ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к вакуумному прерывателю, который предназначен для использования в устройстве отключения тока.
Настоящее изобретение также относится к устройству отключения тока, включающему по меньшей мере один такой вакуумный прерыватель, где это устройство может представлять собой, в частности, полюс автоматического выключателя или трехполюсный выключатель и где это устройство функционирует, в частности, при среднем напряжении.
Наконец, настоящее изобретение относится к способу для изготовления такого вакуумного прерывателя, а также к способу изготовления такого полюса автоматического выключателя.
СОСТОЯНИЕ УРОВНЯ ТЕХНИКИ
Вакуумный прерыватель представляет собой элемент устройства отключения тока, используемого в оборудовании, и обеспечивает функционирование, в частности, при среднем напряжении, в частности при 1-75 кВ.
Вакуумный прерыватель обычно включает герметическую камеру, два электрических контакта, которые перемещаются относительно друг друга, и, опционально, по меньшей мере один защитный металлический экран. Герметическая камера вакуумного прерывателя включает цилиндрический корпус, закрытый на своих концах двумя металлическими крышками, где каждая из этих крышек соединена с одним из электрических контактов вакуумного прерывателя.
Цилиндрический корпус вакуумной камеры изготавливают из диэлектрического материала, ранее из стекла, а в настоящее время изготавливают из керамического материала, в частности из глинозема, тогда как металлические крышки обычно изготавливают из меди или нержавеющей стали.
Вакуумный прерыватель также включает диэлектрическое покрытие, которое покрывает внешнюю поверхность камеры, для ее электрической изоляции. Это диэлектрическое покрытие может состоять из слоя, называемого сформованным поверх слоем, изготовленным из электроизолирующего синтетического материала. Широко используемым термином тогда будет «сформованный вакуумный прерыватель».
Этот диэлектрический синтетический материал может представлять собой эластомерный материал, но также может представлять собой полимерный материал типа термоотверждающегося полимера или термопластичного полимера. Таким образом, когда прессованный слой изготовлен из термоотверждающегося или термопластичного полимера, он механически удерживает вакуумный прерыватель, пока он находится в эксплуатации, в дополнение к его электроизоляции.
Однако наблюдается, что материалы, используемые для изготовления герметической камеры вакуумного прерывателя и прессованного слоя, обладают очень разными коэффициентами термического расширения. Следовательно, когда эти различные материалы находятся в контакте и когда вакуумный прерыватель подвергается воздействию термического напряжения, вызванного, например, окружающей температурой или нагревом электропроводящих элементов, в частности металлических покрытий, в некоторых материалах, составляющих сформованный вакуумный прерыватель, возникают трещины, в частности, на контактной поверхности между металлическими элементами камеры и сформованным поверх слоем.
Для ограничения образования таких трещин известно помещение промежуточного слоя между внешней поверхностью герметической камеры и сформованным поверх слоем, и целью этого промежуточного слоя является уравновешивание разностей термических напряжений сформованного поверх слоя и элементов, составляющих камеру вакуумного прерывателя, в частности, при существовании изменений температур в упомянутом вакуумном прерывателе.
Таким образом, документ ЕР 0866481, упомянутый как [1] в конце настоящего описания, описывает вакуумный прерыватель, включающий вакуумную камеру, покрытую сформованным поверх слоем, изготовленным из эпоксидного полимера, и непрерывный промежуточный слой, помещенный между внешней поверхностью камеры и этим сформованным поверх слоем. Этот промежуточный слой имеет форму трубы, и его устанавливают за счет скольжения упомянутой трубы, диаметр которой поддерживают на уровне, большем, чем внешний диаметр цилиндрического корпуса, по внешней поверхности камеры вакуумного прерывателя. Этот промежуточный слой изготовлен из эластичного материала, который может представлять собой эластомерный материал типа этилен-пропиленового сополимера (ЕРМ) или этилен-пропилен-диенового терполимера (EPDM). Этот эластичный материал также может представлять собой кремнийорганический каучук. Однако этот непрерывный промежуточный слой не полностью включает в себя или покрыт сформованным поверх слоем, что облегчает возможность его расширения под действием эффекта роста температуры вакуумного прерывателя. В документе [1] оговаривается, что в конкретном случае, в котором используется кремнийорганический каучук, этот материал либо не полностью заполняет объем, пригодный для промежуточного слоя, либо полностью заполняет этот объем, но затем становится необходимым создание отверстия на одном конце камеры для обеспечения, в обоих случаях, расширения материала, когда он расширяется под действием повышения температуры.
Поэтому вакуумный прерыватель, описанный в документе [1], имеет структурные ограничения, которые необходимо учитывать для обеспечения расширения промежуточного слоя. Соответствующий способ изготовления усложняется из-за необходимости включения одного или другого из этих структурных ограничений, для каждой рассматриваемой структуры вакуумного прерывателя.
В дополнение, если в камере вакуумного прерывателя выполнено отверстие для обеспечения расширения материала, этот материал тогда будет находиться в контакте со средой, окружающей вакуумный прерыватель, и поэтому будет подвергаться загрязнению примесями из воздуха, присутствующими в этой среде, такими как влага, пыль или газы, такие как гексафторид серы SF6 или диоксид серы SO2. Такое загрязнение может вызвать преждевременное старение материала промежуточного слоя и, в частности, может вызвать потерю его диэлектрических свойств и/или его механических свойств (потерю упругости и склеиваемости, а именно с прессованным слоем).
Документ US 5917167, упомянутый как [2], описывает способ изготовления вакуумного прерывателя, включающий инкапсуляцию камеры вакуумного прерывателя посредством патрубка из кремнийорганического каучука, образующего промежуточный слой, перед изготовлением сформованного поверх слоя из эпоксидного полимера. Этим способом воплощается этап, в ходе которого патрубок размещают в вакуумном коллекторе, с получением внутри него радиальной деформации, по меньшей мере вдвое увеличивающей исходный внутренний диаметр упомянутого патрубка, что обеспечивает последующую вставку камеры вакуумного прерывателя во внутреннее пространство растянутого патрубка. После повторного установления давления в вакуумном коллекторе растянутый патрубок из кремнийорганического каучука покрывает эту камеру вакуумного прерывателя. Затем получают сформованный поверх слой из эпоксидного полимера, вследствие чего растянутый патрубок из кремнийорганического каучука сжимается под действием упомянутого сформованного поверх слоя. Однако сжатие патрубка ограничивается наличием отверстия, выполненного в камере вакуумного прерывателя, которое допускает расширение патрубка.
В дополнение к выполнению отверстия в камере вакуумного прерывателя, для обеспечения расширения промежуточного слоя кремнийорганического каучука, этот документ [2] описывает способ, который является относительно трудоемким, с промышленной точки зрения, из-за необходимости в использовании вакуумного коллектора, для установки этого промежуточного слоя. В дополнение, этот промежуточный слой принимает форму патрубка с заданными размерами, который должен, разумеется, подходить для диаметра камеры вакуумных прерывателей, предназначенной для приема покрытия, описанного в данном документе [2]. Следовательно, такие ограничения несовместимы с рационализированным производством.
Кроме того, сжатие сформованного поверх слоя на патрубке из кремнийорганического каучука не позволяет существенно уплотнить поверхность контакта, образующуюся между этими двумя слоями. Это наносит особый ущерб, если диэлектрическое покрытие вакуумного прерывателя само по себе покрыто электропроводящим слоем, называемым экранирующим слоем, позволяя заземлить внешнюю поверхность вакуумного прерывателя.
Поэтому авторы изобретения поставили перед собой цель спроектировать вакуумный прерыватель, в частности сформованный вакуумный прерыватель, включающий диэлектрическое покрытие и обладающий улучшенными термомеханическими свойствами и свойствами старения, позволяя, таким образом, продлить с течением времени использование этой вакуумного прерывателя, и при этом риски растрескивания прессованного слоя, а также самого цилиндрического корпуса вакуумного прерывателя, с сопутствующими рискам потерями вакуума под действием колебаний температуры, будут существенно снижены или даже исключены. В частности, вакуумный прерыватель должен быть пригоден для изготовления, без установления каких-либо более или менее произвольных ограничений по объему кремнийорганического соединения, используемого для получения промежуточного слоя, относительно общего объема, который этот промежуточный слой может занимать, или создания отверстия в камере вакуумного прерывателя, что составляет реальное промышленное и техническое ограничение, и что, кроме того, если отверстие на самом деле создано, не является удовлетворительным с точки зрения риска загрязнения со стороны внешней окружающей среды вакуумного прерывателя, как было указано выше.
Другое существующее решение для изготовления вакуумного прерывателя включает следующие последовательные этапы:
- монтаж цилиндрического корпуса с каждой из его двух крышек, снабженных электрическим контактом, с образованием камеры вакуумного прерывателя,
- возможно, нанесение слоя грунтового покрытия поверх всей внешней поверхности камеры вакуумного прерывателя,
- формование, путем инжекции жидкого кремнийорганического каучука (liquid silicone rubber, LSR), с образованием слоя кремнийорганического соединения по всей внешней поверхности камеры вакуумного прерывателя, если это применимо, покрытой слоем грунтовки,
- формование путем инжекции, посредством процесса автоматического желирования под давлением (automatic pressure gelation, APG) эпоксидного полимера поверх слоя кремнийорганического соединения.
Этап формования путем инжекции жидкого кремнийорганического каучука, который требует использования высоких давлений, для получения оптимальных используемых характеристик кремнийорганического соединения, тем не менее, может не быть использован на всех типах камер для вакуумных прерывателей. Это имеет место, в частности, в случае, когда упомянутая камера включает крышки, изготовленные из мягкого металлического материала (типа меди), и который имеет значительную поверхность, которая деформируется в ходе выполнения этого этапа инжекции под высоким давлением.
Авторы изобретения также поставили перед собой цель разработки способа изготовления вакуумного прерывателя, в частности сформованной вакуумного прерывателя, пригодного для использования в вакуумном прерывателе любого типа, независимо от ее формы или размеров, и независимо от того, из какого материала сделаны некоторые из ее элементов, составляющих камеру, и, в частности, формы, размеров и материала металлических крышек упомянутой камеры.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Цели, изложенные выше, и другие, достигаются, в первую очередь, с использованием вакуумного прерывателя вышеуказанного типа, который включает герметическую камеру и два электрических контакта, которые перемещаются относительно друг друга, где упомянутая камера включает цилиндрический корпус, изготовленный из диэлектрического материала и закрытый на его концах двумя металлическими крышками, где каждая из этих крышек соединена с одним из электрических контактов, причем упомянутый вакуумный прерыватель также включает диэлектрическое покрытие, которое покрывает внешнюю поверхность камеры, причем это покрытие включает по меньшей мере два слоя, где первый слой называется сформованным поверх слоем и изготовлен из синтетического материала, а второй слой называется промежуточным слоем и изготовлен из кремнийорганического соединения, причем упомянутый промежуточный слой вставлен между внешней поверхностью камеры и сформованным поверх слоем.
Согласно изобретению промежуточный слой является прерывистым и локализован на металлических участках камеры для покрытия, по меньшей мере, частично внешней поверхности этих металлических участков, в данном случае, внешней поверхности металлических крышек, включая, в частности, ее кромку, или контактную поверхность, между металлическими участками и диэлектрическим материалом цилиндрического корпуса, где кремнийорганическое соединение промежуточного слоя включает полые тела и где эти полые тела являются сжимаемыми и имеют оболочку, изготовленную из термопластичного материала.
С помощью этого средства полые тела, присутствующие в кремнийорганическом соединении промежуточного слоя, сжимаются, противодействуя эффектам, вызванным термическим расширением, возникающим в промежуточном слое, когда упомянутый промежуточный слой захватывается в закрытом пространстве, под действием повышения температуры элементов, составляющих вакуумный прерыватель, и в частности, промежуточного слоя.
Следовательно, нет больше необходимости в искусственном ограничении объема кремнийорганического соединения относительно общего объема, который может занимать промежуточный слой, или в создании отверстия, например, на одном из концов камеры, для обеспечения расширения этого промежуточного слоя. Это имеет свои преимущества, состоящие в том, что это предотвращает любое преждевременное разрушение материала промежуточного слоя, поскольку этот материал не находится в контакте с внешней средой, окружающей вакуумный прерыватель, и он не может содержать никакого загрязнителя, и поэтому он обладает преимуществом, состоящим в придании вакуумном прерывателе согласно изобретению улучшенных термомеханических свойств и свойств старения.
Промежуточный слой успешно локализуется на металлических участках камеры, покрывая по меньшей мере всю внешнюю поверхность элементов, выступающих из этих металлических участков.
Этот промежуточный слой преимущественно локализован на этих металлических участках таким образом, что он покрывает, по меньшей мере, всю внешнюю поверхность упомянутых металлических участков.
Локализация промежуточного слоя такова, что он покрывает, по меньшей мере, всю внешнюю поверхность элементов, выступающих из металлических участков, или всю внешнюю поверхность этих металлических участков герметической камеры вакуумного прерывателя, и, таким образом, обладает эффектом, состоящим в том, что эти металлические участки больше не находятся полностью в непосредственном контакте с прессованным слоем. Следовательно, эти локализации промежуточного слоя ограничивают или предотвращают образование трещин в этом прессованном слое, когда в вакуумном прерывателе возникают изменения температуры.
Тогда как расширение промежуточного слоя вызывает термохимическое напряжение на прессованном слое и на цилиндрическом корпусе камеры для вакуумных прерывателей согласно уровню техники, полые тела, присутствующие в кремнийорганическом соединении промежуточного слоя, поглощают это расширение, и, следовательно, это термохимическое напряжение ограничивает его воздействие на сформованный поверх слой и на цилиндрический корпус вакуумного прерывателя в соответствии с изобретением.
Определение размеров прерывистого промежуточного слоя, локализованного на металлических участках камеры, разумеется, может быть модифицировано в соответствии со структурными характеристиками вакуумного прерывателя и с различными элементами, которые этот вакуумный прерыватель содержит, таким образом, чтобы никакие трещины не образовывались ни в сформованном поверх слое, ни в цилиндрическом корпусе камеры, и таким образом, чтобы в упомянутом промежуточном слое не возникало никаких разрывов.
В варианте изобретения промежуточный слой покрывает участок внешней поверхности цилиндрического корпуса камеры, в дополнение к покрытию внешней поверхности металлических участков, по меньшей мере, в области их кромки, соединенной с диэлектрическим материалом. Снижение таких термохимических напряжений, таким образом, существенно снижает или даже устраняет, при надлежащем определении размеров промежуточного слоя, риски растрескивания в сформованном поверх слое и в цилиндрическом корпусе камеры вакуумного прерывателя.
Следовательно, риски растрескивания, возникающие в сформованном поверх слое, а также в цилиндрическом корпусе камеры вакуумного прерывателя, с сопутствующим риском потери вакуума, являются крайне ограниченными, или совсем устраняются при использовании вакуумного прерывателя согласно изобретению.
Использование такого прерывистого промежуточного слоя также делает затраты на изготовление вакуумного прерывателя ограниченными, поскольку для конкретного кремнийорганического соединения, используемого для изготовления этого промежуточного слоя, его можно локализовать только на внешней поверхности металлических участков камеры, поскольку эти участки являются участками, которые вызывают образование трещин в сформованном поверх слое, в частности, когда эти металлические участки камеры имеют выступающие участки, т.е. элементы, выступающие из этих металлических участков.
Однако вполне возможно представить, что промежуточный слой также может покрывать участок внешней поверхности герметической камеры, и, в частности, участок внешней поверхности цилиндрического корпуса, расположенного заподлицо с внешней поверхностью этих металлических элементов, не покрывая, однако, всю внешнюю поверхность герметической камеры, по очевидным причинам, связанным с затратами.
Такое сжимаемое кремнийорганическое соединение было, в частности, описано в документах US 5750581 и ЕР 0971369, упомянутых, соответственно, как [3] и [4], и все соответствующее содержание которых включено в настоящий документ в виде ссылки.
В предпочтительном варианте изобретения полые тела представляют собой микросферы, которые имеют, например, средний диаметр 1-800 мкм, предпочтительно 10-80 мкм.
Термопластичный материал оболочек полых тел выбирают таким образом, чтобы он обеспечивал захват пузырьков газа.
Такие полые тела, или микросферы, в частности, выпускаются компанией AkzoNobel, с торговой маркой Ехраnсеl®DЕ. В частности, можно использовать микросферы торговой марки Expancel®920 DET 40 d25.
Одно сжимаемое кремнийорганическое соединение из нескольких, которые имеются в продаже, в частности, продается компанией Wacker под торговой маркой Elastosil® 713.
В конкретном предпочтительном варианте изобретения контактную поверхность между диэлектрическим покрытием и внешней поверхностью камеры герметизируют. Таким образом, не существует никакого свободного пространства между внешней поверхностью камеры и промежуточным слоем, между промежуточным слоем и сформованным поверх слоем, и между внешней поверхностью камеры, которая, поскольку она не находится в контакте с прерывистым промежуточным слоем, находится в контакте со сформованным поверх слоем.
Такую контактную поверхность получают, в частности, за счет исключительной прилипаемости между диэлектрическим покрытием и внешней поверхностью камеры, что приводит к исчезновению остаточных пространств между этим покрытием и этой внешней поверхностью, вероятно, содержащих воздух. Такая герметизация контактной поверхности способствует улучшению термомеханических свойств вакуумного прерывателя согласно изобретению.
Вакуумный прерыватель включает герметическую камеру и два электрических контакта, которые перемещаются относительно друг друга. Герметическая камера вакуумного прерывателя, которую поддерживают при низком давлении, включает цилиндрический корпус, изготовленный из диэлектрического материала, и две металлические крышки, которые закрывают этот цилиндрический корпус на его концах. Соединения между металлическими крышками и цилиндрическим корпусом преимущественно изготавливают путем сварки или пайки. Каждую из крышек камеры соединяют с одним из электрических контактов, упомянутых выше. Является предпочтительным, чтобы один из двух контактов был стационарным, тогда как другой контакт был подвижным. Подвижность этого электрического контакта обеспечивается металлическим сильфоном, который также обеспечивает, чтобы герметическая камера оставалась закупоренной.
Вакуумный прерыватель также может включать по меньшей мере один защитный металлический экран, расположенный внутри герметической камеры и прикрепленный к этой камере. Основная роль этого экрана состоит в защите внутренней поверхности цилиндрического корпуса от паров жидкого металла и от металлических выступов, порождаемых дугой, генерируемой между двумя электрическими контактами, при отключении электрического тока.
Этот экран может быть механически и электрически прикреплен к металлической крышке, с которой соединен стационарный электрический контакт.
Этот экран также может быть механически закреплен на промежуточной точке цилиндрического корпуса, без какого-либо электрического соединения с любой из металлических крышек.
В предпочтительном варианте изобретения цилиндрический корпус включает по меньшей мере один первый участок и один второй участок, а защитный металлический экран прикреплен к камере крепежными средствами, вставленными между этими первым и вторым участками.
Эти крепежные средства могут быть образованы за счет плеча вращения, производимого на упомянутом защитном металлическом экране, например, при механической обработке или при прижатии. Эти крепежные средства также могут быть образованы из цилиндрической металлической детали, такой как круговое кольцо, где эту деталь припаивают или приваривают к первому и второму участкам цилиндрического корпуса. Также можно сослаться на документ ЕР 1571685, ([5]), который описывает другие средства закрепления такого защитного металлического экрана между первым и вторым участками цилиндрического корпуса камеры вакуумного прерывателя.
Поскольку средства прикрепления защитного металлического экрана создают область нарушения непрерывности на внешней поверхности цилиндрического корпуса камеры вакуумного прерывателя, промежуточный слой покрытия также локализуется на упомянутом крепежном средстве таким образом, что он покрывает по меньшей мере всю внешнюю поверхность упомянутого крепежного средства.
Таким образом, если никакой металлический элемент вакуумного прерывателя (т.е. крышка и, если это применимо, средство прикрепления к экрану) не находится в непосредственном контакте со сформованным поверх слоем, риски образования трещин, или разломов в этом сформованном поверх слое устраняются.
Цилиндрический корпус камеры вакуумного прерывателя изготавливают из диэлектрического материала. Является предпочтительным, чтобы диэлектрический материал представлял собой керамический материали, в частности глинозем, и этот керамический материал может быть эмалированным.
Металлические крышки камеры вакуумного прерывателя могут быть изготовлены, в частности, из меди или из нержавеющей стали.
Эти крышки могут иметь такую форму, что они имеют гладкую внешнюю поверхность, с углами, затупленными или скругленными в направлении внешней поверхности камеры.
Эти крышки также могут включать один или более элементов, выступающих из этих крышек, таких как буртики, выступающие в большей или в меньшей степени в направлении внешней поверхности камеры, где такие буртики, как правило, считаются составляющими кромки или области хрупкости, которые вызывают растрескивание в сформованном поверх слое. Фактически, поскольку промежуточный слой диэлектрического покрытия локализован на металлических участках камеры для покрытия, по меньшей мере частично, внешней поверхности этих металлических участков, и особенно этих металлических крышек, является предпочтительным, чтобы, по меньшей мере, вся внешняя поверхность элементов, выступающих из этих металлических участков, и, преимущественно, из, по меньшей мере, всей внешней поверхности этих металлических участков, эти выступающие участки или буртики не порождают никаких дополнительных рисков, связанных с растрескиванием. Следовательно, в структуре вакуумного прерывателя согласно изобретению нет необходимости в добавлении заглушек, насаживаемых на металлическую крышку и защищающих область, где они соединяются с цилиндрическим корпусом, как было описано в документе WO 2009/106731, упоминаемом как [6].
Сформованный поверх слой покрытия вакуумного прерывателя согласно изобретению, со своей стороны, изготавливают из термоотверждающегося полимера, а предпочтительно, эпоксидного полимера.
Вакуумный прерыватель также может включать экранирующий слой, расположенный на диэлектрическом покрытии. Этот экранирующий слой, который позволяет заземлить внешнюю поверхность вакуумного прерывателя, представляет собой слой, изготовленный из электропроводящего материала согласно известным способам и устройствам.
Изобретение, во-вторых, относится к устройству отключения тока среднего напряжения.
Согласно изобретению это устройство отключения тока включает по меньшей мере один вакуумный прерыватель, как было определено выше, в частности сформованный вакуумный прерыватель, где его предпочтительные характеристики могут рассматриваться по отдельности или в сочетании. Прерыватель соединен, через его два электрических контакта, с электрическими соединениями упомянутого устройства отключения тока.
Это устройство отключения тока может, в частности, представлять собой полюс автоматического выключателя или трехполюсный выключатель среднего напряжения.
Изобретение относится, в-третьих, к полюсу автоматического выключателя, включающему комплект, образованный из вакуумного прерывателя, как было задано выше, и в частности, из сформованного вакуумного прерывателя, где его предпочтительные характеристики могут рассматриваться по отдельности или в сочетании, и двух электропроводящих соединений, причем упомянутый комплект покрыт сформованным поверх слоем и, опционально, экранирующим слоем.
Изобретение относится, в-четвертых, к способу изготовления вакуумного прерывателя, как было определено выше, предпочтительные характеристики которого могут быть рассмотрены по отдельности или в сочетании.
В частности, изобретение относится к способу изготовления вакуумного прерывателя, включающего герметическую камеру, два электрических контакта, которые перемещаются относительно друг друга, и, возможно, по меньшей мере один защитный металлический экран, расположенный внутри камеры и прикрепленный к ней, где упомянутая камера включает цилиндрический корпус, изготовленный из диэлектрического материала и закрытый на его концах двумя металлическими крышками, где каждая из этих крышек соединена с одним из электрических контактов и где упомянутый вакуумный прерыватель также включает диэлектрическое покрытие, которое покрывает внешнюю поверхность камеры.
Согласно изобретению этот способ включает следующие последовательные этапы:
(а) - сборка герметической камеры и двух электрических контактов,
(b) - осаждение, прерывисто и локально, на металлических участках упомянутой камеры для, по меньшей мере, частичного покрытия внешней поверхности этих металлических участков, состава кремнийорганического каучука, включающего полые тела, где эти полые тела являются сжимаемыми и имеют оболочку, изготовленную из термопластичного материала, с последующим перекрестным сшиванием этого состава для образования на внешней поверхности камеры промежуточного слоя кремнийорганического соединения, и
(c) инжекционное формование, а именно, посредством способа автоматического желирования под давлением, синтетического материала, где синтетический материал представляет собой эпоксидный полимер, с образованием сформованного поверх слоя, где промежуточный слой и сформованный поверх слой образуют диэлектрическое покрытие вакуумного прерывателя.
Согласно одному предпочтительному варианту осуществления способа изобретения состав кремнийорганического каучука также включает перекрестносшивающий агент, где перекрестное сшивание согласно этапу (b) достигается за счет горячей вулканизации, путем нагрева упомянутого состава кремнийорганического каучука.
Согласно другому варианту осуществления способа изобретения перекрестное сшивание согласно этапу (b) достигается за счет холодной вулканизации, путем приведения состава кремнийорганического каучука в контакт, при температуре окружающей среды, с перекрестносшивающим агентом, если это применимо в присутствии катализатора.
Таким образом, и в отличие от существующего способа изготовления вакуумного прерывателя, в способе, согласно изобретению, не выполняется этап ведения сформованного поверх слоя из жидкого кремнийорганического каучука, с получением промежуточного слоя кремнийорганического соединения. Поскольку изготовление промежуточного слоя не влечет за собой приложения высоких давлений, которые наносят ущерб для некоторых конфигураций металлических крышек камеры вакуумного прерывателя, способ согласно изобретению может быть рассмотрен для изготовления любого типа вакуумного прерывателя, независимо от формы, размеров и/или металла, составляющего крышку герметической камеры этой вакуумного прерывателя.
Состав кремнийорганического каучука может быть осажден, например, посредством пистолета.
Это осаждение также локализуется на металлических участках герметической камеры для покрытия, по меньшей мере, частично внешней поверхности этих металлических участков.
Является предпочтительным, чтобы это осаждение было локализовано для покрытия по меньшей мере всей внешней поверхности элементов, выступающих из этих металлических участков, и, предпочтительно, для покрытия по меньшей мере всей внешней поверхности упомянутых металлических участков.
Поэтому количество состава кремнийорганического каучука должно быть меньше, чем количество, требуемое для получения непрерывного промежуточного слоя в существующем способе изготовления вакуумного прерывателя.
Вполне можно представить, после выполнения этапа (а) и перед выполнением этапа (b), нанесение слоя грунтовки на внешнюю поверхность камеры вакуумного прерывателя, для повышения, если потребуется, прилипания промежуточного слоя и/или сформованного поверх слоя к этой внешней поверхности.
Согласно одному варианту способ для изготовления вакуумного прерывателя согласно изобретению также включает, в ходе выполнения этапа (а), установку по меньшей мере одного защитного металлического экрана в камере, где этот экран прикреплен к камере крепежным средством, где этап (b) также включает осаждение упомянутого состава кремнийорганического каучука на крепежное средство, предпочтительно, для покрытия по меньшей мере, всей внешней поверхности упомянутого крепежного средства.
Изобретение относится, в-пятых, к способу изготовления полюса автоматического выключателя, как было описано выше, где этот полюс выключателя включает комплект, образованный из вакуумного прерывателя, как было определено выше, и предпочтительные характеристики которого могут быть рассмотрены по отдельности или в сочетании, и из двух электропроводящих соединений, где упомянутый комплект покрыт сформованным поверх слоем.
Согласно изобретению этот способ изготовления полюса автоматического выключателя включает следующие последовательные этапы:
(a)- сборку вакуумного прерывателя, включающего герметическую камеру и два электрических контакта,
(b) - осаждение, прерывисто и локально, на металлических участках упомянутой камеры для, по меньшей мере, частичного покрытия внешней поверхности этих металлических участков, состава кремнийорганического каучука, включающего полые тела, где эти полые тела являются сжимаемыми и имеют оболочку, изготовленную из термопластичного материала, с последующим перекрестным сшиванием этого состава для образования на внешней поверхности камеры промежуточного слоя кремнийорганического соединения, и
(с) инжекционное формование, а именно, посредством способа автоматического желирования под давлением на внешней поверхности комплекта и двух электропроводящих соединений синтетического материала, где синтетический материал представляет собой эпоксидный полимер, с образованием сформованного поверх слоя, где способ также включает этап сборки вакуумного прерывателя и двух электропроводящих соединений, причем этот этап выполняется:
- либо на этапе (а),
- либо между этапами (b) и (с).
Как было указано выше применительно к способу изготовления вакуумного прерывателя, согласно одному предпочтительному варианту осуществления способа для изготовления полюса автоматического выключателя, согласно изобретению, состав кремнийорганического каучука также включает перекрестносшивающий агент, где перекрестное сшивание, согласно этапу (b), достигается путем горячей вулканизации, за счет нагрева упомянутого состава кремнийорганического каучука.
Согласно другому варианту осуществления способа изобретения перекрестное сшивание согласно этапу (b) достигается путем холодной вулканизации, путем приведения состава кремнийорганического каучука в контакт, при температуре окружающей среды, с перекрестносшивающим агентом, если это применимо в присутствии катализатора.
Как было также упомянуто выше, является предпочтительным, чтобы осаждение, согласно этапу (b), было локализовано таким образом, чтобы можно было покрыть, по меньшей мере, всю внешнюю поверхность элементов, выступающих из этих металлических участков, и, предпочтительно, покрыть, по меньшей мере, всю внешнюю поверхность упомянутых металлических участков.
Комплект из вакуумного прерывателя и двух электропроводящих соединений для образования полюса автоматического выключателя задает углы и вносит большие изменения в профиль между различными элементами, составляющими этот вывод, в частности, в области электропроводящего соединения, подключенного к стационарному электрическому контакту вакуумного прерывателя, и такие углы и изменения профиля могут иметь прямое воздействие на термомеханические свойства полюса автоматического выключателя, составленного данным образом.
Способ изготовления полюса автоматического выключателя, в соответствии с изобретением, облегчает изготовление полюса автоматического выключателя, структурные ограничения для которого, налагаемые его конечной формой, необходимо принимать во внимание.
Речь идет о создании сформованного поверх слоя в качестве конечной стадии после создания комплекта, состоящего из различных элементов, составляющих полюс выключателя, включающего сформованный вакуумный прерыватель, характеризующийся своим специфическим промежуточным, прерывистым и локализованным слоем, изготовленным из кремнийорганического соединения, включающим сжимаемые полые тела, как было определено выше, обеспечивающие выполнение термомеханических ограничений, вызываемых изготовлением полюса автоматического выключателя, и ограничения, вызванного его использованием, в частности, когда он подвергается воздействию значительных термических напряжений.
Согласно одному варианту, способ изготовления полюса автоматического выключателя согласно изобретению также включает: в ходе выполнения этапа (а) установку по меньшей мере одного защитного металлического экрана в камере, где этот экран прикреплен к камере крепежным средством, при этом
этап (b) также включает осаждение упомянутого состава кремнийорганического каучука на крепежное средство, предпочтительно, для покрытия, по меньшей мере, всей внешней поверхности упомянутого крепежного средства.
Другие преимущества и характеристики изобретения будут ясны при прочтении подробного описания, которое следует далее и которое относится к двум устройствам отключения тока, и в данном случае, к полюсам автоматического выключателя, один из которых включает вакуумный прерыватель согласно изобретению.
В этом подробном описании также упомянут способ изготовления сформованного вакуумного прерывателя, в соответствии с изобретением.
Данное описание также включает оценку стойкости к растрескиванию и диэлектрических свойств трех сформованных вакуумных прерывателей, один из которых, в соответствии с изобретением, находится в состоянии до и после воздействия термическими напряжениями.
Данное подробное описание, которое относится, в частности, к прилагаемым Фиг. 1-4, приведено лишь в качестве иллюстрации, и ни в коем случае не в качестве ограничения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
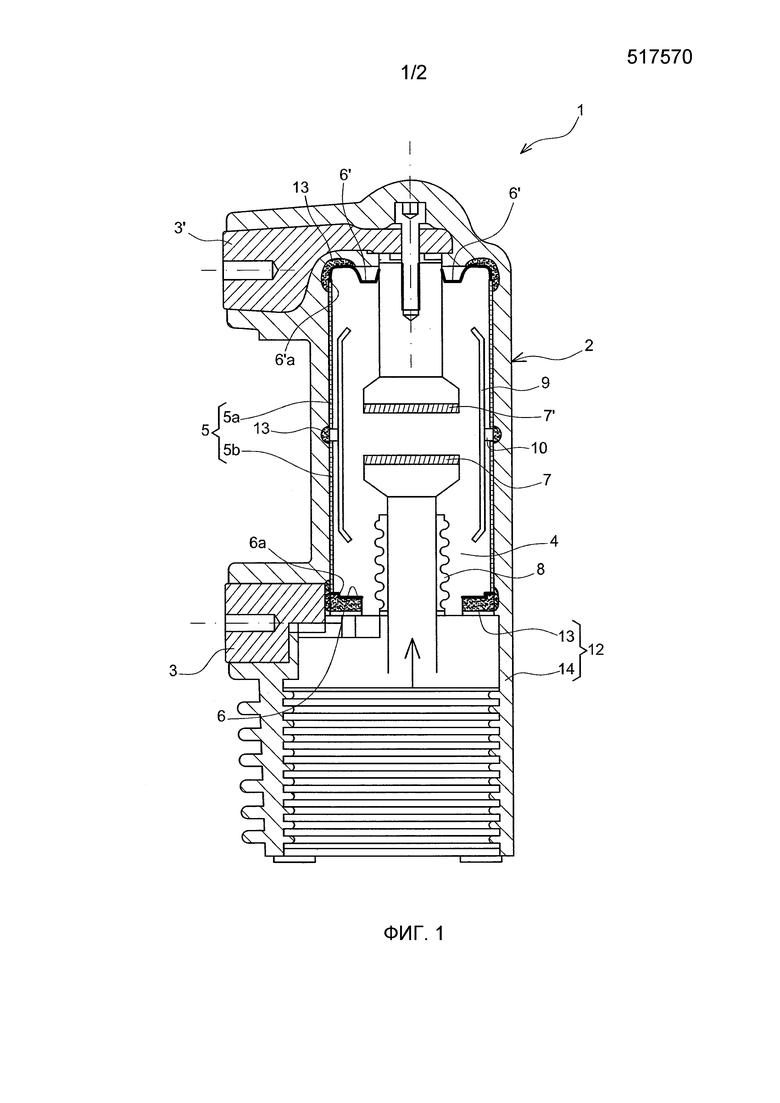
Фиг. 1 иллюстрирует графическое представление в виде продольного разреза устройства отключения тока, и в этом случае полюс выключателя включает вакуумный прерыватель в соответствии с изобретением.
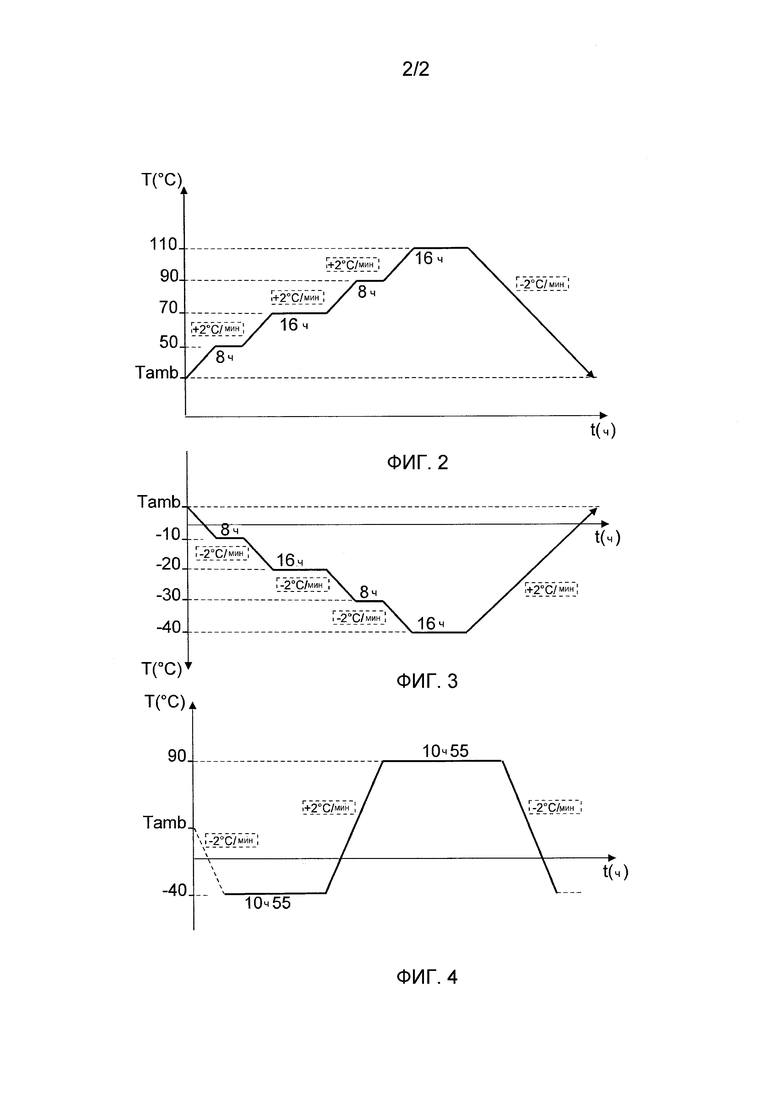
Фиг. 2 иллюстрирует горячие термические циклы, которым были подвергнуты вакуумные прерыватели, в отношении которых проводилась оценка.
Фиг. 3 иллюстрирует холодные термические циклы, которым были подвергнуты вакуумные прерыватели, в отношении которых проводилась оценка.
Фиг. 4 иллюстрирует альтернативные термические циклы, которым были подвергнуты вакуумные прерыватели, в отношении которых проводилась оценка.
ПОДРОБНОЕ ОПИСАНИЕ КОНКРЕТНЫХ ВАРИАНТОВ ВОПЛОЩЕНИЯ
Устройство отключения тока.
На Фиг. 1 представлен полюс 1 автоматического выключателя.
Это полюс 1 автоматического выключателя образован из комплекта вакуумного камеры 2 выключателя и двух электропроводящих соединений, - одного нижнего соединения 3 и одного верхнего соединения 3'.
Вакуумная камера 2 выключателя включает герметическую камеру 4, в которой регулируется низкое давление воздуха или другой диэлектрической текучей среды, которая также называется «вакуумной».
Герметическая камера 4 включает цилиндрический корпус 5, образованный двумя участками 5а и 5b, изготовленными из диэлектрического материала, предпочтительно, из керамического материала, а именно из глинозема, причем керамический материал возможно является эмалированным. Этот материал цилиндрического корпуса 5 также может быть изготовлен из стекла.
Цилиндрический корпус 5 закрыт на своих концах металлическими крышками 6, 6', которые герметично соединены с цилиндрическим корпусом 5, например, путем пайки или сварки.
Металлические крышки 6, 6' могут иметь выступающие кромки 6а, 6'а, простирающиеся от их соответствующих внешних поверхностей.
Камера 4 также включает два электрических контакта 7, 7', которые движутся относительно друг друга вдоль оси вакуумного прерывателя 1. Обычным образом электрический контакт 7' устанавливают стационарно и прикрепляют к металлической крышке 6', тогда как электрический контакт 7 движется аксиально и соединен с металлической крышкой 6. Для обеспечения перемещения подвижного электрического контакта 7, при сохранении закупоренности в герметической камере 4, установлено сильфонное уплотнение 8.
Герметическая камера 4 также включает защитный металлический экран 9, расположенный внутри герметической камеры 4 и прикрепленный к этой камере 4. Функция этого защитного металлического экрана 9 состоит в защите цилиндрического корпуса 5 от жидких паров металлов и от металлических выступов, выступающих из дуговой фазы, генерируемой между электрическими контактами 7, 7', когда электрический ток отключен. Защитный металлический экран 9 поддерживается круговым кольцом 10, закрепленным, например, путем пайки, между участками 5а и 5b цилиндрического корпуса 5.
Согласно изобретению, полюс 1 автоматического выключателя покрыт диэлектрическим покрытием 12, включающим два слоя промежуточный слой 13 и сформованный поверх слой 14, изготовленный из синтетического материала. Сформованный поверх слой 14 расположен на промежуточном слое 13, вследствие чего между этим промежуточным слоем 13 и этим сформованным поверх слоем 14 не остается никакого свободного пространства. Следует отметить, что контактная поверхность между диэлектрическим покрытием 12 и внешней поверхностью камеры 4 герметизирована.
Промежуточный слой 13 представляет собой непрерывный слой, локализованный на металлических участках герметической камеры 4, для покрытия, по меньшей мере частично внешней поверхности этих металлические участков. Является предпочтительным, чтобы, по меньшей мере, выступающие участки металлических участков были полностью покрыты, вместе с кромками упомянутых металлических участков, соединенных с диэлектрическим материалом цилиндрического корпуса 5.
На Фиг. 1 промежуточный слой 13 покрывает, по меньшей мере частично, внешнюю поверхность металлических участков 6, 6' и 10. Промежуточный слой 13, таким образом, локализован на внешней поверхности металлической крышки 6, 6' и на внешней поверхности кругового кольца 10 защитного металлического экрана 9, т.е. на поверхностях или областях прессованного слоя 14, чувствительных к растрескиванию.
Фактически, поскольку металлические внешние поверхности герметической камеры 4, в частности металлические поверхности выступающих участков 6а, 6'а металлических крышек 6, 6', покрыты промежуточным слоем 13, они больше не находятся в непосредственном контакте со сформованным поверх слоем 14. Риски растрескивания сформованного поверх слоя 14, вызванные этими внешними металлическими поверхностями, включая поверхности выступающих участков 6а, 6'а, таким образом, устраняются.
Также важно отметить, что этот промежуточный слой 13 изготовлен из конкретного кремнийорганического соединения. Фактически, это кремнийорганическое соединение включает полые тела, которые являются сжимаемыми и которые включают оболочку, изготовленную из термопластичного материала.
Использование такого кремнийорганического соединения, которое может быть квалифицировано как «сжимаемое», таким образом, облегчает формирование диэлектрического покрытия 12, промежуточный слой 13 которого может поглощать изменения термического расширения между металлическими элементами (крышки 6, 6' и круговое кольцо 10) герметической камеры 4 и прессованного слоя 14, без какого-либо расширения объема, который этот промежуточный слой 13 занимает в пределах диэлектрического покрытия 12. Фактически, расширение промежуточного слоя 13 в некотором смысле «поглощается» полыми телами, присутствующими в кремнийорганическом соединении. Следовательно, под действием термических напряжений, которым полюс 1 автоматического выключателя может быть подвергнут, наблюдается отсутствие образования каких-либо трещин в прессованном слое 14.
Напротив, использование кремнийорганического соединения, которое является несжимаемым в естественных условиях, как было описано в документах [1] и [2], в таком промежуточном слое диэлектрического покрытия не облегчает устранение риска растрескивания такого покрытия в сформованном поверх слое. Фактически, под действием одних и тех же термических напряжений, когда промежуточный слой расширяется, это вызывает термохимические напряжения не только на сформованном поверх слое, но также и на цилиндрическом корпусе, вызывая двойной риск растрескивания, или поломки сформованного поверх слоя и керамического материала герметической камеры, с сопутствующими потерями вакуума.
Диэлектрическое покрытие 12 само по себе может быть покрыто электропроводящим слоем, называемым «экранирующим слоем» (не проиллюстрирован).
Способ изготовления вакуумного прерывателя в соответствии с изобретением
Далее будет описан способ изготовления вакуумного прерывателя, где этот способ соответствует изобретению.
Используют предварительно собранный вакуумный прерыватель, выпускаемый компанией Schneider Electric VG3-1, которая имеется в серийном производстве.
Такой вакуумный прерыватель включает герметическую камеру, два электрических контакта и защитный металлический экран, но не имеет никакого диэлектрического покрытия. Герметическая камера этой вакуумного прерывателя образована из цилиндрического корпуса, включающего два участка, изготовленного из керамического материала и закрытого двумя металлическими крышками с выступающими кромками. Герметическая камера также включает цилиндрическое металлическое кольцо, соединенное с двумя участками, изготовленными из керамического материала, где это кольцо составляет держатель защитного металлического экрана.
После возможной предварительной очистки вакуумного прерывателя, например, с использованием изопропанола, для устранения каждого остаточного следа инородных тел (жирных веществ, пыли, и т.д.), шарики или полоски кремнийорганического каучука, называемого «кремнийорганическим каучуком высокого сжатия», продаваемым компанией Wacker, под торговой маркой Elastosil®RT 713, осаждают на внешнюю поверхность металлических крышек камеры и на внешнюю поверхность цилиндрического металлического кольца, составляющего держатель защитного металлического экрана. Это осаждение выполняют таким образом, чтобы вся внешняя поверхность металлических крышек, вместе со всей внешней поверхностью цилиндрического металлического кольца, была покрыта кремнийорганическим каучуком. Эти шарики из кремнийорганического соединения имеют форму усеченного тороида, радиус которого больше или равен 3 мм.
Такое осаждение на металлических поверхностях герметической камеры облегчает покрытие всех металлических областей или участков внешней поверхности этой герметической камеры и, таким образом, обеспечивает покрытие любых выступающих кромок металлических крышек, а также «стыка трех зерен» керамического материала, где тройная точка представляет собой стыковую область между двумя участками, изготовленными из керамического материала, принадлежащими цилиндрическому корпусу и цилиндрическому металлическому кольцу.
Вполне можно представить, что металлические участки могут быть лишь частично покрыты промежуточным слоем. В частности, не существует категорического требования для покрытия металлических областей или участков без выступающих углов.
Путем такого локализованного осаждения предотвращается любой зарождающийся разлом, который может быть вызван в сформованном поверх слое напряжениями, порождаемыми металлическими элементами камеры, и в частности, любыми выступающими кромками крышки, если эти металлические элементы были подвергнуты формованию поверх непосредственно эпоксидным полимером, или если было использовано несжимаемое кремнийорганическое соединение.
Осаждение может быть успешно выполнено таким образом, чтобы области или участки внешней поверхности цилиндрического корпуса, примыкающего к этим металлическим поверхностям, образованным металлическими крышками и металлическим цилиндрическим кольцом, также покрытыми этим кремнийорганическим каучуком. Хотя такая гипотеза понятна, тем не менее, не существует никаких преимуществ в осаждении непрерывного промежуточного слоя на всей внешней поверхности цилиндрического корпуса, в частности, по экономическим причинам.
Вакуумный прерыватель, покрытый шариками неорганического каучука, затем очищают еще раз, например, с использованием изопропанола, для устранения инородных тел, и с помощью этого средства повышают последующую прилипаемость прессованного слоя. Затем его помещают в печь, при температуре 160-170°С на 2 часа, для обеспечения поперечного сшивания неорганического каучука.
Вакуумный прерыватель, после его удаления из печи, покрытый шариками полосками кремнийорганического соединения, помещают в пресс-форму, которую затем закрывают, и ее температуру повышают до 150°С и поддерживают при этом значении в течение всего цикла формования; размеры пресс-формы таковы, что загрузочное пространство, остающееся между вакуумным прерывателем и пресс-формой с выбранным материалом, облегчает получение компактного сформованного поверх слоя желаемой толщины.
Затем выполняют инжекционное формование, предпочтительно используя автоматическое желирование под давлением, с образованием сформованного поверх слоя.
Для выполнения этого смесь, включающую эпоксидные мономеры, отвердитель и минеральный наполнитель, которую продает компания Huntsman под торговой маркой Araldite®CY 225/HY 225 (отвердитель)/кварцевая мука и в которой соединения находятся в соответствующих массовых соотношениях 100/80/270, вводят при давлении нагнетания приблизительно 1-1,5 бар. Давление, называемое давлением «желирования», максимум 6 бар, затем применяют в течение времени цикла 22 мин, перед открытием пресс-формы и извлечением вакуумного прерывателя. Последующее отверждение сформованного вакуумного прерывателя, включающего камеру, электрические контакты и диэлектрическое покрытие, образованное из промежуточного слоя и сформованного поверх слоя, выполняют путем нагрева пресс-формы при 145°С в течение 220 мин, а затем при 130°С в течение 44 мин и затем, наконец, при 80°С в течение 44 мин.
Оценка стойкости к растрескиванию и диэлектрических свойств вакуумных прерывателей до и после приложения термических напряжений
Испытания, которые были предприняты, предназначены для оценки стойкости к растрескиванию сформованного поверх слоя и герметической камеры трех вакуумных прерывателей, один из которых соответствует изобретению, наряду с диэлектрическими свойствами этих вакуумных прерывателей до и после выполнения различных термических циклов.
Для оценки стойкости к растрескиванию сформованного поверх слоя, изготовленного из эпоксидного полимера, и герметической камеры для этих трех вакуумных прерывателей, были использованы ранее собранные вакуумные прерыватели марки Schneider Electric VG2, которые выпускаются в промышленном масштабе.
Эти вакуумные прерывателей имеют две металлические крышки, на которые были последовательно осаждены прерывистые промежуточные слои, локализованные согласно характеристикам изобретения, с последующим осаждением идентичного сформованного поверх слоя, изготовленного из эпоксидного полимера. Хотя для этих трех вакуумных прерывателей сформованный поверх слой идентичен с точки зрения как состава, так и толщины, промежуточный слой той же толщины, со своей стороны, был изготовлен из трех различных кремнийорганических соединений.
Материалы, используемые для получения промежуточного и сформованного поверх слоев, являются следующими:
Промежуточный слой
- сжимаемое кремнийорганическое соединение марки Elastosil®RT 713 от компании Wacker, имеющее справочное обозначение Silicone-1 в таблицах, приведенных ниже, для производства вакуумного прерывателя, в соответствии с изобретением,
- несжимаемое кремнийорганическое соединение марки Rhodorsil®RTV 3428 от компании Rhodia, причем кремнийорганическое соединение имеет ссылочное обозначение Silicone-2 в таблицах ниже, для производства вакуумного прерывателя согласно уровню техники,
- несжимаемое кремнийорганическое соединение марки Silicomet®AS 310 от компании Henkel, причем кремнийорганическое соединение имеет ссылочное обозначение Silicone-3 в таблице ниже, для производства вакуумного прерывателя согласно уровню техники.
Сформованный поверх слой
Была использована смесь из 100 рр смолы Araldite®CY 5824-Сl, продаваемой компанией Huntsman Advanced Materials, 80 рр отвердителя Aradur®HY 5924-Сl, также продаваемого компанией Huntsman Advanced Materials, и 300 рр кремнезема Silbond®W12EST silica, подаваемого компанией Quartzwerke Gruppe.
Сделанные измерения и сопутствующие установочные параметры, где эти параметры заданы в стандарте IEC (стандарт Международной электротехнической комиссии), были следующими:
- электрическое напряжение 44 кВ прикладывают в течение 60 с при частоте 50 Гц, что соответствует величине, называемой величиной «выдерживаемой промышленной частоты» (Frequency Withstand, «PFW»), приведенной в Таблицах 3-5 ниже;
- измеренный уровень частичного разряда (partial discharge, «PD»), приведенный в Таблицах 3-5 ниже, при 20 кВср.квадр. в момент падения напряжения 44 кВ: значения, полученные в пКл (пикокулоны), показаны в Таблице 1; и
- расстояние между заземленной металлической пластиной и осью выводов составляет 110 мм.
Были проведены испытания при различных термических циклах. Изменения температуры (Т) в зависимости от времени (t), применяемые при скорости 2°С в минуту, приведены в Таблицах 1 и 2 ниже и проиллюстрированы соответственно на Фиг. 2 и 3, где температура окружающей среды (Таmb) также оговорена на этих Фигурах.
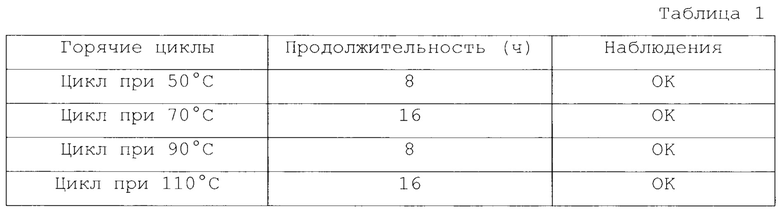
В столбце «Наблюдения» выражение «ОК» означает, что под действием термических циклов, называемых «горячими» термическими циклами, соответствующими повышениям окружающей температуры, в соответствии с Таблицей 1 выше и проиллюстрированных на Фиг. 2, ни одна из протестированных вакуумных прерывателей не была повреждена.
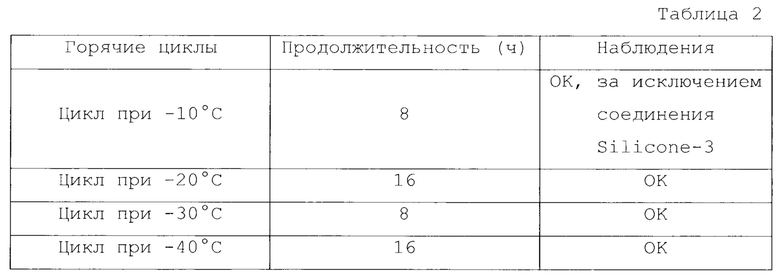
Наблюдается, что, за исключением вакуумного прерывателя, промежуточный слой которого получали из соединения Silicone-3, которое растрескивалось в течение первого цикла при -10°С, вакуумные прерыватели, включающие соединения Silicone-1 и Silicone-2, не разрушались под действием «холодных» термических циклов, соответствующих падению окружающей температуры, в соответствии с Таблицей 2 выше, и проиллюстрированных на Фиг. 3.
Также были проведены «альтернативные» термические циклы. Изменения температуры между -40 и 90°С проиллюстрированы на фиг.4.
Следует отметить, что в результате 4 последовательных альтернативных циклов вакуумный прерыватель, промежуточный слой которого был получен из соединения Silicone-2, приобретает трещины, которые не являются такими же, что и в случае вакуумного прерывателя согласно изобретению, которое имеет промежуточный слой соединения Silicone-1.
Измерения PFW (выдерживаемой промышленной частоты), SA (порога воспламенения), SE (порога затухания) и PD (частичного разряда), полученные до применения различных термических циклов, показаны в Таблице 3 ниже, причем условия измерений были следующими: температура составляла 23,6°С, давление составляло 1024 мбар, а относительная влажность составляла
32,7%: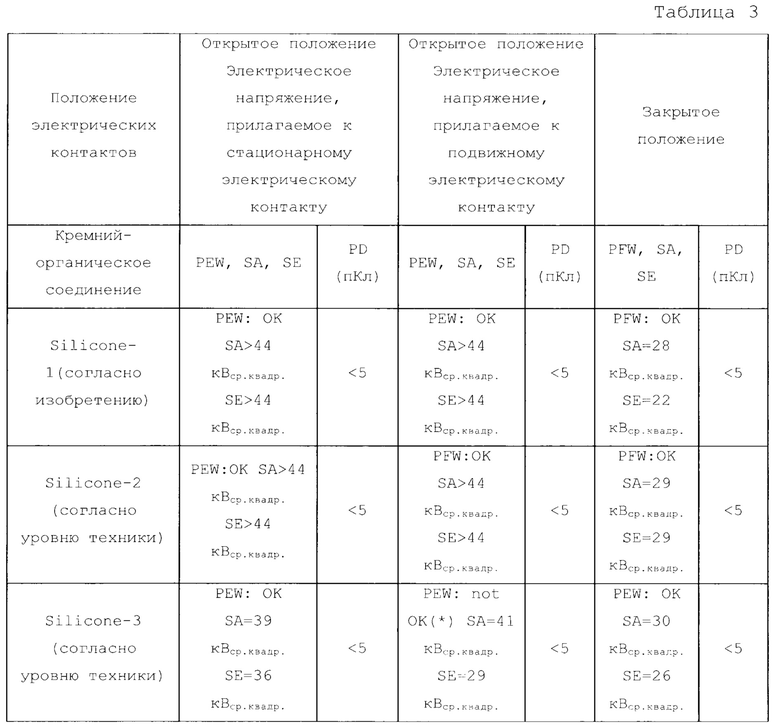
(*) В данном положении измерение PFW для вакуумного прерывателя, включающей промежуточный слой, изготовленный из Silicone-3, может составлять максимум 41 кВср.квадр. Выше этой величины происходит запуск вакуумного прерывателя, который не ослабляет электрическую изоляцию сформованного поверх слоя.
Измерения PFW, SA, SE и PD, сделанные после применения горячего, а затем холодного термического цикла согласно профилю, представленному на Фигурах 2 и 3, т.е. 8 ч при 50°С, 16 ч при 70°C, 8 ч при 90°C, 16 ч при 110°C, а затем 8 ч при -10°C, 16 ч при - 20°С, 8 ч при -30°С, 16 ч при -40°С, показаны в Таблице 4 ниже, причем условия измерений были следующими: температура составляла 22,6°С, давление составляло 999,6 мбар, а относительная влажность составляла 31,9%:
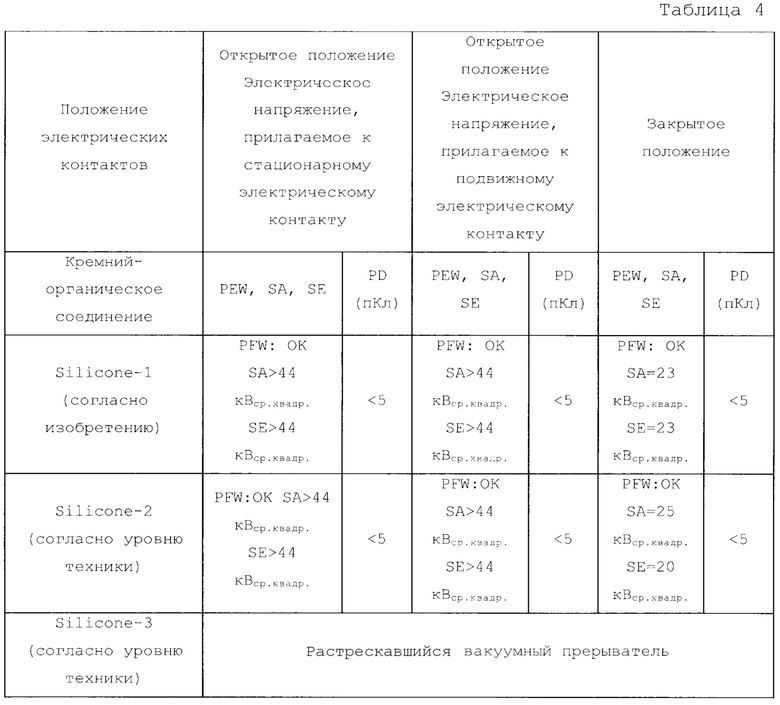
Наблюдается, что только вакуумные прерыватели, включающие промежуточный слой, изготовленный из Silicone-1 и Silicone-2, сопротивлялись растрескиванию и обладали удовлетворительными диэлектрическими свойствами после проведения горячего, а затем холодного термического цикла.
Измерения PFW, SA, SE и PD, сделанные после применения альтернативных термических циклов согласно профилю, представленному на Фиг. 4, показаны в Таблице 5 ниже, причем условия измерений были следующими: температура составляла 23,7°С, давление составляло 1019,2 мбар, а относительная влажность составляла 35,8%:
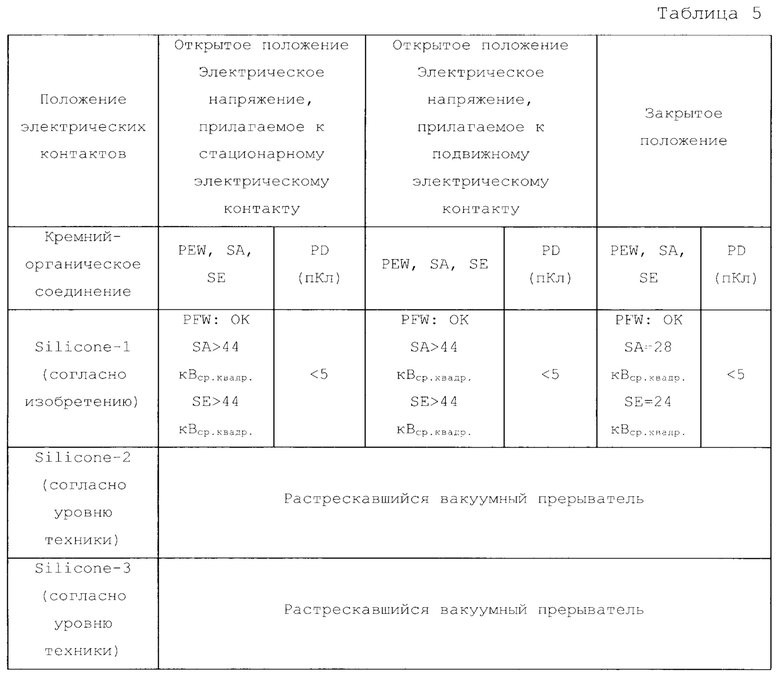
Наблюдается, что только вакуумный прерыватель, включающий промежуточный слой, изготовленный из Silicone-1, сопротивлялся растрескиванию и обладал удовлетворительными диэлектрическими свойствами после проведения альтернативных термических циклов.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛЮСНАЯ ЧАСТЬ АВТОМАТИЧЕСКОГО ВЫКЛЮЧАТЕЛЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2574337C2 |
| ВАКУУМНЫЙ ВЫКЛЮЧАТЕЛЬ | 2010 |
|
RU2419911C1 |
| КОМПАКТНЫЙ ВАКУУМНЫЙ ПРЕРЫВАТЕЛЬ С ИЗБИРАТЕЛЬНЫМ ИНКАПСУЛИРОВАНИЕМ | 2010 |
|
RU2543984C2 |
| ВАКУУМНЫЙ ПРЕРЫВАТЕЛЬ ДЛЯ ВАКУУМНОГО ВЫКЛЮЧАТЕЛЯ | 2012 |
|
RU2507624C2 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛЮСНОГО НАКОНЕЧНИКА АВТОМАТИЧЕСКОГО ВЫКЛЮЧАТЕЛЯ | 2011 |
|
RU2572811C2 |
| ВАКУУМНЫЙ ПРЕРЫВАТЕЛЬ ДЛЯ ИСПОЛЬЗОВАНИЯ В ЦЕПЯХ СРЕДНЕГО И ВЫСОКОГО НАПРЯЖЕНИЯ | 2011 |
|
RU2546657C2 |
| ПРЕРЫВАТЕЛЬ ТОКА ЛИНИИ ПИТАНИЯ, ИМЕЮЩИЙ ВАКУУМНУЮ КАМЕРУ ПЕРЕКЛЮЧЕНИЯ | 2009 |
|
RU2518193C2 |
| ПРЕРЫВАТЕЛЬ ЦЕПИ | 2013 |
|
RU2592633C1 |
| Способ изготовления вакуумного выключателя | 1977 |
|
SU938756A3 |
| УСТРОЙСТВО РЕГУЛИРОВАНИЯ ДУГИ ДЛЯ ВАКУУМНОГО ПРЕРЫВАТЕЛЯ | 2013 |
|
RU2667091C2 |
Изобретение относится к области электротехники и может быть использовано в устройствах отключения тока. Технический результат - увеличение надежности и упрощение способа изготовления. Вакуумный прерыватель (1) включает герметическую камеру (4) с цилиндрическим корпусом (5), два электрических контакта (7, 7`) и диэлектрическое покрытие (12), которое покрывает внешнюю поверхность камеры (4). Это покрытие (12) включает по меньшей мере два слоя, а именно сформованный поверх слой (14), изготовленный из синтетического материала, и промежуточный слой (13), представляющий собой непрерывный слой, изготовленный из кремнийорганического соединения. Сформованный поверх слой (14) расположен на промежуточном слое (13). Промежуточный слой (13) выполнен прерывистым и локализованным на металлических участках камеры (4) для покрытия, по меньшей мере, частично, внешней поверхности металлических участков. Кремнийорганическое соединение промежуточного слоя (13) включает полые тела, которые являются сжимаемыми, а также имеют оболочку, изготовленную из термопластичного материала. 4 н. и 12 з.п. ф-лы, 4 ил., 5 табл.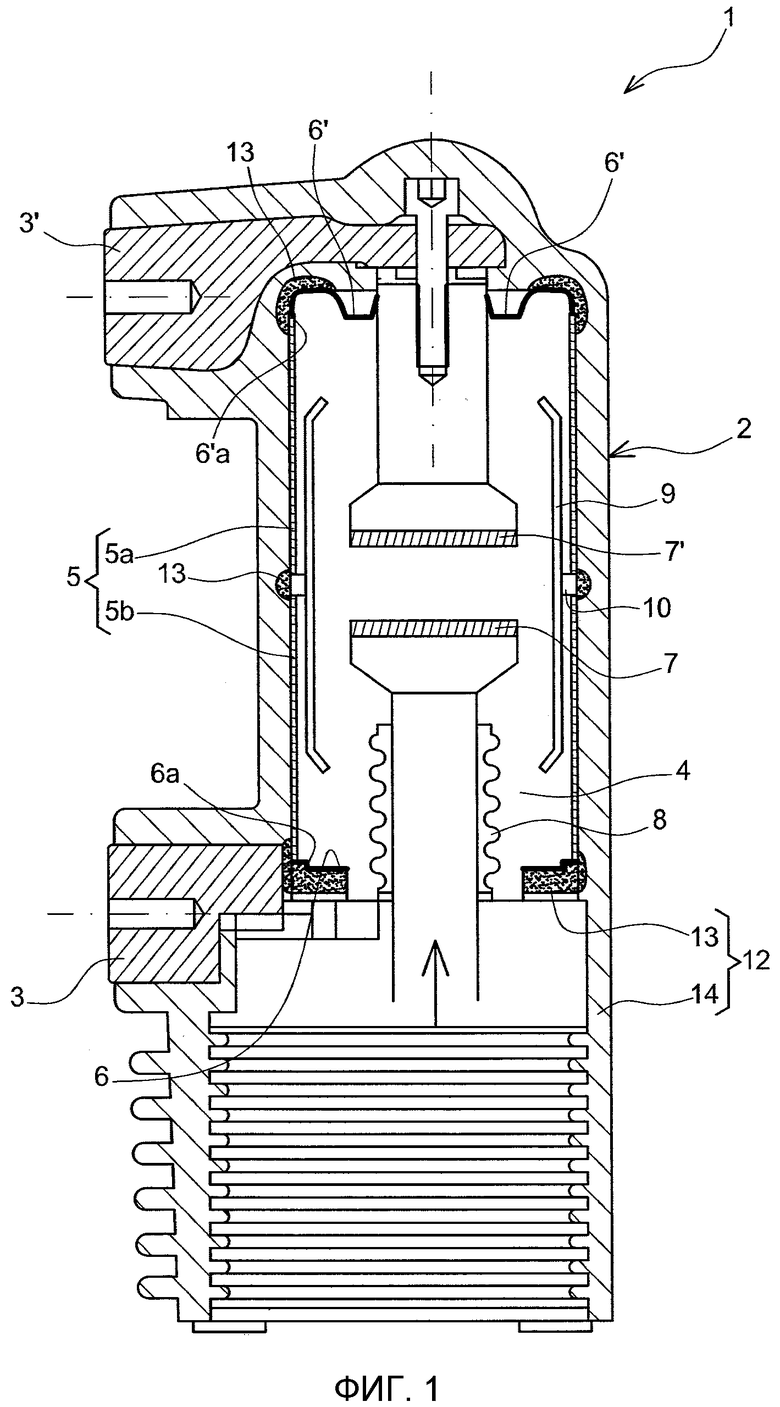
1. Вакуумный прерыватель (1), включающий герметическую камеру (4) и два электрических контакта (7, 7'), которые перемещаются относительно друг друга, при этом упомянутая камера (4) включает цилиндрический корпус (5), изготовленный из диэлектрического материала и закрытый на его концах двумя металлическими крышками (6, 6'), причем каждая из этих крышек (6, 6') соединена с одним из электрических контактов (7, 7'), и упомянутый вакуумный прерыватель (1) также включает диэлектрическое покрытие (12), которое покрывает внешнюю поверхность камеры (4), причем это покрытие (12) включает по меньшей мере два слоя: первый слой, называемый сформованным поверх слоем (14) и изготавливаемый из синтетического материала, и второй слой, называемый промежуточным слоем (13) и изготавливаемый из кремнийорганического соединения, при этом упомянутый промежуточный слой (13) вставлен между внешней поверхностью камеры (4) и сформованным поверх слоем (14), отличающийся тем, что промежуточный слой (13) является прерывистым и локализован на металлических участках камеры (4), таким образом, чтобы он по меньшей мере частично покрывал внешнюю поверхность этих металлических участков (6, 6'), при этом кремнийорганическое соединение промежуточного слоя (13) включает полые тела, и эти полые тела являются сжимаемыми и имеют оболочку, изготовленную из термопластичного материала.
2. Вакуумный прерыватель (1) по п. 1, в котором полые тела представляют собой микросферы, имеющие средний диаметр 1-800 мкм, предпочтительно 10-80 мкм.
3. Вакуумный прерыватель (1) по п. 1 или 2, в котором контактная поверхность между диэлектрическим покрытием (12) и внешней поверхностью камеры (4) герметизирована.
4. Вакуумный прерыватель (1) по п. 1 или 2, также включающий по меньшей мере один защитный металлический экран (9), расположенный внутри камеры (4) и прикрепленный к ней.
5. Вакуумный прерыватель (1) по п. 4, в котором цилиндрический корпус (5) включает по меньшей мере один первый участок и один второй участок (5а, 5b), а защитный металлический экран (9) прикреплен к камере (4) крепежным средством (10), вставленным между этими первым и вторым участками (5а, 5b), причем промежуточный слой (13) также локализован на упомянутом крепежном средстве (10) таким образом, чтобы он покрывал по меньшей мере всю внешнюю поверхность упомянутого крепежного средства (10).
6. Вакуумный прерыватель (1) по п. 1 или 2, в котором цилиндрический корпус (5) изготовлен из керамического материала, преимущественно из глинозема, и, возможно, эмалированного.
7. Вакуумный прерыватель (1) по п. 1 или 2, в котором сформованный поверх слой (14) изготовлен из термоотверждающегося полимера, предпочтительно из эпоксидного полимера.
8. Вакуумный прерыватель (1) по п. 1 или 2, также включающий экранирующий слой, расположенный на диэлектрическом покрытии (12).
9. Устройство отключения тока среднего напряжения, включающее в себя по меньшей мере один вакуумный прерыватель (1) по любому из пп. 1-8.
10. Полюс автоматического выключателя, включающий комплект, сформированный из вакуумного прерывателя (1) по любому из пп. 1-8 и двух электропроводящих соединений, причем упомянутый комплект покрыт сформованным поверх слоем и, опционально, экранирующим слоем.
11. Способ изготовления вакуумного прерывателя (1) по любому из пп. 1-8, включающий следующие последовательные этапы:
(a) - сборки герметической камеры (4) и двух электрических контактов (7, 7'),
(b) - осаждения, прерывисто и локально, на металлических участках упомянутой камеры (4) состава из кремнийорганического каучука, включающего полые тела, для, по меньшей мере, частичного покрытия внешней поверхности этих металлических участков, причем указанные полые тела являются сжимаемыми и имеют оболочку, изготовленную из термопластичного материала, с последующим перекрестным сшиванием этого состава для образования, на внешней поверхности камеры (4), промежуточного слоя кремнийорганического соединения,
(c) - инжекционного прессования, а именно, посредством способа автоматического желирования под давлением, синтетического материала, где этот синтетический материал представляет собой эпоксидный полимер, для образования сформованного поверх слоя (14), причем промежуточный слой (13) и сформованный поверх слой (14) образуют диэлектрическое покрытие (12) вакуумного прерывателя (1).
12. Способ по п. 11, также включающий,
на этапе (а) установку по меньшей мере одного защитного металлического экрана(9) в камере (4), прикрепленного крепежным средством (10), при этом
этап (b) также включает осаждение упомянутого состава кремнийорганического каучука на крепежное средство (10).
13. Способ по п. 11 или 12, в котором состав кремнийорганического каучука также включает перекрестносшивающий агент, при этом перекрестное сшивание согласно этапу (b) достигается путем горячей вулканизации, посредством нагрева упомянутого состава кремнийорганического каучука.
14. Способ изготовления полюса автоматического выключателя по п. 10, включающий следующие последовательные этапы:
(a) - сборки вакуумного прерывателя (1), включающего герметическую камеру (4) и два электрических контакта (7, 7'),
(b) - осаждения, прерывисто и локально, на металлических участках упомянутой камеры (4) состава из кремнийорганического каучука, включающего полые тела, для, по меньшей мере, частичного покрытия внешней поверхности этих металлических участков, причем указанные полые тела являются сжимаемыми и имеют оболочку, изготовленную из термопластичного материала, с последующим перекрестным сшиванием этого состава для образования на внешней поверхности камеры (4) промежуточного слоя кремнийорганического соединения,
(c) инжекционного прессования, а именно, посредством способа автоматического желирования под давлением, на внешней поверхности комплекта и двух электропроводящих соединений, синтетического материала, где этот синтетический материал представляет собой эпоксидный полимер, для образования сформованного поверх слоя,
при этом способ также включает этап сборки вакуумного прерывателя (1) и двух электропроводящих соединений, причем данный этап выполняют:
- либо в ходе этапа (а),
- либо между этапами (b) и (с).
15. Способ по п. 14, также включающий, на этапе (а), установку по меньшей мере одного защитного металлического экрана (9) в камере (4), прикрепленного крепежным средством (10), при этом этап (b) также включает осаждение упомянутого состава кремнийорганического каучука на крепежное средство (10).
16. Способ по п. 14 или 15, в котором состав кремнийорганического каучука также включает перекрестносшивающий агент, при этом перекрестное сшивание согласно этапу (b) достигается путем горячей вулканизации, посредством нагрева упомянутого состава кремнийорганического каучука.
| US 2013213938 A1, 22.08.2013 | |||
| Датчик ускорения | 1980 |
|
SU866481A1 |
| Страховочное устройство | 1981 |
|
SU971369A1 |
| US 5750581 A, 12.05.1998 | |||
| US 5808258 A, 15.09.1998 | |||
| US 2009134125 A1, 28.05.2009 | |||
| US 2008142485 A1, 19.06.2008 | |||
| JP 2002358861 A, 13.12.2002 | |||
| ИЗОЛЯЦИЯ КОММУТАЦИОННОГО УСТРОЙСТВА ТИПА ВАКУУМНОГО КАРТРИДЖА ПОСРЕДСТВОМ ФОРМОВАНИЯ ЗАЛИВКОЙ | 2008 |
|
RU2479061C2 |

