ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящее изобретение относится к печи термообработки для использования при термической обработке полупроводниковых подложек, обычно кремниевых подложек.
УРОВЕНЬ ТЕХНИКИ
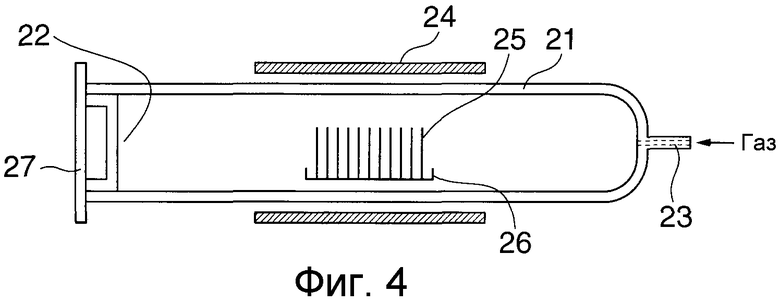
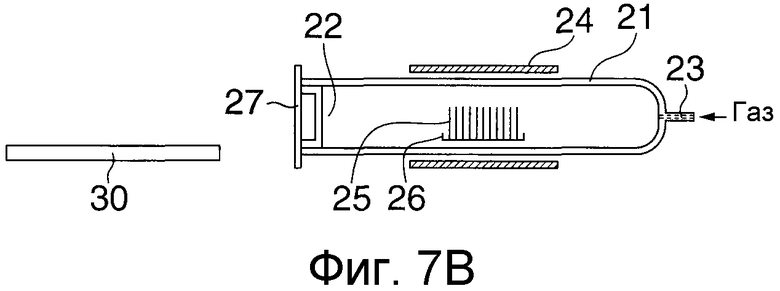
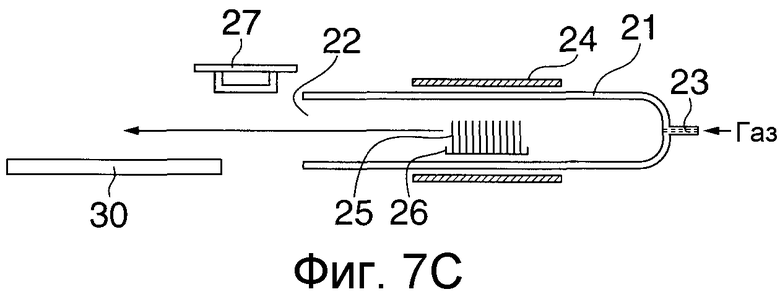
[0002] В известном уровне техники процесс термической обработки полупроводников проводят, как правило, в печи следующей конструкции, чтобы предотвратить любое загрязнение из окружающего воздуха нагревателя или аналогичного. Как показано на Фиг.4, трубчатую оболочку печи 21 из кварца высокой степени чистоты или аналогичного, которая снабжена проемом 22 у одного конца и газовпускным патрубком 23 у другого конца, располагают внутри цилиндрического нагревателя 24, который устанавливают в печь заранее. Лодочку 26 из кварца высокой степени чистоты или аналогичного, которая несет установленные на ней полупроводниковые подложки 25, перемещают внутрь трубчатой оболочки 21 через проем 22 и устанавливают в рабочем положении. Крышку 27 из кварца высокой степени чистоты или аналогичного закрывают, чтобы практически создать герметичность. Газ высокой степени очистки, например азот или аргон, подают из газовпускного патрубка 23 с учетом того, что газ отводят из печи через небольшие зазоры между трубчатой оболочкой 21 и крышкой 27. При поддержании таким образом атмосферы внутри печи чистой проводят термическую обработку для диффузии примеси или оксидирования.
[0003] Фиг.7 иллюстрирует один типичный процесс термической обработки, с использованием печи для термической обработки, включающей такую трубчатую оболочку, а Фиг.10 иллюстрирует одну типичную временную последовательность термической обработки. Для известного уровня техники процесс термической обработки описывают со ссылкой на эти фигуры.
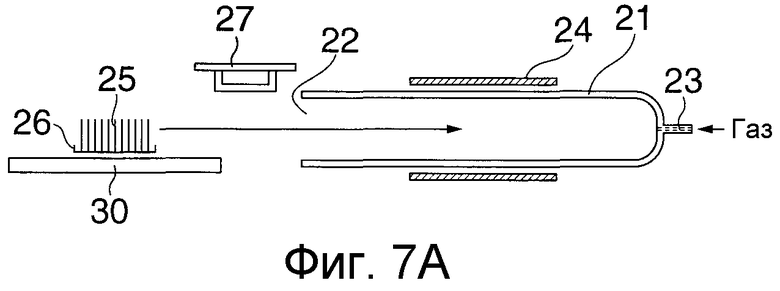
(1) Заданное количество полупроводниковых подложек 25 установлены на лодочке 26, которую удерживают в режиме ожидания на станции 30 для лодочек. См. Фиг.7A и Фиг.10 (i).
(2) Крышку 27 трубчатой оболочки 21 открывают. Лодочку 26 с установленными на ней полупроводниковыми подложками 25 принудительно перемещают из станции 30 для лодочек в определенное положение в центре печи, используя стержень из кварца высокой чистоты или аналогичный (не показан). См. Фиг.7A и Фиг.10 (ii) и (iii).
(3) Крышку 27 трубчатой оболочки закрывают. Полупроводниковые подложки 25 термически обрабатывают по заранее определенному температурному профилю. См. Фиг.7B и Фиг.10 (iv).
(4) После термической обработки крышку 27 открывают. Лодочку 26 с установленными на ней полупроводниковыми подложками 25 принудительно перемещают из определенного положения в печи к станции 30 для лодочек, используя шток из кварца высокой чистоты или аналогичный, и охлаждают на ней. См. Фиг.7C и Фиг.10 (v)-(vii).
В течение периода времени от ввода до извлечения лодочки газ высокой степени чистоты, например азот, можно непрерывно подавать из газовпускного патрубка 23 для того, чтобы поддерживать чистоту в печи.
[0004] В данном процессе после того, как лодочку извлекают из печи, полупроводниковые подложки должны быть охлаждены, пока не достигнут пригодной для обработки температуры. Если требуется непрерывное проведение установленной термической обработки, то система остается не готовой к вводу следующей партии, вводя время ожидания между последовательными термически обрабатываемыми партиями.
[0005] Кроме трубчатой оболочки печи, упомянутой выше, например, в JP-A H05-102054 (Патентный Документ 1, Sony Corp., диффузионная печь), предлагают конструкцию печи термической обработки для использования в процессе термической обработки полупроводниковых подложек. Печь термообработки описывают в данном документе, как включающую трубчатую оболочку печи, которая открыта у одного конца, заслонку для оперативного закрывания открытого конца и перегородку, расположенную в трубчатой оболочке и внутри открытого конца для того, чтобы образовать зазор между перегородкой и внутренней стенкой трубчатой оболочки, причем перегородка снабжена отверстием. Такая конструкция, как утверждают, исключает любое неблагоприятное воздействие из-за попадания окружающего воздуха.
Список ссылок
Патентный документ
[0006] Патентный документ 1: JP-A H05-102054
КРАТКОЕ ИЗЛОЖЕНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
[0007] Однако в печи термической обработки, включающей в себя трубчатую оболочку, имеющую упомянутую выше конструкцию, полупроводниковые подложки могут быть введены в печь или извлечены из печи только через один конец трубчатой оболочки. Более того, как указано выше, полупроводниковые подложки после извлечения из горячей печи должны быть охлаждены на станции для лодочек, пока не будет достигнута доступная для обработки температура. При непрерывном выполнении термической обработки это вводит режим ожидания между последовательными термически обрабатываемыми партиями. В частности, если термически обрабатывают полупроводниковые устройства, которые подвергаются относительно короткому времени термической обработки, обычно кристаллические кремниевые солнечные батареи, режим ожидания рассматривают как относительно высокую часть от общего времени термической обработки, что становится основной причиной ограничения производительности процесса термической обработки. Помимо этого в случае трубчатой оболочки печи упомянутой выше конструкции при замене трубчатой оболочки печи для периодической очистки и при хранении вышеупомянутой на складе тонкий полый газовпускной патрубок может быть сломан. Поскольку трубчатая оболочка из кварца высокой чистоты или аналогичного является дорогостоящей, затраты на ремонт и заказ новой трубчатой оболочки высокие. Это является одним из факторов, который служит причиной увеличения эксплуатационных расходов процесса термической обработки.
[0008] Кроме того, если используют печь термической обработки непрерывного режима, имеющую вход и выход, типично представленные ленточным конвейером или системой с качающейся штангой, то печь имеет низкую герметичность для газов из-за наличия ремня или штанги, даже в конструкции, снабженной заслонками у входа и выхода, и она не в состоянии предотвратить подсасывание окружающего воздуха, создавая проблему в том, что срок службы носителя полупроводниковых подложек может быть значительно уменьшен из-за термической обработки. Такие печи термической обработки с ленточным конвейером или системой с качающейся штангой с непрерывным режимом имеют также проблемы, включающие небольшое количество одновременно обрабатываемых деталей на единицу площади и низкий термический кпд.
[0009] Цель изобретения состоит в предоставлении печи термообработки, способной уменьшить время ожидания между партиями в процессе последовательных термических обработок полупроводниковых подложек, тем самым увеличивая производительность, и снизить частоту разрушения газовпускных патрубков, тем самым снижая эксплуатационные расходы процесса термической обработки.
Решение проблемы
[0010] Проведя широкие исследования, чтобы достичь упомянутой выше цели, изобретатели обнаружили, что для использования в процессе термической обработки трубчатую оболочку печи необходимо сконструировать как трубку цилиндрической формы, которая снабжена на противоположных концах проемами, имеющими достаточный размер, чтобы обеспечить возможность перемещения полупроводниковых подложек внутрь трубчатой оболочки и из нее, крышку разъемно устанавливают на трубчатую оболочку, чтобы блокировать каждый проем и практически герметизировать трубчатую оболочку, трубчатую оболочку или крышку снабжают тонким газовпускным патрубком для впуска газа в трубчатую оболочку, таким образом атмосферу внутри печи можно поддерживать чистой в процессе термической обработки, и полупроводниковые подложки могут быть перемещены внутрь трубчатой оболочки и из нее и термически обработаны в ней при открывании и закрывании в соответствии с необходимостью крышек с противоположных концов, в результате чего время ожидания между партиями в процессе последовательной термической обработки может быть уменьшено, улучшая тем самым производительность. Поскольку трубчатую оболочку конструируют в виде простой цилиндрической формы, частота поломок газовпускных патрубков и стоимость самой трубчатой оболочки снижаются. В результате могут быть снижены эксплуатационные расходы. На этих выводах основано изобретение.
[0011] Таким образом изобретение предоставляет печь термической обработки, как указано ниже.
(1) Печь термической обработки для использования при термической обработке полупроводниковых подложек включает в себя цилиндрическую трубчатую оболочку, снабженную на противоположных концах проемами, имеющими достаточный размер, чтобы обеспечить возможность перемещения полупроводниковых подложек внутрь трубчатой оболочки и из нее.
(2) Печь термической обработки по п.(1) дополнительно включает в себя крышки, каждая из которых разъемно установлена на трубчатой оболочке, чтобы перекрывать проемы для того, чтобы практически герметизировать трубчатую оболочку.
(3) Печь термической обработки по п.(1) или (2) дополнительно включает в себя тонкие газовпускные патрубки, проходящие сквозь крышки, для ввода газа в трубчатую оболочку.
(4) Печь термической обработки по любому одному из пп.(1)-(3) дополнительно включает в себя тонкие газовпускные патрубки, проходящие сквозь крышки, расположенные на противоположных концах трубчатой оболочки, для ввода газа в трубчатую оболочку.
(5) Печь термической обработки по любому из пп.(1)-(4) дополнительно включает в себя тонкий газовпускной патрубок, расположенный у центра трубчатой оболочки в продольном измерении для ввода газа в трубчатую оболочку.
(6) Печь термической обработки по любому из пп.(1)-(5), при этом проем в трубчатой оболочке имеет внутренний диаметр, который составляет, по меньшей мере, 95% внутреннего диаметра трубчатой оболочки в центре.
(7) Печь термической обработки по любому из пп.(1)-(6), дополнительно включающая в себя, по меньшей мере, одну станцию для лодочек, расположенную снаружи трубчатой оболочки и вблизи проема в трубчатой оболочке, которая несет лодочку с установленными на ней полупроводниковыми подложками в режиме ожидания.
(8) Печь термической обработки по любому из пп.(1)-(7), в которой термическая обработка предназначена для диффундирования легирующей примеси p- или n-типа в кремниевые подложки.
(9) Печь термической обработки по любому из пп.(1)-(7), в которой термическая обработка предназначена для оксидирования кремниевых подложек.
Полезные эффекты изобретения
[0012] Изобретение снижает время в режиме ожидания между партиями в течение последовательной термической обработки полупроводниковых подложек, тем самым повышая производительность. Трубчатая оболочка, сконструированная в виде простой цилиндрической формы, снижает частоту поломок газовпускных патрубков, экономя тем самым эксплуатационные расходы на процесс термической обработки.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
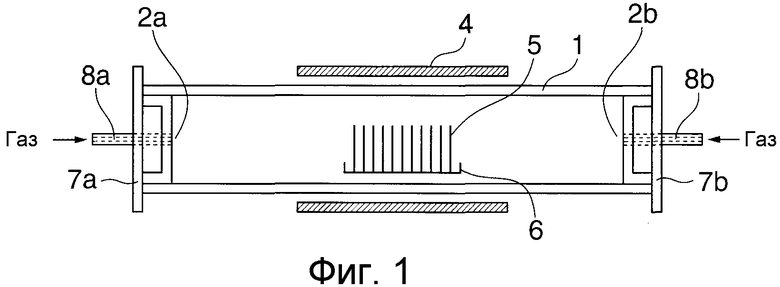
[0013] Фиг.1 является схематичным поперечным сечением одного варианта воплощения изобретения, включающего в себя трубчатую оболочку печи и крышки, имеющие газовпускные патрубки.
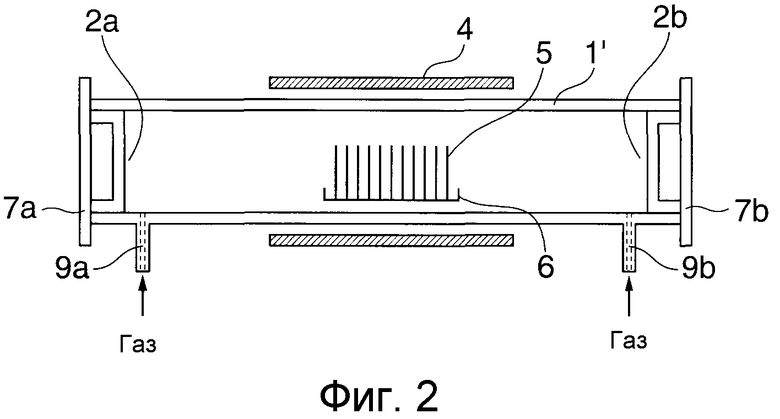
Фиг.2 является схематичным поперечным сечением еще одного варианта воплощения изобретения, включающего в себя трубчатую оболочку печи, имеющей газовпускные патрубки, расположенные у противоположных концов трубчатой оболочки и с нижней стороны вышеупомянутой, и крышки.
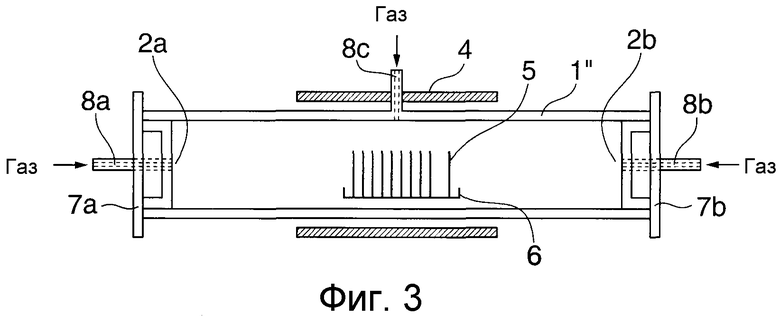
Фиг.3 является схематичным поперечным сечением дополнительного варианта воплощения изобретения, включающего в себя трубчатую оболочку печи, имеющей газовпускной патрубок, расположенный в центре вышеупомянутой оболочки, и крышки.
Фиг.4 является схематичным поперечным сечением одной типичной конструкции стандартной трубчатой оболочки печи.
Фиг.5 является схематичным разрезом технологической последовательности термической обработки с использованием примера печи термической обработки согласно изобретению.
Фиг.6 является схематичным разрезом технологической последовательности термической обработки с использованием еще одного примера печи термической обработки согласно изобретению.
Фиг.7 является схематичным разрезом технологической последовательности термической обработки с использованием стандартной печи термической обработки.
Фиг.8 иллюстрирует временную последовательность термической обработки с использованием одного примера печи термической обработки согласно изобретению.
Фиг.9 иллюстрирует временную последовательность термической обработки с использованием еще одного примера печи термической обработки согласно изобретению.
Фиг.10 иллюстрирует временную последовательность термической обработки с использованием стандартной печи термической обработки.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
[0014] Далее подробно описаны варианты воплощения изобретения со ссылкой на чертежи, но изобретение не ограничено этим. На всех чертежах для иллюстрации вариантов воплощения детали, обладающие одними и теми же функциями, обозначают одинаковыми цифрами, а их повторное описание пропускают.
[0015] Фиг.1 иллюстрирует конструкцию одного примера трубчатой оболочки, которая входит в состав печи термообработки согласно изобретению. На Фиг.1 цилиндрическая трубчатая оболочка 1 имеет проемы 2а, 2b на аксиально или в продольном направлении противоположных концах и концентрично охвачена цилиндрическим нагревателем 4, который устанавливают в печи термообработки (не показана). Лодочка 6, на которую устанавливают полупроводниковые подложки 5, может быть перемещена внутрь трубчатой оболочки и из нее через любой из проемов 2а, 2b. Проемы 2а, 2b можно по существу блокировать и герметизировать крышками 7а, 7b соответственно. Крышки 7а, 7b снабжают как единым целым тонкими газовпускными патрубками 8а, 8b, которые герметично проходят сквозь крышки 7а, 7b, для ввода газа в трубчатую оболочку. С закрытыми крышками 7а, 7b газ можно подавать из выделенного одного из газовпускных патрубков 8а, 8b. Газовпускные патрубки 8а, 8b не обязательно могут быть интегрированы с крышками 7а, 7b и не обязательно могут выступать из крышек 7а, 7b. Приемлемой является отдельная конструкция, которая состоит из каналов в крышках 7а, 7b и газовпускных патрубков, так что патрубок может быть неподвижно закреплен в канале с помощью скользящей посадки.
[0016] Фиг.2 иллюстрирует конструкцию еще одного примера трубчатой оболочки, которая входит в состав печи термообработки изобретения. На Фиг.2 цилиндрическая трубчатая оболочка 1' имеет проемы 2а, 2b на аксиально или в продольном направлении противоположных концах и тонкие газовпускные патрубки 9а, 9b, расположенные у противоположных концов и на нижней стороне. Трубчатую оболочку 1' концентрично охватывает цилиндрический нагреватель 4, который устанавливают в печи термообработки (не показана). Лодочка 6, на которой устанавливают полупроводниковые подложки 5, может быть перемещена внутрь трубчатой оболочки и из нее через любой один из проемов 2а, 2b. Проемы 2а, 2b можно блокировать и практически герметизировать крышками 7а, 7b, соответственно. С закрытыми крышками 7а, 7b газ можно подавать из выбранного одного из газовпускных патрубков 9а, 9b. Газовпускные патрубки 9а, 9b не обязательно могут быть интегрированы с трубчатой оболочкой 1' и не обязательно могут выступать из нее. Приемлемой является отдельная конструкция, которая состоит из каналов и газовпускных патрубков, так что патрубок может быть неподвижно закреплен в канале с помощью скользящей посадки.
[0017] Фиг.3 иллюстрирует конструкцию дополнительного примера трубчатой оболочки, которая входит в состав печи термообработки согласно изобретению. На Фиг.3 цилиндрическая трубчатая оболочка 1'' имеет проемы 2а, 2b у аксиально или в продольном направлении противоположных концов и газовпускной патрубок 8с, расположенный у центра в продольном измерении и с верхней стороны. Трубчатую оболочку 1'' концентрично охватывает цилиндрический нагреватель 4, который устанавливают в печи термообработки (не показана). Лодочка 6, на которой установлены полупроводниковые подложки 5, может быть перемещена внутрь трубчатой оболочки и из нее через любой один из проемов 2а, 2b. Проемы 2а, 2b можно блокировать и практически герметизировать крышками 7а, 7b соответственно. Крышки 7а, 7b снабжают как единым целым тонкими газовпускными патрубками 8а, 8b, которые герметично проходят сквозь крышки 7а, 7b для ввода газа в трубчатую оболочку. С закрытыми крышками 7а, 7b газ можно подавать из выбранного одного из газовпускных патрубков 8а, 8b, 8с. Если газ подают внутрь трубчатой оболочки через газовпускной патрубок 8с при удерживаемых открытыми крышках 7а, 7b, тогда газ может протекать в направлении проемов 2а, 2b. Газовпускные патрубки 8а, 8b, 8с не обязательно могут быть интегрированы с крышками 7а, 7b или трубчатой оболочкой 1'' и не обязательно могут выступать из крышек 7а, 7b или из трубчатой оболочки 1''. Приемлемой является отдельная конструкция, которая состоит из каналов и газовпускных патрубков, так что патрубок может быть неподвижно закреплен в канале с помощью скользящей посадки.
[0018] Трубчатую оболочку, крышки и газовпускные патрубки, используемые здесь, обычно выполняют из кварца высокой чистоты, карбида кремния (SiC) высокой чистоты или аналогичного материала, так как эти компоненты являются устойчивыми к высокой температуре термообработки и могут поддерживать чистым внутреннее пространство печи.
[0019] Размер трубчатой оболочки не ограничивают особым образом. Внутренний диаметр проемов на противоположных концах трубчатой оболочки может быть такого размера, чтобы обеспечить возможность лодочке, несущей полупроводниковую подложку, быть перемещенной внутрь трубчатой оболочки и из нее и составляет предпочтительно, по меньшей мере, 95% внутреннего диаметра трубчатой оболочки в центре, а обычно равен внутреннему диаметру трубчатой оболочки в центре.
[0020] Газовпускной патрубок имеет наружный диаметр предпочтительно от 5 до 25 мм, более предпочтительно от 10 до 20 мм, внутренний диаметр предпочтительно от 3 до 20 мм, более предпочтительно от 5 до 15 мм, а длину выступающей части предпочтительно от 50 до 200 мм, более предпочтительно от 100 до 150 мм. Если газовпускные патрубки предоставляют у противоположных концов и с нижней стороны трубчатой оболочки, как показано на Фиг.2, то газовпускные патрубки предпочтительно располагают на расстоянии в пределах интервала от 10 до 200 мм, более предпочтительно от 20 до 150 мм от проемов.
[0021] Хотя это не показано на Фиг.1-3, кроме трубчатой оболочки, по меньшей мере, одну станцию для лодочек предпочтительно предоставляют с наружной стороны трубчатой оболочки и вблизи проема, при этом лодочка 6, содержащая установленные на ней подложки 5, находится в режиме ожидания. Более предпочтительно, по меньшей мере, одну станцию для лодочек предоставляют на заранее определенном расстоянии от каждого проема. Станция для лодочек может быть выполнена из того же материала, что и трубчатая оболочка, крышки и газовпускные патрубки. Размер станции для лодочек особым образом не ограничивают при условии, что она позволяет лодочке находиться в режиме ожидания. Например, может быть использована станция для лодочек, имеющая толщину стенки 4 мм, длину 1000 мм и ширину 200 мм, и заданную дугообразную искривленную поверхность с радиусом 100 мм и углом 60°.
[0022] Описывают процесс термической обработки с использованием печи термообработки согласно изобретению. Полупроводниковые подложки термически обрабатывают в печи термообработки, включающей в себя трубчатую оболочку конструкции, показанной на Фиг.1-3. Предпочтительно из газовпускного патрубка вводят газ высокой степени чистоты, например аргон, азот или кислород, в то время как газ высокой степени чистоты можно выводить из печи через небольшой зазор между крышкой и трубчатой оболочкой. Поток газа препятствует попаданию окружающего воздуха в печь и сохраняет атмосферу в печи чистой в процессе термической обработки. Затем комплект полупроводниковых подложек на лодочке, размещенной в центре трубчатой оболочки, можно термически обработать без существенного снижения срока службы носителя полупроводниковых подложек.
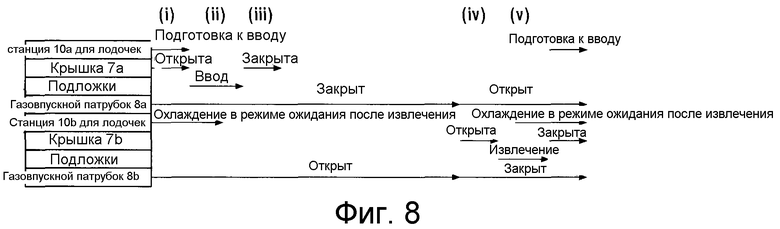
[0023] Далее описывают конкретные процессы термической обработки. Фиг.5 иллюстрирует пример технологического процесса термической обработки с использованием печи термообработки, включающей в себя трубчатую оболочку в соответствии с изобретением, а Фиг.8 иллюстрирует временную последовательность такой термической обработки. Трубчатая оболочка на Фиг.5 является такой же, что и на Фиг.1.
(1) Определенное количество полупроводниковых подложек 5 установлено на лодочке 6, которая находится в режиме ожидания на станции 10а для лодочек (Фиг.5A и Фиг.8 (i)). Подложками, используемыми здесь, могут быть кремниевые подложки p-типа или n-типа или аналогичные.
(2) С открытой крышкой 7а трубчатой оболочки 1 лодочку 6, содержащую полупроводниковые подложки 5, установленные на ней, принудительно перемещают из станции 10а для лодочек к заранее определенной позиции в центре печи (Фиг.5A и Фиг.8 (ii)).
(3) С закрытой крышкой 7а полупроводниковые подложки 5 термически обрабатывают в соответствии с заранее определенным температурным профилем (Фиг.5B и Фиг.8 (iii)). В случае диффузии примеси окружающей средой может быть, например, азот, или аргон, или кислород, хлорокись фосфора, диборан или аналогичные. Температуру и время обработки не ограничивают особым образом, поскольку они изменяются в зависимости от необходимого температурного профиля, толщины окисной пленки и других факторов. Изобретение становится более эффективным в случае короткого профиля термической обработки.
В процессе введения лодочки и термической обработки может быть подан газ высокой степени чистоты, например азот, аргон или кислород из газовпускного патрубка 8b, чтобы поддерживать чистой внутреннюю часть печи.
(4) После термической обработки крышку 7(b) открывают и лодочку 6, содержащую полупроводниковые подложки 5, установленные на ней, перемещают из предварительно установленного положения в печи на станцию 10b для лодочек и охлаждают в течение 10-30 минут (Фиг.5C и Фиг.8 (iv)-(v)).
В процессе перемещения лодочки в трубчатую оболочку и из нее может быть подан газ высокой степени чистоты, например азот, аргон или кислород из газовпускного патрубка 8а со скоростью потока от 5 до 50 л/мин, чтобы поддерживать внутреннюю часть печи чистой.
[0024] Данный вариант воплощения, включающий две станции для лодочек, имеет преимущество уменьшенного времени в режиме ожидания в том, что, когда лодочку извлекают из трубчатой оболочки и охлаждают на одной станции 10b для лодочек, лодочку следующей партии можно перемещать из другой станции 10а для лодочек в трубчатую оболочку. Эти лодочки можно перемещать внутрь трубчатой оболочки и из нее одновременно. При этом шток из кварца высокой чистоты (не показан) можно использовать при перемещении лодочки внутрь трубчатой оболочки и из нее.
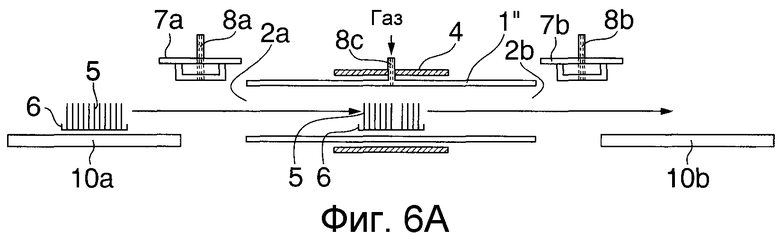
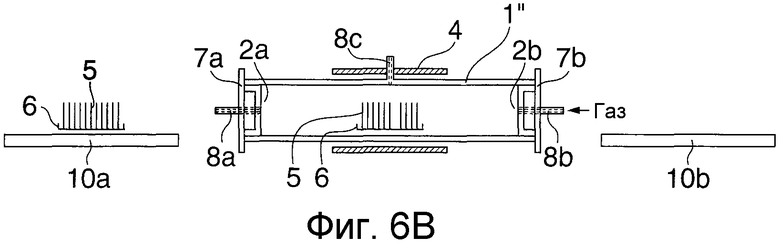
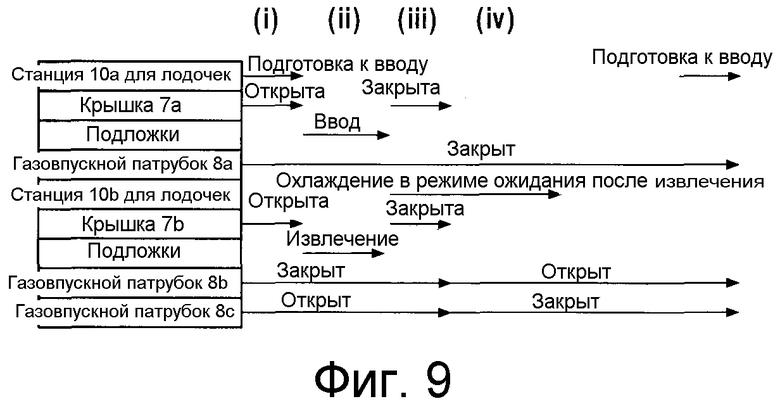
[0025] Фиг.6 иллюстрирует еще один пример технологического процесса термической обработки, использующий печь термообработки, включающую трубчатую оболочку в соответствии с изобретением, а Фиг.9 иллюстрирует временную последовательность этой термической обработки. Трубчатая оболочка на Фиг.6 является такой же, что и для Фиг.3.
(1) Заданное количество полупроводниковых подложек 5 находится на лодочке 6, которая находится в режиме ожидания на станции 10а для лодочек (Фиг.6A и Фиг.9 (i)).
(2) С открытой крышкой 7а трубчатой оболочки 1'' лодочку 6, содержащую полупроводниковые подложки 5, установленные на ней, принудительно перемещают из станции 10а для лодочек в предварительно определенное положение в центре печи (Фиг.6A и Фиг.9 (ii)).
(3) С закрытой крышкой 7а полупроводниковые подложки 5 термически обрабатывают в соответствии с предварительно установленным температурным профилем (Фиг.6B и Фиг.9 (iii)). Условия обработки могут быть такими, как указанные выше.
(4) После термической обработки крышки 7а, 7b одновременно открывают. Лодочку 6, содержащую полупроводниковые подложки 5, установленные на ней, перемещают из предварительно установленного положения в печи на станцию 10b для лодочек, в то время как другую лодочку, содержащую новые подложки, установленные на ней, перемещают из станции 10а для лодочек в предварительно установленное положение в печи. С закрытыми крышками 7а, 7b проводят термическую обработку, как описано выше. См. Фиг.6A и Фиг.9 (iv) и (i)-(iii). Описанную выше операцию можно повторить, чтобы обработать дополнительные подложки.
[0026] Во время перемещения лодочки внутрь трубчатой оболочки и из нее внутреннюю часть печи можно сохранять чистой с помощью подачи газа высокой степени чистоты, например азота, аргона или кислорода из газовпускного патрубка 8с около центра трубчатой оболочки 1″ в продольном измерении и отвода газа через небольшие зазоры между крышками 7а, 7b и проемами 2а, 2b на противоположных концах трубчатой оболочки. В этом варианте воплощения режим ожидания также может быть дополнительно уменьшен посредством одновременного перемещения термически обработанной лодочки из трубчатой оболочки и перемещения следующей лодочки в трубчатую оболочку.
[0027] В практике изобретения конструкцию печи термообработки, вмещающую трубчатую оболочку, указанную в данном документе, не ограничивают особым образом, поскольку она является горизонтальной печью, содержащей цилиндрический нагреватель, охватывающий оболочку.
[0028] Печь термообработки согласно настоящему изобретению является полезной при проведении термической обработки полупроводниковых подложек и является особенно выигрышной, если полупроводниковыми подложками являются кремниевые подложки, предназначенные для изготовления солнечных элементов, особенно для диффузии легирующей примеси p- или n-типа в полупроводниковые подложки и для оксидирования кремниевых подложек. Помимо диффузии легирующей примеси и оксидирования подложек печь может быть выгодно использована для любой термической обработки, которую проводят в горизонтальной печи.
ПРИМЕРЫ
[0029] Примеры и Сравнительные примеры приведены ниже для дополнительной иллюстрации изобретения, но изобретение не ограничено этим.
[0030] Пример 1
Были предоставлены полированные легированные бором кремниевые пластины p-типа, имеющие диаметр 100 мм, толщину 200 мкм и ориентацию плоскости (100), полученные с помощью метода Чохральского (удельное сопротивление 1-3 Ом·см).
Десять полированных пластин вручную были расставлены на лодочке из кварца высокой чистоты, имеющей длину 540 мм, ширину 100 мм и высоту 30 мм и имеющей 100 каналов с шагом 2,5 мм.
[0031] Как показано на Фиг.1, печь термообработки согласно изобретению включала кварцевую трубчатую оболочку 1 с наружным диаметром 150 мм, внутренним диаметром 142 мм и длиной 3000 мм, снабженную на противоположных концах проемами с внутренним диаметром 142 мм и крышками 7а, 7b, каждая из которых включала в себя кварцевый диск диаметром 170 мм и толщиной 4 мм, цилиндрический кварцевый бокс с наружным диаметром 141,5 мм и шириной 50 мм, наплавляемый на диск, и газовпускной патрубок 8а или 8b с внутренним диаметром 5 мм, который проходит сквозь диск и бокс.
В качестве позиции в режиме ожидания лодочки до и после термической обработки были предоставлены станции для лодочек из кварца высокой чистоты, каждая из которых имеет толщину стенки 4 мм, длину 1000 мм и ширину 200 мм и заданную дугообразную искривленную поверхность с радиусом 100 мм и углом 60°. Каждая станция для лодочек была расположена на расстоянии 250 мм от проема в трубчатой оболочке. Расстояние от позиции в режиме ожидания лодочки в центре станции для лодочек до положения термической обработки в центре трубчатой оболочки составляло 2250 мм.
[0032] Для каждой партии термической обработки время подготовки к вводу (время ожидания), необходимое для установки лодочки на станцию для лодочек, составляло около 1 минуты на партию, а время охлаждения после извлечения термически обработанной лодочки составляло 15 минут на партию.
Кварцевый шток, имеющий длину 2000 мм и наружный диаметр 15 мм и имеющий выступ (прилив) высотой 30 мм, выступающий перпендикулярно продольному направлению, был предоставлен для перемещения лодочки внутрь трубчатой оболочки и из нее. Шток установили в полностью автоматическое загрузочное приспособление для лодочек, тем самым лодочку перемещали внутрь трубчатой оболочки и из нее с постоянной скоростью 200 мм/мин.
[0033] Печь термообработки была установлена в условиях обычной эксплуатации при 830°C и в нее была перемещена лодочка. В течение 40 минут осаждали фосфор, а затем выдерживали при 830°C в течение 17 минут, чтобы осуществить более глубокую диффузию фосфора. После этого лодочку извлекали.
Составом газа для термической обработки была газовая смесь из 20 л/мин азота, 0,3 л/мин кислорода и 0,45 л/мин хлорокиси фосфора (POCl3) в течение процесса осаждения фосфора, и газовая смесь из 20 л/мин азота и 0,3 л/мин кислорода в течение других стадий, включающих в себя ожидание, открывание/закрывание крышки, ввод и извлечение лодочки и выдержку. При таких условиях проводили термическую диффузию в соответствии с технологическим процессом термической обработки Фиг.5 и временной последовательностью Фиг.8.
[0034] Пример 2
Была предоставлена трубчатая оболочка с наружным диаметром 150 мм, внутренним диаметром 142 мм и длиной 3000 мм, имеющая проемы с внутренним диаметром 142 мм на противоположных концах и газовпускной патрубок с внутренним диаметром 5 мм, в положении, расположенном на расстоянии 1500 мм от противоположных в продольном направлении концов трубчатой оболочки, как показано на Фиг.3.
Используя такие же полупроводниковые подложки и печь термической обработки, как и в Примере 1, за исключением трубчатой оболочки описанной выше конструкции, была проведена термическая диффузия в соответствии с технологическим процессом Фиг.6 и временной последовательностью Фиг.9.
[0035] Сравнительный пример 1
Как показано на Фиг.14, были предоставлены стандартная кварцевая трубчатая оболочка с наружным диаметром 150 мм, внутренним диаметром 142 мм и длиной 3000 мм, имеющая проем с внутренним диаметром 142 мм на одном конце и газовпускной патрубок с внутренним диаметром 5 мм на другом конце, и крышку, включающую в себя кварцевый диск диаметром 170 мм и толщиной 4 мм, цилиндрический кварцевый бокс с наружным диаметром 141,5 мм и шириной 50 мм, наплавляемый на диск.
Используя такие же полупроводниковые подложки и печь термической обработки, как и в Примере 1, за исключением трубчатой оболочки описанной выше конструкции, была проведена термическая диффузия в соответствии с технологическим процессом Фиг.7 и временем согласования фиг.10.
[0036] Подложки, полученные в Примерах 1 и 2 и Сравнительном Примере 1, оценивали с помощью следующих тестов.
1) Измерение сопротивления слоя
Подложку погрузили в 25% по массе раствор HF на 4 минуты для удаления стеклянного покрытия, промыли деионизованной водой и просушили. Сопротивление слоя измеряли в центре пластины с помощью четырехзондового метода.
2) Измерения объемного времени жизни носителя заряда
Подложку погрузили в 25% по массе раствор KOH при 70°C на 10 минут, чтобы удалить диффузионный слой, промыли деионизованной водой, погрузили в 1% по массе раствор HF на 1 минуту, чтобы сделать гидрофобной, и подвергли химической пассивации с помощью раствора йод-метанол. Объемное время жизни носителей заряда измеряли методом μ-PCD.
3) Когда термическая диффузия была последовательно выполнена, было измерено время, необходимое для термической обработки партии.
[0037]
[0038] Примеры 1 и 2 демонстрируют результаты измерения сопротивления слоя и объемного времени жизни носителя заряда, которые сопоставимы с результатами Сравнительного примера 1, при этом получая существенную экономию времени диффузии на партию.
Перечень ссылочных обозначений
[0039]
1, 1', 1'', 21: трубчатая оболочка
2а, 2b, 22: проем
4, 24: нагреватель
5, 25: полупроводниковая подложка
6, 26: лодочка
7а, 7b, 27: крышка
8а, 8b, 8с, 9а, 9b, 23: патрубок для впуска газа
10а, 10b, 30: станция для лодочек
| название | год | авторы | номер документа |
|---|---|---|---|
| Загрузочное устройство электропечи | 1977 |
|
SU720040A1 |
| Горизонтальная толкательная установка спекания таблеток уран-плутониевого топлива | 2022 |
|
RU2803192C1 |
| УСТРОЙСТВО ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПОДЛОЖЕК | 1991 |
|
RU2020654C1 |
| Тара для полупроводниковых пластин | 1981 |
|
SU1046802A1 |
| Способ изготовления электрофотографического носителя | 1984 |
|
SU1191878A1 |
| СПОСОБ БЕСПУСТОТНОГО СРАЩИВАНИЯ ПОДЛОЖЕК | 2002 |
|
RU2244362C2 |
| Вакуумная проходная электропечь | 1979 |
|
SU836472A1 |
| Устройство для термической обработки полупроводниковых пластин | 1988 |
|
SU1587083A1 |
| СПОСОБ ДИФФУЗИИ БОРА ДЛЯ ФОРМИРОВАНИЯ Р-ОБЛАСТИ | 2013 |
|
RU2524151C1 |
| Аппарат для непрерывного "сухого" хлорирования диоксида плутония | 2002 |
|
RU2217822C1 |

Изобретение относится к печи для использования при термической обработке полупроводниковых подложек. Печь термической обработки полупроводниковых подложек включает цилиндрическую трубчатую оболочку, оба конца которой имеют проемы такого размера, чтобы обеспечить возможность введения и извлечения полупроводниковых подложек, нагреватель, крышки, каждая из которых разъемно установлена на трубчатой оболочке, тонкий газовпускной патрубок, расположенный у центра трубчатой оболочки в продольном измерении и тонкий газовпускной патрубок, проходящий сквозь одну из крышек. При непрерывной термической обработке, которая включает перемещение лодочек с полупроводниковыми подложками, перемещение первой лодочки с термообработанными полупроводниковыми подложками из одного из проемов трубчатой оболочки и перемещение второй лодочки в другой из проемов трубчатой оболочки выполняются в то же время, когда газ высокой степени чистоты вводится из тонкого газовпускного патрубка, расположенного у центра трубчатой оболочки в продольном измерении. Это снижает время ожидания между партиями в процессе последовательной термической обработки полупроводников, увеличивая тем самым производительность. 2 н. и 6 з.п. ф-лы, 10 ил., 1 табл.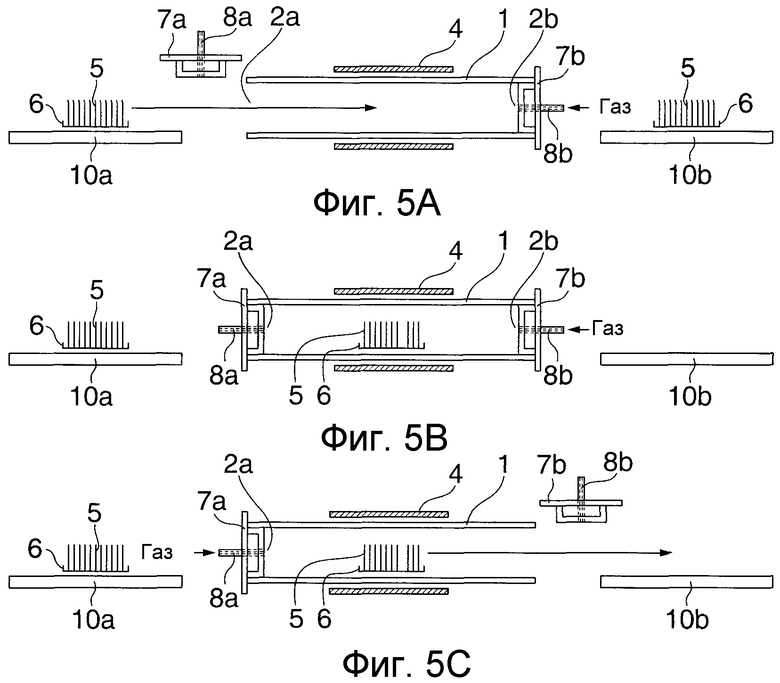
1. Печь термической обработки для использования при термической обработке полупроводниковых подложек, включающая в себя цилиндрическую трубчатую оболочку, которая снабжена на противоположных концах проемами, имеющими достаточный размер для того, чтобы позволить перемещаться лодочке, имеющей полупроводниковые подложки, установленные в ней в режиме ожидания, в трубчатую оболочку и из нее, нагреватель для нагревания трубчатой оболочки, крышки, каждая из которых разъемно установлена на трубчатой оболочке, чтобы блокировать проем, практически герметизировав трубчатую оболочку, тонкий газовпускной патрубок, расположенный у центра трубчатой оболочки в продольном измерении, для ввода газа высокой степени чистоты для поддержания чистой внутренней части печи в трубчатую оболочку при перемещении лодочки в трубчатую оболочку и из нее, и тонкий газовпускной патрубок, проходящий сквозь одну из крышек, для ввода газа для процесса термической обработки в трубчатую оболочку при термической обработке полупроводниковых подложек,
причем при непрерывной термической обработке партии, которая включает в себя перемещение лодочки, имеющей полупроводниковые подложки, в трубчатую оболочку, выполнение термической обработки подложек и перемещение лодочки, имеющей полупроводниковые подложки, из трубчатой оболочки, операция перемещения первой лодочки, имеющей термообработанные полупроводниковые подложки, из одного из проемов трубчатой оболочки и операция перемещения второй лодочки, имеющей следующие полупроводниковые подложки, в другой из проемов трубчатой оболочки выполняются в то же время, когда газ высокой степени чистоты для поддержания чистой внутренней части печи вводится из тонкого газовпускного патрубка, расположенного у центра трубчатой оболочки в продольном измерении.
2. Печь термической обработки по п. 1, в которой операция перемещения первой лодочки, имеющей термообработанные полупроводниковые подложки, из трубчатой оболочки включает в себя открывание одной из крышек, перемещение первой лодочки из одного из проемов и закрывание указанной одной из крышек, а операция перемещения второй лодочки, имеющей следующие полупроводниковые подложки, в трубчатую оболочку включает в себя открывание другой из крышек, перемещение второй лодочки в другой из проемов трубчатой оболочки и закрывание другой из крышек.
3. Печь термической обработки по п. 1, в которой при перемещении первой лодочки и второй лодочки в трубчатую оболочку и из нее тонкий газовпускной патрубок, расположенный у центра трубчатой оболочки в продольном измерении, открыт, а тонкий газовпускной патрубок, проходящий сквозь одну из крышек, закрыт, и в процессе термической обработки полупроводниковых подложек тонкий газовпускной патрубок, расположенный у центра трубчатой оболочки в продольном измерении, закрывается, а тонкий газовпускной патрубок, проходящий сквозь одну из крышек, открывается.
4. Печь термической обработки по п. 1, при этом проем в трубчатой оболочке имеет внутренний диаметр, который составляет, по меньшей мере, 95% внутреннего диаметра трубчатой оболочки в центре.
5. Печь термической обработки по п. 1, дополнительно включающая в себя одну или две станции для лодочек, расположенные снаружи трубчатой оболочки и вблизи проема в трубчатой оболочке, причем станция для лодочек несет лодочку с установленными на ней полупроводниковыми подложками в режиме ожидания.
6. Способ термической обработки полупроводниковых подложек с использованием печи термической обработки по любому из пп. 1-5, содержащий
этап перемещения лодочки, имеющей полупроводниковые подложки, в трубчатую оболочку и из нее, причем операция перемещения первой лодочки, имеющей термообработанные полупроводниковые подложки, из одного из проемов трубчатой оболочки и операция перемещения второй лодочки, имеющей следующие полупроводниковые подложки, в другой из проемов трубчатой оболочки выполняются в то же время, когда газ высокой степени чистоты для поддержания чистой внутренней части печи вводят из тонкого газовпускного патрубка, расположенного у центра трубчатой оболочки в продольном измерении, и
этап нагревания полупроводниковых подложек в трубчатой оболочке при введении газа для процесса термической обработки полупроводниковых подложек в трубчатую оболочку из тонкого газовпускного патрубка, проходящего сквозь одну из крышек.
7. Способ термической обработки по п. 6, при этом термическая обработка предназначена для диффундирования легирующей примеси p- или n-типа в кремниевые подложки.
8. Способ термической обработки по п. 6, при этом термическая обработка предназначена для оксидирования кремниевых подложек.
| JPH04364028 A, 16.12.1992 | |||
| JPH04155821 A, 28.05.1992 | |||
| JPS58154227 A, 13.09.1983 | |||
| JPS6181619 A, 25.04.1986 | |||
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| Устройство для получения кристаллического полупроводникового материала | 1971 |
|
SU493954A3 |
| . | |||

