Изобретение относится к машиностроению и может быть использовано при испытаниях смазочно-охлаждающей жидкости (СОЖ) для шлифования.
Известен способ определения эффективности смазочно-охлаждающих жидкостей при шлифовании, заключающийся в том, что шлифуют образец, содержащий оправку с патрубком для подачи СОЖ, в котором размещают набор одинаковых пластин, образующих канал для подачи СОЖ в зону шлифования. Боковые пластины этого набора шлифуют без СОЖ, располагая их вне канала подачи СОЖ, а поверхность шлифовального круга, контактирующего с ними, используют как базу для сравнения износа на поверхности круга, контактирующей с каналом СОЖ. В качестве критерия эффективности СОЖ используют разность износа круга на участках, работающих без СОЖ и с ней [авторское свидетельство СССР № 1541492, кл. G01N 3/58, B54B 55/02, 1990].
Недостатком данного способа является снижение достоверности сравнительной оценки СОЖ из-за неравного количества сошлифованного материала на единицу ширины шлифовального круга в зонах шлифования без СОЖ (боковые пластины) и с ней (внутренние пластины). Указанный недостаток обусловлен тем, что при равной длине пластин в зоне шлифования оказывается дополнительная пластина для образования канала, перпендикулярная остальным. Таким образом, количество материала, сошлифования в зоне с применением СОЖ оказывается большим по сравнению с зоной шлифования без СОЖ.
Известен способ испытания смазочно-охлаждающих жидкостей, заключающийся в том, что шлифуют с приложением нагрузки образец в ванной с испытуемой СОЖ. Критерии технологической эффективности СОЖ при шлифовании:
- максимальную бесприжоговую нагрузку РУТ, Н, определяют при шлифовании заготовок из закаленных сталей (твердость более 45). Нагрузка должна быть постоянной в течение каждого эксперимента и равна 20, 25, 30, 35 Н и более до появления прижога. Прижог определяют после окончания эксперимента осмотром травленных в растворах кислот заготовок.
Продолжительность эксперимента - 30 с;
- режущую способность шлифовального круга определяют по ГОСТ 2424, ГОСТ 21445;
- коэффициент шлифования К определяют по ГОСТ 2424, ГОСТ 21445;
- удельную мощность шлифования NУД, Вт·с·мм-3, вычисляют по формуле

где NШ - мощность шлифования, Вт, NШ=NH-Nxx
NH, Nxx - мощность привода шлифовального круга нагрузочная и холостого хода соответственно, Вт;
QM - режущая способность шлифовального круга, мм3·с-1
- удельный расход сверхтвердых материалов g, мг/г, определяют по ГОСТ 14706;
- скорость изнашивания абразивного инструмента va, м/с, определяют по ГОСТ 21445;
- коэффициент режущей способности круга Кр, мм3·с-1·H-1 вычисляют по формуле

где Ру - радиальная составляющая силы шлифования, Н;
- относительную площадь прижогов FО.П., вычисляют по формуле

где Fп - площадь структурно измененного участка, мм2;
F - общая площадь обработанной поверхности, мм2 [ГОСТ Р52338-2005. Чистота промышленная. Методы испытаний смазочно-охлаждающих жидкостей].
Недостатком известного способа является высокая трудоемкость проведения испытаний и отсутствие реальной схемы обработки. Не учитывается перемещение образца в отношении шлифовального круга во время обработки.
Наиболее близким по технической сущности и достигаемому результату к заявляемому изобретению является способ определения эффективности смазочно-охлаждающих жидкостей при шлифовании (патент № 2063862, B24B 55/02, 1996), по которому образец, закрепленный в приспособлении, шлифуют с подачей СОЖ, состоящий из набора пластин, одну из которых располагают перпендикулярно остальным, две боковые пластины размещают по концам первой, а остальные - с зазором S относительно первой, образуя канал для подачи СОЖ, при этом длину остальных выбирают из условия:

где L - общая длина образца,
l1 - толщина каждой из пластин.
Недостатком прототипа является снижение достоверности сравнительной оценки смазочно-охлаждающей жидкости из-за неравномерной нагрузки шлифовального круга на единицу площади у центральной и боковых частей. Кроме того, отсутствует параметр, характеризующий состояние инструмента и моющей способности смазочно-охлаждающей жидкости. Не учитывается скорость микрорезания в процессе абразивной обработки в непосредственной зоне контакта, обусловленной ступенчатой конструкцией шлифовального круга, а также увеличенная трудоемкость проведения испытаний, вследствие сложности конструкции.
Техническим результатом заявляемого способа является повышение достоверности оценки эффективности СОЖ при шлифовании путем учета дополнительного параметра - площадь засаленной поверхности абразивного инструмента.
Задача изобретения состоит в повышении точности оценки эффективности смазочно-охлаждающих жидкостей при шлифовании и уменьшении трудоемкости испытаний.
Поставленная задача решается, а технический результат достигается способом оценки эффективности смазочно-охлаждающих жидкостей при шлифовании, по которому образец, закрепленный в приспособлении, шлифуют абразивным инструментом с подачей смазочно-охлаждающей жидкости, по которому, согласно изобретению, под действием рычага прикладывают заданные усилия к образцу, а абразивному инструменту сообщают заданную скорость вращения, вследствие чего происходит контактное взаимодействие между образцом и абразивным инструментом в среде смазочно-охлаждающей жидкости, а в качестве критерия оценки эффективности используют отношение величины металла, снятого в процессе обработки, к площади засаленной поверхности абразивного инструмента:

где Э - показатель эффективности,
ΔM - съем металла в % от исходной массы образца,
F - площадь засаленной поверхности абразивного инструмента в %.
Существо изобретения поясняется чертежом.
На чертеже изображена принципиальная схема устройства.
Пример конкретной реализации способа.
Способ реализуется устройством для оценки эффективности смазочно-охлаждающих жидкостей при шлифовании, содержащим образец 1, абразивный инструмент (шлифовальный круг) 2, помещенный в ванну с СОЖ 3, рычаг 4, для придания усилия в месте контакта абразивного инструмента и закрепленного в приспособлении 5 для фиксации образца.
Устройство для оценки эффективности смазочно-охлаждающих жидкостей при шлифовании работает следующим образом: шлифуют образец 1 абразивным инструментом 2, помещенным в ванну с СОЖ 3. Абразивный инструмент получает вращательное движение. Под действием рычага 4 прикладывают различные усилия к образцу, вследствие чего происходит контактное взаимодействие между образцом, абразивным инструментом и СОЖ. Сравнивают величину показателей износа: съема металла образца и износа поверхности абразивного инструмента (шлифовального круга), контактирующих между собой. Засаливание абразивного инструмента оценивают по площади поверхности с помощью наложения миллиметровой сетки, результаты записываются и сводятся в таблицу. Высчитывается эффективность шлифования Э, как отношение снимаемого металла с заготовки, к площади засаленной поверхности абразивного инструмента.
Способ осуществляют следующим образом: первоначально подбирают материал образца и подготавливают его, испытуемые СОЖ для сравнения эффективности, подбирают нагрузку в узле трения. Образец шлифуют в течение заданного времени, после чего определяют съем металла и засаливание поверхности абразивного инструмента. Дополнительный критерий способствует повышению достоверности. Эффективность рассчитывают по формуле:

где Э - показатель эффективности,
ΔM - съем металла в % от исходной массы образца,
F - площадь засаленной поверхности абразивного инструмента (шлифовального круга) в %.
Берут следующие исходные данные:
- трибометрическая установка,
- материал образца сталь 5 сп,
- абразивный инструмент - шлифовальный круг - белый корунд марки 25А ПП, диаметр 240 мм,
- скорость трения в контакте 0,65 м/с (352 об/мин),
- нагрузка в узле трения от 19,4 кг до 296,5 кг.
Для оценки пригодности разработанного способа были проведены исследования эффективности СОЖ Росойл-500, Росойл-910 Росойл-920 различных концентраций в воде. Росойл-500 представляет собой водорастворимую СОЖ на минеральной основе, Росойл-910 полусинтетическую СОЖ, а Росойл-920 синтетическую. Экспериментально полученные значения, съем металла и площадь засаленной поверхности абразивного инструмента (шлифовального круга) сводят в таблицу 1. Эффективность СОЖ «Росойл-500» в 5% и 30% концентрации соответственно составляет 0,02 (2,08%/100%) и 0,04 (3,40%/80%); СОЖ «Росойл-910» в 5% и 30% концентрации соответственно составляет 0,09 (4,24%/50%) и 0,17 (3,43%/20%); СОЖ «Росойл-920» в 5% и 30% концентрации соответственно составляет 0,32 (3,20%/10%) и 3,03 (3,03%/1%).
засаливания
эффективности
Как видно из таблицы 1, наиболее эффективной СОЖ (показатель эффективности составляет 0,32) из рассмотренных является «Росойл-920» в 30% концентрации.
Итак, заявляемое изобретение позволяет повысить точность и уменьшить трудоемкость оценки эффективности смазочно-охлаждающих жидкостей при шлифовании.
Также изобретение позволяет повысить достоверность оценки эффективности СОЖ при шлифовании путем учета дополнительного параметра - площади засаленной поверхности абразивного инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОЦЕНКИ ЭФФЕКТИВНОСТИ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ЖИДКОСТЕЙ ПРИ ШЛИФОВАНИИ | 2013 |
|
RU2538521C1 |
| СПОСОБ ОЦЕНКИ КОМПЛЕКСНОЙ ЭФФЕКТИВНОСТИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 2021 |
|
RU2777395C1 |
| СМАЗОЧНО-ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1992 |
|
RU2016053C1 |
| СПОСОБ ОЧИСТКИ ЗАСАЛЕННЫХ ШЛИФОВАЛЬНЫХ КРУГОВ ПРИ БЕСЦЕНТРОВОМ ВРЕЗНОМ ШЛИФОВАНИИ | 2001 |
|
RU2201328C2 |
| СПОСОБ ОЧИСТКИ ЗАСАЛЕННЫХ ШЛИФОВАЛЬНЫХ КРУГОВ ПРИ ПЛОСКОМ МАЯТНИКОВОМ ШЛИФОВАНИИ | 2001 |
|
RU2201327C2 |
| Смазочно-охлаждающая жидкость | 2018 |
|
RU2679651C1 |
| СТЕНД ДЛЯ ИСПЫТАНИЙ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ЖИДКОСТЕЙ И ШЛИФОВАЛЬНЫХ КРУГОВ | 1994 |
|
RU2081735C1 |
| Стенд для испытаний технологических свойств смазочно-охлаждающих жидкостей /СОЖ/ | 1980 |
|
SU921827A1 |
| СМАЗКА ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ МЕТАЛЛОВ | 2007 |
|
RU2366691C2 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ПРИ ПЛОСКОМ ПЕРИФЕРИЙНОМ ШЛИФОВАНИИ | 2014 |
|
RU2579325C1 |
Изобретение относится к машиностроению и может быть использовано при испытаниях с целью оценки эффективности смазочно-охлаждающей жидкости (СОЖ) для шлифования. Образец закрепляют в приспособлении, с помощью рычага прикладывают заданные усилия к образцу и шлифуют его абразивным инструментом в среде СОЖ. В качестве критерия оценки эффективности используют отношение величины съема материала ΔМ образца в процессе шлифования к площади F засаленной поверхности абразивного инструмента. В результате повышается точность оценки эффективности СОЖ и уменьшается трудоемкость испытаний. 1 ил., 1 табл., 1 пр.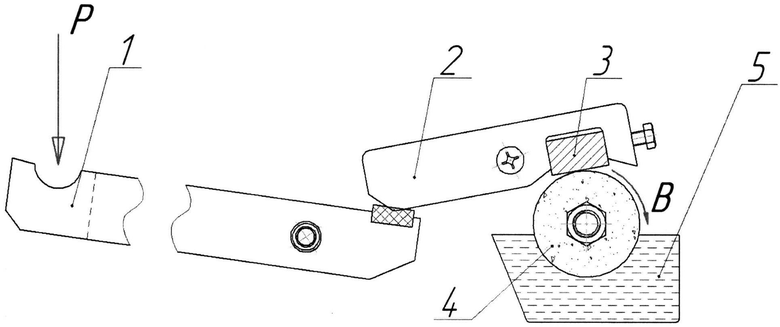
Способ определения эффективности смазочно-охлаждающих жидкостей (СОЖ) при шлифовании, включающий закрепление образца в приспособлении, шлифование абразивным инструментом с подачей СОЖ с последующим определением параметров, характеризующих состояние абразивного инструмента и образца и используемых для расчета критерия эффективности СОЖ, отличающийся тем, что к закрепленному в приспособлении образцу с помощью рычага прикладывают заданные усилия с обеспечением контактного взаимодействия образца с помещенным в среду СОЖ абразивным инструментом, которому сообщают вращение с заданной скоростью, при этом определяют величину съема металла образца в процессе шлифования и площадь засаленной поверхности абразивного инструмента, а в качестве критерия эффективности СОЖ используют показатель эффективности Э, который определяют по формуле
 ,
,
где ΔМ - величина съема металла в % от исходной массы образца;
F - площадь засаленной поверхности абразивного инструмента, %.
| RU 2063862 C1, 20.07.1996 | |||
| Способ оценки свойств смазочно-охлаждающих жидкостей при шлифовании | 1990 |
|
SU1785871A1 |
| Способ оценки технологических свойств смазочно-охлаждающей жидкости (сож) | 1984 |
|
SU1225776A1 |
| Устройство для оценки эффективности сож | 1983 |
|
SU1231432A1 |
| Способ подбора смазочно-охлаждающей жидкости | 1977 |
|
SU681351A1 |

