ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к способу снижения ползучей коррозии на печатных платах, к печатным платам с покрытием и к применению специфических полимеров для снижения ползучей коррозии.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Ползучая коррозия является главной проблемой в электронной промышленности. Ее растущее влияние на электронную промышленность считается результатом различных факторов, таких как растущее использование бессвинцовых припоев, миниатюризация компонентов и воздействие на электронные схемы все более жестких условий окружающей среды.
Ползучая коррозия - это процесс массопереноса, в ходе которого твердые продукты коррозии, обычно - сульфиды металлов, мигрируют по поверхности. Она является особой проблемой в случае печатных плат, где продукты коррозии могут мигрировать по поверхностям припойных масок, нанесенных на печатные платы. Это может приводить к коротким замыканиям между соседними электропроводящими дорожками на печатных платах и к выходу из строя изделия.
Механизм ползучей коррозии еще недостаточно изучен, однако известно, что она является особенно большой проблемой в средах с высоким содержанием серы, где печатные платы могут выходить из строя за период до шести недель. Влажность также считают фактором, способствующим коррозии.
Предпринимали попытки использовать различные стратегии для снижения ползучей коррозии. Такими стратегиями являются: нанесение конформных покрытий; очистка печатной платы после монтажа; тщательный выбор обработки поверхности печатной платы и нанесение финишного покрытия на все электропроводящие дорожки печатной платы, не закрытые припойной маской.
Показано, что все эти предложенные решения не работают, по меньшей мере - в некоторых случаях, и фактически могут даже ухудшить ситуацию. Поэтому в электронной промышленности существует потребность в более надежном и эффективном способе снижения ползучей коррозии.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Авторы настоящего изобретения неожиданно обнаружили, что для снижения ползучей коррозии можно использовать плазменно-полимеризованный фторуглеводородный полимер.
Соответственно, настоящее изобретение предусматривает способ снижения ползучей коррозии на печатной плате; при этом печатная плата содержит подложку, множество электропроводящих дорожек, расположенных на по меньшей мере одной поверхности подложки, припойную маску, покрывающую по меньшей мере первый участок множества электропроводящих дорожек, и финишное покрытие, покрывающее по меньшей мере второй участок множества электропроводящих дорожек; способ включает осаждение фторуглеводорода посредством плазменной полимеризации на по меньшей мере часть припойной маски и по меньшей мере часть финишного покрытия.
Далее изобретение предусматривает печатную плату с покрытием, полученную способом согласно настоящему изобретению.
Изобретение также предусматривает печатную плату с покрытием, содержащую подложку, множество электропроводящих дорожек, расположенных на по меньшей мере одной поверхности подложки, припойную маску, покрывающую по меньшей мере первый участок множества электропроводящих дорожек, финишное покрытие, покрывающее по меньшей мере второй участок множества электропроводящих дорожек и плазменно-полимеризованное фторуглеводородное покрытие, нанесенное на по меньшей мере часть припойной маски и по меньшей мере часть финишного покрытия.
Изобретение также предусматривает применение плазменно-полимеризованного фторуглеводорода для снижения ползучей коррозии печатных плат, при этом печатная плата содержит подложку, множество электропроводящих дорожек, расположенных на по меньшей мере одной поверхности подложки, припойную маску, покрывающую по меньшей мере первый участок множества электропроводящих дорожек, и финишное покрытие, покрывающее по меньшей мере второй участок множества электропроводящих дорожек.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
Фиг.1 демонстрирует участок печатной платы из Примера 1 после 7 дней испытания с сернистой глиной. Видна очень слабая ползучая коррозия.
Фиг.2 демонстрирует участок печатной платы из Примера 2 после 7 дней испытания с сернистой глиной. Видна очень слабая ползучая коррозия.
Фиг.3 демонстрирует участок печатной платы из Примера 3 после 7 дней испытания с сернистой глиной. Видна очень слабая ползучая коррозия.
Фиг.4 демонстрирует участок печатной платы из Примера 4 после 7 дней испытания с сернистой глиной. Видна очень слабая ползучая коррозия.
Фиг.5 демонстрирует участок печатной платы из Примера 5 после 7 дней испытания с сернистой глиной. Видна очень слабая ползучая коррозия.
Фиг.6 демонстрирует участок печатной платы из Примера 6 после 7 дней испытания с сернистой глиной. Ползучей коррозии не видно.
Фиг.7 демонстрирует участок печатной платы из Примера 7 после 7 дней испытания с сернистой глиной. Видна очень слабая ползучая коррозия.
Фиг.8 демонстрирует участок печатной платы из Сравнительного примера 1 после 7 дней испытания с сернистой глиной. Видна обширная ползучая коррозия.
Фиг.9 демонстрирует участок печатной платы из Сравнительного примера 2 после 7 дней испытания с сернистой глиной. Видна обширная ползучая коррозия.
Фиг.10 демонстрирует участок печатной платы из Сравнительного примера 3 после 7 дней испытания с сернистой глиной. Видна обширная ползучая коррозия.
Фиг.11 демонстрирует участок печатной платы из Сравнительного примера 4 после 7 дней испытания с сернистой глиной. Видна обширная ползучая коррозия.
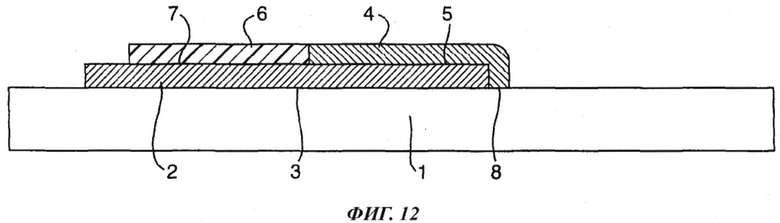
Фиг.12 демонстрирует поперечное сечение образца печатной платы перед нанесением покрытия способом согласно настоящему изобретению.
Фиг.13 демонстрирует поперечное сечение образца печатной платы с покрытием.
СВЕДЕНИЯ, ПОДТВЕРЖДАЮЩИЕ ВОЗМОЖНОСТЬ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Характерный способ согласно настоящему изобретению включает осаждение посредством плазменной полимеризации плазменно-полимеризованного фторуглеводорода на печатную плату, содержащую подложку, множество электропроводящих дорожек, расположенных на по меньшей мере одной поверхности подложки, припойную маску, покрывающую по меньшей мере первый участок множества электропроводящих дорожек, и финишное покрытие, покрывающее по меньшей мере второй участок множества электропроводящих дорожек.
В частности, характерный способ может включать осаждение плазменно-полимеризованного фторуглеводорода на по меньшей мере часть припойной маски, на по меньшей мере часть финишного покрытия и на по меньшей мере третий участок множества электропроводящих дорожек, не покрытых припойной маской или финишным покрытием.
В характерном случае плазменно-полимеризованный фторуглеводород осаждают более чем на 75%, предпочтительно - более чем на 90%, площади поверхности припойной маски. Плазменно-полимеризованный фторуглеводород может быть осажден на по существу всю площадь поверхности припойной маски.
В характерном случае плазменно-полимеризованный фторуглеводород осаждают более чем на 75%, предпочтительно - более чем на 90%, площади поверхности финишного покрытия. Плазменно-полимеризованный фторуглеводород может быть осажден на по существу всю площадь поверхности финишного покрытия.
Множество электропроводящих дорожек может содержать третий участок, не покрытый припойной маской или финишным покрытием. Такой участок, не покрытый припойной маской или финишным покрытием, обычно является дефектом либо финишного покрытия, либо припойной маски. В целом, предпочтительно, чтобы участки электропроводящих дорожек, не покрытые припойной маской или финишным покрытием, отсутствовали. Если третий участок электропроводящих дорожек, не покрытый припойной маской или финишным покрытием, присутствует, то обычно на по меньшей мере часть третьего участка осаждают плазменно-полимеризованный фторуглеводород. Предпочтительно плазменно-полимеризованный фторуглеводород осаждают более чем на 75%, более предпочтительно - более чем на 90%, площади поверхности множества электропроводящих дорожек, не покрытых припойной маской или финишным покрытием или прикрепленных к подложке. Плазменно-полимеризованный фторуглеводород может быть осажден на по существу всю площадь поверхности участка множества электропроводящих дорожек, не покрытых припойной маской или финишным покрытием или прикрепленных к подложке.
Обычно плазменно-полимеризованный фторуглеводород также осаждают на по меньшей мере часть подложки, которая не покрыта множеством электропроводящих дорожек. В характерном случае плазменно-полимеризованный фторуглеводород осаждают более чем на 75%, предпочтительно - более чем на 90%, площади поверхности подложки, которая не покрыта множеством электропроводящих дорожек.
Плазменно-полимеризованные полимеры являются уникальным классом полимеров, которые невозможно получить с использованием традиционных способов полимеризации. Плазменно-полимеризованные полимеры имеют в высокой степени разупорядоченную структуру, обычно они являются в высокой степени сшитыми, содержат случайные ответвления и сохраняют отдельные активные участки. Таким образом, плазменно-полимеризованные полимеры химически отличаются от полимеров, полученных традиционными способами полимеризации, известными специалистам в данной области техники. Эти химические и физические отличия хорошо известны и описаны, например, в публикации Plasma Polymer Films, Hynek Biederman, Imperial College Press 2004.
Плазменно-полимеризованный фторуглеводород обычно является неразветвленным и/или разветвленным полимером, который необязательно содержит циклические мономеры. Циклическими мономерами предпочтительно являются алициклические кольца или ароматические кольца, более предпочтительно - ароматические кольца. Плазменно-полимеризованный фторуглеводород предпочтительно не содержит циклических мономеров. Плазменно-полимеризованный фторуглеводород предпочтительно является разветвленным полимером.
Плазменно-полимеризованный фторуглеводород необязательно может содержать гетероатомы, выбранные из N, O, Si и P. Однако предпочтительно плазменно-полимеризованный фторуглеводород не содержит гетероатомов N, O, Si и P.
Кислородсодержащий плазменно-полимеризованный фторуглеводород предпочтительно содержит карбонильные группы, более предпочтительно - сложноэфирные и/или амидные группы. Предпочтительным классом кислородсодержащих плазменно-полимеризованных фторуглеводородных полимеров являются плазменно-полимеризованные фторакрилатные полимеры.
Азотсодержащий плазменно-полимеризованный фторуглеводород предпочтительно содержит нитро-, аминные, амидные, имидазольные, диазольные, триазольные и/или тетраазольные фрагменты.
Предпочтительно плазменно-полимеризованный фторуглеводород является разветвленным и не содержит гетероатомов.
Плазменно-полимеризованный фторуглеводород, используемый в настоящем изобретении, может быть получен способом плазменной полимеризации. Плазменная полимеризация в целом является эффективным способом осаждения тонкопленочных покрытий. Плазменная полимеризация обычно обеспечивает покрытия превосходного качества, поскольку реакции полимеризации происходят in situ. В результате плазменно-полимеризованный полимер обычно осаждается в небольших углублениях, под компонентами и в межслойных отверстиях, которые могут быть недоступными в определенных ситуациях при использовании обычных способов нанесения жидких покрытий.
Плазменное осаждение может быть выполнено в реакторе, который генерирует газовую плазму, содержащую ионы ионизированных газов, электроны, атомы и/или нейтральные частицы. Реактор может содержать камеру, вакуумную систему и один или несколько источников энергии, хотя может быть использован любой подходящий тип реактора, конфигурация которого позволяет получить газовую плазму. Источником энергии может быть любое подходящее устройство, конфигурация которого обеспечивает преобразование одного или более материалов в газовую плазму. Источник энергии предпочтительно содержит нагреватель, радиочастотный (РЧ) генератор и/или сверхвысокочастотный генератор.
В характерном способе согласно настоящему изобретению печатную плату можно поместить в камеру реактора и использовать вакуумную систему для откачивания воздуха из камеры до давления в диапазоне от 10-3 до 10 мбар. Затем можно закачать в камеру один или более материалов и получить стабильную газовую плазму за счет источника энергии. Затем можно ввести в газовую плазму, находящуюся в камере, одно или несколько соединений-предшественников в форме газов и/или жидкостей. При введении в газовую плазму соединения-предшественники могут ионизироваться и/или разлагаться с образованием ряда активных частиц в плазме, которые полимеризуются с образованием полимерного покрытия. Также можно использовать импульсные плазменные системы.
Плазменно-полимеризованный фторуглеводород предпочтительно получают посредством плазменной полимеризации одного или нескольких соединений-предшественников, которые являются углеводородными материалами, содержащими атомы фтора. Предпочтительными углеводородными материалами, содержащими атомы фтора, являются перфторалканы, перфторалкены, перфторалкины, фторалканы, фторалкены, фторалкины. Примерами являются CF4, C2F4, C2F6, C3F6, C3F8 и C4F8.
Точная природа и состав плазменно-полимеризованного фторуглеводородного покрытия обычно зависит от одного или более из следующих условий: (1) выбранной газовой плазмы; (2) конкретного использованного соединения-предшественника (или соединений-предшественников); (3) количества соединения-предшественника (или соединений-предшественников) (которое может быть определено посредством сочетания давления и объемной скорости соединения-предшественника (или соединений-предшественников)); (4) соотношения соединений-предшественников; (5) последовательности добавления соединений-предшественников; (6) давления плазмы; (7) частоты источника энергии для образования плазмы; (8) длительности импульсов; (9) времени нанесения покрытия; (10) мощности плазмы (включая пиковую и/или среднюю мощность плазмы); (11) расположения электродов в камере; и/или (12) подготовки вводимой печатной платы.
Обычно частота источника плазмы лежит в диапазоне от 1 кГц до 1 ГГц. Мощность плазмы обычно лежит в диапазоне от 500 до 10000 Вт. Массовая скорость потока обычно лежит в диапазоне от 5 до 2000 стандартных куб. см/мин. Рабочее давление обычно лежит в диапазоне от 10 до 500 мТорр. Время нанесения покрытия обычно лежит в диапазоне от 10 секунд до 20 минут.
Однако, как будет очевидно специалисту в данной области техники, предпочтительные условия будут зависеть от размеров и геометрии плазменной камеры. Соответственно, в зависимости от конкретной используемой плазменной камеры специалисту в данной области техники может быть целесообразно изменить рабочие условия.
Плазменно-полимеризованное фторуглеводородное покрытие, используемое в настоящем изобретении, в характерном случае имеет среднюю толщину в диапазоне от 1 нм до 10 мкм, предпочтительно - от 1 нм до 5 мкм, более предпочтительно - от 5 нм до 500 нм, еще более предпочтительно - от 10 нм до 100 нм и еще более предпочтительно - от 25 нм до 75 нм, например - около 50 нм. Толщина покрытия может быть по существу одинаковой, или она может быть различной в различных точках.
Печатная плата, на которую нанесено покрытие способом согласно настоящему изобретению, содержит подложку, множество электропроводящих дорожек, расположенных на по меньшей мере одной стороне подложки, припойную маску, покрывающую по меньшей мере первый участок множества электропроводящих дорожек, и финишное покрытие, покрывающее по меньшей мере второй участок множества электропроводящих дорожек. Первоначально печатные платы обычно не содержат подсоединенных к ним электрических компонентов.
Специалист в данной области техники сможет выбрать подходящие формы и конфигурации множества электропроводящих дорожек в зависимости от назначения печатной платы. Обычно электропроводящая дорожка прикреплена к поверхности подложки по всей ее длине. Альтернативно, электропроводящая дорожка может быть прикреплена к подложке в двух или более точках. Например, электропроводящая дорожка может быть медной проволокой, прикрепленной к подложке в двух или более точках, но не по всей ее длине.
Электропроводящую дорожку обычно формируют на подложке с использованием любого подходящего способа, известного специалистам в данной области техники. В предпочтительном способе электропроводящие дорожки формируют на подложке с использованием «субтрактивной» техники. Обычно в этом способе слой электропроводящего материала присоединяют к поверхности подложки, а затем ненужные участки электропроводящего материала удаляют, оставляя лишь желаемые электропроводящие дорожки. Ненужные участки электропроводящего материала обычно удаляют с подложки посредством химического травления, фототравления и/или фрезерования. В альтернативном способе электропроводящие дорожки формируют на подложке с использованием «аддитивной» техники, например - посредством электролитического осаждения, осаждения с использованием обратной маски и/или посредством геометрически управляемого процесса осаждения.
Электропроводящая дорожка обычно содержит золото, вольфрам, медь, серебро и/или алюминий, более предпочтительно - медь. Электропроводящая дорожка может по существу или полностью состоять из меди.
Подложка печатной платы в основном содержит электроизоляционный материал. В характерном случае подложка содержит любой подходящий изоляционный материал, который предотвращает короткое замыкание подложкой электрической схемы печатной платы.
Подложка предпочтительно содержит эпоксидный многослойный материал, бумагу, склеенную синтетической смолой, стеклоткань, склеенную эпоксидной смолой (ERBGH - от англ. «ероху resin bonded glass fabric»), композитный эпоксидный материал (СЕМ - от англ. «composite ероху material»), ПТФЭ (политетрафторэтилен - Тефлон, английская аббревиатура - PTFE) или другие полимерные материалы, фенольную хлопковую бумагу, силикон, стекло, керамику, бумагу, картон, натуральные и/или синтетические материалы на основе древесины и/или других подходящих текстильных материалов. Необязательно подложка может дополнительно содержать огнестойкий материал, обычно - огнестойкий материал-2 для подложек печатных плат (FR-2, сокращение FR - от англ. «Flame Retardant») и/или огнестойкий материал-4 для подложек печатных плат (FR-4). Подложка может содержать один слой изоляционного материала или несколько слоев одного или различных изоляционных материалов.
Припойная маска может покрывать по меньшей мере первый участок электропроводящих дорожек. Припойная маска предназначена главным образом для предотвращения образования мостиков из припоя между электропроводящими дорожками, то есть для предотвращения коротких замыканий. В характерном случае припойная маска является эпоксидной припойной маской, жидкой фотоформирируемой припойной маской (LPSM - от англ. «photoimageable solder mask») или сухой пленочной фотоформируемой припойной маской (DFSM - от англ. «dry film photoimageable solder mask»). Такие припойные маски можно легко нанести на печатную плату способами, известными специалистам в данной области техники.
Предпочтительно припойная маска, покрывающая по меньшей мере первый участок множества электропроводящих дорожек, дополнительно покрывает участок подложки. В этом случае припойная маска может выходить за края по меньшей мере части электропроводящих дорожек и закрывать соседний участок подложки. Обычно в этой ситуации ползучая коррозия является особенно агрессивной. Предпочтительно плазменно-полимеризованный фторуглеводород осаждают на участок припойной маски так, что он дополнительно покрывает участок подложки или выступает за края по меньшей мере части электропроводящих дорожек и покрывает соседние участки подложки.
Финишное покрытие может покрывать по меньшей мере второй участок электропроводящих дорожек. Финишное покрытие в характерном случае состоит из иммерсионного серебра (ImAg), химически восстановленного никеля/иммерсионного золота (ENIG, от англ. «electroless nickel/immersion gold»), органического защитного покрытия (OSP, от англ. «organic solderability preservative))), химически восстановленного никеля/химически восстановленного палладия/иммерсионного золота (ENEPIG, от англ. «electroless nickel/electroless palladium/immersion gold») или иммерсионного олова (ImSn). Предпочтительно финишное покрытие состоит из иммерсионного серебра (ImAg) или органического защитного покрытия (OSP), более предпочтительно - из иммерсионного серебра (ImAg).
Необязательно характерный способ согласно настоящему изобретению может дополнительно включать, после осаждения плазменно-полимеризованного фторуглеводорода, подсоединение по меньшей мере одного электрического компонента к по меньшей мере одной электропроводящей дорожке. По меньшей мере один электрический компонент может быть подсоединен к по меньшей мере одной электропроводящей дорожке через плазменно-полимеризованный фторуглеводород.
Предпочтительно электрический компонент подсоединен к по меньшей мере одной электропроводящей дорожке посредством паяного соединения, сварного соединения или проводного соединения. Если через плазменно-полимеризованный фторуглеводород был подсоединен электрический компонент, то паяное соединение, сварное соединение или проводное соединение предпочтительно упираются в плазменно-полимеризованный фторуглеводород. Можно произвести пайку, сварку или проложить проводное соединение через плазменно-полимеризованный фторуглеводород, как описано в публикации WO 2008/102113 (содержание которой полностью включено в данную работу посредством ссылки).
Электрический компонент может быть любым подходящим схемным элементом печатной платы. Предпочтительно электрический компонент является резистором, конденсатором, транзистором, диодом, усилителем, антенной или вибратором. К электрической схеме может быть подключено любое подходящее количество и/или любая подходящая комбинация электрических компонентов.
После того как печатная плата собрана, то есть к ней подсоединены все необходимые электрические компоненты, может быть желательным осадить посредством плазменной полимеризации дополнительное покрытие из плазменно-полимеризованного фторуглеводорода. Дополнительное покрытие может быть конформным покрытием. Это может обеспечить дополнительную защиту от влияний окружающей среды и физическую защиту.
Настоящее изобретение также относится к печатной плате с покрытием. Характерные печатные платы с покрытием могут быть получены с использованием способов, описанных выше. Такие печатные платы с покрытием могут содержать подложку, множество электропроводящих дорожек, расположенных на по меньшей мере одной поверхности подложки, припойную маску, покрывающую по меньшей мере первый участок множества электропроводящих дорожек, финишное покрытие, покрывающее по меньшей мере второй участок множества электропроводящих дорожек, и покрытие из плазменно-полимеризованного фторуглеводорода, покрывающее по меньшей мере часть припойной маски, по меньшей мере часть финишного покрытия и, необязательно, по меньшей мере третий участок множества электропроводящих дорожек, не покрытый припойной маской или финишным покрытием. Подложка, электропроводящие дорожки, припойная маска, финишное покрытие и плазменно-полимеризованный фторуглеводород могут быть такими, как определено выше.
Характерные печатные платы с покрытием могут дополнительно содержать электрический компонент, подсоединенный к по меньшей мере одной электропроводящей дорожке через покрытие из плазменно-полимеризованного фторуглеводорода. Электрический компонент и его подсоединение к электропроводящей дорожке могут быть такими, как определено выше.
Настоящее изобретение также относится к применению плазменно-полимеризованного фторуглеводорода для снижения ползучей коррозии печатной платы, которая может быть такой, как определено выше.
Далее аспекты настоящего изобретения будут описаны на основании варианта осуществления настоящего изобретения, изображенного на Фиг.12 и Фиг.13, где одинаковые цифровые обозначения относятся к одинаковым или сходным компонентам.
На Фиг.12 изображен пример печатной платы до нанесения покрытия, которая содержит подложку 1, множество электропроводящих дорожек 2, расположенных на по меньшей мере одной поверхности 3 подложки, припойную маску 4, покрывающую по меньшей мере первый участок 5 множества электропроводящих дорожек, и финишное покрытие 6, покрывающее по меньшей мере второй участок 7 множества электропроводящих дорожек. Припойная маска по выбору дополнительно покрывает участок 8 подложки.
На Фиг.13 изображен пример печатной платы с покрытием, которая содержит подложку 1, множество электропроводящих дорожек 2, расположенных на по меньшей мере одной поверхности 3 подложки, припойную маску 4, покрывающую по меньшей мере первый участок 5 множества электропроводящих дорожек, финишное покрытие 6, покрывающее по меньшей мере второй участок 7 множества электропроводящих дорожек, и покрытие 9 из плазменно-полимеризованного фторуглеводорода, нанесенное на по меньшей мере часть 10 припойной маски, по меньшей мере часть 11 финишного покрытия и, по выбору, на по меньшей мере третий участок 12 множества электропроводящих дорожек, который не покрыт припойной маской или финишным покрытием. Плазменно-полимеризованный фторуглеводород также по выбору покрывает по меньшей мере часть 13 подложки.
Далее аспекты настоящего изобретения будут описаны на основании примеров его осуществления.
ОПИСАНИЕ ПРИМЕРОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Пример 1
Способ испытания с сернистой глиной
Способ испытания с сернистой глиной является способом имитации условий, например - в мастерской по изготовлению моделей из глины, где ползучая коррозия является очень агрессивной. Этот способ хорошо известен в данной области техники как способ оценки эффектов ползучей коррозии, и в нем используют серосодержащую глину в качестве источника соединений серы (см., например, публикацию Creep corrosion on lead-free printed circuit boards in high sulfur environments, Randy Schueller, Published in SMTA Int'l Proceedings, Orlando, Fl, Oct 2007).
Серосодержащую формовочную глину (производства компании Chavant) смачивали водой и нагревали внутри контейнера. Исследуемые печатные платы немедленно помещали в контейнер с горячей глиной. Соединения серы, выделявшиеся из глины, конденсировались на поверхностях печатных плат и создавали подходящие условия для ползучей коррозии.
Покрытие A
Печатную плату помещали в плазменную камеру. Из камеры выкачивали воздух до рабочего давления, равного 50 мТорр, и вводили в нее газообразный C3F6 со скоростью потока, равной 100 стандартных куб. см/мин. Газ пропускали через камеру в течение 30 секунд, после чего включали генератор плазмы с частотой 13,56 МГц и мощностью 2,4 кВт. Печатную плату подвергали воздействию активной плазмы в течение 7 минут, после чего генератор плазмы выключали, в камере восстанавливали атмосферное давление и удаляли из камеры печатную плату с покрытием.
Покрытие B
Печатную плату помещали в плазменную камеру. Из камеры выкачивали воздух до рабочего давления, равного 70 мТорр, и вводили в нее газообразный C3F6 со скоростью потока, равной 750 стандартных куб. см/мин. Газ пропускали через камеру в течение 30 секунд, после чего включали генератор плазмы с частотой 40 КГц и мощностью 7 кВт. Печатную плату подвергали воздействию активной плазмы в течение 10 минут, после чего генератор плазмы выключали, в камере восстанавливали атмосферное давление и удаляли из камеры печатную плату с покрытием.
Покрытие C
Печатную плату помещали в плазменную камеру. Из камеры выкачивали воздух до рабочего давления, равного 60 мТорр, и вводили в нее газообразный C3F6 со скоростью потока, равной 750 стандартных куб. см/мин. Второй газ - гелий - добавляли в камеру со скоростью потока, равной 100 стандартных куб. см/мин, через второй регулятор массовой скорости потока. Газовую смесь пропускали через камеру в течение 30 секунд, после чего включали генератор плазмы с частотой 40 КГц и мощностью 7 кВт. Печатную плату подвергали воздействию активной плазмы в течение 10 минут, после чего генератор плазмы выключали, в камере восстанавливали атмосферное давление и удаляли из камеры печатную плату с покрытием.
Оценка испытанных печатных плат
На основе стандартных заготовок печатных плат с медными дорожками и припойной маской была изготовлена серия испытательных печатных плат. Они имели характеристики, указанные в Таблицах 1 и 2 ниже.
В частности, по выбору на каждую печатную плату было нанесено финишное покрытие из иммерсионного серебра (ImAg) или органического защитного покрытия (OSP). Затем по выбору на печатную плату осаждали покрытие А. Затем, по выбору, к печатной плате подсоединяли электрические компоненты. В заключение, по выбору на печатную плату и электрические компоненты наносили наружное покрытие из покрытия А, покрытия В или покрытия C.
Печатные платы из Примеров с 1 по 7 и Сравнительных примеров с 1 по 4 подвергали испытанию с сернистой глиной в течение 7 дней. Через 7 дней печатные платы вынимали и исследовали на наличие ползучей коррозии.
Фиг. с 1 по 11 демонстрируют эквивалентные участки печатных плат из Примеров с 1 по 7 и Сравнительных примеров с 1 по 4 соответственно. Как показано в Таблицах 1 и 2, печатные платы были отнесены к следующим категориям:
Нет ползучей коррозии (++)
Низкие уровни ползучей коррозии (+)
Высокие уровни ползучей коррозии (-)
Выводы
Нанесение посредством плазменной полимеризации фторуглеводорода на печатную плату до подсоединения электрических компонентов значительно снижает уровень ползучей коррозии.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРИЧЕСКАЯ СБОРКА С ПОКРЫТИЕМ | 2013 |
|
RU2620413C2 |
| ГНЕЗДОВОЙ РАЗЪЕМ ВЫСОКОСКОРОСТНОЙ СВЯЗИ | 2017 |
|
RU2713644C1 |
| ПЕЧАТНЫЕ ПЛАТЫ | 2008 |
|
RU2563978C2 |
| ГАЛОГЕНУГЛЕВОДОРОДНОЕ ПОЛИМЕРНОЕ ПОКРЫТИЕ | 2009 |
|
RU2533162C2 |
| ПЕЧАТНАЯ ПЛАТА И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2014 |
|
RU2685692C2 |
| МОДУЛЬ СВЕТОДИОДА С УВЕЛИЧЕННЫМИ РАЗМЕРАМИ ЭЛЕМЕНТОВ | 2010 |
|
RU2538354C2 |
| ВЫСОКОСКОРОСТНОЙ ТЕЛЕКОММУНИКАЦИОННЫЙ РАЗЪЁМ | 2013 |
|
RU2620256C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУСТОРОННЕЙ ПЕЧАТНОЙ ПЛАТЫ | 2013 |
|
RU2543518C1 |
| ИМЕЮЩИЙ ПОКРЫТИЕ ЭЛЕКТРИЧЕСКИЙ УЗЕЛ | 2016 |
|
RU2717842C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОЙ МИКРОПЕЧАТНОЙ ПЛАТЫ | 2012 |
|
RU2520568C1 |


Изобретение относится к способу снижения ползучей коррозии на печатных платах, к печатным платам с покрытием и к применению специфических полимеров для снижения ползучей коррозии. Технический результат - создание надежного и эффективного способа снижения ползучей коррозии. Достигается тем, что в способе снижения ползучей коррозии печатных плат, где печатная плата содержит подложку, множество электропроводящих дорожек, расположенных на по меньшей мере одной поверхности подложки, припойную маску, покрывающую по меньшей мере первый участок множества электропроводящих дорожек, и финишное покрытие, покрывающее по меньшей мере второй участок множества электропроводящих дорожек, осаждают посредством плазменной полимеризации фторуглеводород на по меньшей мере часть припойной маски и по меньшей мере часть финишного покрытия. 4 н. и 14 з.п. ф-лы, 13 ил., 3 пр., 2 табл.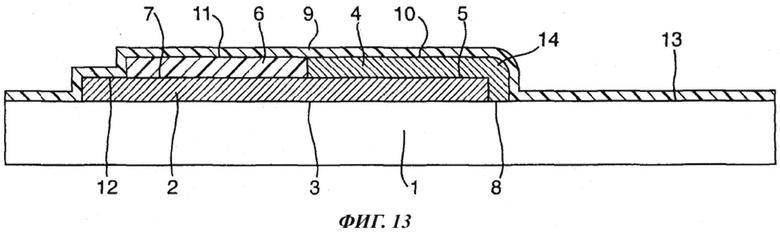
1. Способ снижения ползучей коррозии на печатной плате, которая содержит подложку, множество электропроводящих дорожек, расположенных по меньшей мере на одной поверхности подложки, припойную маску, покрывающую по меньшей мере первый участок множества электропроводящих дорожек, и финишное покрытие, покрывающее по меньшей мере второй участок множества электропроводящих дорожек, который включает осаждение посредством плазменной полимеризации фторуглеводорода на по меньшей мере часть припойной маски и по меньшей мере часть финишного покрытия.
2. Способ по п.1, отличающийся тем, что финишное покрытие состоит из иммерсионного серебра (ImAg), химически восстановленного никеля/иммерсионного золота (ENIG), органического защитного покрытия (OSP), химически восстановленного никеля/химически восстановленного палладия/иммерсионного золота (ENEPIG) или иммерсионного олова (ImSn).
3. Способ по п.2, отличающийся тем, что финишное покрытие состоит из иммерсионного серебра (ImAg).
4. Способ по п.1, отличающийся тем, что припойная маска дополнительно покрывает участок подложки.
5. Способ по п.1, отличающийся тем, что он дополнительно включает после осаждения плазменно-полимеризованного фторуглеводорода подсоединение по меньшей мере одного электрического компонента к по меньшей мере одной электропроводящей дорожке.
6. Способ по п.5, отличающийся тем, что он дополнительно включает после подсоединения по меньшей мере одного электрического компонента к по меньшей мере одной электропроводящей дорожке осаждение посредством плазменной полимеризации дополнительного покрытия из фторуглеводорода.
7. Способ по п.6, отличающийся тем, что дополнительное покрытие из плазменно-полимеризованного фторуглеводорода конформно покрывает печатную плату и по меньшей мере один электрический компонент.
8. Способ по п.1, отличающийся тем, что он дополнительно включает осаждение посредством плазменной полимеризации фторуглеводорода на по меньшей мере третий участок множества электропроводящих дорожек, не покрытый припойной маской или финишным покрытием.
9. Способ по п.1, отличающийся тем, что множество электропроводящих дорожек содержит медь.
10. Печатная плата с покрытием, полученная способом по любому из пунктов 1-9.
11. Печатная плата с покрытием, содержащая подложку, множество электропроводящих дорожек, расположенных на по меньшей мере одной поверхности подложки, припойную маску, покрывающую по меньшей мере первый участок множества электропроводящих дорожек, финишное покрытие, покрывающее по меньшей мере второй участок множества электропроводящих дорожек, и плазменно-полимеризованное фторуглеводородное покрытие на по меньшей мере части припойной маски и по меньшей мере части финишного покрытия.
12. Печатная плата с покрытием по п.11, отличающаяся тем, что припойная маска дополнительно покрывает участок подложки.
13. Печатная плата с покрытием по п.11, отличающаяся тем, что она дополнительно содержит по меньшей мере один электрический компонент, подсоединенный к по меньшей мере одной электропроводящей дорожке через плазменно-полимеризованное фторуглеводородное покрытие.
14. Печатная плата с покрытием по п.13, отличающаяся тем, что она дополнительно содержит покрытие из плазменно-полимеризованного фторуглеводорода, конформно покрывающее печатную плату и по меньшей мере один электрический компонент.
15. Печатная плата с покрытием по п.11, отличающаяся тем, что она дополнительно содержит покрытие из плазменно-полимеризованного фторуглеводорода на по меньшей мере третьем участке множества электропроводящих дорожек, который не покрыт припойной маской или финишным покрытием.
16. Применение плазменно-полимеризованного фторуглеводорода для снижения ползучей коррозии печатной платы, которая содержит подложку, множество электропроводящих дорожек, расположенных по меньшей мере на одной поверхности подложки, припойную маску, покрывающую по меньшей мере первый участок множества электропроводящих дорожек, и финишное покрытие, покрывающее по меньшей мере второй участок множества электропроводящих дорожек.
17. Применение по п.16, отличающееся тем, что припойная маска дополнительно покрывает участок подложки.
18. Применение по п.16, отличающееся тем, что печатная плата содержит по меньшей мере третий участок множества электропроводящих дорожек, который не покрыт припойной маской или финишным покрытием.
| US 3931454 A, 06.01.1976 | |||
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| US 4693799 A, 15.09.1987 | |||
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| US 5960251 A, 28.09.1999 | |||
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ИЗДЕЛИЯ | 2003 |
|
RU2233301C1 |
| ПОКРЫТИЕ ИЗ СИНТЕТИЧЕСКОЙ ПЛЕНКИ, А ТАКЖЕ СПОСОБ И УСТРОЙСТВО ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2244599C2 |

