Уровень техники
Настоящее изобретение относится к электрическому соединению согласно ограничительной части п.1 формулы изобретения.
Подобное электрическое соединение уже широко известно и служит в электрических приборах, например в блоках управления или агрегатах в автомобильной технике для электрического соединения соединительного провода со штекерной контакт-деталью. При этом обычно используется соединение с силовым замыканием в виде соединения обжимом. При таком соединении обжимом соответствующие соединительные участки штекерной контакт-детали соединяют с соединительным проводом путем пластической деформации. Такое соединение обжимом является лишь условно разъемным и в большинстве случаев не поддается ремонту.
Помимо этого известны штекерные соединения, имеющие штекерную контакт-деталь и ответную вставную контакт-деталь. Обе эти контакт-детали также соединяют между собой путем силового замыкания, соответственно за счет упругого действия, благодаря чему подобное соединение можно разбирать и ремонтировать неограниченное число раз.
Недостаток соединений с силовым замыканием обоих типов состоит в том, что при исключительно малом электрическом токе, под которым в данном случае подразумевается прежде всего ток силой в диапазоне наноампер или ниже, места контакта в таком соединении имеют нелинейный характер изменения сопротивления. Такой нелинейный характер изменения сопротивления изменяет информацию, носителем которой служит электрический ток и которая должна передаваться далее через электрическое соединение по возможности в неизмененном виде.
Краткое изложение сущности изобретения
Исходя из рассмотренного выше уровня техники, в основу настоящего изобретения была положена задача усовершенствовать электрическое соединение указанного в ограничительной части п.1 формулы изобретения типа в том отношении, чтобы такое электрическое соединение даже при передаче исключительно малого электрического тока обладало бы насколько это возможно линейным характером изменения сопротивления. Указанная задача в отношении электрического соединения с признаками, указанными в п.1 формулы изобретения, решается благодаря тому, что соединение с силовым замыканием дополнительно к нему снабжено еще одним неразъемным соединением. В данном случае, таким образом используют преимущество сравнительной простоты монтажа, обычно присущей соединению с силовым замыканием, и затем изменяют, соответственно модифицируют такое соединение с силовым замыканием путем создания дополнительного неразъемного соединения, которое обеспечивает неизменно оптимальную передачу тока даже исключительно малой силы.
Различные предпочтительные варианты выполнения предлагаемого в изобретении электрического соединения приведены в зависимых пунктах формулы изобретения. В объем изобретения включены также все возможные комбинации из по меньшей мере двух его отличительных особенностей, представленных в описании, в формуле изобретения и/или на чертежах.
В одном из предпочтительных вариантов осуществления изобретения неразъемное соединение выполнено в виде сварного или паяного соединения. В качестве сварного соединения при этом рассматривается прежде всего сварное соединение, полученное лазерной, контактной или ультразвуковой сваркой. Неразъемное соединение каждого из указанных типов можно в зависимости от особенностей применения выполнять в рамках промышленного производства с использованием сравнительно простых средств и эффективно контролировать в производственных условиях.
В еще одном варианте осуществления изобретения соединение обжимом выполнено в виде двойного соединения обжимом. При этом зона обжима разделяется на два разных места обжима, одно из которых предназначено для соединения штекерной контакт-детали с изоляцией многопроволочного соединительного провода с силовым замыканием, а другое место обжима служит для создания собственно электрического контакта с проволоками соединительного провода, который зачищен, соответственно с которого удалена изоляция на этом его участке. Благодаря этому прежде всего при приложении растягивающей нагрузки предназначенные для создания собственно электрического контакта проволоки соединительного провода разгружаются от усилий натяжения.
В одном из особенно предпочтительных вариантов осуществления изобретения штекерная контакт-деталь электрически контактирует с ответной вставной контакт-деталью и соединена с ней с силовым замыканием и между этими штекерной контакт-деталью и ответной вставной контакт-деталью выполнено еще одно дополнительное неразъемное соединение. Благодаря этому предлагаемое в изобретении электрическое соединение становится пригодным, например, для соединения электрического прибора с соединительным кабелем, например с соединительным кабелем кабельного жгута в автомобиле. При этом благодаря еще одному дополнительному наразъемному соединению между штекерной контакт-деталью и ответной вставной контакт-деталью и в этом месте обеспечивается возможность передачи электрического тока особо малой силы без потери информации, носителем которой он служит.
Аналогично первому неразъемному соединению еще одно дополнительное неразъемное соединение также предпочтительно выполнять в виде сварного или паяного соединения.
С целью обеспечить, с одной стороны, защиту места расположения электрического соединения штекерной контакт-детали с ответной вставной контакт-деталью, а с другой стороны, возможность сравнительно простого создания дополнительного неразъемного соединения в еще одном варианте осуществления изобретения штекерная контакт-деталь расположена в штекерной колодке, которая в зоне соединения между штекерной контакт-деталью и ответной вставной контакт-деталью имеет отверстие, прежде всего проем, благодаря которому эта зона соединения доступна снаружи.
Особенно предпочтительно при этом выполнять штекерную колодку с возможностью электрического подсоединения в ее зоне соединения к ответным вставным контакт-деталям, расположенным в корпусе прежде всего электрического прибора, указанный корпус которого имеет при этом сквозное отверстие, расположенное с по меньшей мере частичным совмещением с отверстием в штекерной колодке и закрываемое крышкой. Благодаря этому обеспечивается возможность герметичного и защищенного расположения зоны соединения между штекерной контакт-деталью и ответной вставной контакт-деталью в корпусе электрического прибора.
Для дальнейшего повышения надежности технологического процесса прежде всего при применении изобретения в рамках крупносерийного производства предпочтителен, кроме того, вариант, в котором штекерная контакт-деталь, расположенная в штекерной колодке, зафиксирована в ней соединением с геометрическим замыканием, прежде всего защелкивающимся стопорным соединением. Благодаря этому штекерную контакт-деталь можно исключительно механическим путем надежно соединять со штекерной колодкой и фиксировать в ней.
Другие преимущества, отличительные особенности и частные аспекты изобретения вытекают из последующего описания предпочтительных вариантов осуществления изобретения со ссылкой на прилагаемые к описанию чертежи, на которых показано:
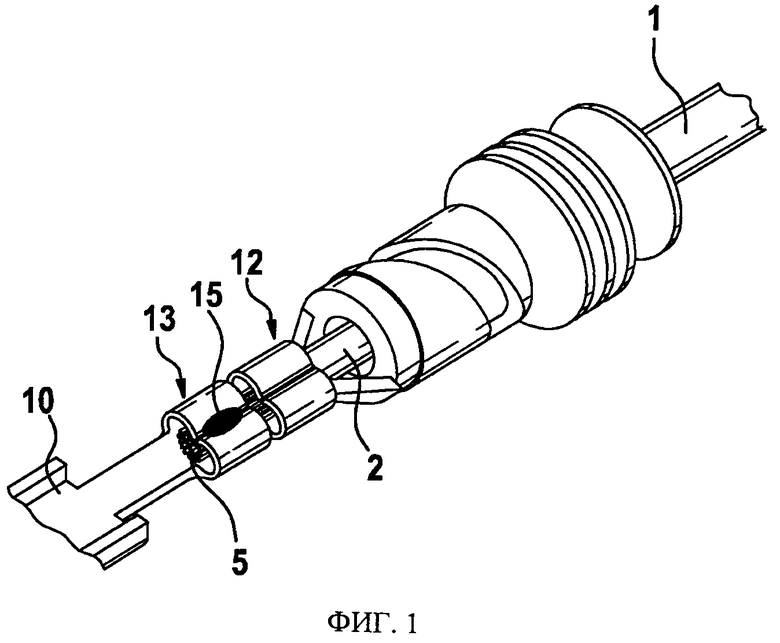
на фиг.1 - вид в аксонометрии электрического соединения между штекерной контакт-деталью и соединительным проводом в зоне обжима,
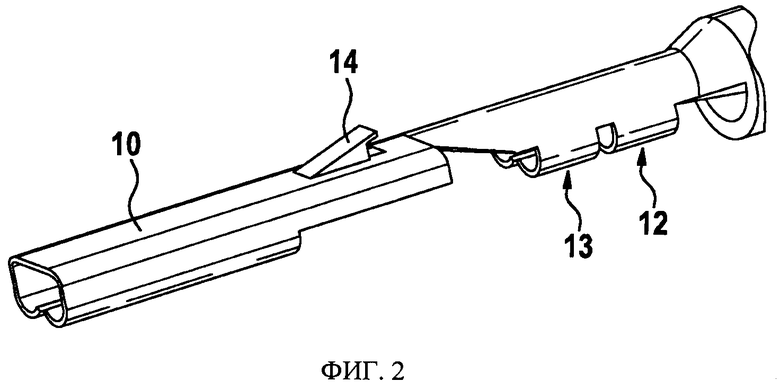
на фиг.2 - другой вид в аксонометрии электрического соединения, изображенного на фиг.1,
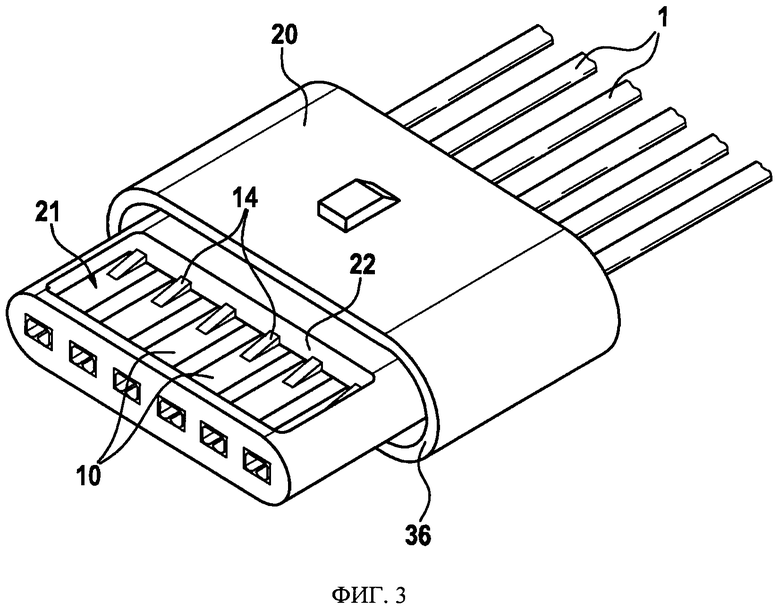
на фиг.3 - вид в аксонометрии штекерной колодки со множеством расположенных в ней штекерных контакт-деталей,
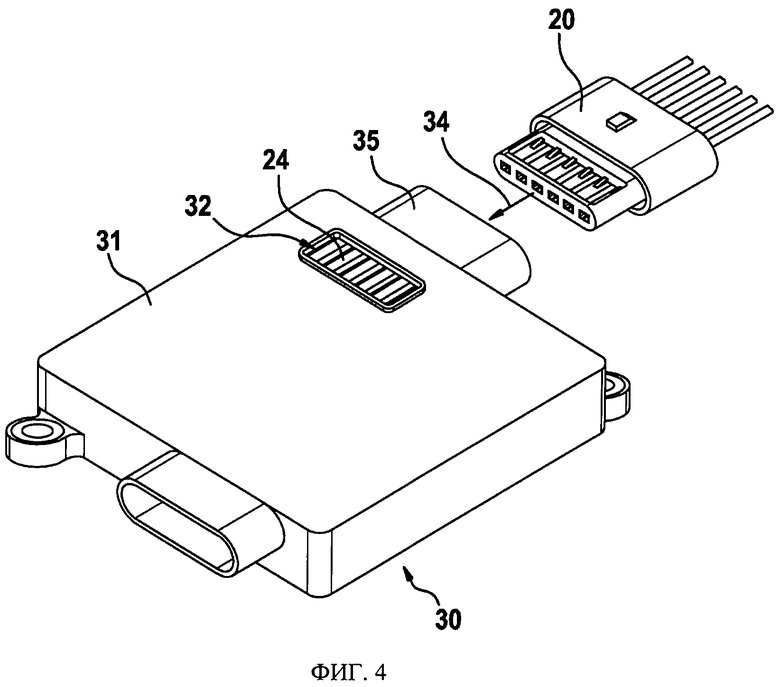
на фиг.4 - вид в аксонометрии штекерной колодки, изображенной на фиг.3, в процессе ее подсоединения к блоку управления,
на фиг.5 - вид в аксонометрии изображенного на фиг.4 блока управления в зоне его отверстия с подсоединенной штекерной колодкой и
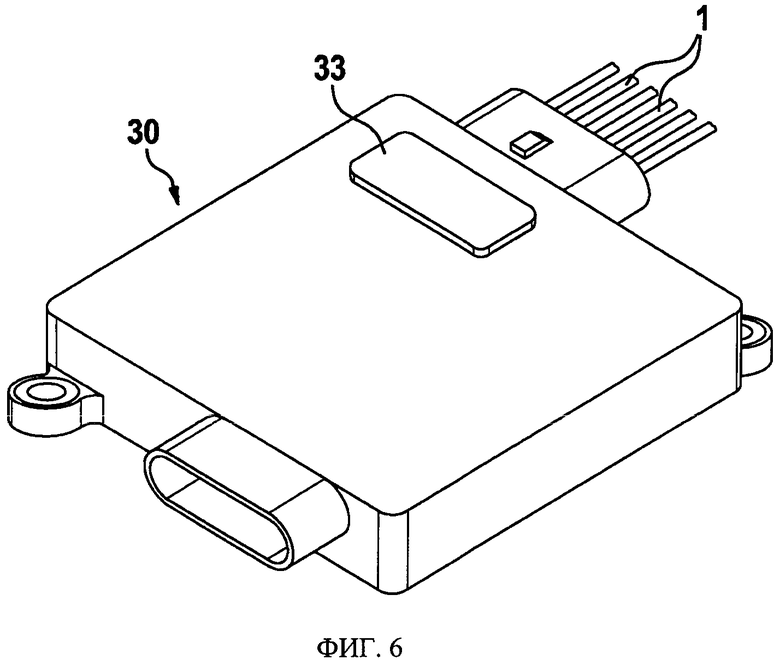
на фиг.6 - блок управления с подсоединенной штекерной колодкой и с закрытым отверстием.
На всех чертежах одинаковые детали и элементы, соответственно выполняющие одинаковую функцию детали, и элементы обозначены одинаковыми позициями.
На фиг.1 показан электрический провод в виде соединительного провода 1 (многопроволочного провода), который электрически контактирует со штекерной контакт-деталью в виде штекерного соединительного элемента 10. Соединительный провод 1 имеет изоляцию 2, в которую заключены его проволоки 5. Соединительный провод 1 в зоне своего электрического соединения со штекерным соединительным элементом 10 зачищен, т.е. с него удалена его изоляция 2.
Штекерный соединительный элемент 10 выполнен, как это хорошо известно, из листового металла в виде штампованной/гнутой детали и имеет два отстоящих друг от друга в продольном направлении места 12, 13 обжима. Первое место 12 обжима служит при этом для соединения штекерного соединительного элемента 10 с изоляцией 2 с силовым замыканием вблизи зачищенного конца соединительного провода 1, тогда как второе место 13 обжима служит для соединения соединительного провода 1 со штекерным соединительным элементом 10 с силовым замыканием. Как показано прежде всего на фиг.2, штекерный соединительный элемент 10 со своей противоположной по отношению к обоим местам 12, 13 обжима стороны имеет также изготовленный путем штамповки/гибки стопорный выступ 14, выступающий из собственно этого штекерного соединительного элемента 10.
Согласно изобретению второе место 13 обжима, служащее для электрического контакирования соединительного провода 5 со штекерным соединительным элементом 10, оснащено, соответственно снабжено дополнительным неразъемным соединением 15 (соединением присадочным материалом, соответственно соединением, осуществляемым силами молекулярного сцепления). Такое дополнительное неразъемное соединение 15 в данном случае выполнено прежде всего в виде сварного соединения. Подобное сварное соединение при этом в зависимости от конкретных условий применения выполняется прежде всего лазерной, контактной или ультразвуковой сваркой. Вместо сварного соединения возможно также использование паяного соединения.
На фиг.3 показана штекерная колодка 20 для размещения множества расположенных в ней параллельно друг другу штекерных соединительных элементов 10. Такая штекерная колодка 20 имеет при этом проем в виде отверстия 21, ограничивающая стенка 22 которого одновременно служит упором для стопорных выступов 14 штекерных соединительных элементов 10, которые тем самым в результате геометрического замыкания закреплены, соответственно застопорены в штекерной колодке 20. Важное значение имеет также расположение отверстия 21 в штекерной колодке 20 в зоне, где создается соединение с ответными вставными контакт-деталями 24 с силовым замыканием (см. фиг.4).
На фиг.4 показан электрический прибор 30, имеющий, например, не показанную на чертеже интегральную микросхему или иной аналогичный компонент. Такой электрический прибор 30, применяемый прежде всего на автомобиле, имеет корпус 31, который в зоне ответных вставных контакт-деталей 24 имеет вырез или сквозное отверстие 32. Это сквозное отверстие 32 герметично закрывается показанной на фиг.6 крышкой 33, закрепляемой, например, путем лазерной сварки. Штекерную колодку 20 для ее подсоединения к электрическому прибору 30 перемещением в направлении показанной на фиг.4 стрелки 34 вставляют той стороной, с которой расположено ее отверстие 21, в соответствующую часть 35 корпуса электрического прибора. Для обеспечения плотного соединения между штекерной колодкой 20 и частью 35 корпуса электрического прибора, соответственно самим этим корпусом 31 эта его часть 35 или же, что более предпочтительно, штекерная колодка 20 дополнительно снабжена уплотнением 36, видимым на фиг.3.
На фиг.5 штекерная колодка 20 показана в полностью вставленном в часть 35 корпуса 31 состоянии. На данном чертеже прежде всего видно, что отверстие 21 в штекерной колодке 20 и сквозное отверстие 32 в корпусе 31 совмещены между собой, и поэтому зона 37 соединения между штекерными соединительными элементами 10 и ответными вставными контакт-деталями 24, где первые и вторые механически с силовым замыканием и электрически соединены между собой, доступна, соответственно удобна для обработки снаружи. Согласно изобретению в этой зоне 37 соединения отдельные соединения между каждым из штекерных соединительных элементов 10 и каждой из соответствующих им ответных вставных контакт-деталей 24 снабжены дополнительными неразъемными соединениями 38. Такие дополнительные неразъемные соединения 38 в предпочтительном варианте также выполнены в виде сварных или паяных соединений. В представленном варианте, в котором ответные вставные контакт-детали 24 расположены внутри штекерных соединительных элементов 10, соответственно окружены ими, дополнительное неразъемное соединение 38 выполнено лазерной сваркой. После выполнения дополнительного неразъемного соединения 38 корпус 31 закрывают крышкой 33, которая тем самым герметично закрывает его снаружи.
Описанное выше в общих чертах электрическое соединение допускает возможность его разнообразного модифицирования, соответственно видоизменения, не выходя при этом за объем изобретения. Так, например, возможен вариант с непосредственным электрическим контактированием штекерной колодки 20 с ответными вставными контакт-деталями 24 без их размещения в отдельном корпусе 31 электрического прибора 30. В этом случае целесообразно предусмотреть возможность закрывания отверстия 21 в штекерной колодке 20 отдельной крышкой.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТЕКЕРНЫЙ СОЕДИНИТЕЛЬ | 2014 |
|
RU2658319C2 |
| СИСТЕМА ПРОЕЗЖЕЙ ЧАСТИ ЭСКАЛАТОРА ИЛИ ТРАВОЛАТОРА | 2015 |
|
RU2672317C1 |
| ВСТАВНОЙ РАЗРЯДНИК, СОДЕРЖАЩИЙ ОДИН ИЛИ НЕСКОЛЬКО ЭЛЕМЕНТОВ ЗАЩИТЫ ОТ ПЕРЕНАПРЯЖЕНИЙ | 2007 |
|
RU2398327C1 |
| ГНЕЗДОВОЙ МОДУЛЬ И СОДЕРЖАЩИЙ ЕГО ЭЛЕКТРОХИРУРГИЧЕСКИЙ ПРИБОР | 2015 |
|
RU2633043C2 |
| ЭЛЕКТРИЧЕСКИЙ ПРИБОР | 1997 |
|
RU2201045C2 |
| ВЗРЫВОЗАЩИЩЕННАЯ КОМПОНОВКА | 2020 |
|
RU2819395C2 |
| КРЕПЛЕНИЕ ДЛЯ ИНЖЕКТОРА | 2011 |
|
RU2565476C2 |
| КОНСТРУКЦИЯ ДЛЯ ВЫПОЛНЕНИЯ ТОЧКИ ТЕПЛОВОГО РАСЦЕПЛЕНИЯ | 2011 |
|
RU2557068C2 |
| СОЕДИНИТЕЛЬНОЕ УСТРОЙСТВО ДЛЯ СВЕТИЛЬНИКОВ | 2007 |
|
RU2466330C2 |
| ИСПОЛНИТЕЛЬНЫЙ ПРИВОД С ШТЕКЕРНЫМ РАЗЪЕМОМ | 2013 |
|
RU2632914C2 |
Изобретение относится к электрическим соединениям для использования в различных электрических приборах, например блоках управления или агрегатах в автомобильной технике для электрического соединения соединительного провода с штекерной контакт-деталью. Техническим результатом является обеспечение электрического соединения, которое даже при передаче малого электрического тока обладало линейным характером изменения сопротивления. Указанный технический результат достигается тем, что электрическое соединение содержит по меньшей мере одну штекерную контакт-деталь (10) и соединенный с ней соединительный провод (1), соединение между которым и этой по меньшей мере одной штекерной контакт-деталью (10) реализовано в виде по меньшей мере одного соединения (12, 13) с силовым замыканием, выполненного прежде всего в виде соединения обжимом. Соединение (13) с силовым замыканием дополнительно снабжено неразъемным соединением (15) или паяным соединением. 10 з.п. ф-лы, 6 ил. 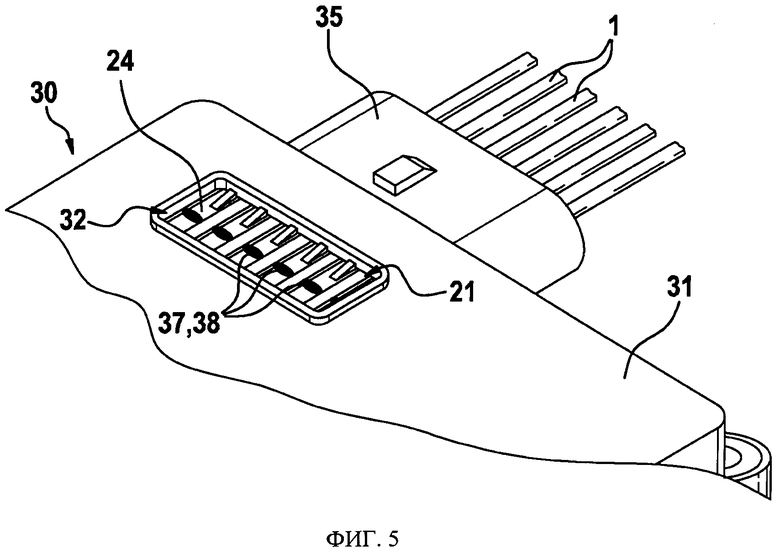
1. Электрическое соединение, имеющее по меньшей мере одну штекерную контакт-деталь (10) и соединенный с ней соединительный провод (1), соединение между которым и этой по меньшей мере одной штекерной контакт-деталью (10) реализовано в виде по меньшей мере одного соединения (12, 13) с силовым замыканием, дополнительно снабженного неразъемным соединением (15) или паяным соединением, отличающееся тем, что штекерная контакт-деталь (10) электрически контактирует с ответной вставной контакт-деталью (24) и соединена с ней с силовым замыканием и между этими штекерной контакт-деталью (10) и ответной вставной контакт-деталью (24) выполнено дополнительное неразъемное соединение (38) или паяное соединение.
2. Электрическое соединение по п. 1, отличающееся тем, что неразъемное соединение (15) выполнено в виде сварного соединения.
3. Электрическое соединение по п. 2, отличающееся тем, что сварное соединение получено лазерной, контактной или ультразвуковой сваркой.
4. Электрическое соединение по п. 1, отличающееся тем, что соединение (12, 13) с силовым замыканием выполнено в виде соединения обжимом.
5. Электрическое соединение по п. 4, отличающееся тем, что соединение (12, 13) обжимом выполнено в виде двойного соединения обжимом.
6. Электрическое соединение по п. 1, отличающееся тем, что еще одно дополнительное неразъемное соединение (38) выполнено в виде сварного соединения.
7. Электрическое соединение по одному из пп. 1-6, отличающееся тем, что штекерная контакт-деталь (10) расположена в штекерной колодке (20), которая в зоне (37) соединения между штекерной контакт-деталью (10) и ответной вставной контакт-деталью (24) имеет отверстие (21), прежде всего проем, благодаря которому эта зона (37) соединения доступна снаружи.
8. Электрическое соединение по п. 7, отличающееся тем, что штекерная колодка (20) выполнена с возможностью электрического подсоединения в своей зоне (37) соединения к ответным вставным контакт-деталям (24), расположенным в корпусе (31) прежде всего электрического прибора (30), указанный корпус (31) которого имеет сквозное отверстие (32), расположенное с по меньшей мере частичным совмещением с отверстием (21) в штекерной колодке и закрываемое крышкой (33).
9. Электрическое соединение по п. 7, отличающееся тем, что штекерная контакт-деталь (10), расположенная в штекерной колодке (20), зафиксирована в ней соединением с геометрическим замыканием, прежде всего защелкивающимся стопорным соединением (14).
10. Электрическое соединение по п. 7, отличающееся тем, что штекерная колодка (20) имеет уплотнение (36), взаимодействующее с корпусом (31) прибора.
11. Электрическое соединение по п. 7, отличающееся тем, что в штекерной колодке (20) расположено множество размещенных параллельно рядом друг с другом штекерных контакт-деталей (10).
| US 3717842 A, 1973-02-20 | |||
| DE 102007020210 A1, 2007-12-06 | |||
| JP 2009259498 A, 2009-11-05 | |||
| US 2006057903 A1, 2006-03-16 | |||
| DE 102006046350 A1, 2008-04-03 | |||
| DE 19902405 A1, 2000-08-17 | |||
| US 5971816 A, 1999-10-26 | |||
| Способ изготовления контактногозАжиМА | 1978 |
|
SU813573A1 |
| СПОСОБ СОЗДАНИЯ СОЕДИНЕНИЯ ДЛЯ СВЕРХПРОВОДЯЩЕГО КАБЕЛЯ | 2005 |
|
RU2335046C2 |

