Настоящее изобретение относится к способу изготовления банки, такой как банка для краски, устройству для изготовления банки и к такой банке и корпусу банки.
Банки, такие как банка для краски, в основном снабжают кольцом, которое прикрепляют к корпусу банки, например, пайкой, сваркой или приклеиванием. Это кольцо имеет отверстие с диаметром, который выбирают таким образом, чтобы крышку для такой банки вмещать в отверстие кольца, с вполне определенным усилием зажима. Это усилие зажима выбирают таким образом, что при нормальных режимах работы крышка останется на банке и содержимое банки не испортится. В то же время усилие зажима является таким, что потребитель в состоянии удалять крышку с банки, не прикладывая чрезмерного усилия и не повреждая банку, в частности, когда для удаления крышки используют инструмент, такой как отвертка. Эти характеристики крышки в основном требуют, чтобы кольцо было изготовлено в отдельном процессе и устройстве таким образом, чтобы точную форму и размер можно было поддерживать и регулировать независимо от процесса и устройства для изготовления корпуса банки. В конечном счете, отдельное кольцо прикрепляют к корпусу банки, таким образом, образуя банку.
Очевидно, что раздельное изготовление таких колец из металлического листа приводит к относительно большому количеству испорченного материала, образованному при вырезании центральной области, посредством чего образуют кольцевое отверстие. Кроме того, требуется дополнительный этап работы для прикрепления кольца к корпусу банки.
Когда при некоторых обстоятельствах закрепление крышки на корпусе банки кольцом не может быть гарантировано, то к верхней области банки прикладывают отдельную зажимную ленту или полосу для создания дополнительного усилия зажима. Использование такой зажимной ленты или полосы создает увеличение стоимости, и после ее удаления усилие зажима больше не является оптимальным.
Настоящее изобретение имеет своей целью обеспечение банки, которая по существу преодолевает вышеупомянутые недостатки, и, кроме того, крышку можно прикладывать к корпусу банки и поддерживать с соответствующим усилием зажима без необходимости отдельного прикрепления кольца и/или зажимной ленты или полосы. В то же время потребитель может удалять крышку обычным способом, не прикладывая чрезмерного усилия.
Для решения этой проблемы изобретение обеспечивает, в соответствии с первым аспектом изобретения, способ изготовления банки, такой как банка для краски, содержащий этапы:
i. обеспечения цилиндрического корпуса;
ii. размещения поршневого средства в первом отверстии цилиндрического корпуса для определения диаметра отверстия;
iii. закручивания свободного конца первого отверстия радиально наружу и по оси вдоль цилиндрического корпуса с формированием, таким образом, завитка, так, что определенный диаметр первого отверстия становится по существу в значительной степени стабильным по размерам.
Этот способ по настоящему изобретению в состоянии избегать использования отдельного зажимного кольца, потому что отверстие корпуса банки, в которое крышку необходимо поместить с необходимым усилием зажима, имеет достаточную радиальную прочность и стабильность размеров по окружности из-за образованного завитка и присутствия в отверстии поршневого средства, диктующего и поддерживающего определенный диаметр во время образования корпуса банки. Завиток заворачивают радиально наружу так, чтобы поддерживать стабильность формы и избегать существенного изменения в очертании и толщине стенок.
Преимущество корпуса банки, обеспеченной таким выполненным за одно целое завернутым наружу зажимным завитком, состоит в том, что внутренняя поверхность является гладкой и сплошной так, чтобы содержимое банки можно было освобождать, не оставляя какой-либо материал во внутренних канавках или пазах на соединении между корпусом банки и кольцом.
В соответствии с предпочтительным вариантом осуществления свободный конец первого отверстия корпуса банки обеспечивают пред образованием завитка до образования завитка на этапе iii). Соответственно, край цилиндрического корпуса, который часто является острым режущим краем, защищен и едва открыт, таким образом избегая возможных проблем коррозии.
Как указано выше, требуется, чтобы завиток был образован радиально наружу и по оси вдоль цилиндрического корпуса. Это подразумевает, что наружный диаметр завитка больше, чем наружный диаметр цилиндрического корпуса и окончательного корпуса банки.
Когда предпочтительно, чтобы завиток не продолжался на значительное расстояние за пределы корпуса банки или предпочтительно находился внутри ограничений корпуса банки и таким образом имел наружный диаметр, который равен или меньше, чем наружный диаметр корпуса банки, тогда завиток подлежит образованию в участке корпуса банки, имеющем меньший диаметр. Такой участок корпуса банки с уменьшенным диаметром нельзя образовывать поперечным сужением такого участка корпуса банки, потому что при поперечном сужении стабильность размеров по окружности и толщина стенок не могут быть достаточно регулируемыми. Кроме того, этой цели можно достигнуть, когда в соответствии с предпочтительным вариантом осуществления изобретения цилиндрический корпус частично радиально растягивают до первого свободного конца таким образом, что завиток образуют в нерастянутом суженном участке иным способом, чем растянутый цилиндрический корпус, и предпочтительно завиток лежит внутри наружной воображаемой завернутой кромки радиально растянутой части цилиндрического корпуса. Таким образом, суженный участок цилиндрического корпуса образуют, увеличивая диаметр другой части цилиндрического корпуса и таким образом не манипулируя свободным концом отверстия, которое имеет, из-за присутствия поршневого средства, желаемый определенный диаметр, и свободный конец остается нетронутым.
Образование радиально растянутого цилиндрического корпуса можно достигать любым подходящим способом, таким как вальцевание, растягивание, (глубокая) вытяжка или оковка. Предпочтенным является образование радиальным направленным наружу растягиванием, потому что это приводит к растянутому корпусу банки, который имеет по существу постоянную толщину стенки и обеспечивает возможность растягивания до 20-25%, обеспечивая дополнительную экономию материалов. Такой процесс растягивания, например, раскрыт в документе WO2009/130034. Чтобы этот процесс растягивания выполнять регулируемым и простым способом, предпочтительно второе отверстие цилиндрического корпуса обеспечивать коническим раструбом, и радиальное растягивание выполняют растяжным средством через конический раструб вплоть до, но не включительно, свободного конца второго отверстия. При этом растяжное средство можно обеспечивать поршневым средством, требуемым для определения и поддержания определенного диаметра отверстия и продолжения в этот свободный конец.
Когда размеры конического раструба таковы, что угол конуса с цилиндрическим корпусом лежит внутри диапазона 5° и 40°, например между 10° и 30°, тогда конический раструб и предварительный завиток можно образовывать в одном и том же процессе и таким образом в одном и том же блоке или местоположении устройства. Это связано с тем, что осевое усилие для формирования завитка на одном конце цилиндрического корпуса является меньшим, чем осевое усилие, требуемое для образования конического раструба на другом свободном конце. Однако в зависимости от типа металла цилиндрического корпуса, его толщины стенки и формы инструмента для образования конуса также можно сначала образовать конический раструб, а потом предварительный завиток. При данных обстоятельствах и конический раструб, и предварительный завиток можно образовывать по существу в одно и то же время.
Чтобы радиально растягивать цилиндрический корпус регулируемым и надежным способом, предпочтительно цилиндрический корпус крепко закрепить зажимным средством. К тому же цилиндрический корпус должен быть обеспечен захватным фланцем. Таким образом, в соответствии с предпочтительным вариантом осуществления изобретения перед радиальным растягиванием цилиндрического корпуса свободный конец второго отверстия обеспечивают захватным фланцем для захвата зажимным средством цилиндрического корпуса во время радиального растягивания.
Это растягивание, во время зажатия, не будет приводить к образованию волнистых структур в цилиндрическом корпусе, которые являются результатом осевого сопротивления растягиванию, когда первое отверстие цилиндрического корпуса, которое расположено на расстоянии от конического раструба, не поддерживается. Этого можно достигать, поддерживая расстояние между опорой устройства, на которую цилиндрический корпус опирается, и опорой зажимного средства, потому что радиальное растягивание приведет к уменьшению длины цилиндрического корпуса. Цилиндрический корпус будет поднят, когда будет подвешен и зажат зажимным средством.
Если является предпочтительным, чтобы заполненную и закрытую банку можно было легко брать руками и переносить, особенно для банок с большими объемами, то в соответствии с изобретением во время образования завитка в завитке можно поместить средства для переноски. Такие средства для переноски могут иметь форму гибких полосок или лент, выполненных из пластмассы или металла. Их легко включают в завиток во время образования завитка. Дополнительное преимущество состоит в том, что эти средства для переноски по существу не продолжаются за пределы ограничения банки и таким образом являются простыми для переноски, укладывания в штабель и хранения на маленьких площадях поверхности.
Стабильность размеров по окружности завернутого отверстия жестяной банки, которое получают при помощи поршневого средства определения диаметра, вмещенного в отверстие во время изготовления банки, по существу одинакова для всех диаметров банки. В качестве примера стабильность размеров для диаметров банки 32 мм - 300 мм, таких как 48 мм - 286 мм, в частности, 57 мм - 165 мм, имеет предел погрешности ±0,10 мм или меньше. Предпочтительно предел погрешности для стабильности размеров составляет ±0,05 мм и более предпочтительно ±0,03 мм. Эта стабильность размеров с таким пределом погрешности такова, что для банки с этими диаметрами усилие зажима является достаточным для надежной фиксации крышки на банке без необходимости зажимного кольца и/или зажимной ленты или полоски.
Другой аспект изобретения относится к устройству для изготовления банки в соответствии с изобретением. Это устройство содержит поршневое средство, подлежащее размещению в первом отверстии цилиндрического корпуса для поддержания конкретного диаметра отверстия, по существу стабильного по размерам, и средство закручивания для образования завитка с помощью закручивания радиально за пределы и по оси вдоль цилиндрического корпуса свободного конца первого отверстия. В практическом варианте осуществления устройство содержит блок для размещения поршневого средства в отверстии и средства закручивания для образования завитка.
Для увеличения прочности свободного конца первого отверстия и во избежание подвергания частого заострения свободного конца устройство предпочтительно содержит средство для предварительного закручивания свободного конца первого отверстия до образования завитка.
Для размещения завитого свободного конца в суженном участке банки в соответствии с изобретением предпочтительно другую часть банки радиально растягивают. Для этого устройство предпочтительно содержит растяжное средство для того, чтобы радиально растягивать цилиндрический корпус до первого свободного конца первого отверстия, при этом в растяжное средство предпочтительно включают поршневое средство.
Радиальное растягивание является легкоуправляемым, если устройство предпочтительно содержит средство образования конуса второго отверстия цилиндрического корпуса.
Радиальное усилие для образования конуса второго отверстия может быть большим, меньшим или равным радиальному усилию для образования предварительного завитка так, чтобы один был выполнен после другого или по существу в одно и то же время. В соответствии с изобретением средство образования конуса и средство образования предварительного завитка могут быть выполнены в одном и том же блоке устройства, таким образом уменьшая количество блоков и время выполнения банки.
Чтобы должным образом управлять радиальным растягиванием цилиндрического корпуса, предпочтительно у конического раструба рекомендуется обеспечение свободного конца захватным фланцем. Для этой цели устройство по изобретению предпочтительно содержит средство для образования захватного фланца на свободном конце второго отверстия и средство для зажатия цилиндрического корпуса во время радиального растягивания. Тогда такое радиальное растягивание можно выполнять с расположенным на расстоянии отверстием цилиндрического корпуса без опоры так, чтобы по существу избегать встречного осевого усилия. Это приводит к улучшенной равномерности толщины стенки корпуса. В соответствии с изобретением предпочтительно, что средство для образования захватного фланца и средство для образования завитка включены в один и тот же блок устройства.
Также, предпочтительно, устройство в соответствии с изобретением содержит средство для заключения средств для переноски в завитке.
Наконец, третий аспект изобретения относится к банке и предназначенному для нее корпусу банки. Банка может быть банкой для краски или банкой для пищевого продукта и может быть получена способом по изобретению, как описано выше. Эта банка, имеющая закрепленную крышку, отличается тем, что имеет свободный конец, обеспеченный завитком, который выполнен за одно целое с корпусом банки и который определяет отверстие банки, имеющее вмещенную крышку, причем данное отверстие является по существу стабильным по размерам, предпочтительно, имеющим стабильность размеров с пределом погрешности ±0,10 мм, предпочтительно ±0,05 мм, более предпочтительно ±0,03 мм. Корпус банки для банки согласно изобретению отличается тем, что имеет первое отверстие, имеющее суженный свободный конец, обеспеченный завитком, определяющим по существу стабильное по размерам отверстие, и предпочтительно второе отверстие, имеющее захватный фланец.
Упомянутые и другие признаки способа и устройства для изготовления банки и корпуса банки по настоящему изобретению и банка и корпус банки также будут дополнительно проиллюстрированы несколькими вариантами осуществления, которые даны только в информационных целях и не предназначены, чтобы ограничивать изобретение до какой-либо степени. Относительно этих вариантов осуществления ссылка будет сделана на прилагаемые чертежи, на которых:
фиг. 1A - вид сверху металлического листа для изготовления цилиндрического корпуса;
фиг. 1B - вид в перспективе цилиндрического корпуса, образованного из металлического листа согласно фиг. 1A;
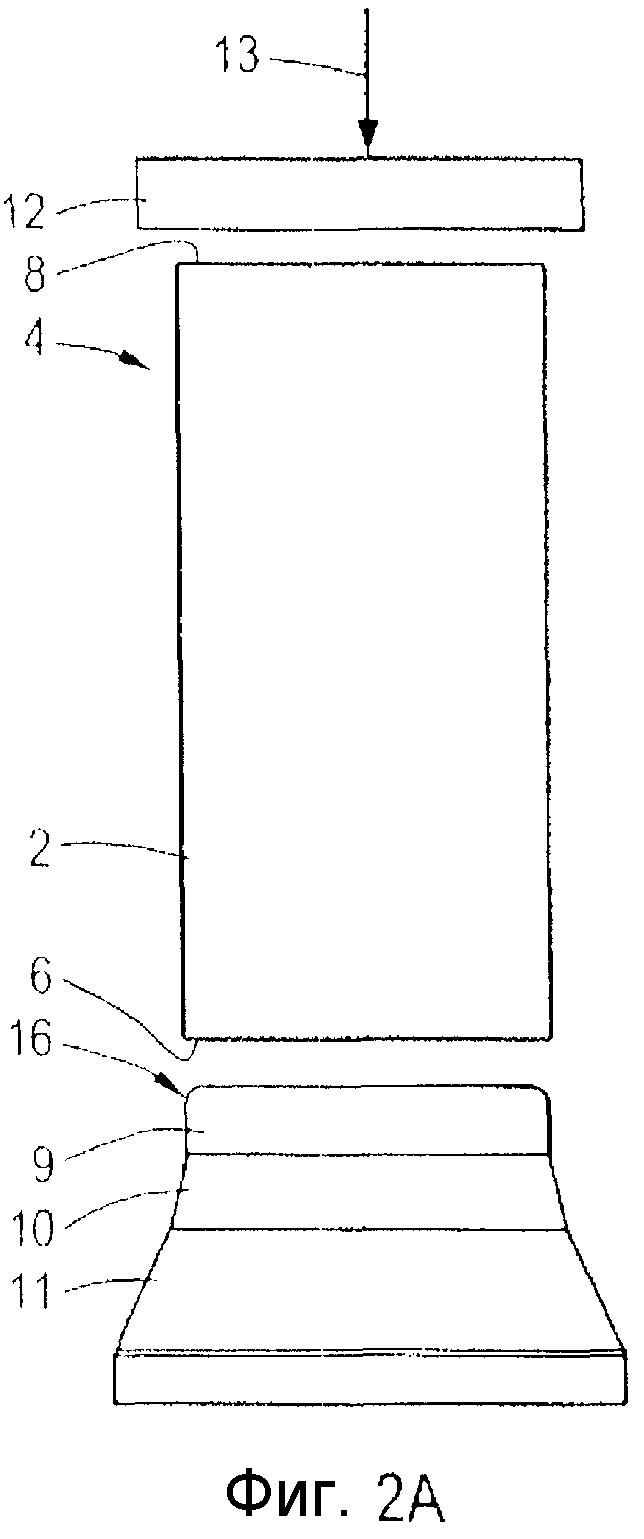
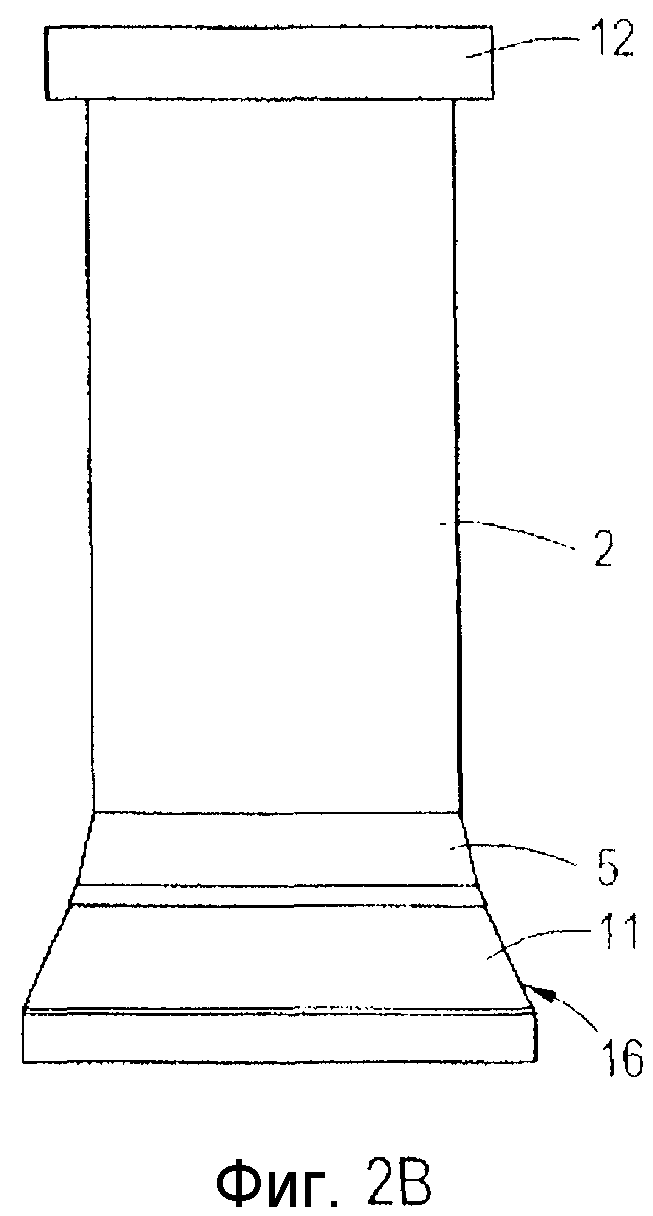
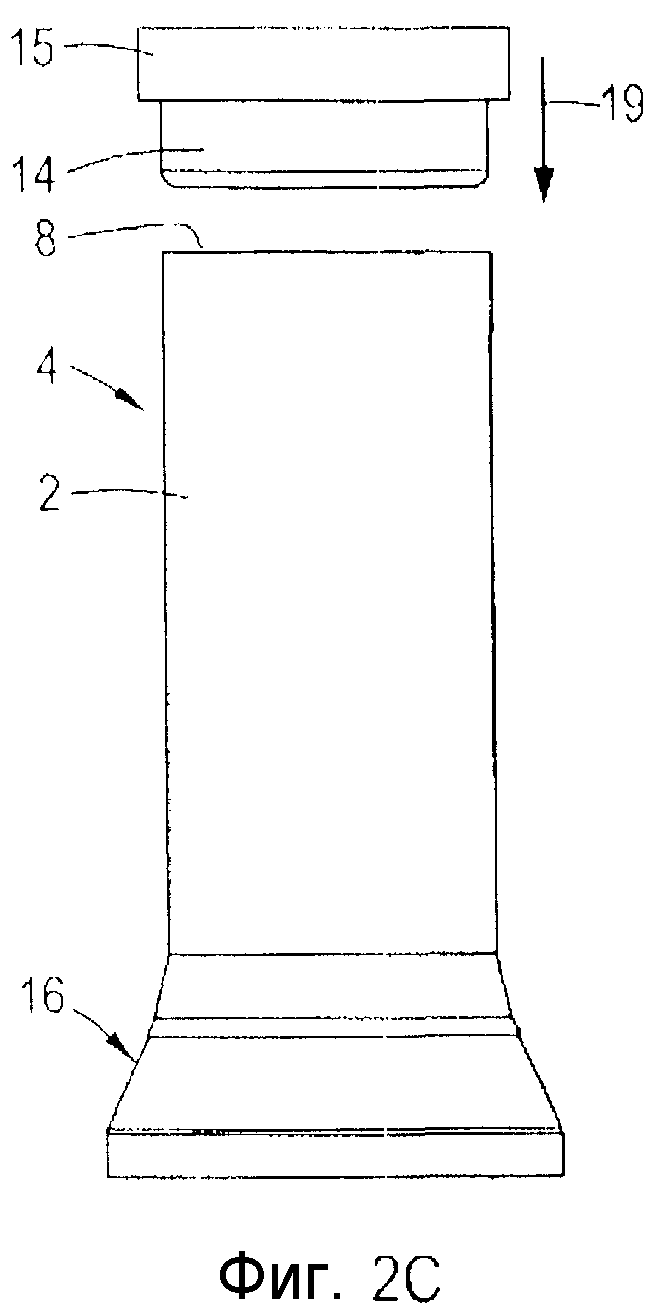
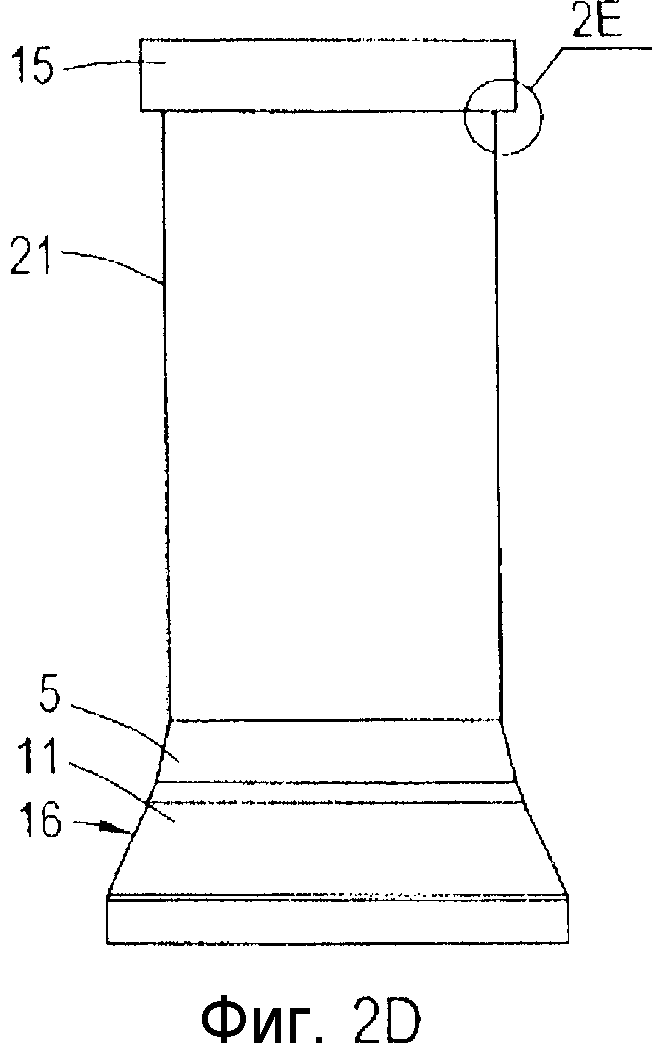
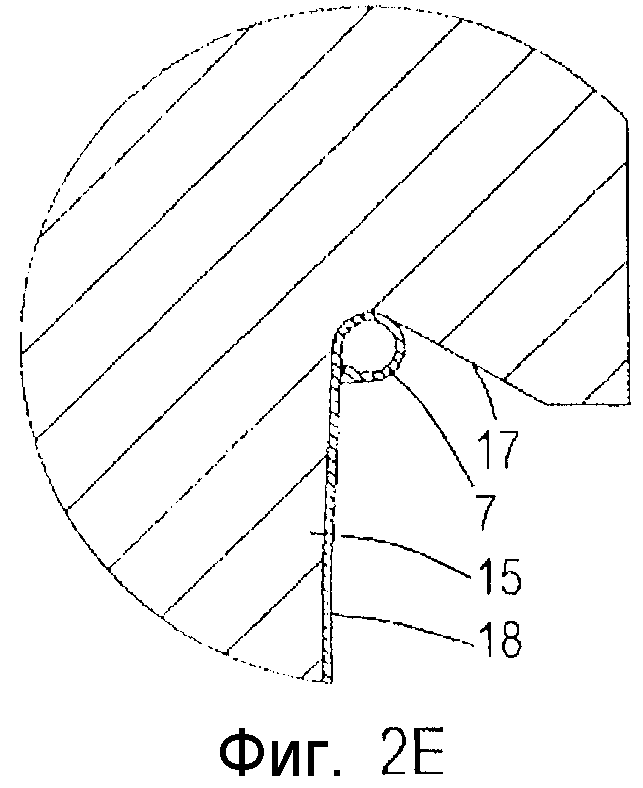
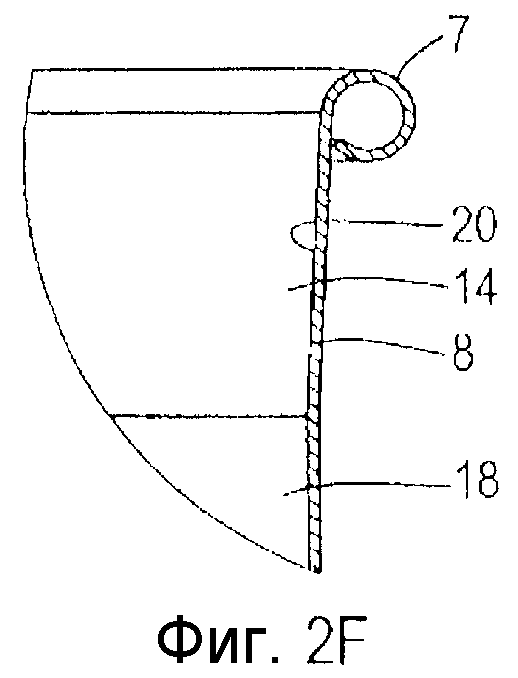
фиг. 2A-2F показывают схематично различные стадии образования конического раструба и предварительного завитка;
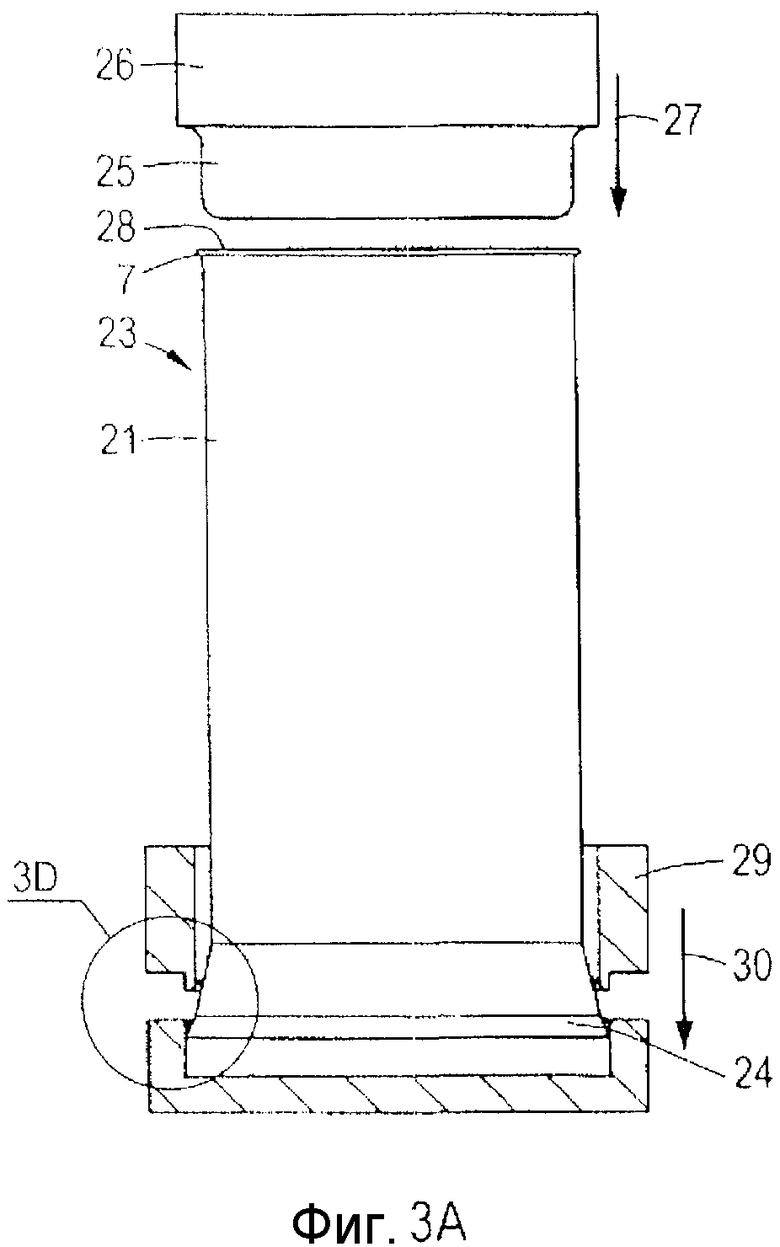
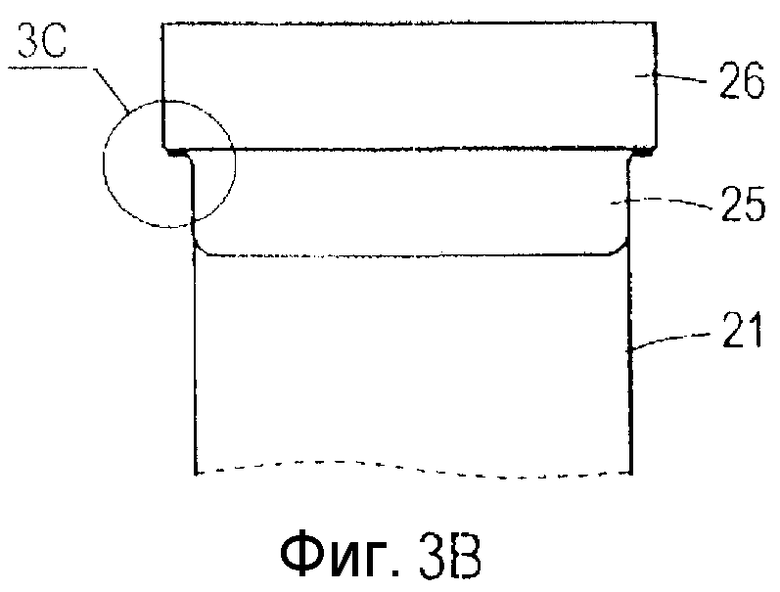
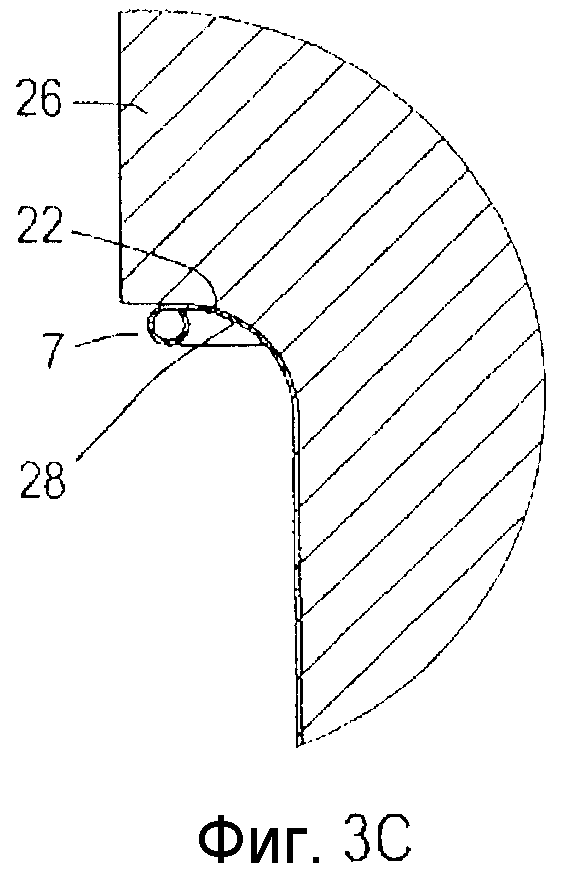
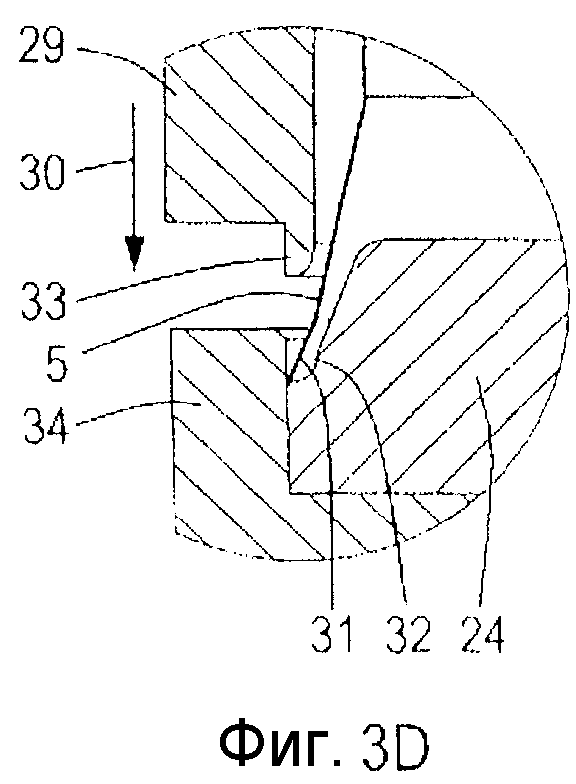
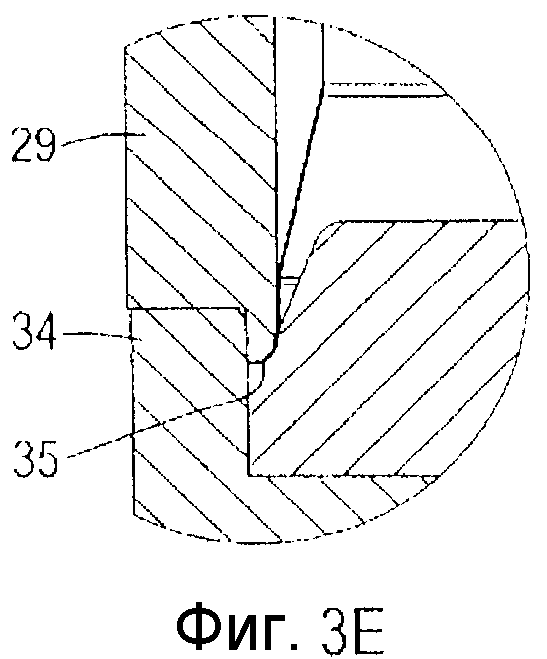
фиг. 3A-3E показывают схематично различные стадии образования части завитка и захватного фланца;
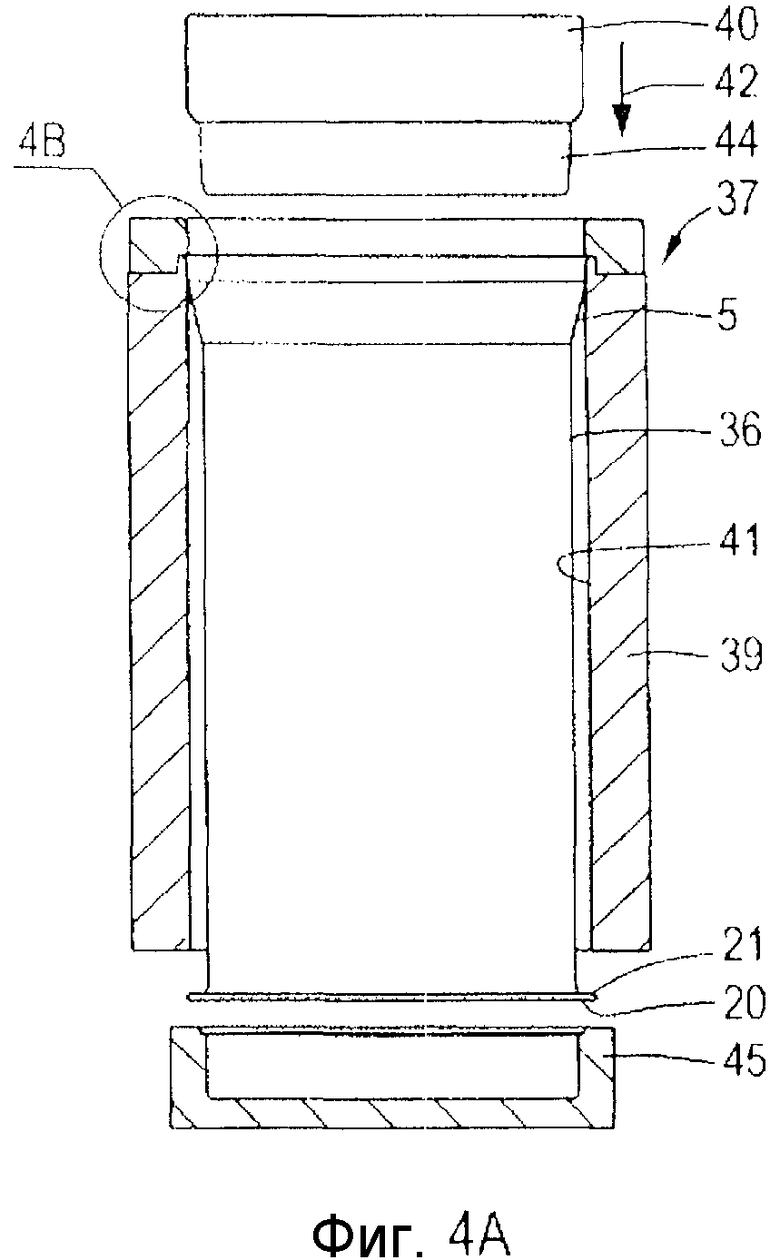
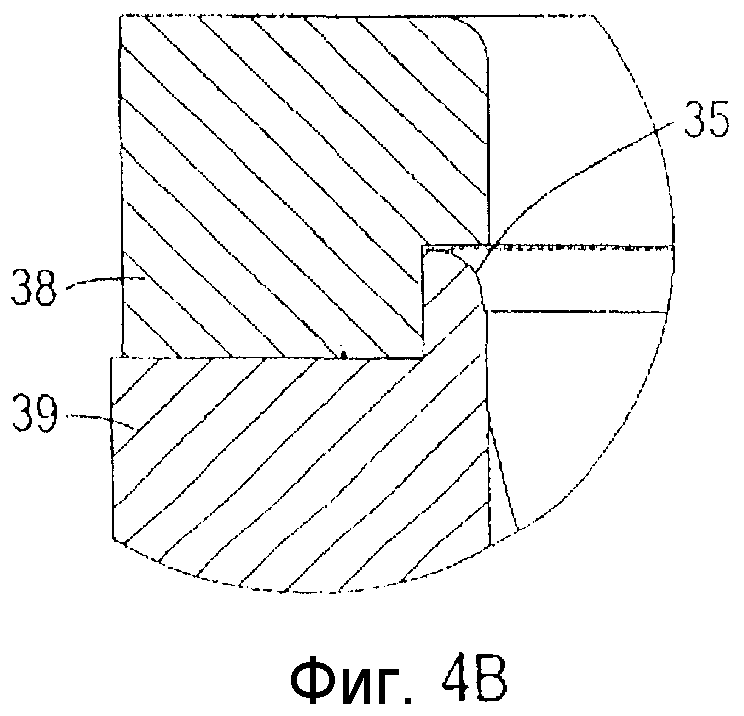
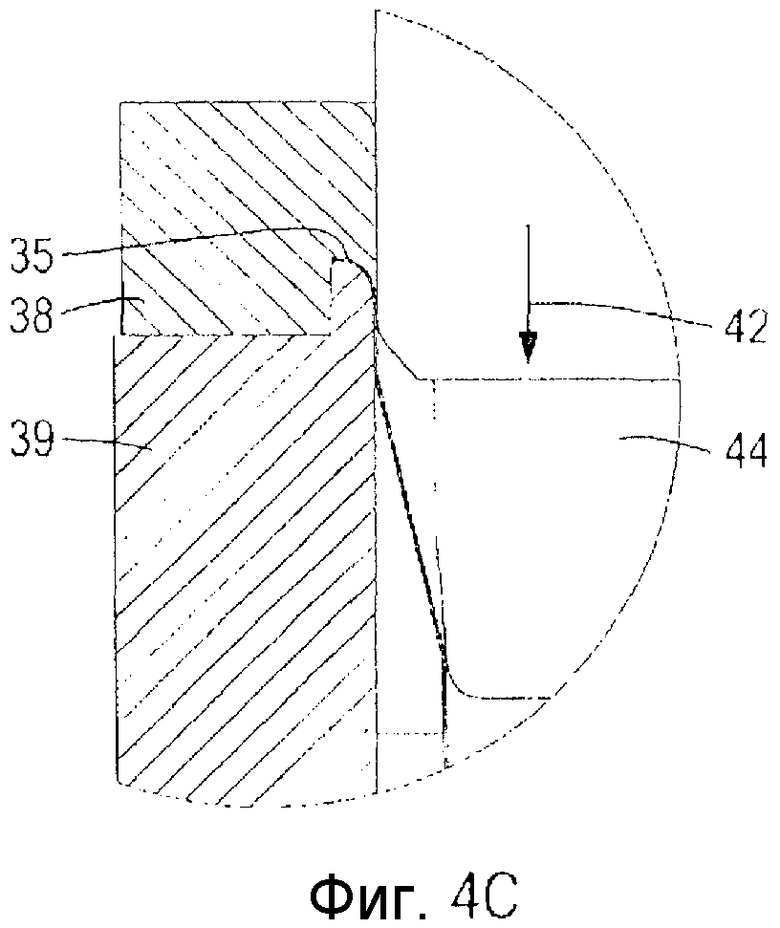
фиг. 4A-4C показывают схематично зажатие и радиальное растягивание цилиндрического корпуса;
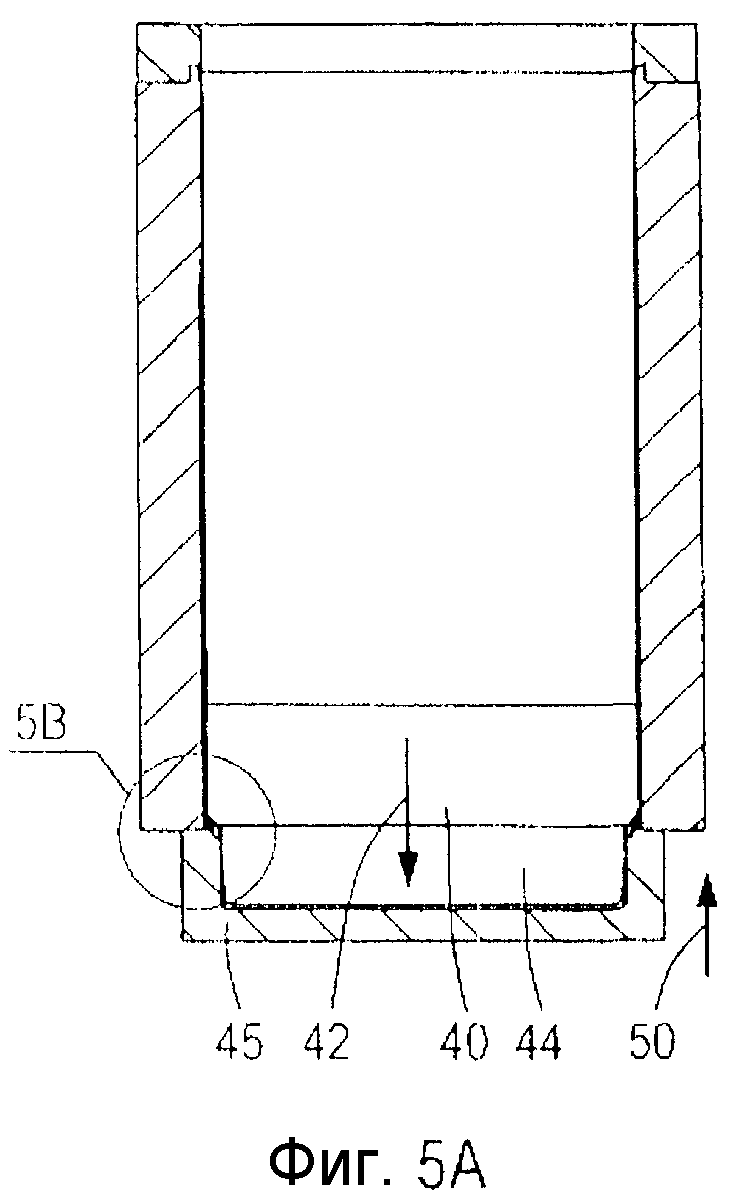
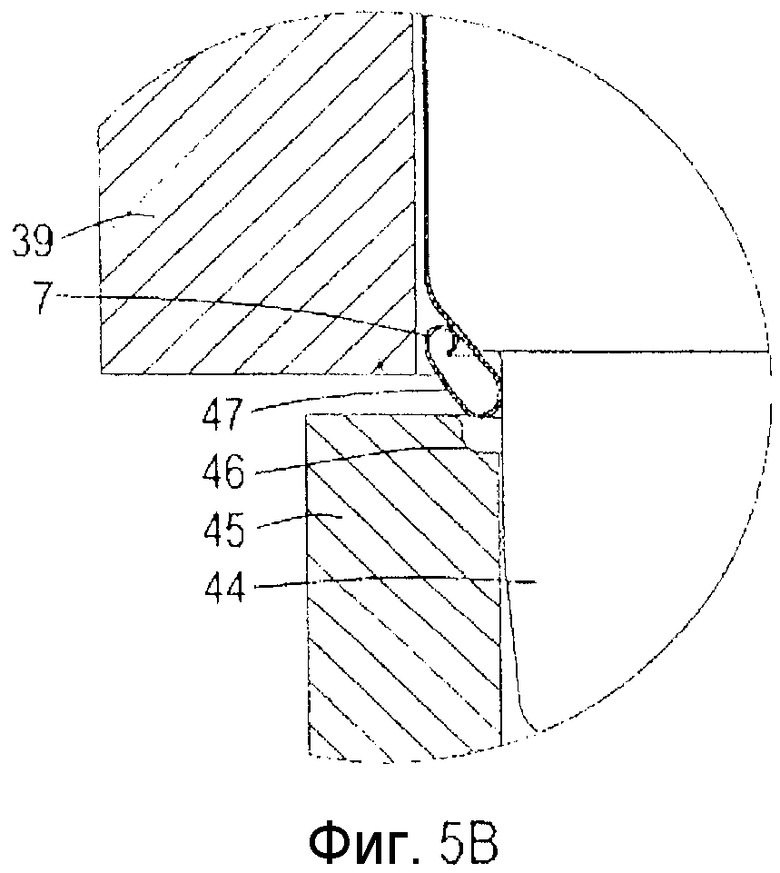
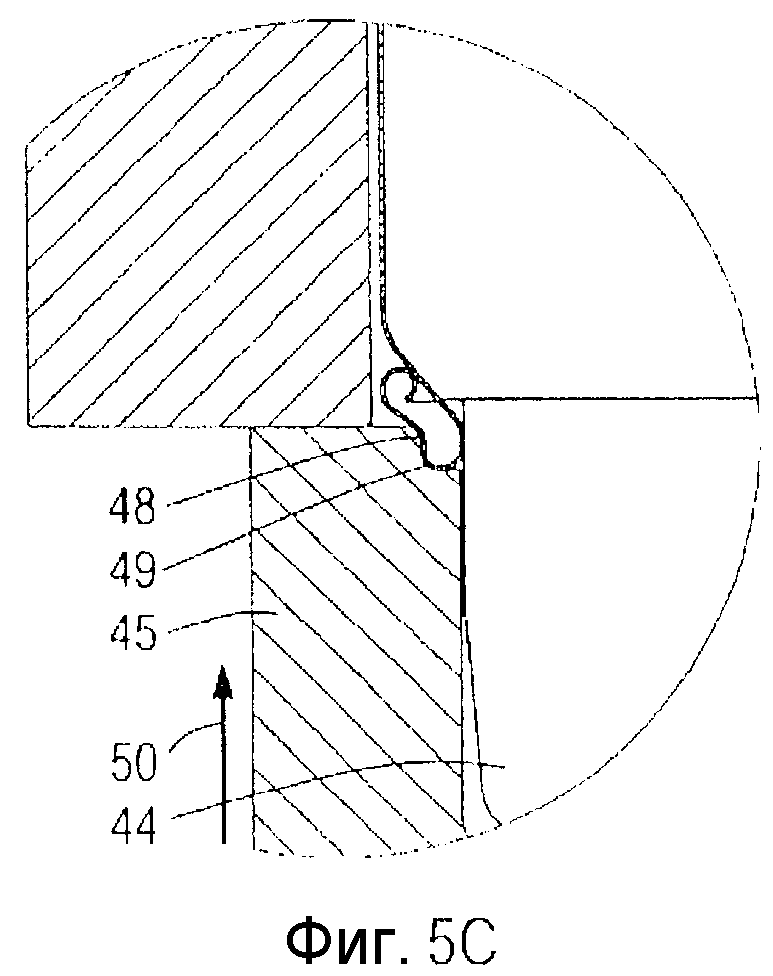
фиг. 5A-5C показывают схематично образование завитка в суженном участке цилиндрического корпуса;
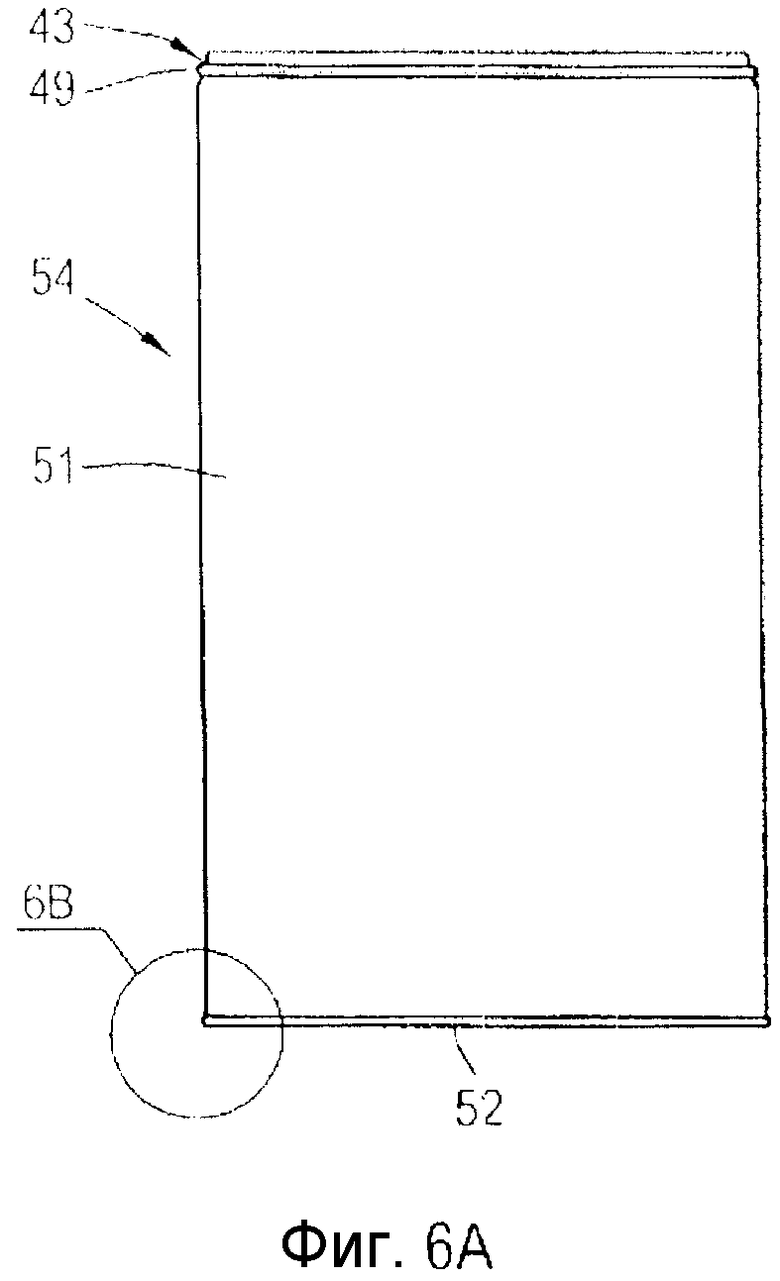
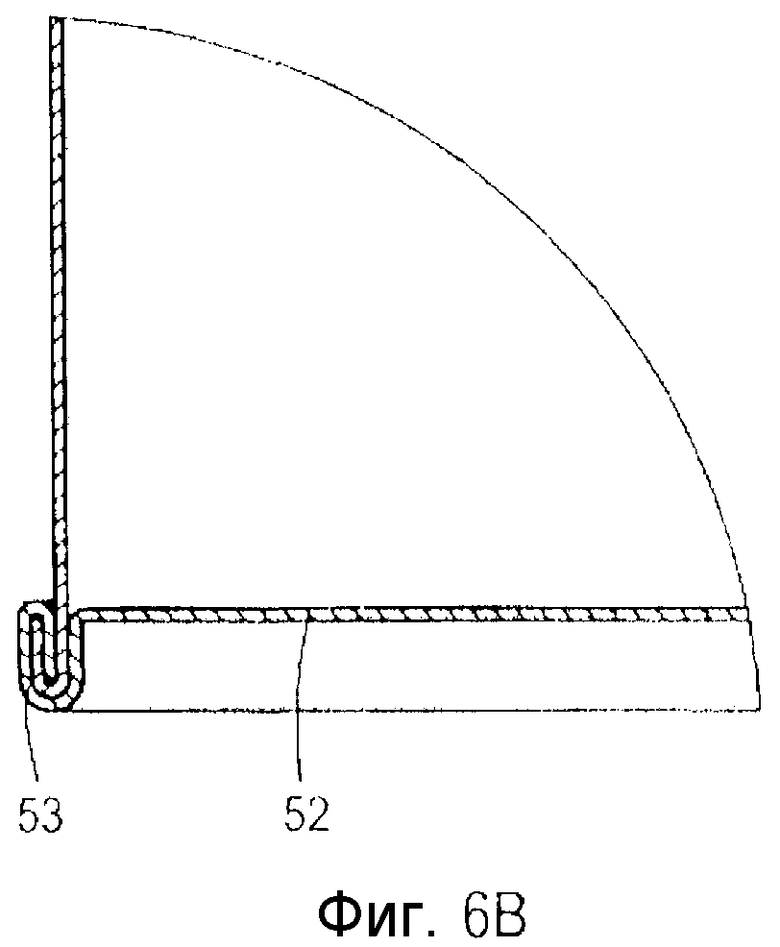
фиг. 6A и 6B показывают схематично прикрепление основания к цилиндрическому корпусу;
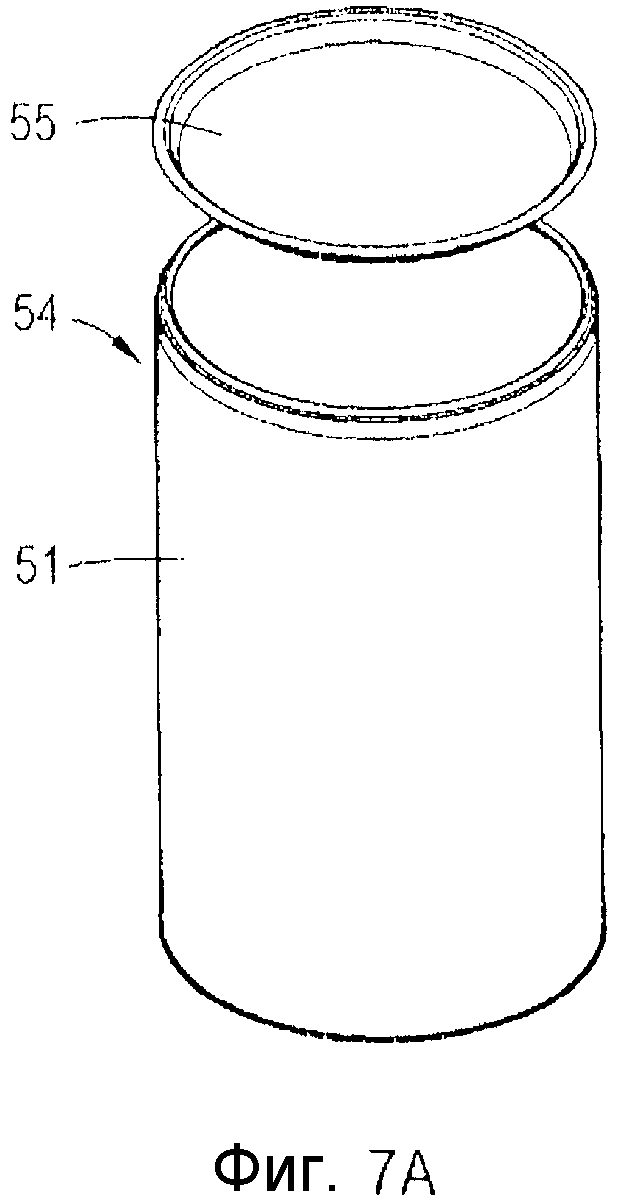
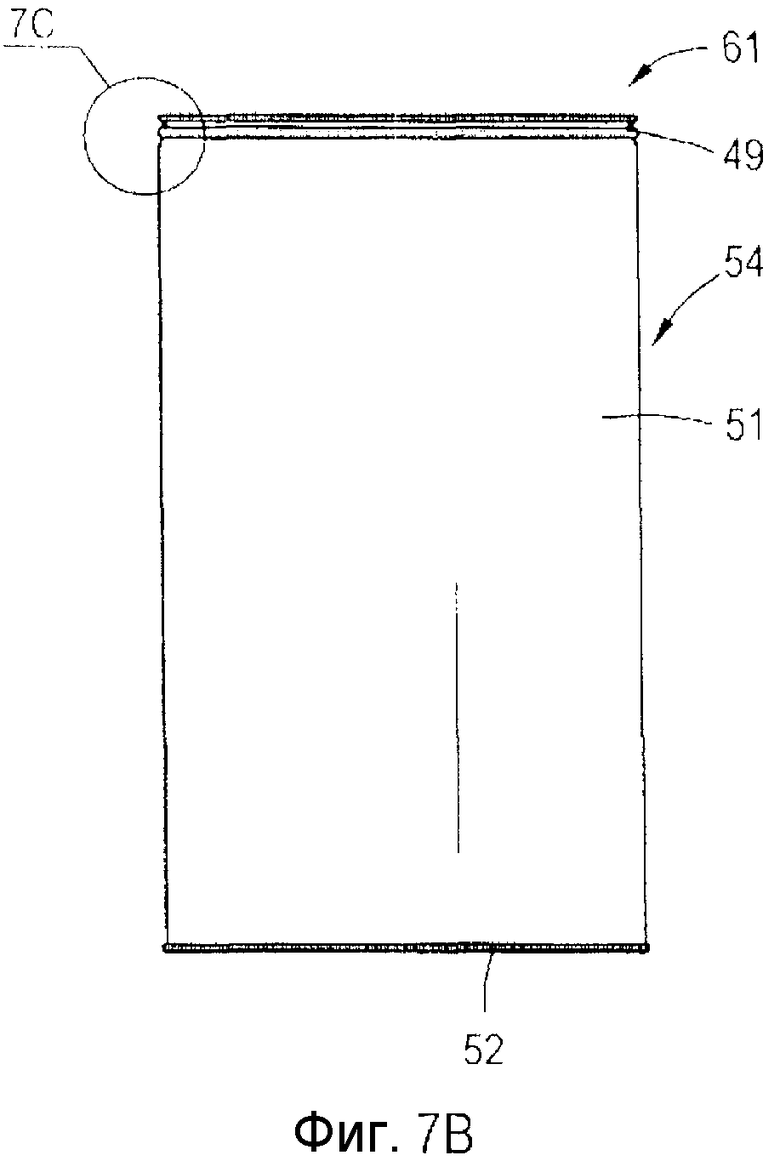
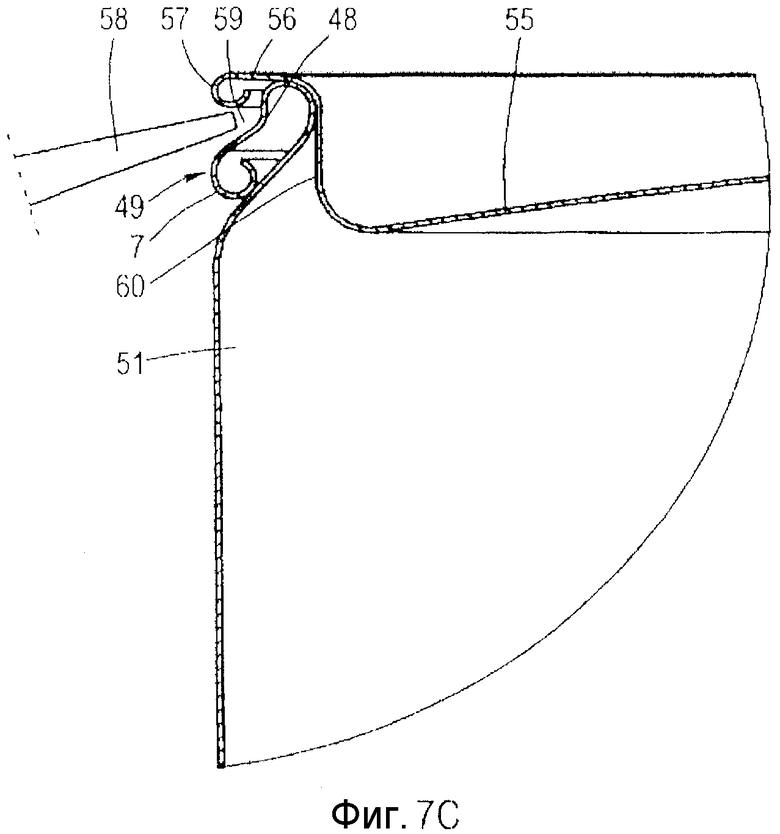
фиг. 7A-7C показывают схематично установку и удаление крышки;
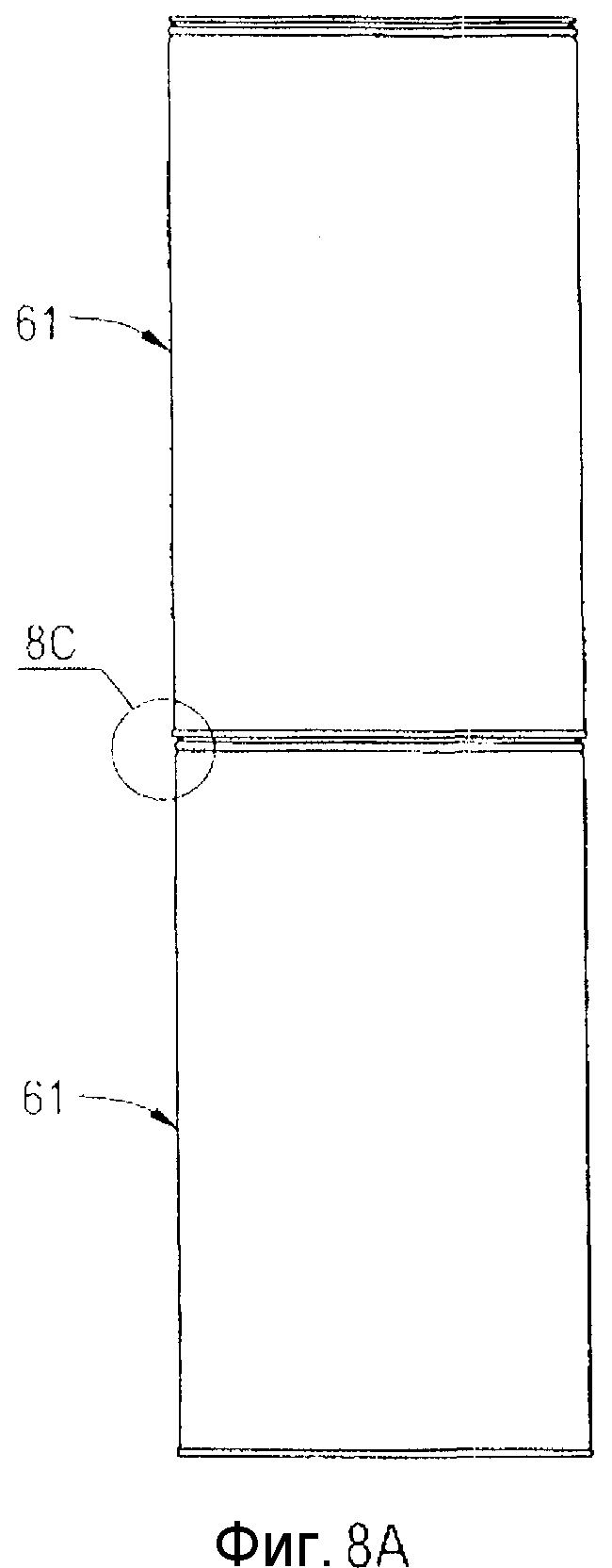
фиг.8A и 8B схематично укладку в штабель банки согласно изобретению, закрытой крышкой;
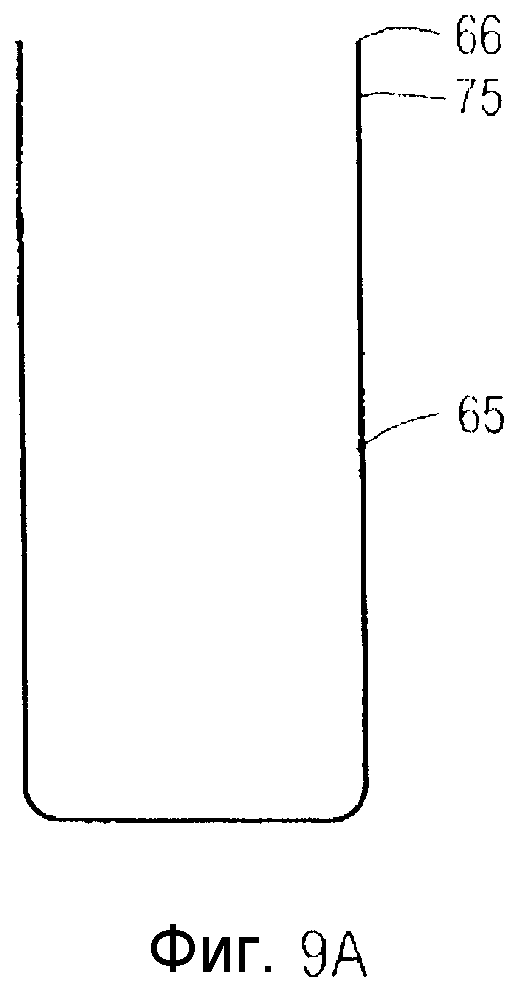
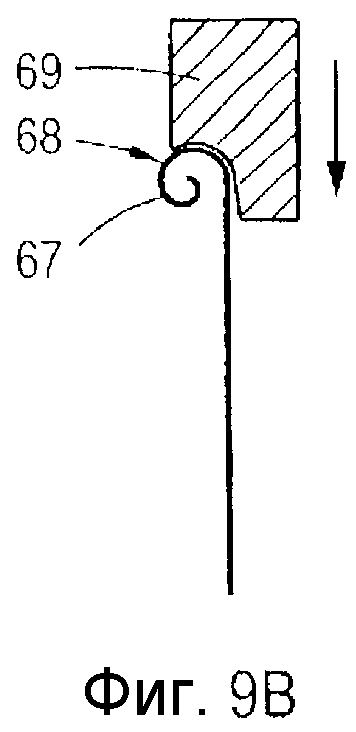
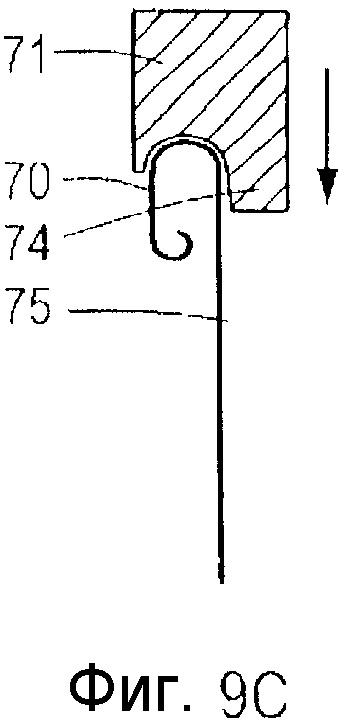
фиг. 9A-9F показывают другой вариант выполнения банки согласно изобретению, имеющей выполненное за одно целое основание; и
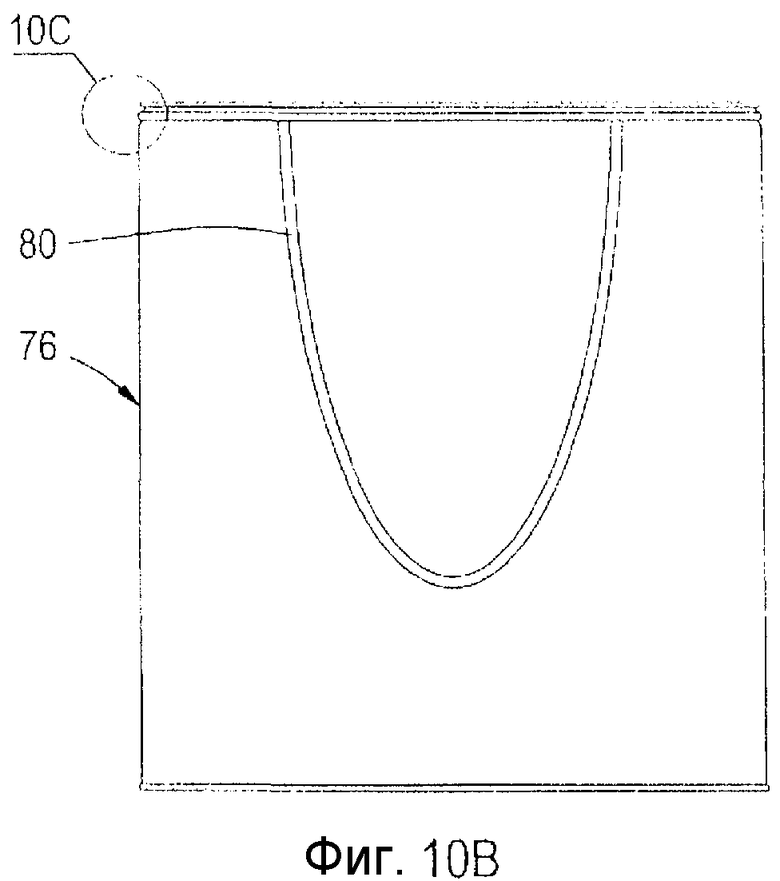
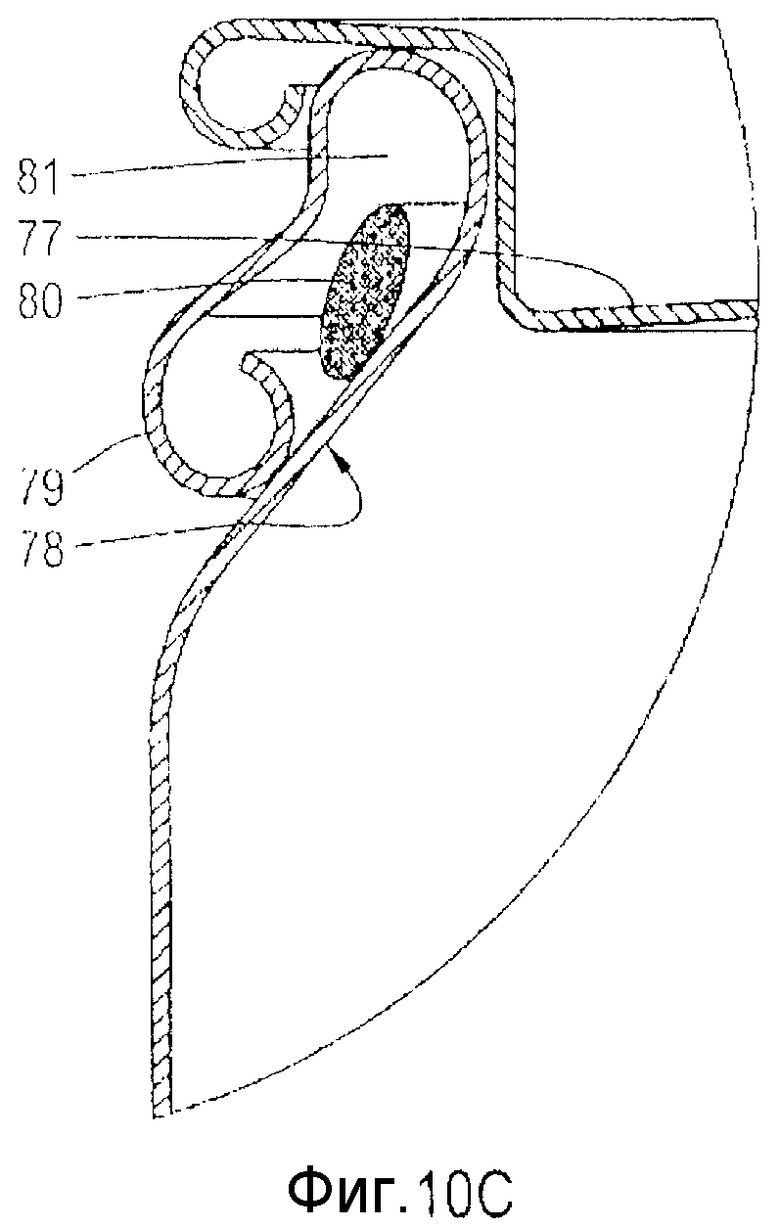
фиг. 10A-10C показывают еще один вариант выполнения банки в соответствии с изобретением, обеспеченной гибкими ручками.
На фиг. 1A показан лист 1 металла, такого как сталь, белая жесть, алюминий и т.п. Лист имеет толщину стенки приблизительно 0,12-2 мм в зависимости от металла и процесса образования банки согласно изобретению. Лист 1 сформирован в цилиндрический корпус 2 и обеспечен сварным швом 3.
На фиг. 2A-2F показан первый блок 4 устройства согласно изобретению для образования конического раструба 5 на втором свободном конце 6 на цилиндрическом корпусе 2 и для образования предварительного завитка 7 на первом свободном конце 8 на цилиндрическом корпусе 2. Для этого блок 4 содержит инструмент 16 для образования конуса, имеющий входную секцию 9, первую расходящуюся секцию 10 с средним расходящимся углом в диапазоне приблизительно 5° - приблизительно 15° и вторую расходящуюся секцию 11, имеющую больший расходящийся угол в диапазоне приблизительно 15° - приблизительно 35°.
Цилиндрический корпус 2 устанавливают на свободном конце 6 на входной секции 9 инструмента 16 для образования конуса. Затем, толкающий инструмент 12 проталкивает вдоль стрелки 13 цилиндрический корпус через расходящиеся секции 10 и 11, таким образом образуя конический раструб 5 (см. фиг. 2B).
После этого толкающий инструмент 12 отводят назад, и поршневое средство 14 размещают в первом свободном конце 8, таким образом определяя и регулируя определенный диаметр первого свободного конца 8 во время его структурирования (см. фиг. 2C). Поршневое средство 14 устанавливают на формообразующий инструмент 15. Этот формообразующий инструмент 15 содержит формообразующую полость 17, выполненную таким образом, чтобы направленным книзу движением в соответствии со стрелкой 19 в стенке 18 корпуса формировать предварительный завиток 7 поршневым средством 14 в определенном отверстии 20 (см. фиг. 2D и 2E). Осевое направленное книзу усилие для формирования предварительного завитка 7 является меньшим, чем усилие, требуемое для формирования конического раструба 5. Таким образом, цилиндрический корпус 2, установленный на инструменте 16 для образования конуса, по существу поддерживается в его первоначальном положении. Соответственно, в конечном счете в блоке 4 образуется цилиндрический корпус 21, имеющий на первом свободном конце 8 первое отверстие 20, определенное поршневым средством 14, и предварительный завиток 7, и дополнительно на втором свободном конце 6 конический раструб 5 (см. фиг. 2F). Как указано ранее, в зависимости, например, от материала цилиндрического корпуса, его толщины стенки и формы инструмента 16 для образования конуса формирование конического раструба и предварительного завитка может происходить в различном порядке или по существу в одно и то же время.
В блоке 23 устройства согласно изобретению цилиндрический корпус, изготовленный в блоке 4 устройства, устанавливают на опору 24 (см. фиг. 3A). Поршневое средство 25, установленное на формообразующем инструменте 26, устанавливают в определенном первом отверстии 20, обеспеченном предварительным завитком 7. Движение по стрелке 27 приведет к образованию части 22 завитка в формообразующей полости 28 формообразующего инструмента 26. Эта часть 22 завитка содержит предварительный завиток 7 (см. фиг. 3B и 3C). После этого формообразующий инструмент 29 по оси перемещают по стрелке 30 к свободному краю 31 конического раструба 7, постоянно находящегося в формообразующей полости 32. Эту формообразующую полость 32 образуют между опорой 24 и инструментом 34. Формообразующий край 33 формообразующего инструмента 29 входит в соприкосновение со свободным краем 31 и формирует захватный фланец 35 в коническом раструбе 5 (см. фиг. 3D и 3E). Таким образом образуют цилиндрический корпус 36, имеющий конический раструб 5, обеспеченный захватным фланцем 35, и первое отверстие 20 определенного диаметра и обеспеченное частью 22 завитка и предварительным завитком 7.
Этот цилиндрический корпус 36 переворачивают вверх дном (по сравнению с фиг. 3B) и подвешивают в зажимном приспособлении зажимным средством 37. Это зажимное средство 37 содержит зажимные инструменты 38 и 39. Растяжной инструмент 40 проходит через конический раструб 5, и при прохождении через зажимной инструмент 40 по стрелке 42 цилиндрический корпус 36 растягивается в радиальном наружном направлении по внешней поверхности растяжного инструмента 40. Это приводит к уменьшению длины цилиндрического корпуса 36 (см. фиг. 4A-4C). Существенная часть цилиндрического корпуса 36 растянута в радиальном наружном направлении. Оставшаяся нерастянутая часть цилиндрического корпуса теперь образует суженный участок 43, определенный поршневым средством 44, установленным на растяжном инструменте 40 (см. фиг. 4A и 5A).
Как показано на фиг. 5A-5C, формообразующий инструмент 45 перемещают вверх по стрелке 50. Этот формообразующий инструмент 45 содержит формообразующую полость 46, которая сначала образует удлиненный завиток 47, имеющий предварительный завиток 7 вдоль цилиндрического корпуса в суженном участке 43. Удлиненный завиток 47 образуют вдоль поршневого средства 44, которое определяет диаметр первого отверстия, теперь обеспеченного удлиненным завитком 47. В конечном счете, следуя движению стрелки 50, формообразующая полость, которая окружает часть удлиненного завитка 47, образует ступеньку 48. Результатом является формирование удлиненного и ступенчатого завитка 49. Цилиндрический корпус 51, имеющий удлиненный ступенчатый завиток 49 в суженном участке 43, обеспечивают основанием 52 посредством пазового соединения 53. Это имеет результатом корпус 54 банки в соответствии с изобретением (см. фиг. 6A и 6B).
Корпус 54 банки может быть обеспечен крышкой 55, у которой кольцевой участок 56 крышки опирается на удлиненный завиток 49, и завиток 57 крышки продолжается радиально над ступенькой 48 в удлиненном завитке 49 (см. фиг. 7A-7C). Это образует доступ 59 для инструмента 58, которым крышку 55 можно удалять с цилиндрического корпуса 51 банки 61 по изобретению. Отверстие 60, определенное удлиненным завитком 49, соответствует диаметру поршневого средства 44 и имеет стабильность размеров с пределом погрешности 0,03 мм. Крышку 55 зажимают с усилием зажима в отверстии 60, и эту закрытую банку согласно изобретению можно использовать, например, в качестве банки для краски. Усилие зажима создается формой удлиненного и ступенчатого завитка 49.
На фиг. 8A и 8B показаны две уплотненные в штабель банки 61 согласно изобретению. Основание верхней банки 61 опирается основанием на кольцевую часть 56 крышки 55 нижней банки 61. Пазовое соединение 53 продолжается за пределы завитка 57 и над окончаниями завитка 57, таким образом, что складированная верхняя банка 61 блокируется от радиального смещения.
Корпус 54 банки состоит из двух частей, а именно цилиндрического корпуса 51 с выполненным за одно целое удлиненным и ступенчатым завитком 49 и основания 52 с паяным продольным швом. Включающая в себя крышку 55 банка 61 согласно настоящему изобретению состоит из трех частей.
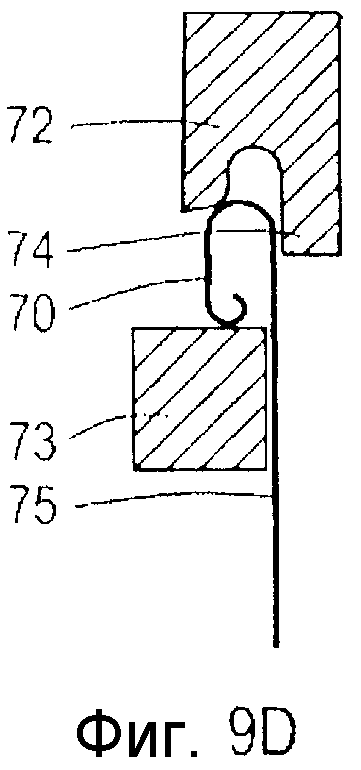
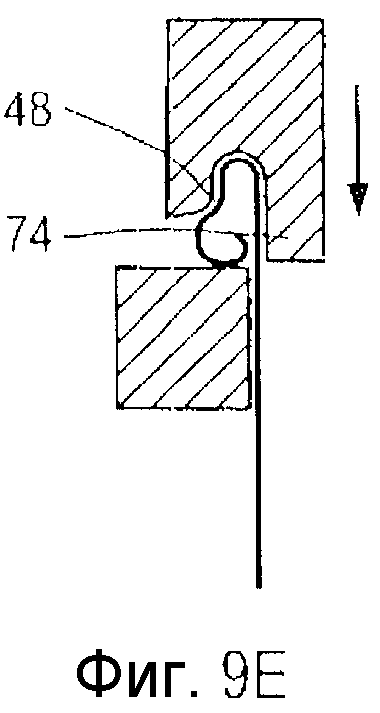
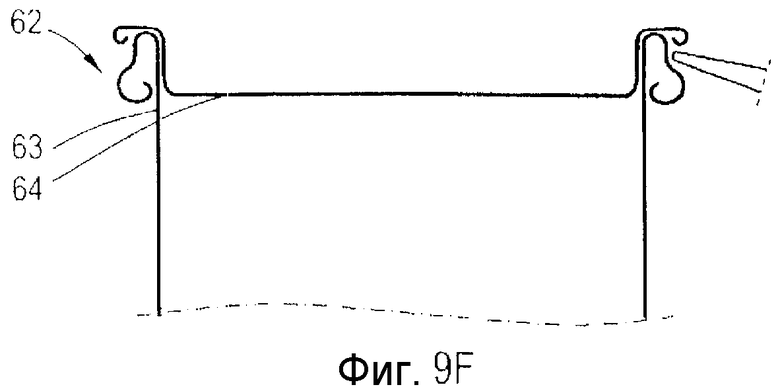
На фиг. 9A-9F показано выполнение другой банки 62 согласно изобретению, состоящей из двух частей, а именно корпуса 63 банки и крышки 64. Корпус 63 банки с выполненным за одно целое основанием образован из цилиндрического корпуса 65. Свободный конец 66 цилиндрического корпуса 65 обеспечен удлиненным завитком, который факультативно может быть ступенчатым. Для этого свободный конец обеспечен предварительным завитком 67, как описано относительно фиг. 2E, при использовании формообразующего инструмента 15, имеющего формообразующую полость 17 предварительного завитка. Завиток 68 образуют при использовании формообразующего инструмента 69. Этот завиток 68 преобразуют в удлиненный завиток 70, используя формообразующий инструмент 71. Факультативно, удлиненный завиток 70 обеспечивают ступенькой 48, используя формообразующий инструмент 72 и подпирающий инструмент 73. Формообразующие инструменты 71 и 72 обеспечивают поршневым средством 74, которое размещают в отверстии 75 цилиндрического корпуса 65 во время образования выполненного за одно целое завитка 70. Это означает, что банка 62 согласно изобретению имеет корпус 63 банки с выполненным за одно целое основанием и завиток 70, имеющий определенный диаметр, точно соответствующий внешнему диаметру поршневого средства 74.
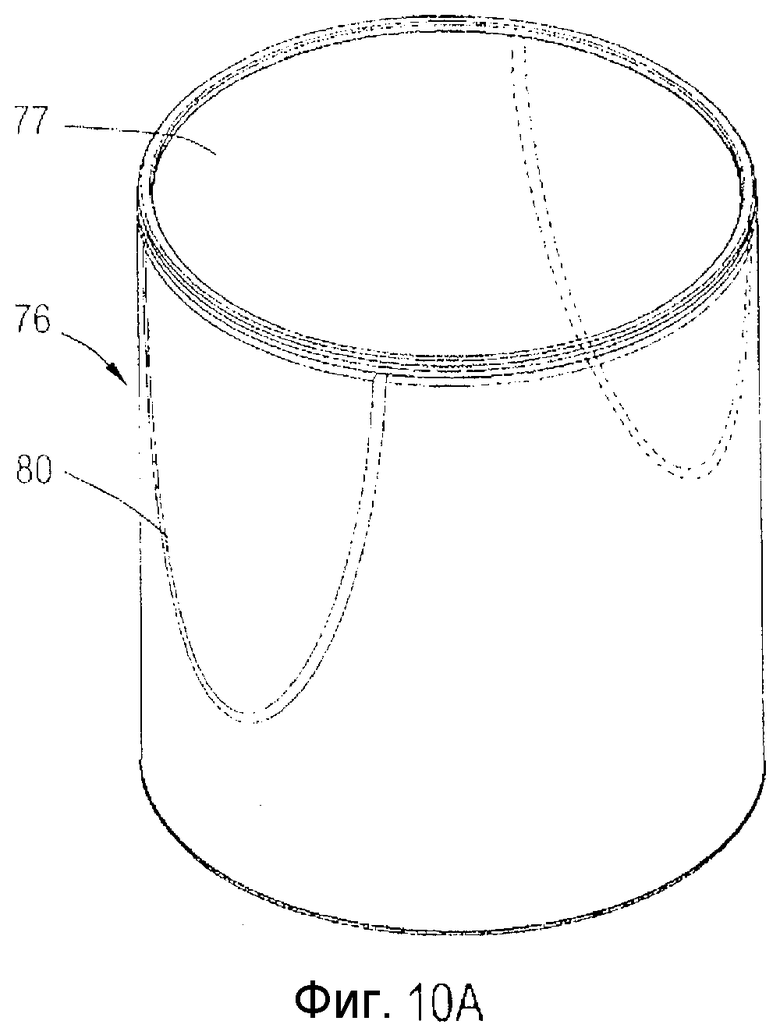
На фиг. 10A-10C показан другой вариант выполнения банки 76 в соответствии с изобретением. Банка 76 содержит крышку 77, закрывающую в суженном участке 78 отверстие, обеспеченное выполненным за одно целое завитком 79. Это определенное отверстие создают таким же способом, как и для вышеописанных банок в соответствии с изобретением. Однако во время образования выполненного за одно целое завитка 79 средства 80 для переноски помещают в суженный участок 78, в котором выполненный за одно целое и удлиненный завиток 79 подлежит образованию. После образования завитка 79 средства 80 для переноски заключают в полость и крепко прикрепляют к банке 76. Эти средства для переноски можно использовать при переносе банки 76 по изобретению.
| название | год | авторы | номер документа |
|---|---|---|---|
| БАНКА, ПРИГОДНАЯ ДЛЯ ПРИМЕНЕНИЯ СО СЪЕМНОЙ КРЫШКОЙ (ВАРИАНТЫ), КОРПУС БАНКИ (ВАРИАНТЫ) И СПОСОБ ОБРАБОТКИ КОРПУСА БАНКИ | 2016 |
|
RU2713976C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СТАЛЬНОГО БАЛЛОНЧИКА ПОД ДАВЛЕНИЕМ, УКАЗАННЫЙ СТАЛЬНОЙ БАЛЛОНЧИК ПОД ДАВЛЕНИЕМ И ЗАГОТОВКА ДЛЯ НЕГО | 2007 |
|
RU2435658C2 |
| КРЫШКА АЛЮМИНИЕВОЙ БАНКИ ДЛЯ НАПИТКОВ | 2017 |
|
RU2706919C1 |
| ИЗГОТОВЛЕНИЕ БАНОК | 2011 |
|
RU2573850C2 |
| КРЫШКА БАНКИ | 2002 |
|
RU2270794C2 |
| ТОРЦОВАЯ КРЫШКА БАНКИ | 2005 |
|
RU2424166C2 |
| ПОВТОРНО УПЛОТНЯЕМЫЙ ТОРЕЦ БАНКИ ДЛЯ НАПИТКА И СПОСОБЫ, ОТНОСЯЩИЕСЯ К НЕМУ | 2008 |
|
RU2488531C2 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ДНИЩА КОНСЕРВНОЙ БАНКИ (ВАРИАНТЫ) | 2006 |
|
RU2397037C2 |
| УСТРОЙСТВО ДЛЯ УКЛАДКИ ВОЛОС ДЛЯ ОБРАЗОВАНИЯ ЛОКОНОВ РАЗЛИЧНЫХ РАЗМЕРОВ | 2015 |
|
RU2685095C2 |
| СПОСОБ ГИДРАВЛИЧЕСКОГО ФОРМОИЗМЕНЕНИЯ ЛИСТОВОГО МЕТАЛЛА И АВТОНОМНОЕ УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2088361C1 |
Изобретение относится к способу и устройству для изготовления банки, такой как банка для краски. Способ включает изготовление цилиндрического корпуса, размещение поршневого средства в первом отверстии цилиндрического корпуса, обеспечение свободного конца первого отверстия предварительным завитком и закручивание свободного конца первого отверстия радиально наружу и по оси вдоль цилиндрического корпуса с формированием удлиненного завитка. Диаметр первого отверстия определяют поршневым средством, вмещенным в отверстие, при этом в удлиненном завитке формируют ступеньку, а цилиндрический корпус частично радиально растягивают до первого свободного конца для формирования удлиненного и ступенчатого завитка в суженном участке растянутого цилиндрического корпуса, при этом удлиненный и ступенчатый завиток лежит внутри внешней воображаемой огибающей боковой поверхности радиально растянутой части цилиндрического корпуса. Способ позволяет отказаться от использования отдельного зажимного кольца. 4 н. и 9 з.п. ф-лы, 10 ил.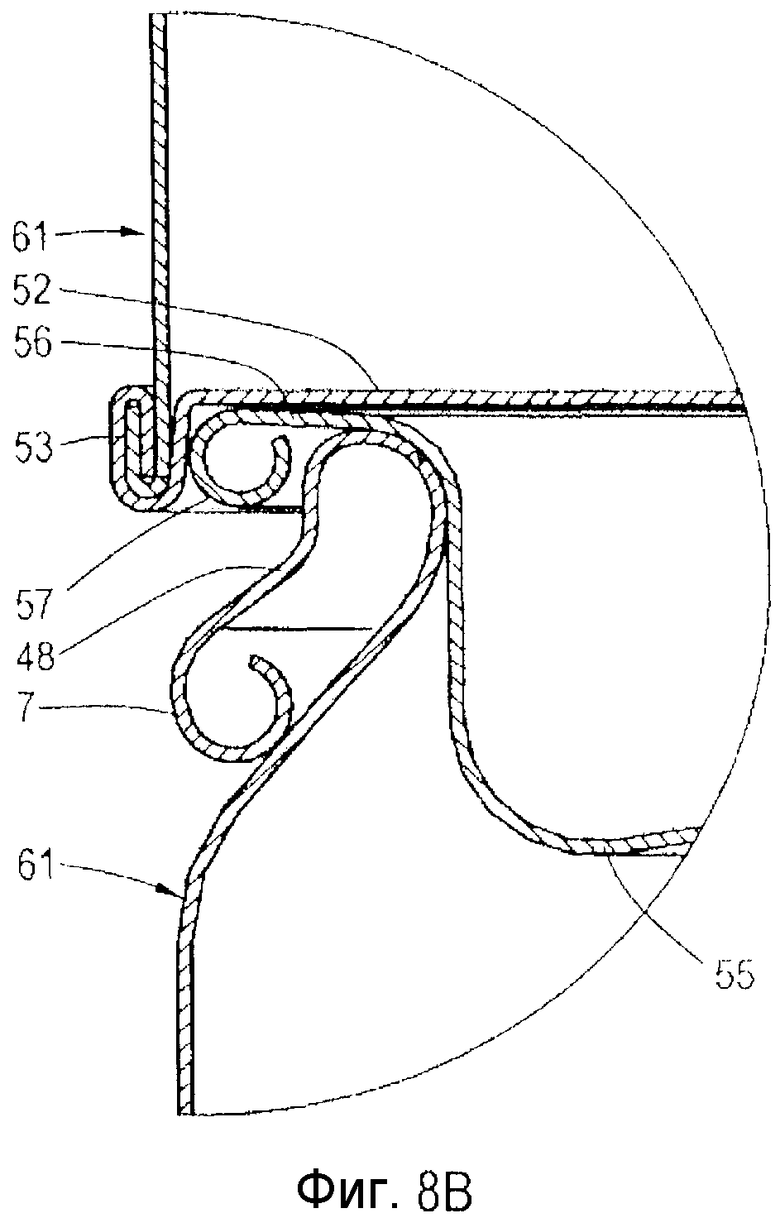
1. Способ изготовления банки, преимущественно банки для краски или банки для пищевого продукта, включающий этапы:
i. изготовления цилиндрического корпуса (2, 21, 36, 51, 63);
ii. размещения поршневого средства (14, 25, 44) в первом отверстии (20) цилиндрического корпуса (2, 21, 36, 51, 63);
iii. обеспечения свободного конца (6) первого отверстия (20) предварительным завитком (7) и закручивания свободного конца (6) первого отверстия (20) радиально наружу и по оси вдоль цилиндрического корпуса с формированием удлиненного завитка (47, 49, 70, 79), причем диаметр первого отверстия определяют поршневым средством (14, 25, 44), вмещенным в отверстие (20, 60), при этом
в удлиненном завитке (47, 49, 70, 79) формируют ступеньку (48), а
цилиндрический корпус (2, 21, 36, 51, 63) частично радиально растягивают до первого свободного конца (6, 66) для формирования удлиненного и ступенчатого завитка (47, 49, 70, 79) в суженном участке (43) растянутого цилиндрического корпуса (2, 21, 36, 51, 63), при этом удлиненный и ступенчатый завиток (47, 49, 70, 79) лежит внутри внешней воображаемой огибающей боковой поверхности радиально растянутой части (51) цилиндрического корпуса.
2. Способ по п. 1, в котором второе отверстие цилиндрического корпуса (2, 21, 36, 51, 63) обеспечивают коническим раструбом (5) и выполняют радиальное растягивание растяжным средством через конический раструб (5) до свободного конца (6, 66) второго отверстия.
3. Способ по п. 1 или 2, в котором перед радиальным растягиванием цилиндрического корпуса (2, 21, 36, 51, 63) свободный конец (6) второго отверстия обеспечивают захватным фланцем (35) для зажатия зажимным средством цилиндрического корпуса (2, 21, 36, 51, 63) во время радиального растягивания.
4. Способ по п. 1, в котором во время образования удлиненного завитка (47, 49, 70, 79) в удлиненном завитке заключают средства (80) для переноски.
5. Способ по п. 1, в котором определенный диаметр отверстия (20) имеет стабильность размеров с пределом погрешности ±0,10 мм, предпочтительно ±0,05 мм, более предпочтительно ±0,03 мм.
6. Устройство для изготовления банки, преимущественно банки для краски или банки для пищевого продукта, в соответствии со способом по любому из пп. 1-5, содержащее поршневое средство (14, 25, 44), подлежащее размещению в первом отверстии (20) цилиндрического корпуса (2, 21, 36, 51, 63) для поддержания определенного диаметра отверстия (20, 60), по существу стабильного по размерам, и средство закручивания для формирования удлиненного завитка (47, 49, 70, 79) для закручивания радиально наружу и по оси вдоль цилиндрического корпуса (2, 21, 36, 51, 63) свободного конца первого отверстия (20) поршневым средством (14, 25, 44), введенным в отверстие (20, 60) и определяющим диаметр отверстия (20, 60),
средство для предварительного закручивания свободного конца первого отверстия (20) перед формированием удлиненного завитка (47, 49, 70, 79),
растяжное средство для частичного радиального растягивания цилиндрического корпуса (2, 21, 36, 51, 63) до первого свободного конца первого отверстия (20), и
средство (46) для формирования ступеньки (48) в удлиненном завитке (47, 49, 70, 79).
7. Устройство по п. 6, в котором поршневое средство (14, 25, 44) включено в растяжное средство.
8. Устройство по п. 6 или 7, содержащее средство (16) для образования конуса второго отверстия (60) цилиндрического корпуса (2, 21, 36, 51, 63).
9. Устройство по п. 6, содержащее средство для образования захватного фланца (35) на свободном конце (6) второго отверстия (60), и средство для зажатия цилиндрического корпуса (2, 21, 36, 51, 63) во время радиального растягивания.
10. Устройство по п. 6, содержащее средство для заключения средств для переноски в удлиненном завитке (47, 49, 70, 79).
11. Банка, преимущественно банка для краски, содержащая свободный конец (6, 66), обеспеченный удлиненным завитком (47, 49, 70, 79), снабженным предварительным завитком (7), который выполнен за одно целое с цилиндрическим корпусом (2, 21, 36, 51, 63) банки, и который определяет отверстие (20, 60) банки, по существу стабильное по размерам, причем удлиненный завиток (47, 49, 70, 79) выполнен со ступенькой (48) и лежит внутри наружной воображаемой огибающей боковой поверхности радиально растянутой части (51) цилиндрического корпуса, и крышку (55), у которой кольцевой участок (56) крышки опирается на удлиненный завиток (47, 49, 70, 79), причем завиток (57) крышки продолжается радиально над ступенькой (48).
12. Банка по п. 11, имеющая стабильность размеров с пределом погрешности ±0,10 мм, предпочтительно ±0,05 мм, более предпочтительно ±0,03 мм.
13. Корпус (2, 21, 36, 51, 63) банки, преимущественно банки для краски или банки для пищевого продукта, содержащий первое отверстие (20), имеющее суженный свободный конец (43), обеспеченный удлиненным завитком (47, 49, 70, 79), имеющим предварительный завиток (7), который выполнен за одно целое с цилиндрическим корпусом (2, 21, 36, 51, 63) банки и который определяет отверстие (20, 60) банки, по существу стабильное по размерам, причем удлиненный завиток (47, 49, 70, 79) выполнен со ступенькой (48) и лежит внутри наружной воображаемой огибающей боковой поверхности радиально растянутой части (51) цилиндрического корпуса.
| КОМПОЗИЦИОННЫЙ ПОЛИМЕРНЫЙ АНТИФРИКЦИОННЫЙ МАТЕРИАЛ НА ОСНОВЕ ПОЛИАМИДА | 2014 |
|
RU2559454C1 |
| БАНКА ДЛЯ ПРОДУКТОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2164887C1 |
| Способ изготовления корпусов банок многогранной формы и устройство для его осуществления | 1988 |
|
SU1625323A3 |
| US 2005250637 A1, 10.11.2005. | |||

