые части тела 66 частицы - на нижнюю 66а и верхнюю 66b части - как показано на фигуре 7с, которая представляет вид сбоку макроразмерного окрашивающего материала 64, показанного сверху на фигуре 7b. Капля 57 жидких бесцветных чернил 11 связывает макрочастицу 64 окрашивающего материала, включающую некоторые пигменты 12. Пигменты 12 позиционированы по вертикали один над другим на противоположных сторонах тела 66 частицы, и такой вариант исполнения может обеспечивать более глубокую печать с повышенными интенсивностью цвета и износостойкостью. Еще одно преимущество заключается в том, что маленькая капля 57 бесцветных чернил может быть использована для связывания больших количеств окрашивающих материалов или пигментов, которые фактически могут иметь массу или размер, превышающие массу или размер точек бесцветных чернил, нанесенных в виде капель из цифровой головки 30' для нанесения капель. Большое количество пигмента или окрашивающих материалов может быть связано этим путем довольно мелкими каплями бесцветных чернил. Например, один грамм бесцветных чернил может связать 1-5 граммов окрашивающих материалов. Это является основным отличием сравнительно с традиционной цифровой печатью, где жидкие чернила обычно включают только 20% пигментов, и капля чернил содержит всегда меньшее количество окрашивающих материалов, чем сама капля чернил. Как правило, должны быть нанесены около 5 граммов стандартных пигментированных чернил, чтобы нанести 1 грамм пигментов на поверхность.
Фигуры 8а-8h показывают предпочтительные варианты исполнения макрочастиц 64 окрашивающих материалов. Такие частицы могут включать или состоять из нескольких индивидуальных частиц 69 окрашивающих материалов, которые могут быть соединены друг с другом с образованием макрочастиц 64 окрашивающих материалов, имеющих конкретный цвет. Макрочастицы 64 окрашивающих материалов также могут быть получены комбинацией нескольких материалов и химических веществ, имеющих тело 66 частицы и пигменты, включенные в тело 66 частицы или присоединенные к поверхности тела частицы. Фигура 8а показывает один вариант исполнения, предусматривающий несколько индивидуальных окрашивающих материалов 69, например, пигментов 12, которые соединены между собой связующим материалом, и которые образуют макрочастицу 64 окрашивающих материалов. Такие макроразмерные окрашивающие материалы могут быть получены смешением, например, пигментов 12 с жидкой термореактивной смолой, например, меламином. Смесь высушивают, размалывают и просеивают с образованием макроразмерных окрашивающих материалов, включающих пигментные кластеры с предварительно заданным размером.
Фигура 8b показывает макрочастицу 64 окрашивающего материала, имеющую тело 66 частицы из полученной распылительной сушкой термореактивной или термопластичной смолы, которая включает пигменты 12а, 12b в теле 66 частицы и на ее поверхности. Пигменты могут быть различных цветов. Окрашивающий материал в теле 66 частицы также может представлять собой краситель. Для получения таких частиц может быть использовано смешение, например, жидкой термореактивной смолы, например, меламина, с пигментами или красителями перед распылительной сушкой. Пигмент на поверхности также может быть присоединен смешением пигментов с полученными распылительной сушкой частицами. Пигменты будут прилипать к поверхности тела частицы, образованной распылительной сушкой. Прочность сцепления может быть увеличена, если смешение выполняют при повышенной влажности или нагревании, в частности, когда тело частицы включает меламин. Частицы на основе меламина могут быть нагреты в конечной стадии, где пигменты будут прочно связаны с телом. Уровень отверждения частиц меламина может быть повышен, и это будет предотвращать растекание пигментов во время конечного прессования и отверждения пропечатанной поверхности. Макрочастицы 64 окрашивающих материалов предпочтительно имеют диаметр около 30-100 микрон (мкм), и содержание пигмента может составлять 10-50% от общего веса. Смола может представлять собой меламин или полиакрилат. Связующий материал также может быть добавлен к смеси, чтобы усилить связывание между пигментами и телом частицы.
Фигура 8с показывает макрочастицу 64 окрашивающего материала, включающую тело 66 частицы из термореактивной или термопластичной смолы с цветным пигментом 12 в теле 66 частицы.
Фигура 8d показывает, что, например, макрочастицы 64 окрашивающего материала могут представлять собой минеральные частицы, которые имеют натуральные цвета. Могут быть применены песок или порошок из камня, или минералы разнообразных типов, например, производные кислорода, кремния, алюминия, железа, магния, кальция, натрия, калия, и стеклянный порошок. Предпочтительным материалом в некоторых вариантах применения, который предназначен для имитации камня, является песок, который представляет собой гранулированный материал природного происхождения, составленный мелко раздробленной скальной породой и минеральными частицами. Состав и цвет песка являются в высшей степени переменными в зависимости от местных источников скальных пород и условий, но наиболее распространенные типы песка включают кремнезем (диоксид кремния, или SiО2), обычно в форме кварца.
Предпочтительным вариантом исполнения является оксид 63 алюминия, который весьма пригоден для связывания и покрытия с меламиновой смолой.
Минеральные частицы и, в частности, окрашенные стеклянные частицы, включающие пигменты, подобные глазуровочному порошку, применяемому в производстве плиток, очень пригодны для BAP-печати на плитках, но также могут быть использованы в других вариантах применения BAP. BAP-печать может быть нанесена на корпус, включающий базовый слой глазури с основным цветом. Такой базовый слой глазури может быть подвергнут предварительному прессованию или нанесен во влажной форме и высушен. BAP-печать во время обжига плитки может вплавляться в базовый слой глазури. Поверх BAP-печати также может быть нанесен прозрачный слой глазури. Связующий материал может быть нанесен на базовый слой глазури, на окрашенные стеклянные частицы или в сухие чернила так, что связывание при нанесении может быть получено воздействием на бесцветные или сухие чернила, например, ИК-излучения или горячего воздуха.
Фигура 8е показывает, что по существу все минералы, например, такие как частицы 63 оксида алюминия, могут быть покрыты термореактивной или термопластичной смолой, например, меламином 13. Смола может быть использована для связывания цветных пигментов 12 с телом 66 частицы. Такие макроразмерные окрашивающие материалы 64 очень легко наносятся на поверхность и удаляются с нее, и они могут обеспечивать очень износостойкую печать с пигментами, нанесенными на верхние части и нижние части тела 66 частицы. Предпочтительный средний размер макроразмерных окрашивающих материалов на минеральной основе составляет около 100 микрон (мкм). Частицы этого размера могут быть использованы для создания износостойкой печати с глубиной частиц 100 микрон (мкм). Содержание связующего материала предпочтительно составляет 10-30%, и содержание пигмента предпочтительно составляет 5-25% от совокупного веса макрочастицы 64 окрашивающего материала.
Минеральные частицы, включающие тело 66 частицы оксида алюминия, покрытое пигментами и меламиновой смолой, в особенности пригодны для применения в качестве сухих чернил, когда связывание выполняется с помощью нагревательной печатающей головки 80. Частицы оксида алюминия имеют высокую теплопроводность, и меламиновая смола может быть связана нагреванием при температуре около 100 градусов Цельсия.
Фигура 8f показывает, что макрочастицы 64 окрашивающих материалов могут включать натуральные волокна, например, древесные волокна 61. Пигменты не требуются, поскольку волокна могут иметь естественные цвета. Могут быть применены волокна многообразных сортов древесины, например, из мягкой древесины, такой как сосна и ель, и из твердой древесины, такой как ясень, бук, береза и дуб. Цвета могут быть модифицированы термической обработкой. Могут быть использованы даже частицы пробки. Такие натуральные окрашивающие материалы могут быть покрыты связующим материалом, предпочтительно термопластичной или термореактивной смолой, например, меламином. Покрытие может быть использовано для улучшения характеристик рассыпания и/или в качестве связующего материала для связывания макроразмерного окрашивающего материала с поверхностью и рисунком связующего материала, созданным из бесцветных чернил.
Фигуры 8g и 8h показывают макрочастицы 64 окрашивающих материалов, включающие древесные волокна 61 и древесные стружки 62, которые были покрыты смолой и пигментами 12.
Макроразмерные окрашивающие материалы на основе волокон могут быть применены для создания почти идентичной имитации древесины. Древесные волокна, имеющие различные цвета, образуют рисунок древесной структуры, как в реальной деревянной доске. Способ BAP-печати обеспечивает возможность того, что одни и те же принципы могут быть применены с различными волокнами, которые фактически образуют структуру древесных волокон, и без мелких чернильных капель, размещенных в виде растра. Это показано на фигуре 6с. Панель 1 имеет поверхность с декором древесных волокон, включающим первую поверхностную область S1, которая сформирована базовым слоем 2, включающим древесные волокна 61а, имеющие первый цвет. Вторая поверхностная область S2 сформирована древесными волокнами 61b, имеющими второй цвет. Древесные волокна, имеющие второй цвет, наносятся на базовый слой и связываются с ним. Базовый слой предпочтительно является непрерывным. Вторая поверхностная область S2 предпочтительно покрывает часть первой поверхностной области S1. Базовый слой 2 может представлять собой порошок, смешанный с термореактивной смолой, окрашенную бумагу или окрашенную сердцевину на древесной основе. Волокна в двух поверхностных областях S1, S2 предпочтительно имеют различные средние размеры. Волокна во второй поверхностной области S2 предпочтительно является меньшими, чем волокна в первой поверхностной области S1. Вторые поверхностные области S2 предпочтительно включают рисунок с длиной L, которая превышает ширину W.
Нанесение покрытия из смол может быть использовано для связывания пигментов с телом частицы и для связывания макрочастицы окрашивающего материала бесцветными чернилами с поверхностью. Нанесение покрытия может быть выполнено в несколько стадий с промежуточным высушиванием и отверждением смолы. Предпочтительно, чтобы первое нанесение, высушивание и отверждение покрытия из термореактивной смолы, например, из меламиновой смолы, выполнялось при более высокой температуре, чем второе нанесение покрытия. Первое отверждение может быть проведено так, что меламиновая смола отверждается по существу до С-стадии, где меламин не будет плыть во время операции конечного прессования, и это будет устранять растекание пигментов. Второе нанесение покрытия предпочтительно проводят с отверждением до В-стадии, где меламин может сплавляться с сухими чернилами. Частицы сухих чернил могут быть получены из древесных волокон 61, которые смешаны с пигментами и меламиновой смолой, и после этого их подвергают прессованию при повышенной температуре так, что меламиновая смола отверждается. Подвергнутая прессованию смесь может быть размолота на мелкие частицы и покрыта жидкой меламиновой смолой и высушена так, что наружное меламиновое покрытие находится в состоянии В-стадии. Слой связующего материала может быть нанесен между пигментами и телом частицы и на пигменты так, что они полностью покрыты слоем связующего материала. Несколько слоев пигментов различного цвета могут быть связаны с телом частицы макроразмерного окрашивающего материала.
Сухие чернила могут включать смесь макрочастиц окрашивающих материалов нескольких различных типов, например, меламин/минералы, меламин/волокна, волокна/минералы, и т.д., и структура и размер макроразмерных окрашивающих материалов могут быть использованы для создания специальных декоров.
Нанесение покрытия на тело 66 частицы предпочтительно выполняют в несколько стадий, где, например, частицы, такие как волокна или минералы, в первой стадии смешивают со смолой, предпочтительно высушенным при распылении меламином, и пигментами. Эта смесь может быть нанесена в качестве довольно тонкого слоя, с толщиной, например, 1-3 мм, на конвейер. В качестве третьей стадии, смесь обрызгивают водой и высушивают горячим воздухом или ИК-лампой. Тело частицы, в этом варианте исполнения волокна или минерала, покрывают и импрегнируют влажным меламином, и пигменты связываются с телом частицы. Малая толщина слоя делает возможным высушивание слоя в течение короткого времени сушки, например, одной минуты, и смола все еще может быть в полуотвежденном состоянии В-стадии. Сухую смесь удаляют с конвейера, например, соскабливанием, и сухие хлопья размалывают и просеивают до частиц с предварительно заданными размерами. Полученные распылительной сушкой частицы меламина и вода могут быть заменены влажным связующим материалом, например, влажным меламином, который может быть напылен на смесь, включающую пигменты и частицы, которые образуют тело 66 частицы.
Пигменты также могут быть связаны с телом 66 частицы с помощью связующего материала, который включает акриловые эмульсии на водной основе.
Макроразмерные окрашивающие материалы могут создавать печать, которая очень подобна оригинальной структуре древесина или камня, в особенности, когда используются волокна для имитации рисунка древесных волокон, и минералы применяются для имитации структуры камня. Для нанесения бесцветных чернил на поверхность могут быть применены стандартные способы ротационной глубокой печати с печатным цилиндром. Сухие чернила, включающие макрочастицы окрашивающих материалов, могут быть нанесены на бесцветные чернила, и несвязанные частицы могут быть удалены согласно описанным выше принципам BAP-печати. Такой способ печати может быть использован для создания совершенной печати, включающей структуру, которую невозможно создать с использованием традиционных чернил.
Макроразмерные окрашивающие материалы могут быть применены для создания рисунка, предпочтительно со структурой древесины или камня, на напольных LVT-покрытиях. Способ BAP-печати может быть использован для нанесения печати на основу, на пленку или на нижнюю или верхнюю сторону прозрачного защитного слоя. Окрашивающие материалы могут быть расплавлены в слоях во время операции прессования. Напечатанные изображения в различных слоях, размещенные по вертикали друг над другом, могут создавать 3D-эффект. Печать на прозрачном слое может создавать даже более реалистичный 3D-эффект.
Фигуры 9а-9е показывают BAP-печать с сухими чернилами, включающими макроразмерные окрашивающие материалы 64 с телом 66 частицы на основе волокна 61, покрытого меламиновой смолой 13 и пигментами 12. Струи 50 из предпочтительно термической чернильной головки наносят капли бесцветных чернил 11 в растровом рисунке R1-R4, которые формируют точки 57 бесцветных чернил на поверхности 2, которая в этом варианте исполнения представляет собой подвергнутый предварительному прессованию порошковый слой, нанесенный на основу 3, как показано на фигуре 9а.
Фигура 9b показывает слой 15 сухих чернил, включающих макроразмерные окрашивающие материалы 64 на основе волокон, нанесенный на поверхность 2, и фигура 9с показывает слой сухих чернил, когда несвязанные макрочастицы окрашивающего материала были удалены. Бесцветные чернила 11 просачиваются в слой 15 сухих чернил с поверхности и вверх в результате капиллярных взаимодействий и характеристик сцепления, и несколько макроразмерных окрашивающих материалов, расположенных по вертикали друг над другом, могут быть связаны точками 57 бесцветных чернил. Протяженность Н2 по горизонтали индивидуальных окрашивающих материалов, предпочтительно макрочастиц 64 окрашивающих материалов, предпочтительно превышает протяженность Н1 по горизонтали чернильных точек 57, и протяженность V2 по вертикали слоя сухих чернил, после удаления несвязанных частиц, предпочтительно превышает протяженность V1 по вертикали точек 57 бесцветных чернил. Протяженность V1 по вертикали точек 57 бесцветных чернил, как правило, составляет около 10 микрон (мкм) или меньше. Протяженность V2 по вертикали нанесенного и связанного слоя бесцветных чернил, после удаления несвязанных частиц, может составлять по меньшей мере 50 микрон (мкм) или даже больше, предпочтительно более 100 микрон (мкм). Это является основным отличием в сравнении с традиционной струйной печатью, где пигменты включены в чернильные капли. BAP-печать обеспечивает возможность того, что может быть сформирована печать, включающая бóльшие объемы окрашивающих материалов, чем объем бесцветных чернил, нанесенных цифровой головкой для нанесения капель.
Фигура 9d показывает BAP-печать Р после стадии стабилизации, которая в этом варианте исполнения представляет собой операцию предварительного прессования. Макроразмерные окрашивающие материалы 64 могут быть частично впрессованы в поверхность 2 на порошковой основе.
Фигура 9е показывает поверхность на порошковой основе в полностью отвержденном состоянии после операции конечного прессования. Макроразмерные окрашивающие материалы 64 впрессованы в поверхность 2 на порошковой основе. Печать Р включает пигменты 12а, которые размещены в первой горизонтальной плоскости Нр1 на верхней части поверхности 2а, и пигменты 12b, расположенные на второй горизонтальной плоскости Нр2 ниже тела 66 частицы и ниже первой горизонтальной плоскости Нр1. Макроразмерные окрашивающие материалы 64 включают пигменты 12а, 12b на верхней и нижней стороне тела 66 частицы.
Макрочастицы окрашивающих материалов нанесены беспорядочно и предпочтительно смещенными относительно растрового рисунка R1-R4, где каждые ряд и колонка представляют один пиксель и одну точку 57 сухих чернил. Печать Р может представлять собой сплошную печать с несколькими макроразмерными окрашивающими материалами, соединенными между собой и/или перекрывающими друг друга. BAP-печать в этом предпочтительном варианте исполнения отличается тем, что бесцветные чернила 11 наносятся в виде растрового рисунка (R1-R4), и что сухие чернила 15 наносятся беспорядочно перекрывающими окрашивающими материалами 7 или макроразмерными окрашивающими материалами 64. Размер макрочастиц 64 окрашивающих материалов предпочтительно является таким, что они покрывают несколько пикселей в растровом рисунке.
Толщина (диаметр) волокон 61 предпочтительно составляет около 10-50 микрон (мкм), и длина может составлять 50 - 150 микрон (мкм). В некоторых вариантах применения длина также может превышать 150 микрон (мкм), и реалистичные структуры древесных волокон могут быть сформированы с волокнами, имеющими длину около 100-300 микрон (мкм).
Фигура 10а-10с показывает BAP-печать с очень высокой износостойкостью. Макроразмерные окрашивающие материалы 64а, включающие тело 66 частицы из частиц 63 оксида алюминия, покрытую пигментами 12а и меламиновой смолой 13, нанесены на поверхность, которая в этом варианте исполнения представляет собой поверхность 2а на порошковой основе, включающую меламиновый порошок и пигменты, и предпочтительно также древесные волокна. Поверхность предпочтительно включает основной цвет. Слой, содержащий макроразмерные окрашивающие материалы, который придает панели основной цвет, также может формировать поверхность 2а, и может быть нанесен непосредственно на деревянную или полимерную основу, корпус плитки или на поверхность, включающую порошок, бумагу, пленку, и подобные поверхности. Фигура 10а показывает макроразмерные окрашивающие материалы 64а, связанные с поверхностью 2а бесцветными чернилами 11. Фигура 10b показывает второй слой макроразмерных окрашивающих материалов 64b, включающих пигменты 12b с иным цветом. Фигура 10с показывает конечную отвержденную поверхность с макроразмерными окрашивающими материалами, которые впрессованы в поверхность 2а на порошковой основе, и предпочтительно покрытую прозрачным слоем, предпочтительно слоем 2b меламина, который может быть нанесен после операции предварительного прессования, но перед стадией конечного прессования. Прозрачный меламиновый слой 2b также может включать отбеленные прозрачные древесные волокна. Это может быть покровный слой, лак, пленка или глазурь. Высокая износостойкость может быть достигнута, поскольку должна износиться значительная часть поверхности 2а, 2b, включающая тело 66 частицы из частиц 63 оксида алюминия, прежде чем будут удалены все пигменты 12а, 12b в печати Р. Частицы оксида алюминия с пигментами или без них (не показано) предпочтительно также включены в поверхностный слой 2а на порошковой основе и/или в прозрачный меламиновый слой 2b. Способ также может быть применен для нанесения износостойкой цифровой печати на многие другие поверхности, такие как бумага, пленки, плитки и прочие поверхностные слои, описываемые в настоящем изобретении.
Фигура 11а показывает BAP-установку, включающую несколько устройств 40а, 40b для BAP-печати, каждая из которых используется для цикла формирования печати, в котором наносится один конкретный цвет. Каждое устройство для BAP-печати включает цифровую головку 30'а, 30'b для нанесения капель и объединенное устройство 27а, 28а, 27b, 28b для нанесения и удаления сухих чернил, и устройства 37а, 37b для предварительного прессования, которые стабилизируют сухие чернила 15 так, что новый слой сухих чернил может быть нанесен и удален согласно описанным выше принципам. В одном варианте исполнения устройство может заменять ИК-лампу. Один вариант исполнения устройства 37а предпочтительно включает нагревательный 38с и охлаждающий 38d валик, ленту 20 и плиту 39 для предварительного прессования. В некоторых вариантах применения эти части могут быть заменены просто одним валиком. На ленту 20 с помощью валиков 38а, 38b или щеток, или подобных устройств может наноситься жидкий антиадгезионный агент 19. В головках 30а', 30b' для нанесения капель предпочтительно используют одни и те же бесцветные чернила 11 для создания печати Р нескольких цветов. Это является основным преимуществом по сравнению с традиционной печатью. Способ BAP-печати фактически обеспечивает возможность того, что чернила для конечной печати смешиваются и формируются в поточном режиме, когда бесцветные чернила 11 и окрашивающие материалы 7 из сухих чернил 15 объединяются друг с другом на поверхности 2.
Фигура 11b схематически показывает малогабаритное устройство 40 для BAP-печати, где, например, в один ряд выстроен один комплект цифровых головок 30' для нанесения капель, каждая из которых включает один чернильный канал, и один комплект ИК-ламп 23 или устройств для предварительного прессования может быть объединен с несколькими устройствами 27a, 27b, 27с для нанесения сухих чернил 15, размещенными по направлению подачи после головки 30' для нанесения капель. Один ряд головок 30' для нанесения капель может наносить окрашивающие материалы многих различных цветов. Бесцветные чернила, которые предпочтительно представляют собой по существу прозрачное жидкое вещество, предпочтительно имеют иной цвет, нежели первый, и предпочтительно также второй цифровой рисунок, сформированные головкой 30' для нанесения капель. Это является основным отличием от традиционной цифровой печати, где каждая печатающая головка наносит конкретный цвет, и этот цвет всегда является таким же, как жидкое вещество, наносимое печатающей головкой. Поверхностный слой 2, или поверхность, которая составляет часть панели 1 напольного покрытия, может перемещаться по двум направлениям, и каждый цикл может быть использован для нанесения одного конкретного цвета с помощью одной и той же головки для нанесения капель. Устройство для BAP-печати может включать ИК-лампы или устройства для предварительного прессования, и устройства для нанесения сухих чернил по обе стороны от цифровой головки для нанесения капель, и различные цвета могут быть нанесены, когда поверхность 2 перемещается под головкой 30' в каждом направлении. Это значит, например, что три цвета могут быть нанесены одной и той же головкой 30' для нанесения капель на основной цвет, когда панель 1 перемещается под головкой 30', опять возвращается обратно в свое исходное положение и вновь проходит под головкой. Скорость может варьироваться между различными стадиями нанесения. Это может быть использовано для повышения производительности. Рисунок древесных волокон обычно формируют различными количествами конкретных окрашивающих материалов. Скорость может быть увеличена, когда количество конкретного окрашивающего материала является низким, поскольку на поверхность должно быть нанесено лишь небольшое количество бесцветных чернил. Система цифрового контроля может быть применена для оптимизации производительности и для согласования скорости с количеством бесцветных чернил 11, которое требуется для формирования заданного цифрового рисунка. Для сочетания одной головки для нанесения капель бесцветных чернил с несколькими устройствами для нанесения и устройствами для удаления сухих чернил может быть применено несколько альтернативных вариантов. Панель после первого цикла формирования печати может быть перемещена вертикально или вбок к конвейеру, который переводит ее в исходное положение. Также может быть использовано устройство для промежуточного наслоения. Бумажный и пленочный материал в рулонах может быть пропечатан несколько раз с использованием одной и той же головки для нанесения капель и одних и тех же бесцветных чернил.
Фигура 11с показывает устройство 37 для предварительного прессования, которое может быть применено для предварительного прессования порошкового слоя с основным цветом перед BAP-печатью. Такое устройство для предварительного прессования может быть также использовано для стабилизации печати или для предварительного прессования и соединения защитного слоя 4 на порошковой основе с задней стороной основы 3. Когда в качестве связующего материала применяют меламин, нагревательный валик 38с и плита 39 для предварительного прессования могут подводить тепло, например, при температуре 90-120°С, и охлаждающий валик 38d может охлаждать полуотвержденный слой 2 до температуры предпочтительно ниже 80°С. Прессование может проводиться при довольно низких давлениях, например, 5 бар (0,5 МПа) или ниже, и продолжительность прессования может быть около 10 секунд или короче. Меламин будет подвергнут предварительному прессованию до полуотвержденного состояния В-стадии, после чего может быть дополнительно спрессован и отвержден в операции конечного прессования. Листовой материал с базовой поверхностью из предварительно спрессованного порошка и защитным слоем может быть изготовлен и использован в качестве подвергнутой черновой обработке панели. Другие связующие материалы, например, термопластичные связующие материалы, могут быть подвергнуты предварительному прессованию при иных температурах, конкретно приспособленных к свойствам связующих материалов.
Фигура 12а показывает, что устройство 40 для BAP-печати и устройство 37 для предварительного прессования могут быть объединены в устройство 41 переводной BAP-печати и использованы в комбинации для создания цифровой переводной BAP-печати Р на поверхности 2. Бесцветные чернила 11 и сухие чернила, включающие окрашивающие материалы 7, предпочтительно пигменты 12, наносят на переводную поверхность 18, которая, например, может представлять собой стальную или пластиковую ленту, или подобную. Печать Р подвергают прессованию на поверхности 2 с использованием валиков 38с, 38d, и, предпочтительно плиты 38 для предварительного прессования. Устройство для переводной BAP-печати может включать очистительное устройство 71, валики 38а, 38b или щетки, которые наносят антиадгезионный агент 19, и предпочтительно также ИК-лампу 23, которая высушивает антиадгезионный агент перед нанесением бесцветных чернил 11. Антиадгезионный агент также может быть примешан к сухим чернилам 15.
Способ переводной BAP-печати обеспечивает такие преимущества, что бесцветные и сухие чернила могут быть нанесены на предварительно определенную переводную поверхность 18, которая может быть специально приспособлена для нанесения бесцветных чернил с высоким разрешением без любых опасностей расплывания, и для простого нанесения и удаления сухих чернил. Например, это обеспечивает возможность того, что BAP-печать может быть простым путем нанесена на довольно шероховатые поверхности, например, такие как текстильные материалы, ковровые покрытия, разнообразные плиточные материалы и подобные поверхности. Переводная BAP-печать может быть объединена со всеми другими описываемыми способами, например, способом, описанным на фигуре 11b, где одна головка 30' для нанесения капель используется для нанесения нескольких цветов.
Фигура 12b показывает устройство 41 для переводной BAP-печати, где лента была заменена барабаном 38, включающим переводную поверхность 18. Барабан предпочтительно включает зоны нагревания 25а и охлаждения 25b. Несвязанные сухие чернила могут быть удалены гравитационным путем, который может быть скомбинирован с действием ультразвука, вибраций или потоков воздуха. Этот способ также может быть применен для нанесения прямой BAP-печати на гибкую поверхность 2а, которая может представлять собой бумагу, пленку или подобную. Нанесение может быть выполнено в поточном режиме с операцией прессования, или в виде отдельной технологической стадии.
Фигура 12с показывает один предпочтительный вариант исполнения панели 1 напольного покрытия согласно изобретению. Панель 1 включает защитный слой 4 на задней стороне основы 3 и поверхность 2 на верхней части основы, включающей подслой 2с, бумагу или пленку 2b и износостойкий слой 2а поверх бумаги. Защитный слой 4 и подслой 2с могут быть нанесены в виде сухого меламино-формальдегидного порошка, и износостойкий слой может быть нанесен в виде сухого меламино-формальдегидного порошка, содержащего частицы оксида алюминия. Бумага может включать основной цвет. На бумагу могут быть нанесены BAP-печать или стандартная цифровая печать. Такой сухой процесс может быть использован для формирования очень недорогой панели без любого импрегнирования декоративной бумаги или защитного покровного слоя. Высушенные распылением частицы меламина будут расплавляться во время прессования и пропитывать бумагу. Очевидно, что этот сухой метод может быть применен для экономии затрат, даже когда используют традиционную декоративную бумагу.
Фигура 12d показывает способ формирования базового слоя на шероховатых материалах основы 3, включающих углубления, трещины, сколы или дефекты 3а, 3b. Такой материал основы может быть изготовлен, например, из фанеры или OSB (ориентированно-стружечной плиты). Проблема состоит в том, что порошковый слой, как правило, имеет одинаковую толщину в углублениях и на верхних частях поверхности основы, и количество порошка будет недостаточным для формирования высококачественной поверхности после прессования, поскольку плотность поверхностного слоя будет меньшей на участках поверхности с углублениями. Эта проблема может быть разрешена с помощью первого порошкового слоя 2а, который наносят в качестве заполнителя и подвергают прессованию, например, валиком или линейкой с заполнением углублений так, что образуется по существу гладкий поверхностный слой 2а на порошковой основе. Второй слой 2b на порошковой основе может быть нанесен на первый слой 2а заполнителя. Эти два слоя могут быть подвергнуты предварительному прессованию, как было описано выше, и может быть сформирован базовый слой, который во второй стадии может быть пропечатан предпочтительно BAP-печатью, и после этого отвержден нагреванием под давлением. Способ также может быть применен без печати, и могут быть использованы только порошковые слои, включающие волокна, связующие материалы и, предпочтительно, пигменты. Этот вариант исполнения отличается тем, что содержание порошка над углублениями является более высоким, чем содержание порошка над верхними частями основы. Содержание порошка может быть определено измерением веса порошка над углублением и над верхней частью поверхности. Базовый слой, включающий первый слой 2а заполнителя и второй порошковый слой 2b, может быть покрыт традиционной декоративной бумагой, и также предпочтительно защитным слоем, например, традиционным покровным слоем или прозрачным лаком.
Фигура 13а показывает, что традиционная технология лазерной печати, в которой используют электрические заряды для присоединения и высвобождения частиц сухих чернил, может быть приспособлена таким образом, что цифровая печать может быть нанесена на материал основы 3, включающей поверхность 2, которая предпочтительно имеет основной цвет. Отрицательно заряженные частицы 15 сухих чернил, которые могут представлять собой стандартные пигменты лазерного тонера, наносят проявляющим валиком 72 на фотопроводящий барабан 70, который контактирует с зарядным валиком 71. Лазерный пучок 29 проецирует изображение на электрически заряженный фотопроводящий барабан 70 и разряжает участки, которые заряжены отрицательно, и создается электростатическое изображение. Частицы сухих чернил электростатически подхватываются разряженными участками барабана. Барабан наносит печать Р на поверхность 2 в прямом контакте. Электрический заряд может быть нанесен на поверхность или основу так, что пигменты высвобождаются с барабана и наносятся на поверхность. Плавильный валик 73 вплавляет частицы сухих чернил в поверхность и связывает частицы сухих чернил. Для очистки фотопроводящего барабана может быть применено устройство 74 для очистки валиков. Частицы сухих чернил могут включать термопластичную или термореактивную смолу, которая может быть использована для связывания частиц с поверхностью при нагревании и под давлением.
Фигура 13b показывает, что технология лазерной печати может быть применена для нанесения переводной печати Р на поверхность 2. Частицы сухих чернил наносятся на ленту 20, включающую переводную поверхность 18, и высвобождаются с фотопроводящего барабана 70 электрозарядным валиком 75, который наносит электрический заряд на ленту 20. Затем частицы сухих чернил вплавляются с помощью плиты 39 для предварительного прессования, которая подводит тепло и создает давление на ленту 20 и переводную поверхность 15. Могут быть применены нагревательный 38с и охлаждающий 38d валики. Лента может быть заменена переводным валиком, как показано на фигуре 12b.
Фигура 13с схематически показывает некоторые другие предпочтительные принципы, которые могут быть применены для нанесения частиц с образованием четко определенного рисунка на поверхность 2 без цифровой головки для нанесения капель, которая наносит жидкий связующий материал из бесцветных чернил.
Первый принцип представляет собой способ создания базового слоя, включающего по меньшей мере два различных цвета. Первый слой 2а с первым основным цветом формируют в виде порошка или в форме окрашенной бумаги. Сухие чернила 15 второго цвета рассыпают на первый основной цвет. Некоторые доли частиц сухих чернил 15 удаляют в устройстве 28 для удаления сухих чернил, включающем несколько воздушных сопел 77а, 77b, которые могут удалять частицы сухих чернил, например, с помощью вакуума, прежде чем они достигнут поверхности с основным цветом 2а. Воздушные сопла 77а, 77b могут управляться в цифровой форме с использованием предпочтительно нескольких клапанов, и может быть сформирован рисунок Р из сухих чернил. Это может быть повторено, и несколько цветных рисунков могут быть образованы без любой цифровой головки для нанесения капель или бесцветных чернил. Этот способ в особенности пригоден для формирования рисунков, которые частично или полностью могут быть использованы для имитации структур древесины или камня. Этот способ может быть объединен с цифровой BAP-печатью или традиционной цифровой печатью. Способ также может быть использован для создания цифровой печати с высоким разрешением. Сухие чернила 15 могут включать частицы с высокой плотностью, такие как минералы, в частности, частицы оксида алюминия или стеклянные частицы, которые во время рассыпания могут падать по предварительно определенному по существу прямолинейному направлению в сторону поверхности 2, и может быть выполнено точное частичное удаление с помощью вакуума при прохождении мимо воздушных сопел 77а, 77b. Нанесенные сухие чернила предпочтительно стабилизируют набрызгиванием воды до или после нанесения.
Согласно второму принципу, частицы сухих чернил могут быть пропущены через серию электродов, которые сообщают заряд некоторым частицам. Затем заряженные частицы могут проходить через отклоняющую пластину 79, которая использует электростатическое поле для разделения частиц, которые должны быть нанесены на поверхность, и частиц, собираемых и возвращаемых для повторного использования в системе нанесения сухих чернил.
Согласно третьему принципу, для присоединения окрашивающих материалов к поверхности может быть применена нагревательная печатающая головка 80, которая включает мелкие нагревательные элементы, которые выделяют переменные количества тепла подобно печатающим головкам, используемым в технологиях термосублимационной или термической печати. Несколько нагревательных печатающих головок 80 могут быть размещены рядом друг с другом так, что они покрывают пропечатываемую поверхность по всей ширине. Для получения связывания при нанесении частиц сухих чернил могут быть применены довольно низкие температуры около 100 градусов Цельсия. Нагревание также может быть довольно сильным, например, при температуре 200-250°С, и такое нагревание не будет разрушать древесные волокна в бумаге и слоях на порошковой основе. Может быть применено несколько способов для формирования цифровой печати сухими чернилами, где частицы сухих чернил связываются с поверхностью в предварительно определенную цифровую печать. В отличие от известной технологии, такие нагревательные головки, в сочетании с сухими чернилами, могут быть применены для нанесения широкого круга различных цветов без каких-либо термочувствительных бумаг или переводных пленок. Термочувствительный связующий материал, который может представлять собой термореактивную или термопластичную смолу, воск и подобные материалы с низкими температурами плавления, может быть введен в поверхностный слой или в окрашивающие материалы сухих чернил. В качестве сухих чернил может быть использован порошок, включающий пригодные для термосублимационной печати частицы различных цветов. Нагревательная печатающая головка 80 может подводить регулируемое в цифровой форме тепло непосредственно на точно определенные участки сухих чернил после нанесения, или на поверхностный слой перед нанесением сухих чернил. Нагревательная печатающая головка может включать нагревательные элементы, размещенные по существу на плоской поверхности или на цилиндре, который вращается, когда поверхность с сухими чернилами перемещается под нагревательной печатающей головкой. В альтернативном варианте, теплопередающая пленка 81, как показано на фигуре 4d, может быть нанесена между сухими чернилами и нагревательной печатающей головкой 80, и может скользить мимо нагревательных элементов и керамического основания нагревательной печатающей головки. Несвязанные окрашивающие материалы или неиспаренные красители могут быть удалены и использованы повторно.
Фигура 12а показывает, что нагревательная печатающая головка 80 может быть применена для подведения тепла к переводной поверхности 18, которая нагревает сухие чернила 15. Переводная поверхность может быть использована в качестве теплопередающей пленки 81. Нагревательная печатающая головка 80 может быть размещена так, что она подводит тепло через переводную поверхность 18 или на сухие чернила 15, нанесенные на переводную поверхность 18. Нагревательная печатающая головка 80 также может нагревать участки поверхности перед нанесением сухих чернил. Поверхность может представлять собой материал плиты, порошок, бумагу, пленку, базовое покрытие, переводную поверхность, и все прочие поверхностные материалы, описываемые в настоящем изобретении.
Фигура 13d показывает, что нагревательные печатающие головки 80 и сухие чернила 15 в особенности пригодны для применения при формировании цифровой печати Р на гибких тонких поверхностях 2, которые предпочтительно могут представлять собой бумагу, пленку, текстильный материал и подобные материалы, которые обычно имеют достаточную способность передавать тепло и являются термостойкими, чтобы действовать в качестве теплопередающей пленки 81. Устройство для порошковой и термической печати может включать рассыпающее устройство 27, которое наносит бесцветные чернила 12 на поверхность, нагревательную печатающую головку 80, которая связывает часть бесцветных чернил 15 при нагревании с поверхностью 2, и устройство 28 для удаления сухих чернил, которое удаляет несвязанные сухие чернила 15. В некоторых вариантах применения устройство 37 для предварительного прессования, вакуум, подведенный к нижней стороне поверхности, или вибрация могут быть применены для улучшения контакта между частицами сухих чернил и поверхностью во время термического связывания. Отдельная теплопередающая пленка, как показано на фигуре 4d, может быть использована для повышения производительности печати. Устройство 37 для предварительного прессования также может включать нагревательные печатающие головки, и тепло может подводиться с верхней и/или с нижней стороны.
Нагревательная печатающая головка 80, с теплопередающей пленкой 81 или без нее, может заменять все цифровые головки 30' для нанесения капель в вариантах осуществления настоящего изобретения.
Варианты исполнения описанных выше трех принципов основываются на главном методе, что окрашивающие материалы наносятся в виде порошка в сухой форме на поверхность и связываются с образованием предварительно определенного рисунка, который формирует печать. Поверхность может представлять собой переводную поверхность 18, и три принципа могут быть применены для исполнения переводной печати.
Фигуры 14а-14d показывают способ формирования цифрового тиснения на поверхности 2, предпочтительно EIR-структуры («с тиснением в регистр»), далее называемого BAP-тиснением. Цифровая головка для нанесения капель наносит рисунок из бесцветных чернил на носитель 68, как показано на фигуре 14а. Тиснильные частицы 67, которые подобны окрашивающим материалам, показанным на фигурах 8d - 8h, могут быть нанесены на носитель 68, который может представлять собой алюминиевую фольгу, пластиковую пленку, бумагу и подобный материал. Нанесение может быть таким же, как для BAP-печати, и все описанные выше способы могут быть применены для нанесения тиснильных частиц 67 в виде рисунка на носитель 68. Однако тиснильные частицы 67 не должны быть покрыты пигментами. Они могут быть покрыты термореактивной 13 или термопластичной смолой. В некоторых вариантах применения для обеспечения связывания при нанесении вполне достаточно бесцветных чернил. Для связывания тиснильных частиц 67 с носителем также может быть использована нагревательная печатающая головка. Носитель 68 и/или бесцветные чернила также могут включать связующий материал. Частицы предпочтительно представляют собой твердые минералы, такие как оксид алюминия, песок, каменный порошок и подобные. Такие частицы, которые по существу сохраняют исходную форму во время прессования и не сдавливаются во время операции прессования, называются твердыми тиснильными частицами. Размер частиц должен быть согласован с глубиной тиснения. Частицы с диаметром около 0,2 мм, например, могут быть применены для создания рельефа с глубиной по меньшей мере 0,2 мм. Носитель 68 с тиснильными частицами 67 размещают и согласуют с напечатанным рисунком Р, который может представлять собой традиционную печать или BAP-печать, нанесенную, например, на порошковую или бумажную поверхность 2. Фигура 14b показывает стадию прессования, где тиснильные частицы 67 и носитель вдавливаются плитой 24 пресса в поверхность 2. Фигура 14с показывает тисненую структуру 17, когда носитель 68 с тиснильными частицами 67 удаляют после прессования, и получается совершенная образованная в цифровой форме EIR-поверхность, которая может сочетаться с цифровой печатью Р любого типа без каких-то традиционных прессовальных пластин. Часть поверхностной структуры, в частности, микроструктура 16, которая обеспечивает уровень глянца, может быть сформирована носителем. Структуры 17 глубокого тиснения образуются тиснильными частицами и носителем 68.
BAP-тиснение обеспечивает такие преимущества, что глубокое тиснение может быть сформировано только в одной или немногих стадиях BAP-нанесения, поскольку значительное количество тиснильных частиц 68 может быть нанесено с тонкими слоями бесцветных чернил 11. Этот способ позволяет то, что глубина D тиснения превышает протяженность V по вертикали точек 57 бесцветных чернил, которые соединяют тиснильные частицы с носителем.
Фигура 14d показывает способ формирования поверхности 2 панели путем BAP-тиснения. Устройство 36 для нанесения бесцветных чернил наносит бесцветные чернила 11 на носитель 68, который в этом варианте исполнения предпочтительно представляет собой алюминиевую фольгу или покрытую антиадгезионную бумагу. Для нанесения тиснильных частиц 67 на носитель используется устройство 27 для нанесения сухих чернил. В некоторых вариантах применения для создания надлежащего связывания может быть использована ИК-лампа 23. Тиснильные частицы удаляют в устройстве 28 для удаления сухих чернил, и носитель с тиснильными частицами припрессовывают к подложке плитой 24 пресса. После этого носитель и тиснильные частицы удаляют, и формируют структуру BAP-тиснения.
Способ может быть применен для формирования традиционного тиснения или EIR-тиснения.
Поверхность носителя 68, которая прижимается к подвергаемой тиснению поверхности 2, может быть покрыта так, чтобы могут быть получены различные уровни глянца, или микроструктуры. Такое покрытие предпочтительно наносится в цифровой форме согласно описанному в настоящем изобретении способу.
Тиснильные частицы 67 могут быть связаны с носителем всеми описанными выше способами. Например, могут быть применены нагревательные печатающие головки 80 и лазер 29.
Фигуры 15а-15d показывают, что способ переводной BAP-печати может быть объединен со способом BAP-тиснения. Тиснильные частицы 67 могут быть нанесены на одну сторону носителя 68, и BAP-печать может быть нанесена на противоположную сторону носителя 68, который включает переводную поверхность 18, как показано на фигуре 15а. Носитель 68 может представлять собой пленку, бумагу, и подобные материалы, как было описано выше. BAP-печать также может быть заменена традиционной цифровой печатью или даже печатью, нанесенной стандартными валиками. Печать Р и конфигурацию тиснильных частиц 67 предпочтительно согласуют так, чтобы могла быть сформирована EIR-структура. Фигура 15b показывает, что носитель 68 и тиснильные частицы 67 совместно с печатью Р припрессовывают к поверхности 2. Фигура 15с показывает, что печать Р связывается с поверхностью 2, и что носитель 68 с тиснильными частицами 67 образуют рельефную структуру 17, будучи удаленными после операции прессования. Нанесение тиснильных частиц 67 и печать сухими чернилами могут быть выполнены в поточном режиме с операцией прессования, как показано на фигуре 15d, или в виде отдельной технологической операции, где формируют предварительно отпечатанный и предварительно тисненый носитель 68, который может поставляться в качестве индивидуального носителя, предпочтительно в виде пленки. Комбинированная установка для BAP-печати и тиснения может включать устройство 36 для нанесения бесцветных чернил, устройство 27 для нанесения сухих чернил, и устройство 28 для удаления сухих чернил, которые наносят и удаляют сухие чернила 15 и тиснильные частицы 67 с противолежащих сторон носителя 68.
Частицы также могут быть связаны с носителем с помощью лазерного пучка, нагревательных печатающих головок и всеми другими описанными выше способами.
Поверхность носителя 68, которая контактирует с поверхностью 2 панели, может быть подвергнута предварительному прессованию, и могут быть сформированы различные уровни глянца или микроструктуры. Такое предварительное прессование может быть выполнено с помощью традиционных тисненых цилиндров или способом BAP-тиснения. Разнообразные уровни глянца или микроструктуры также могут быть сформированы цифровой печатью, и нанесение покрытия может быть выполнено согласно любому из способов, описанных в настоящем изобретении. Носитель 68 с тиснильными частицами 67, и предпочтительно также переводная печать Р, могут поставляться в виде печатной матрицы 78, и могут быть использованы для формирования тисненой структуры, например, на ламинатных, деревянных или на порошковой основе напольных покрытиях, но также на плитках и напольных LVT-покрытиях. Печатная матрица 78 может быть использована несколько раз. Печать Р может представлять собой стандартную печать, цифровую струйную печать, цифровую BAP-печать или подобные.
Способ также может быть применен для формирования более долговечной «зеркальной» печатной матрицы, которая может представлять собой листовой материал, где выступы на носителе 68 образуют углубления в листообразной печатной матрице. Носитель с тиснильными частицами может быть припрессован к импрегнированной бумаге, предпочтительно импрегнированной фенольной смолой крафт-бумаге, или к порошку, включающему термореактивную смолу, и может быть сформирована структурированная листовая матрица, которая во второй стадии может быть применена в качестве печатной матрицы. Могут быть включены металлический порошок и стеклянные волокна, чтобы улучшить характеристики прочности и теплопередачи.
Все вышеописанные способы могут быть частично или полностью объединены, чтобы частично или полностью создавать цифровую печать и/или цифровое тиснение.
В некоторых вариантах применения бесцветные чернила на водной основе могут быть объединены или заменены чернилами на масляной или сольвентной основе. Преимущество чернил на масляной основе может быть в том, что они имеют очень длительную продолжительность высыхания, и это может улучшить функционирование цифровой головки для нанесения капель.
В то время как здесь были описаны иллюстративные варианты осуществления изобретения, настоящее изобретение не ограничивается разнообразными описанными здесь предпочтительными вариантами осуществления, но включает любые и все варианты исполнения, имеющие эквивалентные элементы, модификации, пропуски, комбинации (например, аспектов среди разнообразных вариантов исполнения), адаптации и/или изменения, как было бы понятно квалифицированным специалистам в этой области технологии на основе настоящего изобретения. Ограничения в пунктах патентной формулы должны толковаться в широком смысле на базе терминологии, используемой в пунктах формулы изобретения, и без ограничения примерами, приведенными в настоящем описании или во время рассмотрения дела по заявке, каковые примеры должны толковаться как неисключительные.
ПРИМЕР 1 - БЕСЦВЕТНЫЕ ЧЕРНИЛА, ВКЛЮЧАЮЩИЕ ВОДУ И ГЛИКОЛЬ
Композицию бесцветных чернил приготовили для печатающей пьезоголовки Kyocera, рассчитанной на чернила с вязкостью 5-6 cП. 60,8% деионизированной воды смешали с 38,0% Полиэтиленгликоля PEG 400, 1,0% смачивающего агента Surfinol и 0,2% Acticide MBS для подавления бактерий и грибов.
ПРИМЕР 2 - ЧЕРНИЛА НА ОСНОВЕ СУХИХ ВОЛОКОН
Порошкообразные сухие чернила изготовили способом, в котором смешали 20% (весовых) высушенных распылительной сушкой меламино-формальдегидных частиц, 20% темно-коричневых цветных пигментов и 60% сосновых древесных волокон со средней длиной около 0,2 мм и толщиной около 0,05 мм. Смесь нанесли слоем толщиной 1 мм с помощью рассыпающего устройства на стальную ленту. После этого порошкообразную смесь нагревали, и наносили влагу с использованием пара деионизированной воды. Смесь высушили горячим воздухом так, чтобы получился твердый стабилизированный поверхностный слой на порошковой основе с полуотвержденным меламиновым связующим материалом. Высушенный слой удалили с ленты соскабливанием, и сухие древесные частицы, покрытые пигментами и меламиновыми смолами, размололи и просеяли с образованием сухих чернил в качестве окрашивающих материалов с размером, подобным величине индивидуальных древесных волокон. Получили сухие чернила, включающие окрашивающие материалы с сердцевиной в виде древесных волокон и покрытые на поверхности пигментами, связанными с волокнами полуотвержденной меламиновой смолой.
ПРИМЕР 3 - ЦИФРОВАЯ ПЕЧАТЬ С НАНЕСЕНИЕМ СВЯЗУЮЩЕГО МАТЕРИАЛА И ПОРОШКА
На древесноволокнистую плиту высокой плотности (HDF) толщиной 8 мм набрызгали мелкие водяные капли деминерализованной воды, и на HDF-основу с помощью рассыпающего устройства нанесли в количестве 300 г/м2 порошкообразную смесь, включающую древесные волокна, частицы меламина, пигменты светло-коричневого цвета и частицы оксида алюминия. На смесь опять набрызгали деминерализованную воду, включающую антиадгезионный агент, и высушили ИК-излучением так, что получилась твердая стабилизированная частично полуотвержденная поверхность на порошковой основе, связанная с HDF-основой и со светло-коричневым основным цветом. Панель со стабилизированной порошковой поверхностью разместили на конвейере и перемещали под цифровой печатающей пьезоголовкой Kyocera. Цифровая печатающая головка наносила капли бесцветных чернил, содержащих главным образом воду и Гликоль, с составом, как описано выше в примере 1, на стабилизированную поверхность на порошковой основе со светло-коричневым основным цветом, и на стабилизированной поверхности на порошковой основе напечатали прозрачный жидкостный рисунок древесных волокон. Рисунок древесных волокон позиционировали на предварительно определенном расстоянии от длинной и короткой кромок панели. Меламин в поверхности под нанесенным прозрачным рисунком расплавился, когда цифровая пьезоголовка для нанесения покрытия наносила капли на водной основе на поверхность на порошковой основе. Сухие чернила, как описанные выше в примере 2, включающие более темный коричневый цвет, чем базовая светло-коричневая поверхность на порошковой основе, во второй стадии рассыпали поверх всей поверхности на порошковой основе и создали прозрачный рисунок с использованием устройства для нанесения сухих чернил, включающего бункер и вращающийся и вибрирующий гравированный валик с диаметром 5 см. На поверхность панели нанесли слой сухих чернил с удельным весом около 30 г/м2. Меламин на волокнах сухих чернил, которые контактировали с прозрачным рисунком из бесцветных чернил, расплавился, и частицы сухих чернил связались со стабилизированной порошковой поверхностью. После этого панель с прозрачным рисунком из бесцветных чернил и слоем сухих чернил перемещали конвейером под ИК-лампами. Опять высушили меламин в прозрачном рисунке, и получили более прочное связывание волокон с пигментами над прозрачным рисунком. После этого панель перемещали конвейером под устройством для удаления сухих чернил, включающим фасонный патрубок для вакуумного всасывания с отверстием, которое распространялось по всей ширине нанесенного слоя сухих чернил, где по существу все несвязанные волокна с пигментами были удалены, и воздушный ракель, который подавал сжатый воздух на оставшиеся несвязанные частицы, которые были отделены от поверхности панели и выдуты в фасонный патрубок для вакуумного всасывания так, что были удалены по существу все видимые частицы сухих чернил. Получили рисунок древесных волокон, включающий светло-коричневый основной цвет и структуру темно-коричневых древесных волокон. Защитный слой, включающий сухую смесь из сухого меламина и частиц оксида алюминия, рассыпали по всей поверхности с помощью рассыпающего устройства такого же типа, как описано выше, для бесцветных чернил. На защитный слой набрызгали мелкие капли воды, содержащей антиадгезионный агент, и высушили под ИК-лампами. После этого панель с печатью и защитным слоем позиционировали в предварительно определенном положении относительно длинной и короткой кромок в гидравлическом прессе и припрессовали рельефной стальной пластиной в течение 20 секунд при температуре 170°С и давлении 40 бар (4 МПа), и поверхность на порошковой основе с рисунком древесных волокон и защитным слоем отвердили с образованием твердой износостойкой поверхности с высококачественной цифровой печатью, согласованной с тисненой поверхностной структурой. Декор панели создали основным цветом и рисунком древесных волокон, включающим древесные волокна и пигменты. Полученная имитация древесной структуры была очень реалистичной, поскольку для создания видимого рисунка использовали натуральные древесные волокна.
ПРИМЕР 4 - ПЕРЕВОДНАЯ ПЕЧАТЬ
Рисунок древесных волокон напечатали бесцветными чернилами на алюминиевой фольге, и на рисунок из бесцветных чернил нанесли покрытые пигментом древесные волокна. Несвязанные волокна удалили. Эту BAP-печать выполнили согласно тем же принципам, как описано выше в примере 3. Алюминиевую фольгу припрессовали к поверхности на порошковой основе в течение 20 секунд при температуре 170°С и давлении 40 бар (4 МПа). Поверхность на порошковой основе с рисунком древесных волокон отвердили с образованием твердой износостойкой поверхности. Алюминиевую фольгу удалили, и получили панель, включающую поверхность с высококачественной цифровой печатью.
ВАРИАНТЫ ИСПОЛНЕНИЯ
1. Способ формирования цифровой печати (Р) на поверхности (2), причем способ включает стадии, в которых:
наносят окрашивающие материалы (7) на поверхность (2);
связывают часть окрашивающих материалов с поверхностью (2) связующим материалом (11); и
удаляют несвязанные окрашивающие материалы (7) с поверхности (2) так, что связанными окрашивающими материалами (7) формируется цифровая печать (Р).
2. Способ согласно варианту исполнения 1, в котором окрашивающие материалы (7) включают пигменты (12), смешанные со связующим материалом (11).
3. Способ согласно вариантам исполнения 1 или 2, в котором связующий материал (11) включает термореактивную смолу.
4. Способ согласно любому из предшествующих вариантов исполнения, в котором связующий материал (11) включает термопластичную смолу.
5. Способ согласно любому из предшествующих вариантов исполнения, в котором связующий материал (11) представляет собой порошок.
6. Способ согласно любому из предшествующих вариантов исполнения, в котором поверхность (2) представляет собой бумажный слой или пленку.
7. Способ согласно любому из предшествующих вариантов исполнения, в котором поверхность (2) включает порошковый слой.
8. Способ согласно любому из предшествующих вариантов исполнения, в котором поверхность (2) составляет часть строительной панели (1).
9. Способ согласно любому из предшествующих вариантов исполнения, в котором поверхность (2) составляет часть панели (1) напольного покрытия.
10. Способ согласно любому из предшествующих вариантов исполнения, в котором окрашивающие материалы (7) удаляют потоком воздуха.
11. Способ согласно любому из предшествующих вариантов исполнения, в котором связующий материал представляет собой бесцветные чернила (11), включающие жидкое вещество, которое наносят цифровой головкой (30') для нанесения капель.
12. Способ согласно любому из предшествующих вариантов исполнения 1-10, в котором связывание создают лазерным пучком (29) или нагревательной печатающей головкой (80).
13. Способ согласно варианту исполнения 11, в котором жидкое вещество представляет собой вещество на водной основе.
14. Способ согласно вариантам исполнения 11 или 13, в котором жидкое вещество подвергают воздействию ИК-излучения (23) или горячего воздуха.
15. Способ согласно варианту исполнения 14, в котором жидкое вещество (11) подвергают воздействию УФ-излучения.
16. Способ согласно варианту исполнения 14, в котором жидкое вещество наносят чернильной пьезоголовкой.
17. Способ согласно варианту исполнения 14, в котором жидкое вещество наносят термической чернильной головкой.
18. Способ согласно вариантам исполнения 16 или 17, в котором жидкое вещество наносят каплями (56), размещенными в растре (R1-R4), и в котором окрашивающие материалы (7) связываются некоторыми каплями.
19. Способ согласно любому из предшествующих вариантов исполнения, в котором окрашивающие материалы (7) имеют тело (66) частицы, включающее волокна (61) или минеральный материал (63).
20. Способ согласно любому из предшествующих вариантов исполнения, в котором поверхность (2) со связанными окрашивающими материалами (7) подвергают прессованию.
21. Способ согласно любому из предшествующих вариантов исполнения, в котором поверхность (2) со связанными окрашивающими материалами (7) нагревают и подвергают прессованию.
22. Способ согласно любому из предшествующих вариантов исполнения, в котором поверхность (2) включает еще один цвет, нежели окрашивающие материалы (7).
23. Способ согласно любому из предшествующих вариантов исполнения, причем способ включает дополнительные стадии, в которых наносят новые окрашивающие материалы (7, 12b) с иным цветом на первые связанные окрашивающие материалы (7, 12а) и на поверхность (2), связывают часть новых окрашивающих материалов (7, 12b) с поверхностью связующим материалом, и удаляют несвязанные новые окрашивающие материалы (7, 12b) с поверхности так, что цифровая печать (Р) формируется первыми (12а) и новыми (12b) окрашивающими материалами, которые размещены на поверхности (2) друг рядом с другом.
24. Способ согласно любому из предшествующих вариантов исполнения, в котором окрашивающие материалы (7) наносят рассыпанием.
25. Способ согласно любому из предшествующих вариантов исполнения, в котором окрашивающие материалы (7) размещают в виде рисунка древесных волокон или камня.
26. Способ согласно любому из предшествующих вариантов исполнения, в котором поверхность и окрашивающие материалы подвергают прессованию и отверждению с образованием твердой поверхности с тисненой (17) структурой.
27. Способ согласно любому из предшествующих вариантов исполнения, в котором окрашивающие материалы (7) представляют собой макрочастицы (64) окрашивающих материалов крупнее 20 микрон (мкм).
28. Способ согласно любому из предшествующих вариантов исполнения, в котором окрашивающие материалы (7) впрессовывают в поверхность (2).
29. Способ согласно любому из предшествующих вариантов исполнения, в котором поверхность (2) составляет часть панели (1), которая представляет собой ламинатное или деревянное напольное покрытие, напольное покрытие на порошковой основе, плитку или напольное LVT-покрытие.
30. Установка (40) для создания цифровой печати (Р) на поверхности (2), включающая цифровую головку (30') для нанесения капель, устройство (27) для нанесения сухих чернил, и устройство (28) для удаления сухих чернил, в которой:
цифровая головка (30') для нанесения капель приспособлена для нанесения жидких бесцветных чернил (11) на поверхность (2);
устройство (27) для нанесения сухих чернил приспособлено для нанесения включающих окрашивающие материалы (7) сухих чернил (15) на поверхность (2);
бесцветные чернила (11) приспособлены для связывания части сухих чернил (15) с поверхностью (2); и
устройство (28) для удаления сухих чернил приспособлено для удаления несвязанных окрашивающих материалов (7) с поверхности (2).
31. Установка согласно варианту исполнения 30, в которой поверхность (2) составляет часть панели (1).
32. Установка согласно вариантам исполнения 30 или 31, в которой сухие чернила (15) включают смолу.
33. Установка согласно любому из вариантов исполнения 30-32, в которой бесцветные чернила (11) имеют водную основу.
34. Установка согласно любому из вариантов исполнения 30-33, в которой бесцветные чернила (11) подвергают воздействию повышенной температуры после нанесения.
35. Сухие чернила (15), включающие макрочастицы (64) окрашивающих материалов для связывания с жидкостной печатью (Р), нанесенной на поверхность (2), причем макрочастицы (64) окрашивающих материалов включают тело (66) частицы и цветные пигменты (12), присоединенные к телу (66) частицы.
36. Сухие чернила согласно варианту исполнения 35, в которых макрочастицы (64) окрашивающих материалов являются более крупными, чем 20 микрон (мкм).
37. Сухие чернила согласно вариантам исполнения 35 или 36, в которых тело (66) частицы представляет собой минеральную частицу (63), волокно (61) или термореактивную смолу (13).
38. Сухие чернила согласно вариантам исполнения 35 или 36, в которых тело (66) частицы представляет собой минеральную частицу (63).
39. Сухие чернила согласно вариантам исполнения 35 или 36, в которых тело (66) частицы представляет собой волокно (61).
40. Сухие чернила согласно любому из вариантов исполнения 35-39, в которых тело (66) частицы покрыто смолой.
41. Сухие чернила согласно варианту исполнения 40, в которых смола представляет собой термореактивную смолу (13).
42. Сухие чернила согласно любому из вариантов исполнения 35-41, в которых жидкостная печать имеет водную основу и наносится цифровой головкой (30') для нанесения капель.
43. Панель (1) с поверхностью (2), включающей образованную в цифровой форме печать (Р) из макроразмерных окрашивающих материалов (64), включающих тело (66) частицы и цветные пигменты (12), присоединенные к поверхности тела (66) частицы, причем окрашивающие материалы (7) размещены в рисунках из пигментов (12) на верхней и нижней поверхности тела (66) частицы.
44. Панель согласно варианту исполнения 43, в которой тело (66) частицы включает волокна (61).
45. Панель согласно варианту исполнения 43, в которой тело (66) частицы представляет собой минеральную частицу (63).
46. Панель согласно любому из вариантов исполнения 43-45, в которой макроразмерные окрашивающие материалы (64) имеют размер частиц, превышающий 20 микрон (мкм).
47. Панель согласно любому из вариантов исполнения 43-46, в которой макроразмерные окрашивающие материалы (64) формируют сплошную печать с перекрывающими декоративными частицами.
48. Панель согласно любому из вариантов исполнения 43-47, причем панель (1) представляет собой ламинатное или деревянное напольное покрытие, напольное покрытие на порошковой основе, плитку или напольное LVT-покрытие.
49. Способ формирования цифрового тиснения (17) на поверхности (2) связыванием твердых тиснильных частиц (67) с носителем (68), включающий стадии, в которых:
создают рисунок (BP) из жидкого связующего материала на носителе (68) с помощью цифровой головки (30') для нанесения капель, которая наносит жидкое вещество (11) на носитель;
наносят твердые тиснильные частицы (67) на носитель (68) и рисунок (BP) из связующего материала так, что твердые тиснильные частицы связываются с носителем (68) рисунком (BP) из жидкого связующего материала;
удаляют несвязанные твердые тиснильные частицы (67) с носителя (68);
припрессовывают носитель (68) со связанными твердыми тиснильными частицами (67) к поверхности (2); и
удаляют носитель (68) с твердыми тиснильными частицами (67) с подвергнутой прессованию поверхности (2).
50. Способ согласно варианту исполнения 49, в котором тиснильные частицы (67) представляют собой минеральные частицы (63).
51. Способ согласно вариантам исполнения 49 или 50, в котором носитель представляет собой бумагу или пленку.
52. Способ согласно любому из предшествующих вариантов исполнения 49-51, в котором жидкое вещество имеет водную основу.
53. Способ согласно любому из предшествующих вариантов исполнения 49-52, в котором поверхность (2) представляет собой порошок, или бумагу, или пленку.
54. Способ согласно любому из предшествующих вариантов исполнения 49-53, в котором поверхность (2) составляет часть панели (1).
55. Панель (1), имеющая поверхность (2) с декором древесных волокон, включающую первый поверхностный участок (S1), который формирует сплошной базовый слой, включающий древесные волокна (61а), имеющие первый цвет, и второй поверхностный участок (S2), который сформирован древесными волокнами (61b), имеющими второй цвет, причем древесные волокна (61b), имеющие второй цвет, наносят на сплошной базовый слой и связывают с ним, и причем второй поверхностный участок (S2) покрывает часть первого поверхностного участка (S1).
56. Панель согласно варианту исполнения 55, в которой сплошной базовый слой представляет собой порошок, включающий термореактивную смолу.
57. Панель согласно вариантам исполнения 55 или 56, в которой сплошной базовый слой представляет собой бумагу.
58. Панель согласно любому из вариантов исполнения 55-57, в которой второй поверхностный участок (S2) включает более мелкие волокна, чем первый поверхностный участок (S1).
59. Установка для создания цифровой печати (Р) на поверхности (2) способом переводной печати, причем установка включает цифровую головку (30') для нанесения капель, устройство (27) для нанесения сухих чернил, устройство (28) для удаления сухих чернил, и переводную поверхность (18), в которой:
цифровая головка (30') для нанесения капель приспособлена для нанесения жидких бесцветных чернил (11) на переводную поверхность (18);
устройство (27) для нанесения сухих чернил приспособлено для нанесения включающих окрашивающие материалы сухих чернил (15) на переводную поверхность (18);
бесцветные чернила (11) приспособлены для связывания части сухих чернил (15) с переводной поверхностью (18);
устройство (28) для удаления сухих чернил приспособлено для удаления несвязанных сухих чернил с переводной поверхности (18); и
переводная поверхность (18) со связанными сухими чернилами приспособлена для припрессовывания к поверхности (2).
60. Установка согласно варианту исполнения 59, в которой сухие чернила (15) включают смолу.
61. Установка согласно вариантам исполнения 59 или 60, в которой бесцветные чернила (11) имеют водную основу.
62. Установка согласно любому из вариантов исполнения 59-61, в которой бесцветные чернила подвергают воздействию повышенной температуры после нанесения.
63. Печатная матрица (78) для формирования тисненой структуры (17) на панели (1), причем печатная матрица включает твердые тиснильные частицы (67), размещенные в виде рисунка и связанные с носителем (68), покрытым бумагой или пленкой.
64. Печатная матрица (78) согласно варианту исполнения 63, в которой твердые тиснильные частицы (67) размещают на одной стороне носителя, и печать (Р) размещают на противоположной стороне носителя.
65. Печатная матрица (78) согласно вариантам исполнения 63 или 64, в которой твердые тиснильные частицы (67) и печать (Р) согласуют так, что может быть получена тисненая в регистр пропечатанная поверхность, когда печатную матрицу припрессовывают к поверхности (2) панели.
66. Способ формирования цифровой печати (Р) на поверхности (2), причем способ включает стадии, в которых наносят порошок сухих чернил (15), включающих окрашивающие материалы (7), на поверхность, связывают часть порошка сухих чернил (15) с поверхностью (2) с помощью цифровой нагревательной печатающей головки (80) так, что цифровая печать (Р) формируется связанными окрашивающими материалами (7) сухих чернил, и удаляют несвязанные сухие чернила (15) с поверхности (2).
67. Способ согласно варианту исполнения 66, в котором сухие чернила (15) включают термочувствительную смолу.
68. Способ согласно вариантам исполнения 66 или 67, в котором поверхность (2) включает термочувствительную смолу.
69. Способ согласно вариантам исполнения 67 или 68, в котором термочувствительная смола представляет собой термореактивную или термопластичную смолу.
70. Способ согласно варианту исполнения 69, в котором термочувствительная смола представляет собой термореактивную смолу, включающую меламин.
71. Способ согласно любому из вариантов исполнения 66-69, в котором нагревательная печатающая головка (80) подводит тепло к теплопередающей пленке (81).
72. Способ согласно варианту исполнения 70, в котором теплопередающая пленка (81) включает медь или алюминий.
72. Способ согласно любому из вариантов исполнения 66-68, в котором поверхность (2) составляет часть строительной панели, предпочтительно часть панели (1) напольного покрытия.
73. Способ согласно любому из вариантов исполнения 66-72, в котором сухие чернила (15) включают минеральные частицы.
74. Способ согласно варианту исполнения 73, в котором сухие чернила (15) включают частицы оксида алюминия.
75. Способ формирования цифровой печати (Р) на поверхности (2), включающий стадии, в которых наносят капли (57) бесцветных чернил (11) цифровой головкой (30') для нанесения капель на поверхность (2) и присоединяют окрашивающие материалы (7) к каплям бесцветных чернил с образованием цифровой печати (Р), причем цифровая печать (Р) включает еще один цвет, нежели бесцветные чернила (11).
76. Способ согласно варианту исполнения 75, в котором другой цвет формируют окрашивающими материалами (7), связанными с поверхностью (2) бесцветными чернилами (11).
77. Способ согласно вариантам исполнения 75 или 76, в котором бесцветные чернила (11) представляет собой по существу прозрачное жидкое вещество, включающее воду.
78. Способ согласно любому из вариантов исполнения 75-77, в котором бесцветные чернила (11) образуют первую и вторую часть печати (Р), и в котором все из бесцветных чернил, первой и второй частей имеют различные цвета.
79. Способ согласно любому из вариантов исполнения 75-78, в котором цифровая печать (Р) включает окрашивающие материалы (7) с различными цветами, которые позиционированы с горизонтальным смещением в одной и той же плоскости.
80. Способ согласно любому из вариантов исполнения 75-79, в котором протяженность (V2) по вертикали окрашивающих материалов (7) превышает протяженность (V1) по вертикали капель (57) бесцветных чернил.
81. Способ согласно любому из вариантов исполнения 75-80, в котором нанесенные в цифровой форме капли (57) бесцветных чернил просачиваются вниз и вверх из поверхности (2) после нанесения.
82. Способ согласно любому из вариантов исполнения 75-81, в котором капли бесцветных чернил (11), которые образуют точку (57) бесцветных чернил на поверхности (2), связывают окрашивающие материалы (7), имеющие размер, который является бóльшим, чем размер точки (57) бесцветных чернил.
83. Способ согласно любому из вариантов исполнения 75-82, в котором бесцветные чернила (11) наносят в виде растра (R1-R4), и в котором сухие чернила (15) наносят беспорядочно с перекрывающими окрашивающими материалами (7).
84. Способ согласно любому из вариантов исполнения 75-83, в котором протяженность (Н2) по горизонтали индивидуальных окрашивающих материалов (7) превышает протяженность (Н1) по горизонтали чернильных точек (57), и протяженность (V2) по вертикали слоя сухих чернил, после удаления несвязанных частиц, превышает протяженность (V1) по вертикали точек (57) бесцветных чернил.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЦИФРОВОЕ ТИСНЕНИЕ | 2014 |
|
RU2661835C2 |
| ЦИФРОВАЯ ПЕЧАТЬ СВЯЗУЮЩИМ | 2013 |
|
RU2643975C2 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА СТРОИТЕЛЬНУЮ ПАНЕЛЬ МЕТОДОМ ЦИФРОВОЙ ПЕЧАТИ ИЛИ ЦИФРОВОГО ПОКРЫТИЯ | 2013 |
|
RU2636516C2 |
| ПОВЕРХНОСТЬ, ИМЕЮЩАЯ ИЗМЕНЯЕМЫЙ ЦИФРОВОЙ ОТТИСК С ПРИВОДКОЙ | 2013 |
|
RU2642767C2 |
| ПАНЕЛИ НА ОСНОВЕ ДРЕВЕСНЫХ ВОЛОКОН С ИЗНОСОСТОЙКОЙ ПОВЕРХНОСТЬЮ | 2008 |
|
RU2628514C2 |
| ПАНЕЛИ НА ОСНОВЕ ДРЕВЕСНЫХ ВОЛОКОН С ИЗНОСОСТОЙКОЙ ПОВЕРХНОСТЬЮ | 2008 |
|
RU2483867C2 |
| ОДНОСЛОЙНОЕ НАСЫПАНИЕ ПОРОШКОВЫХ ПОВЕРХНОСТЕЙ | 2013 |
|
RU2626948C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОГО ИЗДЕЛИЯ И ПАНЕЛЬ ПОЛА | 2012 |
|
RU2608416C2 |
| СПОСОБЫ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНЫХ ЛАМИНАТНЫХ ПАНЕЛЕЙ | 2019 |
|
RU2759271C1 |
| СПОСОБ СТРУЙНОЙ ПЕЧАТИ ДЛЯ ДЕКОРАТИВНЫХ СЛОИСТЫХ ПАНЕЛЕЙ | 2019 |
|
RU2755627C1 |
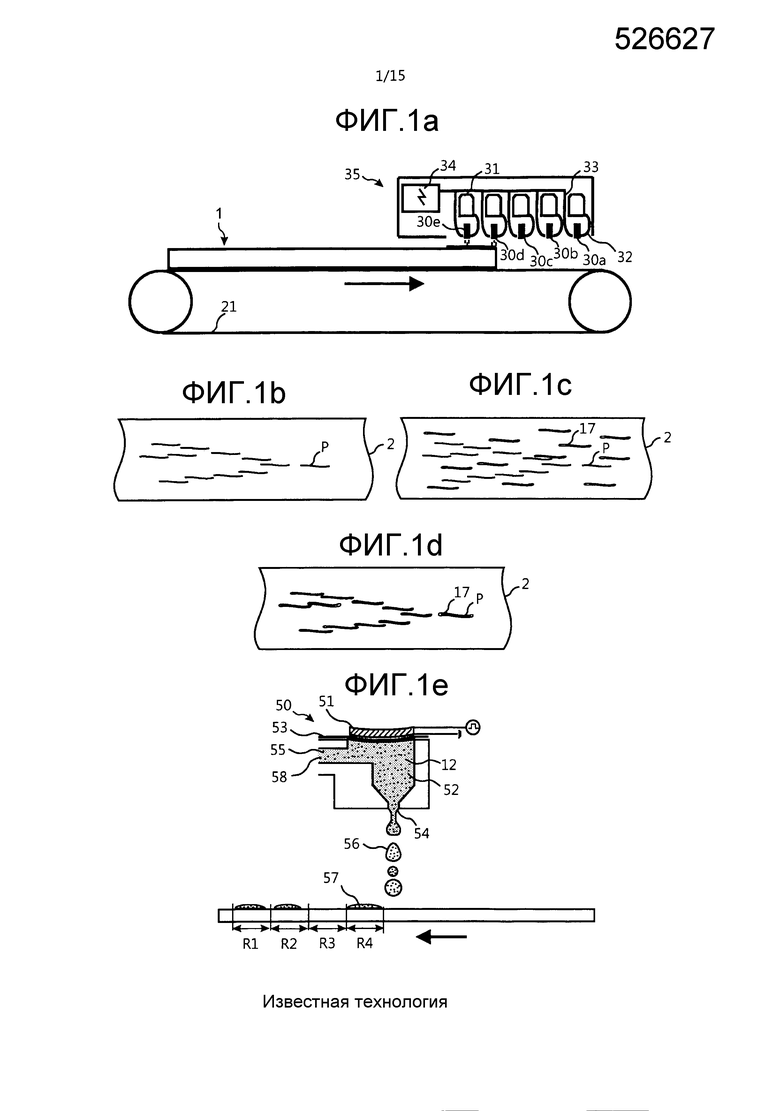
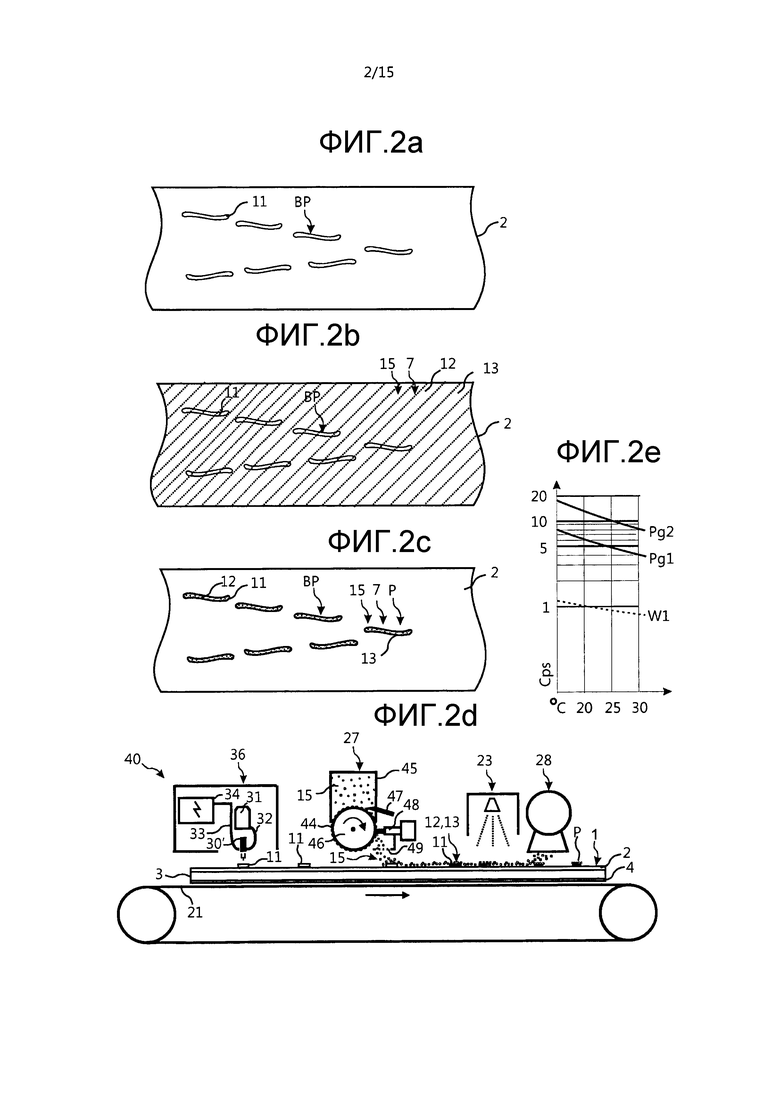
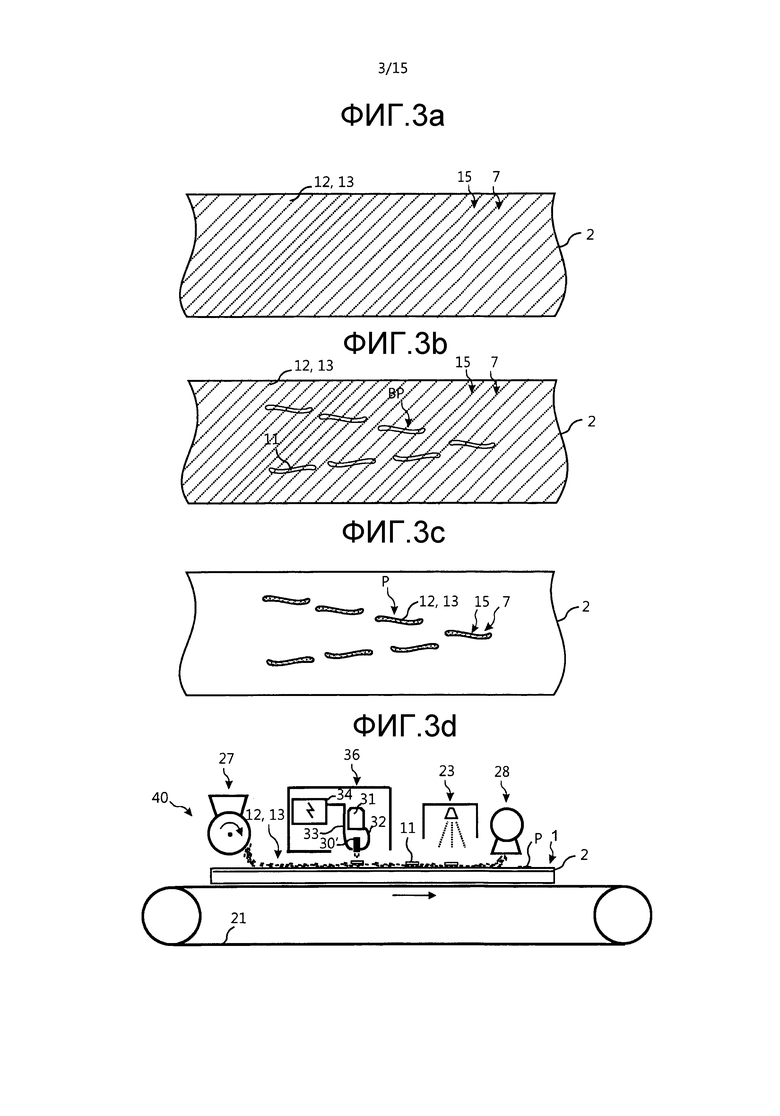
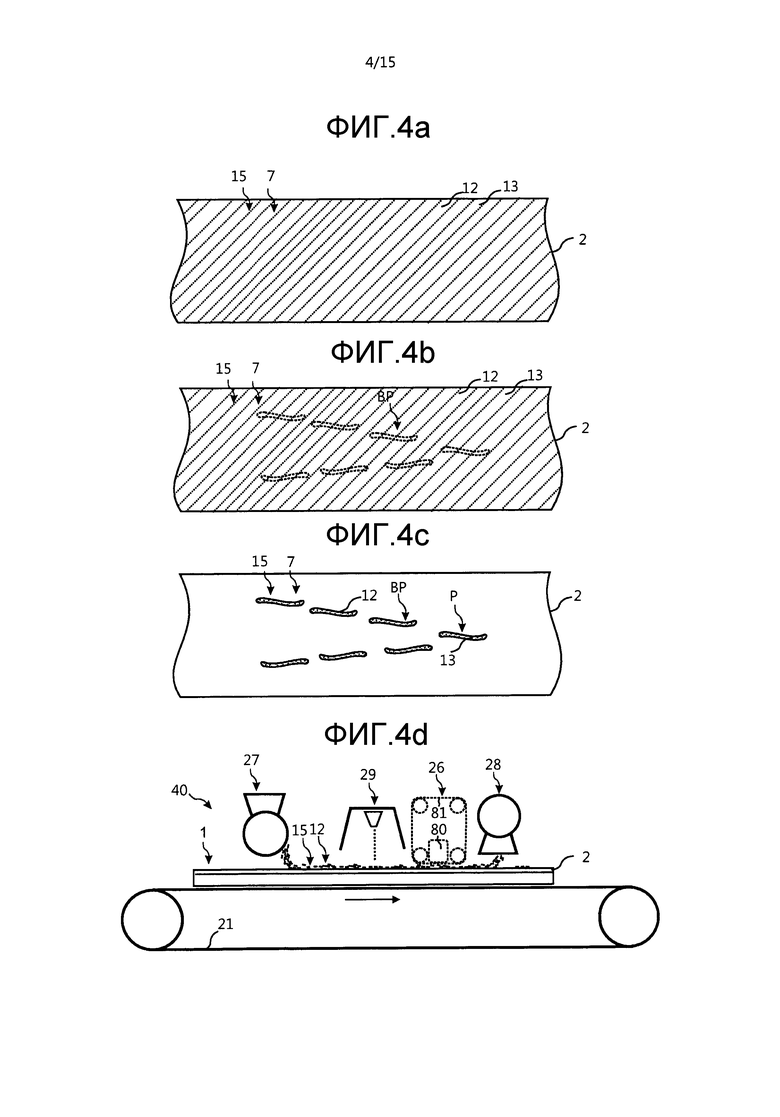
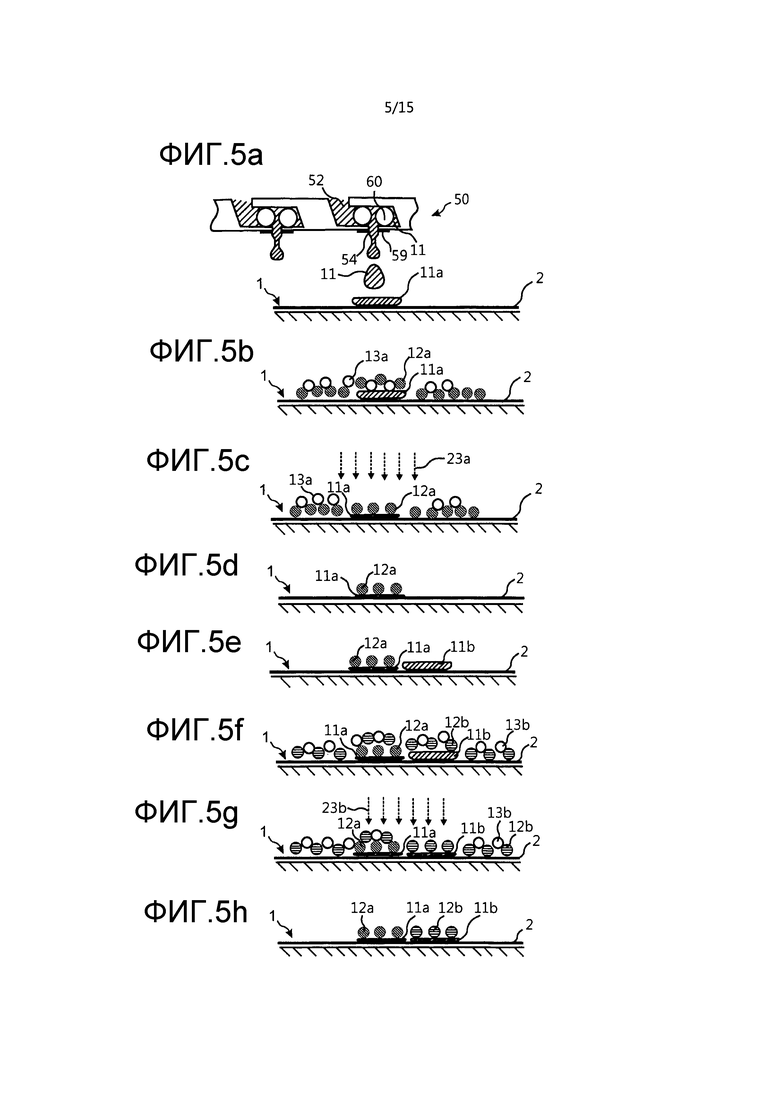
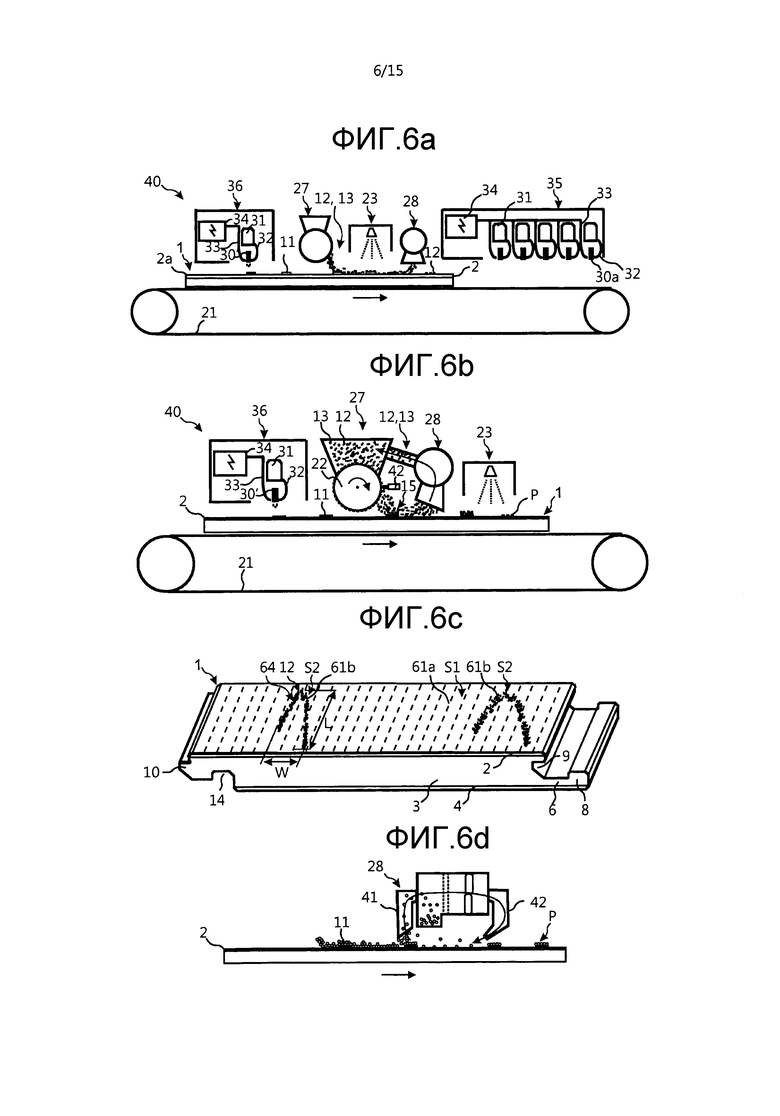
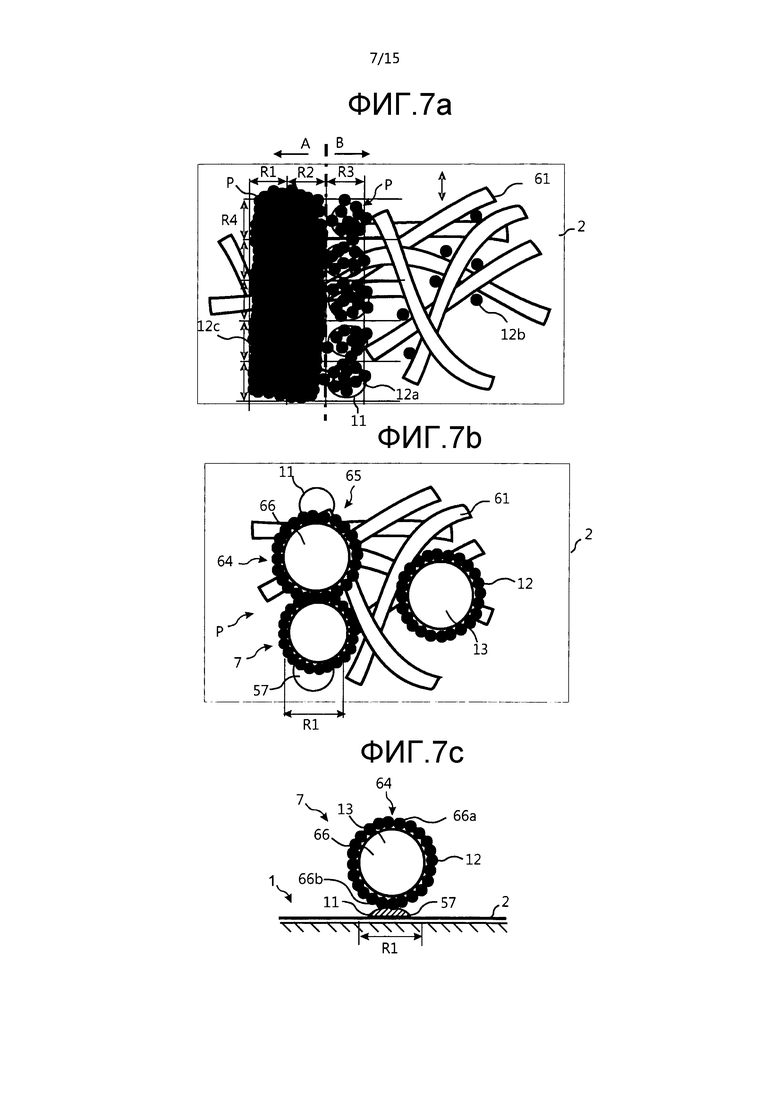
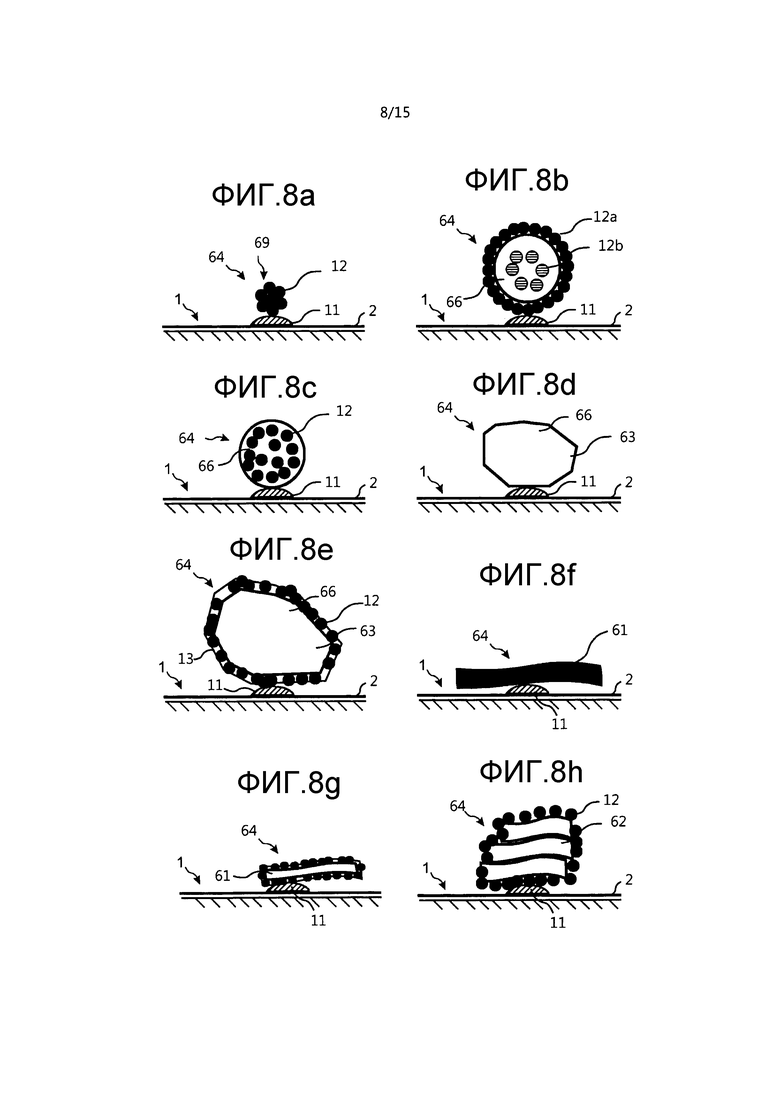
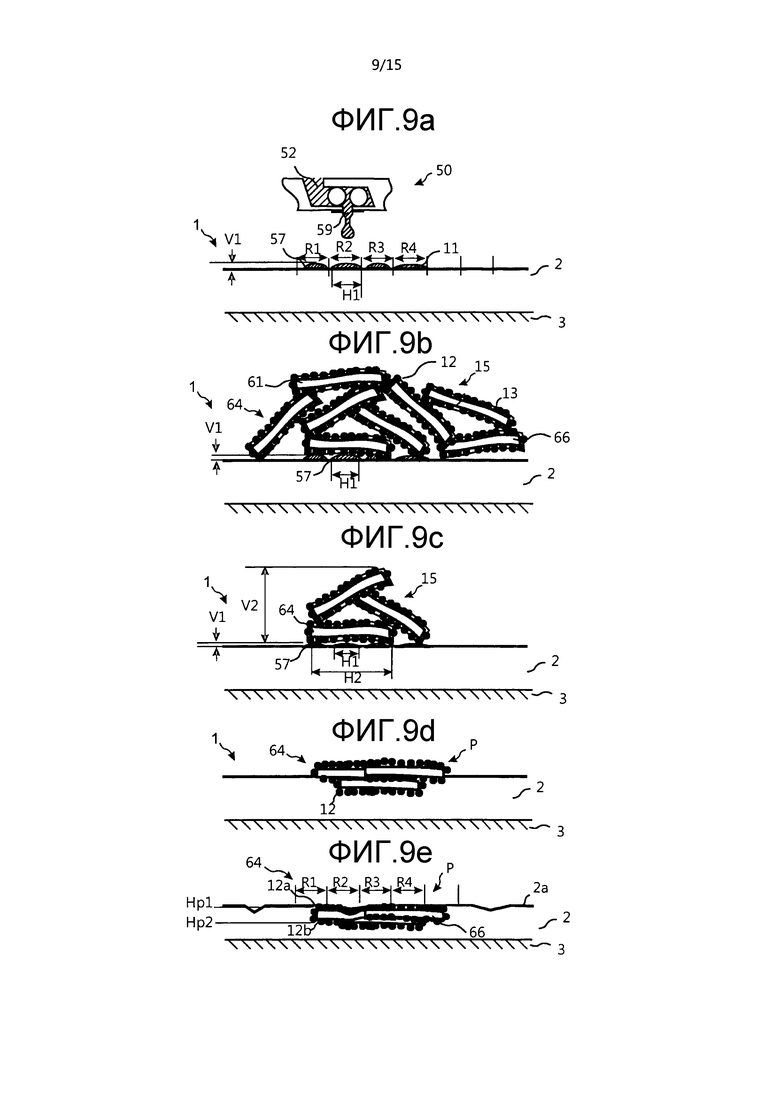
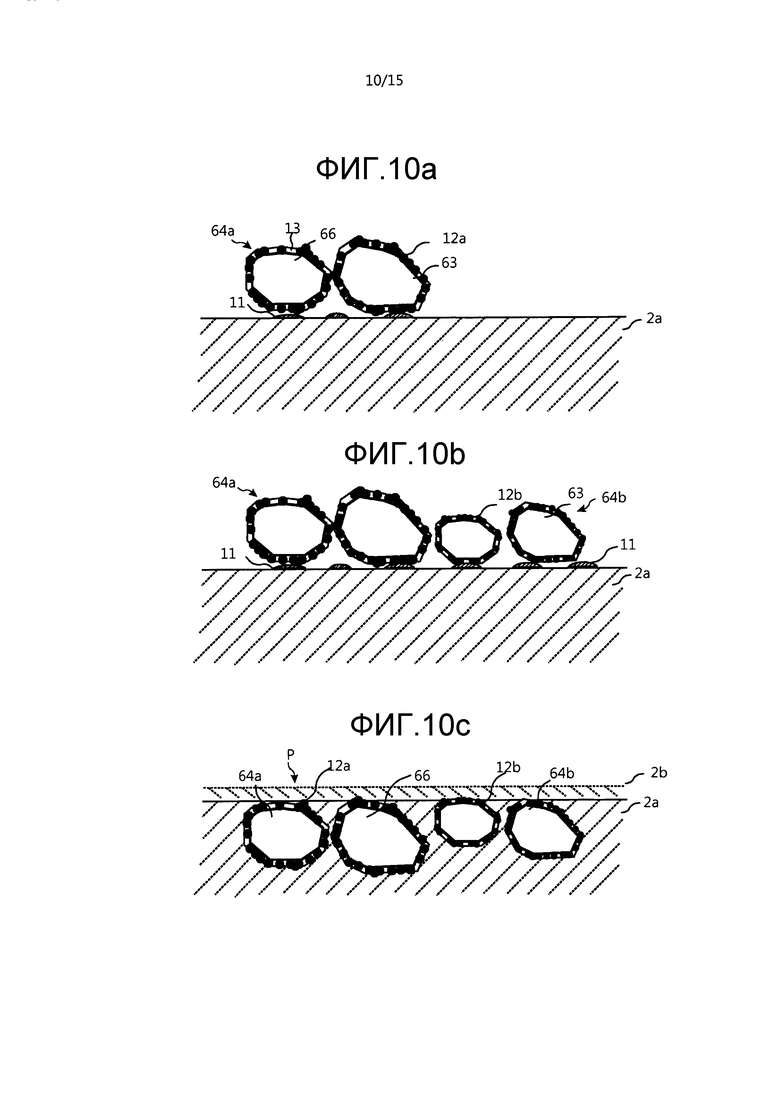
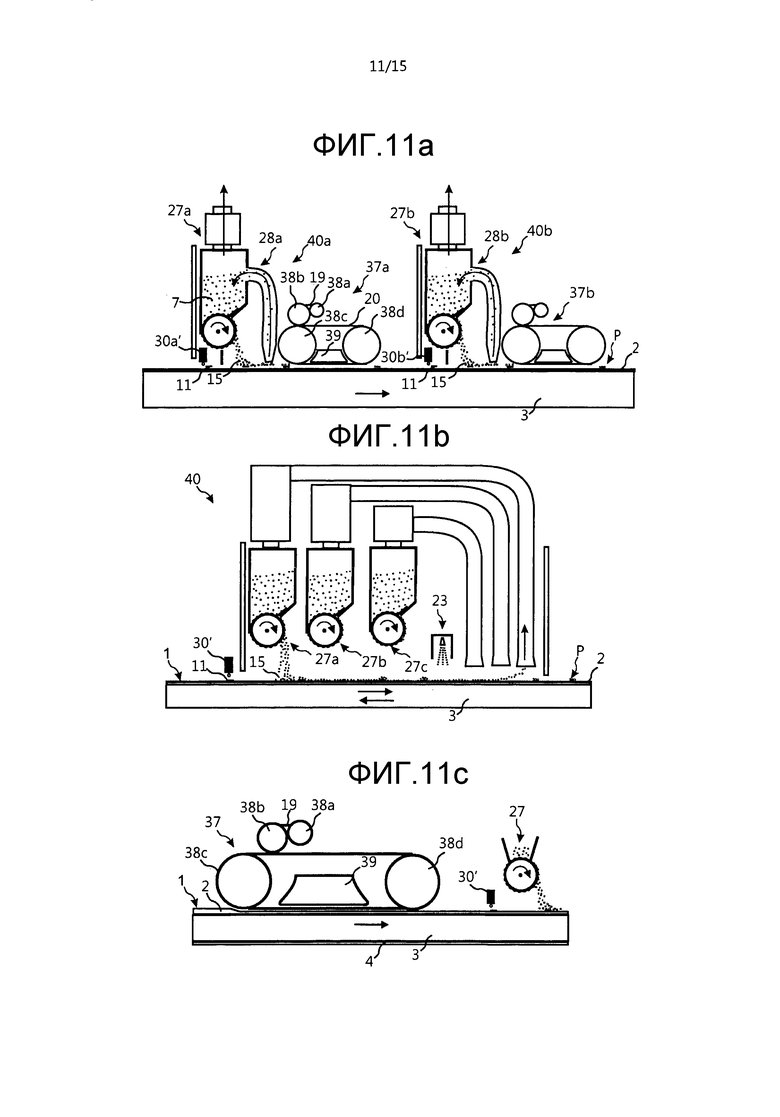
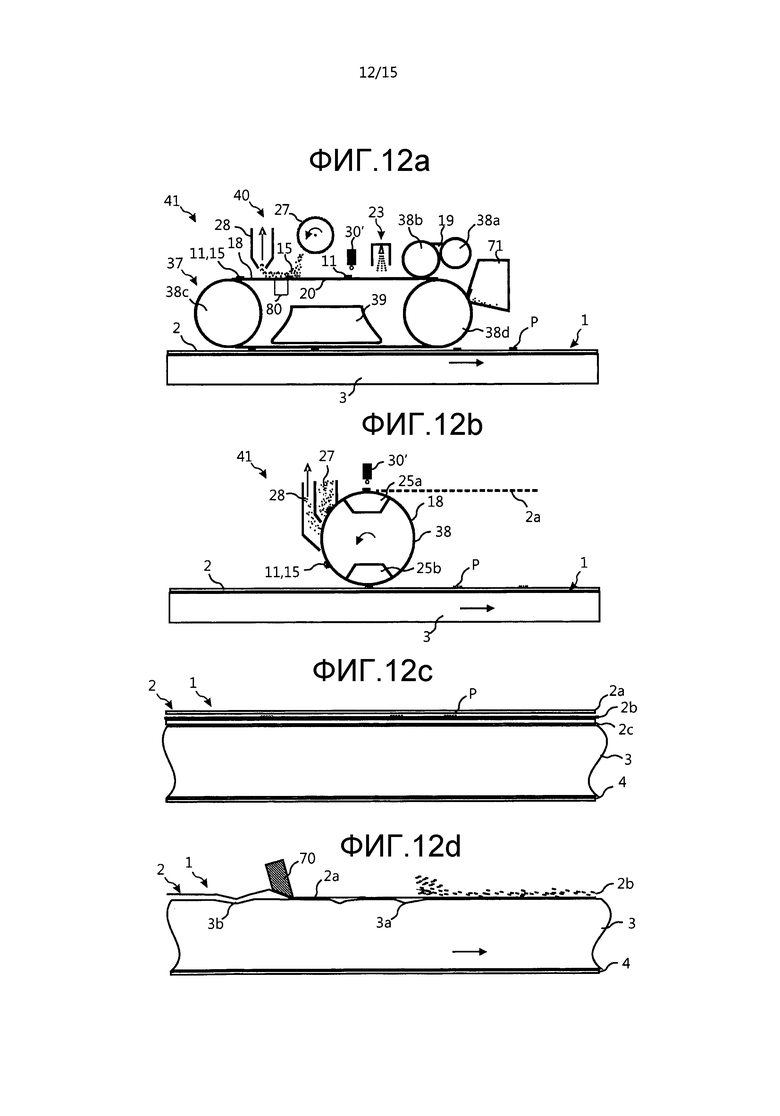
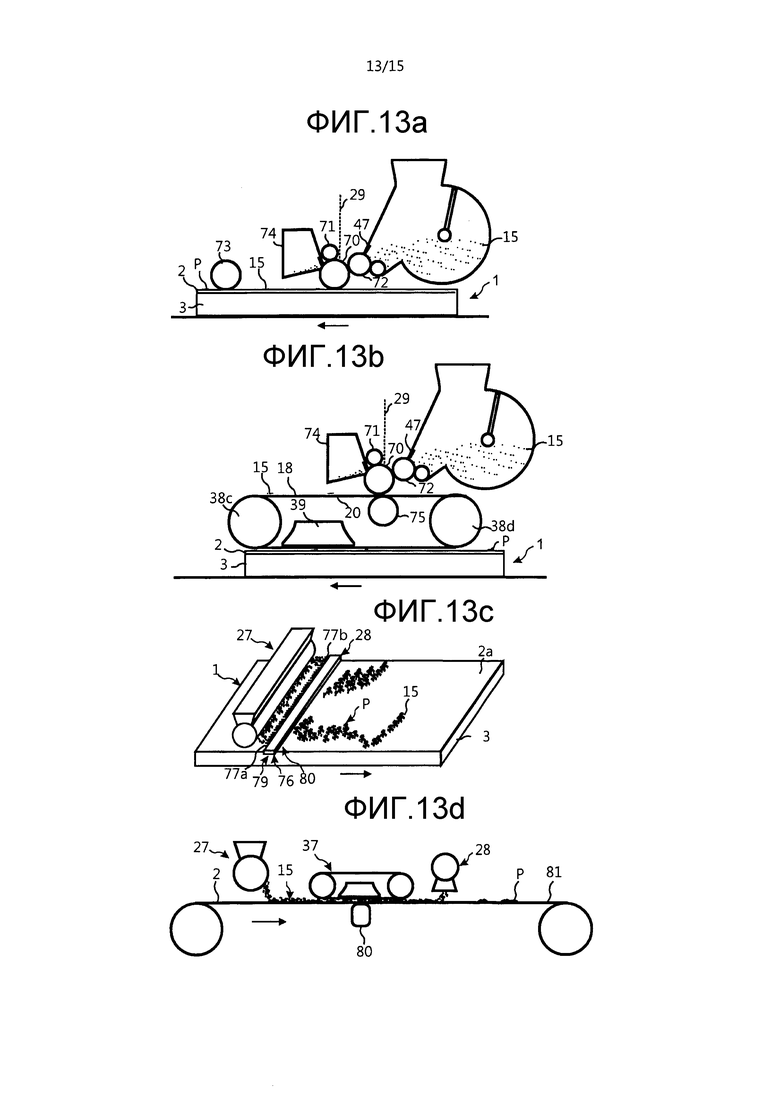
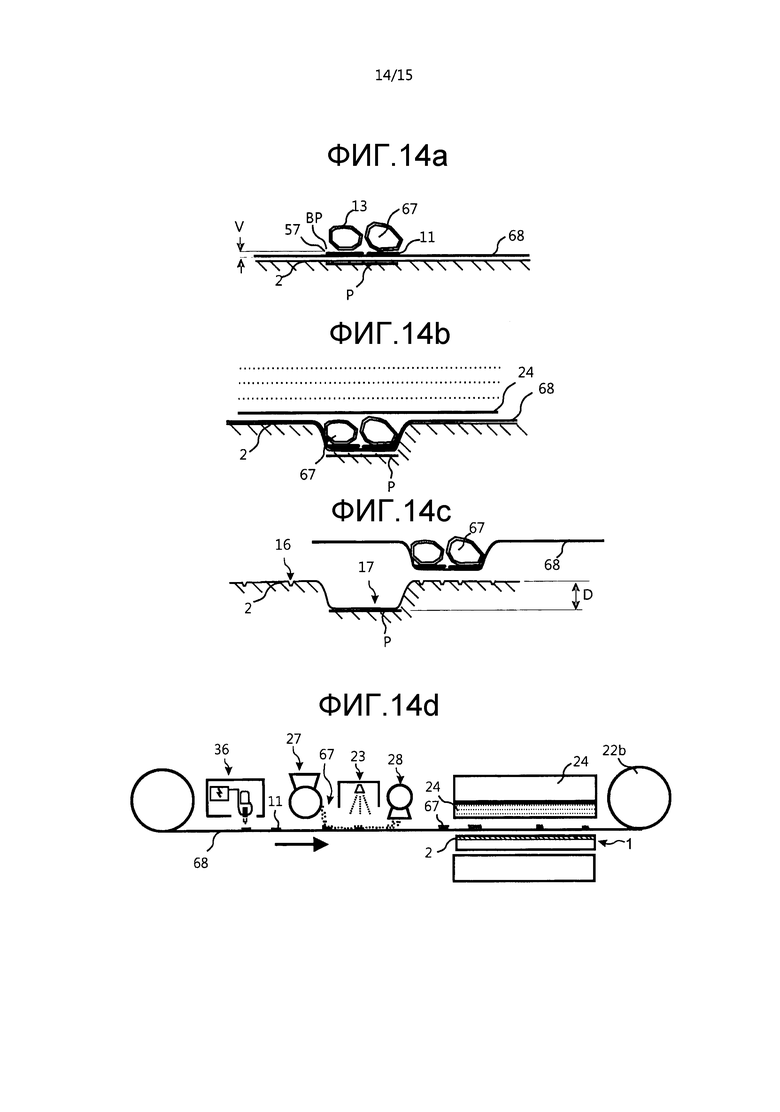
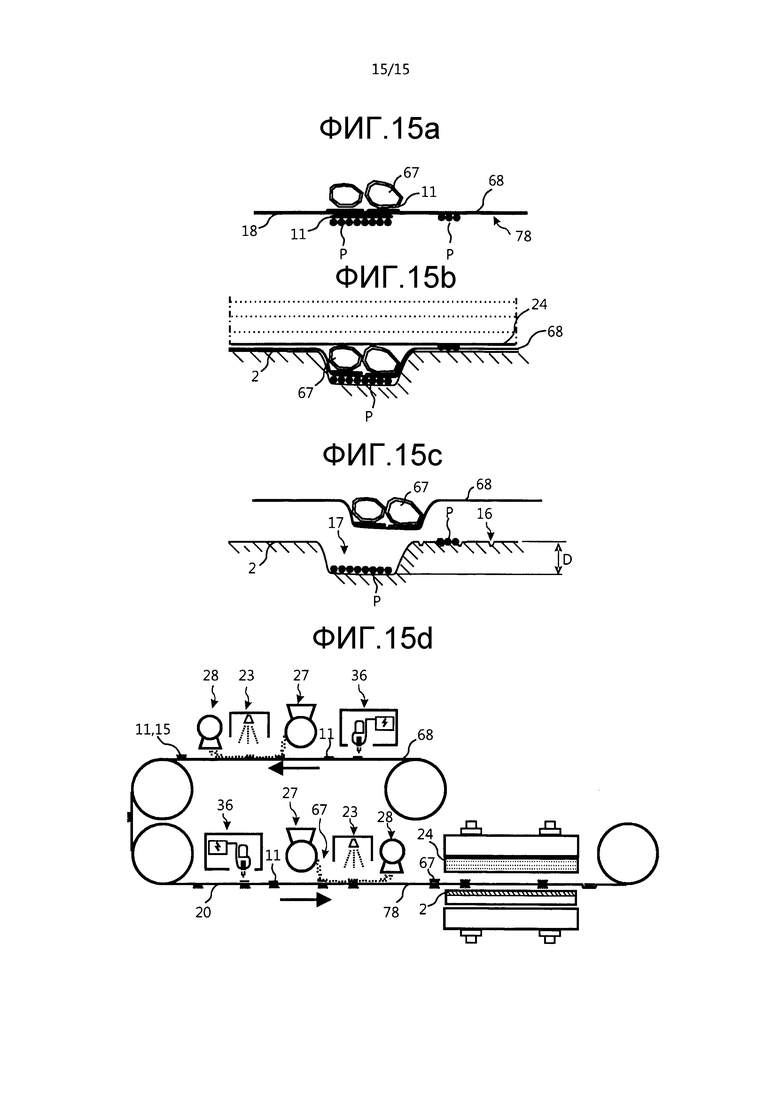
Изобретение относится к способу, панели и установке для формирования цифровой печати нанесением сухих чернил, предпочтительно включающих частицы покрытых пигментом древесных волокон, на поверхность связыванием части частиц каплями жидких бесцветных чернил и удалением несвязанных частиц с поверхности. 3 н. и 26 з.п. ф-лы, 15 ил.
1. Способ формирования цифровой печати (Р) на поверхности (2), где поверхность является частью строительной панели, в частности панели напольного покрытия, причем способ включает стадии, в которых:
- наносят капли (57) бесцветных чернил (11) с помощью цифровой головки (30’) для нанесения капель на поверхность (2),
- связывают окрашивающие материалы (7) с каплями (57) бесцветных чернил (11) для формирования цифровой печати (Р), причем цифровая печать (Р), сформированная связанными окрашивающими материалами (7), включает еще один цвет, нежели бесцветные чернила (11), и причем окрашивающие материалы (7), размещенные по вертикали выше других окрашивающих материалов, связываются точками (57) бесцветных чернил из капель, нанесенных на поверхность (2), где при этом окрашивающие материалы включают покрытые пигментом древесные волокна (61).
2. Способ по п. 1, в котором окрашивающие материалы (7) представляют собой макрочастицы окрашивающих материалов, которые имеют длину или диаметр свыше 20 микрон (мкм).
3. Способ по п. 1 или 2, в котором окрашивающие материалы (7), после нанесения, впрессовывают в поверхность (2).
4. Способ по п. 1 или 2, в котором бесцветные чернила (11) представляет собой по существу прозрачное жидкое вещество, включающее воду.
5. Способ по п. 1 или 2, в котором бесцветные чернила (11) включают гликоль или глицерин.
6. Способ по п. 1 или 2, в котором термореактивный или термопластичный материал, который обеспечивает связывание после высушивания, введен в поверхность (2).
7. Способ по п. 1 или 2, в котором окрашивающие материалы включают термореактивную смолу.
8. Способ по п. 1 или 2, в котором окрашивающие материалы представляют собой макроразмерные окрашивающие материалы, включающие смесь из макрочастиц окрашивающих материалов различных типов.
9. Способ по п. 8, в котором макроразмерные окрашивающие материалы включают смесь волокон и минералов.
10. Способ по п. 1 или 2, в котором бесцветные чернила (11) формируют первую и вторую часть печати (Р), и в котором первая и вторая части включают различные цвета.
11. Способ по п. 1 или 2, в котором цифровая печать (Р) включает окрашивающие материалы (7) с различными цветами, которые позиционированы с горизонтальным смещением в одной и той же плоскости.
12. Способ по п. 1 или 2, в котором протяженность (V2) по вертикали окрашивающих материалов (7) превышает протяженность (V1) по вертикали капель (57) бесцветных чернил.
13. Способ по п. 1 или 2, в котором нанесенные в цифровой форме капли (57) бесцветных чернил просачиваются вниз и проходят вверх от поверхности (2) после нанесения.
14. Способ по п. 1 или 2, в котором капля бесцветных чернил (11), которая создает точку (57) бесцветных чернил на поверхности (2), связывает окрашивающие материалы (7), имеющие размер, который является бóльшим, чем размер точки (57) бесцветных чернил.
15. Способ по п. 1 или 2, в котором бесцветные чернила (11) наносят в виде растра (R1 – R4) и в котором сухие чернила (15) наносят беспорядочно перекрывающими окрашивающими материалами (7).
16. Способ по п. 1 или 2, в котором протяженность (Н2) по горизонтали индивидуальных окрашивающих материалов (7) превышает протяженность (Н1) по горизонтали чернильных точек (57) и протяженность (V2) по вертикали слоя сухих чернил, после удаления несвязанных частиц, предпочтительно превышает протяженность (V1) по вертикали точек (57) бесцветных чернил.
17. Панель (1), имеющая поверхность (2) с декором древесных волокон, которая получена способом формирования цифровой печати (Р) по любому из п. 1-16, причем панель включает первый поверхностный участок (S1), который сформирован сплошным базовым слоем, включающим древесные волокна (61а), имеющие первый цвет, и второй поверхностный участок (S2), который сформирован древесными волокнами (61b), имеющими второй цвет, причем древесные волокна (61b), имеющие второй цвет, наносят на сплошной базовый слой и связывают с ним, и причем второй поверхностный участок (S2) покрывает часть первого поверхностного участка (S1).
18. Панель по п. 17, в которой сплошной базовый слой представляет собой порошок, включающий термореактивную смолу.
19. Панель по п. 17 или 18, в которой сплошной базовый слой представляет собой бумагу.
20. Панель по п. 17 или 18, в которой второй поверхностный участок (S2) включает более мелкие древесные волокна, чем первый поверхностный участок (S1).
21. Установка для создания цифровой печати (Р) на поверхности (2) способом формирования цифровой печати (Р) по любому из п. 1-16, где поверхность (2) является частью строительной панели, в частности панели напольного покрытия, причем установка включает цифровую головку (30’) для нанесения капель, устройство (27) для нанесения сухих чернил, устройство (28) для удаления сухих чернил и переводную поверхность (18), в которой:
• цифровая головка (30’) для нанесения капель приспособлена для нанесения жидких бесцветных чернил (11) на переводную поверхность (18);
• устройство (27) для нанесения сухих чернил приспособлено для нанесения включающих окрашивающие материалы сухих чернил (15) на переводную поверхность (18);
• бесцветные чернила (11) приспособлены для связывания части сухих чернил (15) с переводной поверхностью (18);
• устройство (28) для удаления сухих чернил приспособлено для удаления несвязанных сухих чернил с переводной поверхности (18); и
• переводная поверхность (18) со связанными сухими чернилами приспособлена для припрессовывания к поверхности (2),
и где при этом устройство для нанесения сухих чернил приспособлено для нанесения сухих чернил, включающих древесные волокна (61).
22. Установка по п. 21, в которой устройство для нанесения сухих чернил приспособлено для нанесения сухих чернил (15), включающих смолу.
23. Установка по п. 21 или 22, в которой устройство для нанесения сухих чернил приспособлено для нанесения сухих чернил, включающих термореактивную смолу.
24. Установка по п. 21 или 22, в которой цифровая головка для нанесения капель приспособлена для нанесения жидких бесцветных чернил (11) на водной основе.
25. Установка по п. 21 или 22, в которой цифровая головка для нанесения капель приспособлена для нанесения жидких бесцветных чернил (11), включающих гликоль или глицерин.
26. Установка по п. 21 или 22, в которой жидкие бесцветные чернила (11) приспособлены для связывания части сухих чернил с переводной поверхностью, подвергаемой воздействию повышенной температуры после нанесения.
27. Установка по п. 21 или 22, в которой поверхность (2) формирует часть панели (1).
28. Установка по п. 21 или 22, в которой поверхность (2) включает древесные волокна.
29. Установка по п. 21 или 22, в которой термореактивный или термопластичный материал, который обеспечивает связывание после высушивания, включен в поверхность (2).
| US 6394595 B1, 28.05.2002 | |||
| WO 2011077200 A1, 30.06.2011 | |||
| СПОСОБ ПРИГОТОВЛЕНИЯ КОНСЕРВОВ "КОТЛЕТЫ МОСКОВСКИЕ С СОУСОМ ЛУКОВЫМ С ГОРЧИЦЕЙ" | 2008 |
|
RU2363299C1 |

