ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к производству металлических чашек и, в частности, (но без ограничения) к металлическим чашкам, пригодным для изготовления «двухкомпонентных» металлических контейнеров.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
US 4095544 (NATIONAL STEEL CORPORATION) 20/06/1978 подробно описывает известные процессы вытяжки и сглаживания для утончения стенки (DWI) и вытяжки и повторной вытяжки (DRD) для изготовления частей чашки для использования при изготовлении двухкомпонентных металлических контейнеров. (Следует отметить, что в США DWI, в качестве альтернативы, обычно называется D&I). Термин «двухкомпонентный» относится к i) части чашки и ii) крышке, которая затем будет закреплена на открытом конце части чашки для формирования контейнера.
В процессе DWI (D&I) (как показано на фиг.6-10 US 4095544) плоская (обычно) круглая заготовка, штампованная из рулона металлического листа, вытягивается через вытяжной штамп под действием пуансона для формирования неглубокой чашки первого этапа. Этот начальный этап вытяжки не приводит к преднамеренному утончению заготовки. После этого чашка, которая обычно установлена на торцевой поверхности установленного с небольшим зазором пуансона или плунжера, проталкивается через один или более кольцевых штампов для сглаживания стенки с целью осуществления уменьшения толщины боковой стенки чашки, таким образом, приводя к удлинению боковой стенки чашки. Сам по себе процесс утончения не будет приводить к какому-либо изменению номинального диаметра чашки первого этапа.
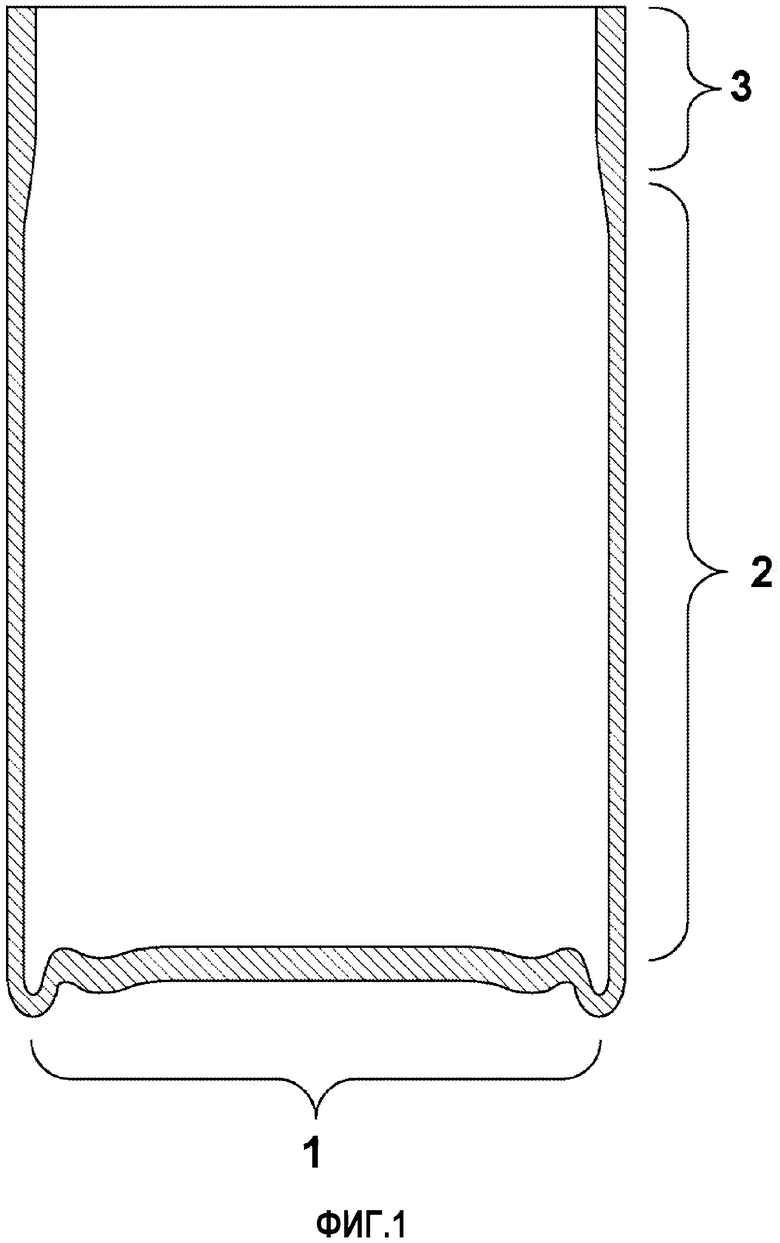
Фиг.1 показывает распределение металла в корпусе контейнера, полученного в результате известного процесса DWI (D&I). Фиг.1 является только иллюстративной и не предназначена соответствовать точно масштабу. Три области указаны на фиг.1:
- область 1 представляет собой не подвергнутый вытяжке с утонением материал основания. Он сохраняет ту же толщину, что и исходная толщина заготовки, т.е. он не подвергнут отдельным производственным операциям известного процесса DWI;
- область 2 представляет собой подвергнутую вытяжке с утонением среднюю часть боковой стенки. Ее толщина (и таким образом, степень необходимой вытяжки с утонением) определена параметрами, необходимыми для корпуса контейнера;
- область 3 представляет собой подверженную вытяжке с утонением верхнюю часть боковой стенки. Обычно, при изготовлении банок эта подверженная вытяжке с утонением верхняя часть составляет около 50-75% от исходной толщины.
В процессе DRD (как показано на фиг.1-5 US 4095544) тот же самый способ вытяжки используется для формирования чашки первого этапа. Однако вместо использования процесса сглаживания, чашка первого этапа затем подвергается одной или более операций повторной вытяжки, которые действуют для постепенного уменьшения диаметра чашки и, таким образом, удлиняют боковую стенку чашки. Подразумевается, что сами по себе наиболее известные операции повторной вытяжки не приводят к какому-либо изменению толщины материала чашки. Однако рассматривая пример корпусов контейнеров, изготовленных в результате обычного процесса DRD, фактически, имеется некоторое утолщение в верхней части готового корпуса контейнера (порядка 10% или более). Это утолщение является естественным результатом процесса повторной вытяжки и объясняется результатом сжимаемости материала при повторной вытяжке от чашки большого диаметра до чашки меньшего диаметра.
Следует отметить, что существуют альтернативные известные процессы DRD, которые достигают уменьшения толщины боковой стенки чашки за счет использования вытяжных штампов небольших или составных радиусов для утончения боковой стенки посредством растягивания на этапах вытяжки и повторной вытяжки.
В качестве альтернативы, сочетание вытяжки с утонением и повторной вытяжки может использоваться для чашки первого этапа, что, таким образом, уменьшает как диаметр чашки, так и толщину боковой стенки. Например, в области производства двухкомпонентных металлических контейнеров (банок) корпус контейнера обычно выполнен посредством вытяжки заготовки в чашку первого этапа и подвергания чашки ряду операций повторной вытяжки до получения корпуса контейнера заданного номинального диаметра с последующей вытяжкой с утонением боковой стенки для обеспечения заданной толщины и высоты боковой стенки.
Однако процессы DWI (D&I) и DRD, используемые в больших промышленных масштабах, имеют серьезное ограничение в том, что они не действуют для уменьшения толщины (и, следовательно, веса) материала в основании чашки. В частности, вытяжка не приводит к уменьшению толщины вытягиваемого изделия, а вытяжка с утонением действует только на боковые стенки чашки.
По существу, что касается известных процессов DWI (D&I) и DRD для изготовления чашек для двухкомпонентных контейнеров, толщина основания остается в целом неизменной по отношению к исходной толщине заготовки. Это может привести к более толстому основанию, чем требуется для целей производства.
В промышленности по производству металлической тары существует жесткая конкуренция, причем уменьшение веса является основной целью, поскольку это уменьшает затраты на транспортировку и сырье. В качестве примера, около 65% от затрат на изготовление обычного двухкомпонентного металлического пищевого контейнера составляет стоимость сырья.
Следовательно, существует необходимость в усовершенствованных облегченных металлических частях чашки с точки зрения стоимости. Следует отметить, что в данном документе термины «часть чашки» и «чашка» используются на равных основаниях.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Соответственно, в первом аспекте настоящего изобретения описан способ изготовления металлической чашки, причем способ включает в себя следующие операции:
i. операцию растяжки, осуществляемую на металлическом листе, причем операция включает в себя зажим кольцевой области на листе для образования окруженного участка, а также деформацию и растягивание всего или части окруженного участка для увеличения, таким образом, площади поверхности и уменьшения толщины окруженного участка, причем кольцевой зажим выполняют с возможностью ограничения или предотвращения потока металла из зажатой области в окруженный участок во время этой операции растяжки;
ii. операцию вытяжки для вытяжки металлического листа в чашку, имеющую боковую стенку и выполненную как одно целое основание, где основание содержит материал из растянутого и утонченного окруженного участка, причем операцию вытяжки выполняют с возможностью вытяжки и перемещения наружу материала растянутого и утонченного окруженного участка.
Способ настоящего изобретения имеет преимущество (над известными процессами) в достижении изготовления чашки, имеющей основание, которое тоньше исходной толщины металлического листа (т.е. до операции растяжки) без необходимости в потере или отходе материала. При применении в изготовлении двухкомпонентных контейнеров настоящее изобретение обеспечивает снижение затрат, которые составляют порядка несколько долларов на 1000 контейнеров относительно существующих способов изготовления.
Операция растяжки является важной для достижения изготовления чашки, имеющей основание, которое тоньше исходной толщины металлического листа. Увеличенная площадь поверхности окруженного участка, полученного в результате операции растяжки, обеспечивает «излишек материала». Этот «излишек материала» вытягивается и перемещается наружу во время последующей операции вытяжки.
Более предпочтительно, операция вытяжки выполняется таким образом, что материал растянутого и утонченного окруженного участка вытягивается и перемещается на боковую стенку, а не остается в основании. Это имеет преимущество в увеличении, как высоты боковой стенки, так и полного объема полученной чашки. Как указано в разделе описания «Предшествующий уровень техники», толщина боковой стенки является критической при влиянии на параметры чашки, используемой для корпуса контейнера (банки). Данный аспект настоящего изобретения имеет преимущество в обеспечении перемещения материала в рабочую критическую часть чашки (т.е. боковую стенку) при минимизации толщины и веса основания чашки.
Для обеспечения того, чтобы окруженный участок был растянут и утончен во время операции растяжки, металлический лист достаточно зажимается для ограничения или предотвращения потока металла из зажатой области в окруженный участок во время операции растяжки. Если сжимающие нагрузки являются недостаточными, материал из зажатой области (или с наружной стороны зажатой области) будет просто втягиваться в окруженный участок, а не подвергать окруженный участок утончению. Установлено, что растяжка и утончение могут по-прежнему происходить при обеспечении ограниченного количества потока материала из зажатой области (или с наружной стороны зажатой области) в окруженный участок, т.е. когда поток металла ограничен, а не полностью предотвращен. Последующее перемещение растянутого и утонченного материала наружу и на боковую стенку во время операции вытяжки лучше показано в вариантах осуществления настоящего изобретения, изображенных на прилагаемых чертежах (см. особенно фиг.12b, 13c и 13d).
Способ настоящего изобретения особенно пригоден для использования в изготовлении металлических контейнеров, причем полученная в результате чашка используется для корпуса контейнера. Полученная в результате чашка может быть сформирована в закрытый контейнер путем закрепления крышки на открытом конце чашки. Например, конец металлической банки может быть соединен швом с открытым концом полученной в результате чашки (см. фиг.16).
Способ настоящего изобретения пригоден для использования на чашках, которые являются как круглыми, так и некруглыми на виде сверху. Однако он лучше подходит к круглым чашкам.
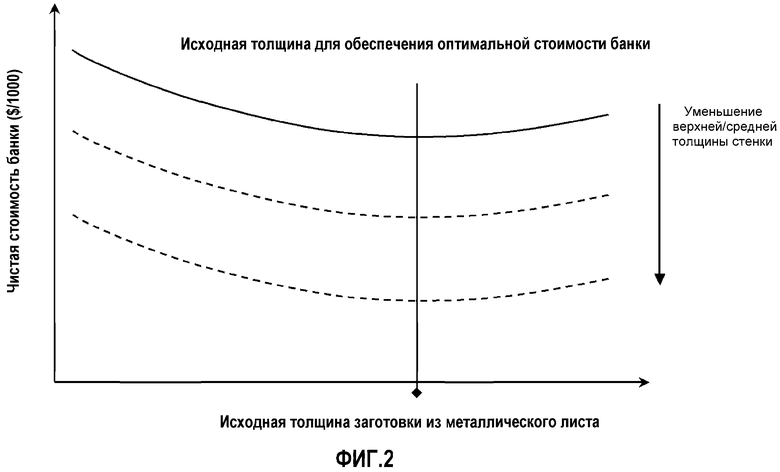
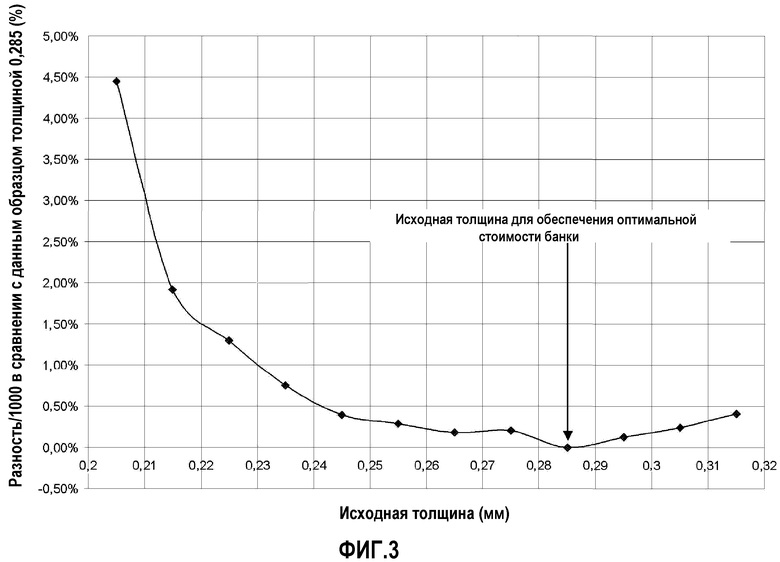
Один способ минимизации количества материала в основании частей чашки, полученных при помощи известных процессов DWI и DRD, должен бы использовать заготовку с меньшей исходной толщиной. Однако стоимость луженого листового железа за тонну увеличивается при уменьшении толщины. Это увеличение объясняется дополнительными затратами на прокатку, очистку и лужение более тонкой стали. Также принимая во внимание использование материала во время изготовления двухкомпонентного контейнера, изменение общей стоимости при изготовлении контейнера в зависимости от исходной толщины материала показано на графике, изображенном на фиг.2. Этот график показывает, что с точки зрения затрат выбор материала с наименьшей исходной толщиной необязательно уменьшает затраты. По существу, имеется самая дешевая толщина материала для любого контейнера с заданной толщиной боковой стенки. График также показывает эффект уменьшения толщины верхней и средней частей стенки контейнера при снижении кривой затрат. Фиг.3 показывает тот же график на основании действительных данных для луженого листового железа, поставляемого Великобританией, типа, обычно используемого при изготовлении банок. Для материала, изображенного на фиг.3, 0,285 мм представляет оптимальную толщину с учетом затрат, причем использование материала меньшей исходной толщины увеличивает общие затраты на изготовление банки. График на фиг.3 показывает процентное увеличение общих затрат на 1000 банок при отклонении от оптимальной исходной толщины 0,285 мм.
Готовая чашка настоящего изобретения имеет преимущества в более тонком (и, следовательно, более легком) основании. Кроме того, в зависимости от используемой операции вытяжки, материал, перемещенный наружу с растянутого и утонченного окруженного участка, может способствовать максимизации высоты боковой стенки. Таким образом, настоящее изобретение обеспечивает увеличенный полный объем чашки для заданного количества металла относительно известных способов изготовления частей чашки для двухкомпонентных контейнеров. Кроме того, затраты на изготовление каждого контейнера (на основании стоимости за тонну или единичный объем) уменьшены, поскольку настоящее изобретение обеспечивает использование материала с большей исходной толщиной для металлического листа, используемого для формирования чашки.
Под зажимом «кольцевой области» подразумевают то, что металлический лист зажат или непрерывно или с интервалами по окружности.
Обычно используется зажимное средство, содержащее зажимной элемент в виде кольца с хорошо отполированной поверхностью для зажима для прижима к кольцевой области металлического листа. Однако установлено, что уменьшенные сжимающие нагрузки возможны для обеспечения того же эффекта растягивания при использовании зажимного элемента с поверхностью для зажима, которая является текстурированной. Текстурирование влияет на шероховатость поверхности для зажима и, таким образом, увеличение эффекта захвата зажимного элемента с кольцевой областью металлического листа для заданной сжимающей нагрузки. Следовательно, текстурированный зажимной элемент способен лучше ограничивать или предотвращать поток металла из зажатой области во время операции растяжки. В качестве примера придание шероховатости поверхности для зажима осуществлялось посредством подвергания изначально гладкой поверхности для зажима электроимпульсной обработки (EDM), которая эродирует поверхность для зажима для образования с мелкими углублениями шероховатой поверхности.
В одном варианте зажим может быть обычно достигнут путем зажима противоположных поверхностей металлического листа между соответствующими противоположными первым и вторым зажимными элементами, причем каждый из первого и второго зажимных элементов имеет поверхность для зажима без геометрических неоднородностей. Например, первый и второй зажимные элементы могут обычно иметь полностью плоские гладкие поверхности для зажима. Однако установлено, что введение геометрических неоднородностей на противоположных поверхностях для зажима первого и второго зажимных элементов обеспечивает улучшенный зажим с уменьшенным нежелательным проскальзыванием или вытягиванием материала во время операции растяжки. Это имеет преимущества в уменьшении сжимающих нагрузок, необходимых во время операции растяжки для достижения заданной степени растягивания. Под «геометрическими неоднородностями» подразумевают структурные признаки на соответствующих поверхностях для зажима первого и второго зажимных элементов, которые при использовании зажимных элементов для зажима противоположных поверхностей металлического листа оказывают влияние на металлический лист, вызывая нарушение потока металла между зажимными элементами при приложении сжимающей нагрузки.
В одном варианте геометрические неоднородности могут быть обеспечены путем образования поверхности первого зажимного элемента с одним или более выступами, ребрами или уступами, которые при использовании поджимают металл зажатой кольцевой области внутри соответствующих одного или более элементов рельефа, расположенных на поверхности второго зажимного элемента. Элементы рельефа обычно образованы в виде вырезов или выемок на поверхности для зажима, имея форму и размер для вмещения соответствующих одного или более выступов, ребер или уступов. При использовании первый и второй зажимные элементы будут зажимать противоположные поверхности металлического листа, причем действием одного или более выступов, ребер или уступов и соответствующих одного или более элементов рельефа является нарушение потока металлического листа между первым и вторым зажимными элементами при приложении растягивающей нагрузки. Это нарушение потока металла обеспечивает возможность улучшенного зажимного действия для заданной сжимающей нагрузки относительно только зажима металлического листа между первым и вторым зажимными элементами, имеющими полностью гладкие поверхности для зажима. Было установлено, что преимуществом является наличие достаточного зазора между одним или более выступов/ребер/уступов и соответствующими одним или более элементами рельефа для предотвращения образования закатов или выдавливания, так как это способствует минимизации образования слабых мест, которые будут уязвимыми для разрыва во время последующей операции вытяжки (или последующей операции вытяжки с утонением). Значительные уменьшения сжимающих нагрузок, необходимых для заданной степени растяжки, были видны, когда первый и второй зажимные элементы были выполнены таким образом, что при использовании один или более выступов/ребер/уступов поджимали металл зажатой кольцевой области, чтобы быть полностью закрытыми соответствующим элементом (элементами) рельефа и вставленными внутри него (них). Пример этой зажимной конфигурации проиллюстрирован в описании вариантов осуществления настоящего изобретения (см. вариант осуществления, проиллюстрированный на фиг.7a).
Хотя вышеописанный абзац относится к одному или более выступам/ребрам/уступам, расположенным на поверхности первого зажимного элемента, и соответствующим одному или более элементам рельефа, расположенным на поверхности второго зажимного элемента, настоящее изобретение не ограничивается этим. В частности, один или более выступов/ребер/уступов могут, в качестве альтернативы, быть расположены на поверхности второго зажимного элемента и соответствующие один или более элементов рельефа могут быть расположены на поверхности первого зажимного элемента. В качестве другой альтернативы, каждая из поверхностей первого и второго зажимных элементов может содержать сочетание выступов/ребер/уступов и соответствующих элементов рельефа. Однако представляется, что обеспечение единичного выступа/ребра/уступа и соответствующего единичного элемента рельефа на поверхности для зажима соответствующих зажимных элементов может достичь значительных уменьшений сжимающей нагрузки, необходимой для заданной степени растяжки (см. варианты осуществления, проиллюстрированные на фиг.6a и 7a). Как указано в вышеупомянутом абзаце, значительные уменьшения сжимающей нагрузки были видны, когда первый и второй зажимные элементы были выполнены таким образом, что при использовании, выступ/ребро/уступ, образованный на поверхности для зажима первого или второго зажимного элемента, поджимает металл зажатой кольцевой области, чтобы она была полностью окруженной соответствующим элементом рельефа и помещенной внутри него на поверхности для зажима второго или первого зажимного элемента (см. таблицу 1 в описании вариантов осуществления настоящего изобретения).
Следует отметить, что первый и второй зажимные элементы не обязательно должны быть непрерывными. Например, сегментные инструменты могут использоваться для каждого или одного из первого и второго зажимных элементов. Иными словами, каждый или один из зажимных элементов может сам содержать два или более отдельных участков для зажима, причем каждый при использовании действует на отдельной площади металлического листа.
Предпочтительно, операция растяжки включает в себя обеспечение «растяжного» пуансона и перемещение каждого или обоих из «растяжного» пуансона и металлического листа друг к другу, так что «растяжной» пуансон деформирует и вытягивает весь или часть окруженного участка.
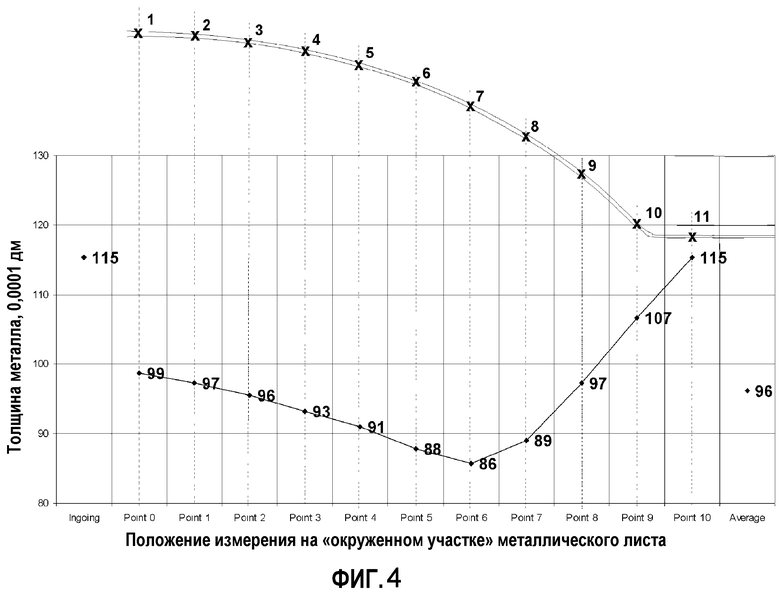
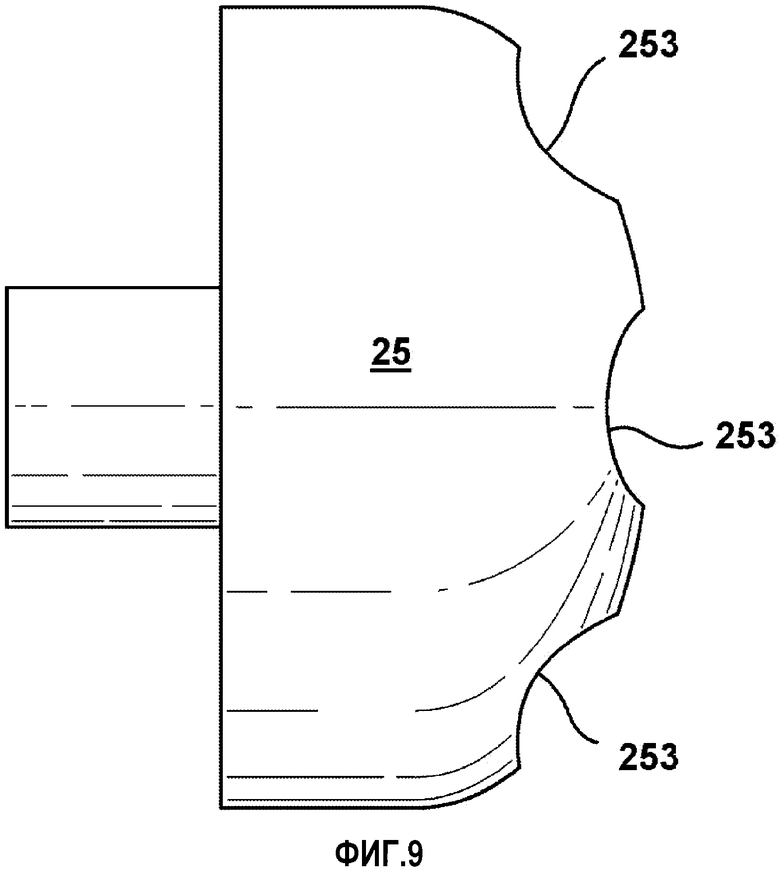
В своем самом простом варианте «растяжной» пуансон представляет собой единичный пуансон с торцевой поверхностью, которая при поджимании в контакт с металлическим листом как деформирует, так и вытягивает весь или часть окруженного участка. Предпочтительно, торцевая поверхность «растяжного» пуансона имеет неплоский профиль, причем каждый или оба из «растяжного» пуансона и металлического листа перемещаются друг к другу, так что «растяжной» пуансон деформирует и вытягивает весь или часть окруженного участка в соответствующий неплоский профиль. Обычно торцевая поверхность будет иметь куполообразный или частично сферический профиль, которая при использовании выполняет функцию растяжки и деформации всего или части окруженного участка в соответственно куполообразный или частично сферический профиль. В качестве примера фиг.4 показывает измерение толщины части металлического листа после операции растяжки, выполняемой на окруженном участке листа при помощи единичного «растяжного» пуансона, имеющего торцевую поверхность с куполообразным профилем. Лист имел исходную толщину 0,0115 дюйма (0,29 мм), причем минимальная толщина окруженного участка после операции растяжки составляла 0,0086 дюйма (0,22 мм), обеспечивая 25% максимальное уменьшение толщины относительно исходной толщины листа. В изображенном примере степень утончения, получающегося в результате операции растяжки, была неравномерной по всему диаметру, образованному пуансоном. Было установлено, что изменение профиля торцевой поверхности пуансона влияет на кривую изменения толщины окруженного участка и, в частности, местоположение максимального утончения. В качестве примера в вертикальном разрезе торцевая поверхность пуансона может иметь составные радиусы или овал в профиле. Для обеспечения достижения разных уровней утончения по всему окруженному участку, «растяжной» пуансон, предпочтительно, содержит торцевую поверхность, имеющую один или более элементов рельефа. Например, торцевая поверхность может включать в себя одну или более выемок или вырезов (см. фиг.9).
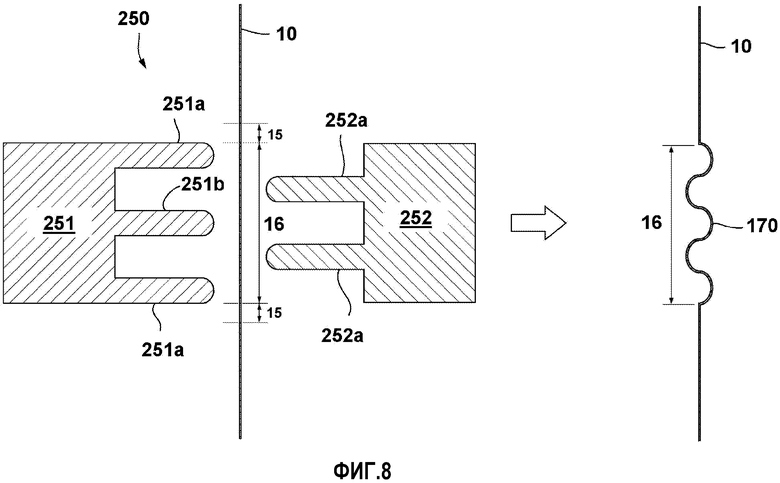
В качестве альтернативы наличию единичного пуансона, «растяжной» пуансон вместо этого может содержать узел пуансонов, причем узел содержит первую группу из одного или более пуансонов, расположенную напротив одной поверхности окруженного участка, и вторую группу из одного или более пуансонов, расположенную напротив противоположной поверхности окруженного участка, причем операция растяжки включает в себя перемещение каждой или обеих из первой и второй групп друг к другу для деформации и растяжки всего или части окруженного участка. Такой узел пуансона может, например, обеспечивать деформацию окруженного участка в волнистый профиль, который может обеспечивать более равномерную растяжку окруженного участка, чем растяжка, показанная на фиг.5a и 5b (см. пример, изображенный на фиг.8).
В качестве другой альтернативы использования или единичного пуансона или узла пуансонов, операция растяжки вместо этого может быть осуществлена за счет быстрого вращения. Например, быстрое вращение может включать в себя использование профильный инструмента, который установлен с возможностью вращения и/или поворота, причем инструмент и окруженный участок металлического листа приводятся в контакт друг с другом, и каждый или оба из профильного инструмента и металлического листа вращаются и/или поворачиваются относительно друг друга, так что профильный инструмент постепенно осуществляет фасонную обработку и вытягивает окруженный участок.
«Металлический лист», используемый в операции растяжки, может иметь множество форм. Обычно, перед началом операции растяжки заготовку вырезают из большего участка металлического листа, причем заготовка пригодна для формирования в чашку. В этом случае для цели настоящего изобретения заготовка должна быть «металлическим листом». В качестве альтернативы, операция растяжки должна осуществляться на таком большем участке металлического листа, причем заготовку вырезают из металлического листа после растяжки. В данном альтернативном случае для цели настоящего изобретения больший участок металлического листа должен быть «металлическим листом».
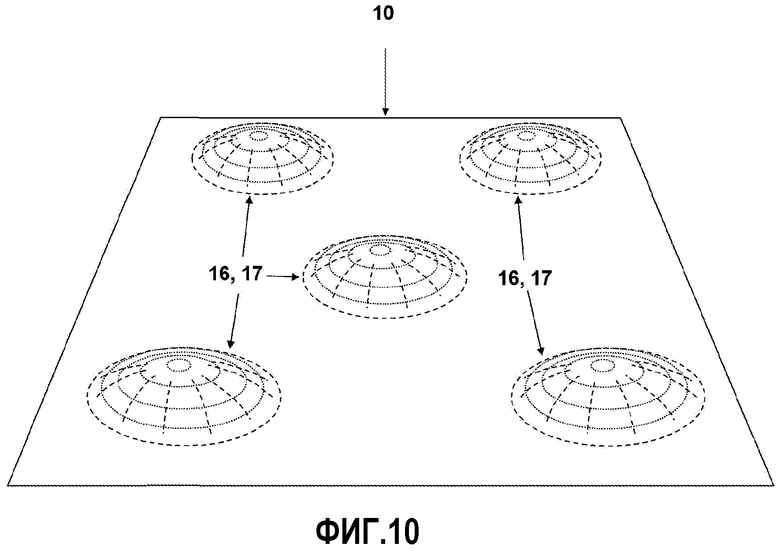
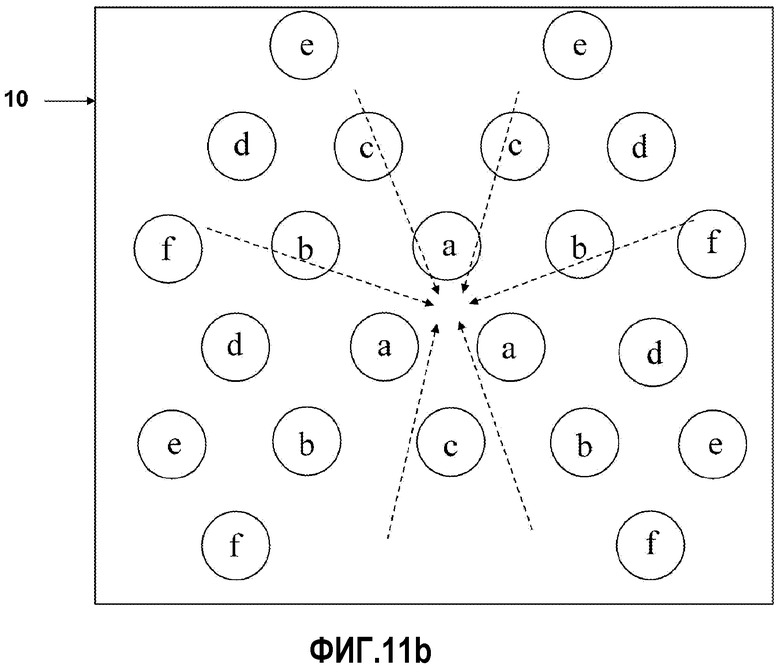
Обычно операция растяжки осуществляется на множестве окруженных участков, отделенных друг от друга и расположенных на площади металлического листа (см., например, фиг.10). Отдельные заготовки затем будут вырезать из растянутого металлического листа для последующей вытяжки для формирования соответствующих чашек. Для максимизации производительности два или более окруженных участка растягивают одновременно. Эта одновременная растяжка обычно может быть обеспечена посредством использования соответствующего количества «растяжных» пуансонов, расположенных на расстоянии друг от друга, и где каждый имеет куполообразную торцевую поверхность, перемещения каждого или обоих из каждого «растяжного» пуансона и металлического листа друг к другу, так что каждый «растяжной» пуансон деформирует и растягивает свой соответствующий окруженный участок. Таким образом, данный процесс будет приводить к появлению металлического листа, имеющего ряд отдельных растянутых углублений. Однако существует компромисс между преимуществами производительности в результате максимизации количества окруженных участков, одновременно растянутых на заданном участке металлического листа, и полученными максимальными нагрузками, приложенными к используемому инструменту, где металлический лист должен быть выполнен, скажем, с семью или более окруженными участками, предпочтительно, чтобы не все окруженные участки одновременно подвергались растяжке. Вместо этого, предпочтительно, чтобы одновременная растяжка окруженных участков осуществлялась в шахматном порядке для уменьшения максимальных нагрузок, испытываемых используемым инструментом. Например, обычно растяжка будет происходить радиально внутрь или наружу (как показано на фиг.11a и 11b).
Операция вытяжки, осуществляемая на растянутой чашке, может включать в себя только один этап вытяжки, или вместо этого включать в себя начальный этап вытяжки и один или более последующих этапов повторной вытяжки. Один этап или начальный этап вытяжки будет формировать профиль чашки, причем последующие этапы повторной вытяжки осуществляют поэтапное уменьшение диаметра чашки и увеличивают высоту боковой стенки. Операция вытяжки обычно осуществляется посредством вытяжки растянутого металлического листа с помощью одного или ряда вытяжных штампов для вытяжки и перемещения наружу материала растянутого и утонченного окруженного участка, предпочтительно, на боковую стенку. Остается ли растянутый и утонченный материал окруженного участка полностью в основании или перемещается на боковую стенку, результатом, по-прежнему должно быть получение чашки, имеющей основание с толщиной, меньшей исходной толщины металлического листа.
Рассматривая пример, в котором операция растяжки была осуществлена с использованием пуансона, имеющего торцевую поверхность с куполообразным профилем, для растяжки и утончения окруженного участка в соответствующую куполообразную форму, результатом операции вытяжки (если состоит из одного или множества этапов вытяжки) должно быть уменьшение высоты «купола», так как материал окруженного участка постепенно выталкивается и перемещается наружу. Операция вытяжки может быть достаточной для по существу выравнивания растянутого и утонченного куполообразного окруженного участка. Однако это не является требованием настоящего изобретения. Например, в случае чашек, предназначенных для использования в качестве контейнеров для газированных напитков (или других продуктов, находящихся под большим давлением), такие контейнеры обычно имеют основание, которое имеет форму купола, направленного внутрь с целью сопротивления повышению давления продукта. Когда чашка настоящего изобретения предназначена для использования в качестве такого контейнера, может быть предпочтительным удержание части «купола», полученного в результате операции растяжки. Это удержание купола в основании чашки может быть сделано при использовании втулки, вставки или эквивалентного средства, расположенного рядом с окруженным участком во время операции вытяжки, причем втулка или вставка действуют, чтобы ограничить выпрямление купола во время операции вытяжки. Когда чашка также подвергается операции вытяжки с утонением, и необходимо удерживать часть «купола», может быть необходимым также использование втулки, вставки или эквивалентного средства для предотвращения противонатяжения, возникающего в результате операции вытяжки с утонением, выпрямляющей купол. В качестве альтернативы или дополнительно, вероятно, что чашка будет подвергаться последующей операции повторного формирования для образования куполообразного основания чашки с заданным готовым профилем, необходимым для сопротивления давлению в банке.
Устройства различных видов могут использоваться для осуществления операции вытяжки. Этапы операции вытяжки будут обычно включать в себя первый зажим с возможностью скольжения металлического листа (или позднее сформированной чашки) в местоположении между «вытяжным» штампом и «растяжным» пуансоном, причем «растяжной» пуансон выполнен с возможностью перемещения через «растяжной» штамп для осуществления вытягивания. Начальный этап вытяжки для формирования профиля в форме чашки может обычно осуществляться на обычном прессе для глубокой вытяжки. Любые последующие этапы повторной вытяжки для чашки могут обычно выполняться с использованием корпусообразующей машины/пресса, содержащих один или ряд штампов для повторной вытяжки. Однако операция вытяжки не ограничивается использованием обычного «вытяжного» пуансона/«вытяжного» штампа. Например, операция вытяжки может включать в себя дутьевое формование с использованием сжатого воздуха/газа или жидкостей для вытяжки металлического листа на «вытяжном» штампе или в литейной форме. По существу, операция вытяжки (состоящая ли из одного или множества этапов) включает в себя любое средство приложения усилия вытяжки.
Под «зажимом с возможностью скольжения» подразумевают то, что сжимающая нагрузка во время вытяжки выбирается, чтобы обеспечить скольжение металлического листа независимо от того, какое зажимное средство используется (например, вытяжное кольцо) в ответ на деформирующее действие вытяжного штампа на металлический лист. Назначением этого зажима с возможностью скольжения является предотвращение или ограничение сморщивания материала во время вытяжки.
Второй аспект настоящего изобретения относится к устройству для осуществления способа настоящего изобретения. Некоторые признаки такого устройства были уже описаны выше. Однако для полноты картины пункты формулы изобретения, относящиеся к устройству, кратко описаны ниже. Термин «устройство» включает в себя не только одну часть установки, но также включает в себя ряд отдельных частей установки, которые в совокупности могут осуществлять заявленный способ настоящего изобретения (например, подобно сборочной линии автозавода с последовательными операциями, осуществляемыми разными частями установки).
В соответствии со вторым аспектом настоящего изобретения описано устройство для изготовления металлической чашки, причем устройство содержит:
зажимное средство для зажима металлического листа во время операции растяжки, причем зажимное средство выполнено с возможностью зажима кольцевой области на листе для образования окруженного участка;
растяжной инструмент, выполненный с возможностью деформации и растяжки всего или части окруженного участка во время операции растяжки для увеличения, таким образом, площади поверхности и уменьшения толщины окруженного участка, причем зажимное средство дополнительно выполнено с возможностью ограничения или предотвращения потока металла из зажатой области в окруженный участок во время этой операции растяжки; и
средство для вытяжки металлического листа в чашку, имеющую боковую стенку и выполненное как одно целое основание, где основание содержит материал из растянутого и утонченного окруженного участка, причем средство для вытяжки выполнено с возможностью вытяжки и перемещения наружу материала растянутого и утонченного окруженного участка во время операции вытяжки.
В идеальном случае для максимизации объема чашки на единицу массы материала (т.е. использования сырья), средство для вытяжки дополнительно выполнено с возможностью вытягивания и перемещения материала растянутого и утонченного окруженного участка на боковую стенку.
Зажимное средство может содержать зажимной элемент в виде непрерывной кольцевой втулки. В качестве альтернативы, оно может представлять собой ряд отдельных зажимных элементов, распределенных по окружности для воздействия на металлический лист.
Зажимное средство предпочтительно содержит первый зажимной элемент и второй зажимной элемент, причем первый и второй зажимные элементы выполнены с возможностью зажима противоположных поверхностей металлического листа. Соответствующие поверхности для зажима могут иметь признаки, описанные в вышеприведенных абзацах, относящихся к способу настоящего изобретения, т.е. каждая поверхность для зажима не имеет геометрические неоднородности, или предпочтительно каждая поверхность для зажима имеет геометрические неоднородности для обеспечения преимущества в уменьшенной сжимающей нагрузке для заданной степени растяжки.
Предпочтительно, растяжной инструмент содержит «растяжной» пуансон, причем устройство выполнено с возможностью перемещения каждого или обоих из «растяжного» пуансона и металлического листа друг к другу, так что при использовании «растяжной» пуансон деформирует и растягивает весь или часть окруженного участка. Как указано в описании способа настоящего изобретения, «растяжным» пуансоном может быть просто единичный пуансон, имеющий торцевую поверхность, которая при использовании поджимается к окруженному участку металлического листа для осуществления операции растяжки. Испытания были проведены с использованием единичного пуансона в качестве «растяжного» пуансона, причем торцевая поверхность единичного пуансона имеет куполообразный или, обычно частично сферический профиль, который при использовании растягивает окруженный участок в соответствующий куполообразный или частично сферический профиль. В качестве альтернативы, в вертикальном разрезе торцевая поверхность пуансона может иметь составные радиусы или иметь овальный профиль. Для обеспечения достижения разных степеней утончения по всему окруженному участку «растяжной» пуансон может предпочтительно содержать торцевую поверхность, имеющую один или более элементов рельефа. Например, торцевая поверхность может включать в себя одну или более выемок или вырезов (см. фиг.9).
В альтернативном варианте осуществления «растяжной» пуансон содержит узел пуансонов, причем узел содержит первую группу из одного или более пуансонов, расположенную напротив одной поверхности окруженного участка, и вторую группу из одного или более пуансонов, расположенную напротив противоположной поверхности окруженного участка, причем первая и вторая группы могут перемещаться друг к другу при использовании для деформации и растягивания всего или части окруженного участка.
Как изложено в описании способа настоящего изобретения, операция вытяжки обычно осуществляется посредством вытяжки чашки с помощью одного или ряда вытяжных штампов для перемещения материала наружу из растянутого и утонченного окруженного участка, предпочтительно, на боковую стенку. Средство для вытяжки предпочтительно содержит вытяжной пуансон (или ряд пуансонов) и соответствующий вытяжной штамп (штампы).
Кроме того, предпочтительно, устройство дополнительно содержит один или ряд протяжных штампов, как для уменьшения толщины, так и увеличения высоты боковой стенки в операции вытяжки с утонением.
Способ и устройство настоящего изобретения не ограничиваются конкретным металлом. Они особенно пригодны для использования с металлами, обычно используемыми в процессах DWI (D&I) и DRD. Кроме того, не существует ограничения для конечного использования чашки, которая получается в результате использования способа и устройства настоящего изобретения. Без ограничения чашки могут использоваться при изготовлении любого типа контейнера для пищевого продукта, напитка или чего-нибудь еще. Однако настоящее изобретение является особенно выгодным для использования при изготовлении контейнеров для пищевого продукта, особенно, в отношении экономии затрат, которые могут быть сделаны относительно известных способов изготовления.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг.1 - вид сбоку корпуса контейнера известного уровня техники, полученного в результате известного процесса DWI. Он показывает распределение материала в областях основания и боковой стенки корпуса контейнера;
фиг.2 - график, показывающий в общих чертах, как общая стоимость изготовления обычного двухкомпонентного металлического контейнера изменяется в зависимости от исходной толщины листового металла. График показывает, как уменьшение толщины области боковой стенки (например, посредством вытяжки с утонением) влияет на снижение общей стоимости;
фиг.3 - график, соответствующий фиг.2, но основан на действительных данных о цене на луженное листовое железо, поставляемое Великобританией;
Варианты осуществления настоящего изобретения проиллюстрированы на нижеследующих чертежах со ссылкой на сопроводительное описание:
фиг.4 - графическое представление изменения толщины «окруженного участка» металлического листа, который был подвергнут операции растяжки с использованием «растяжного» пуансона, имеющего торцевую поверхность с куполообразным профилем;
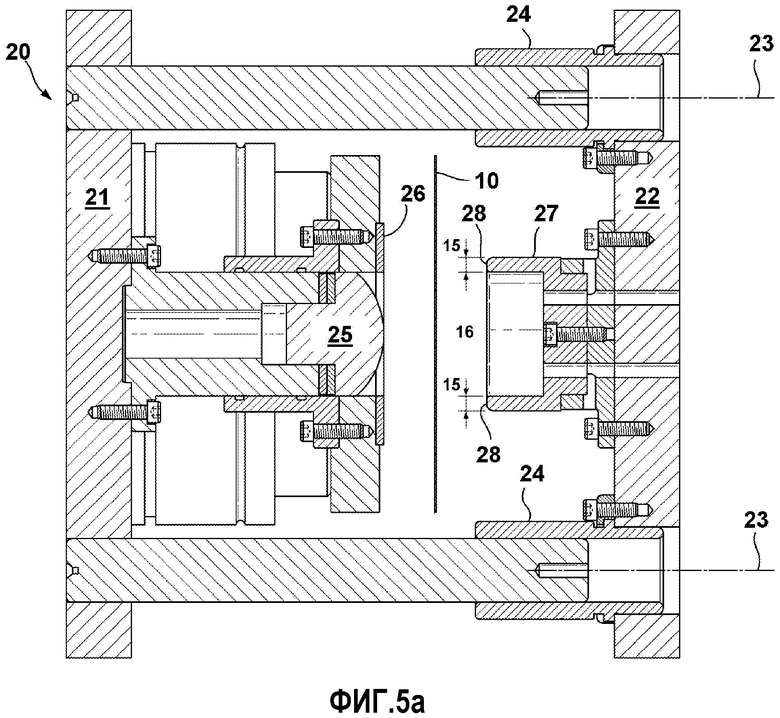
фиг.5a - вид сбоку растяжного кольца, используемого для осуществления операции растяжки, настоящего изобретения. Чертеж изображает растяжное кольцо до начала операции растяжки;
фиг.5b изображает растяжное кольцо согласно фиг.5a, но после завершения операции растяжки;
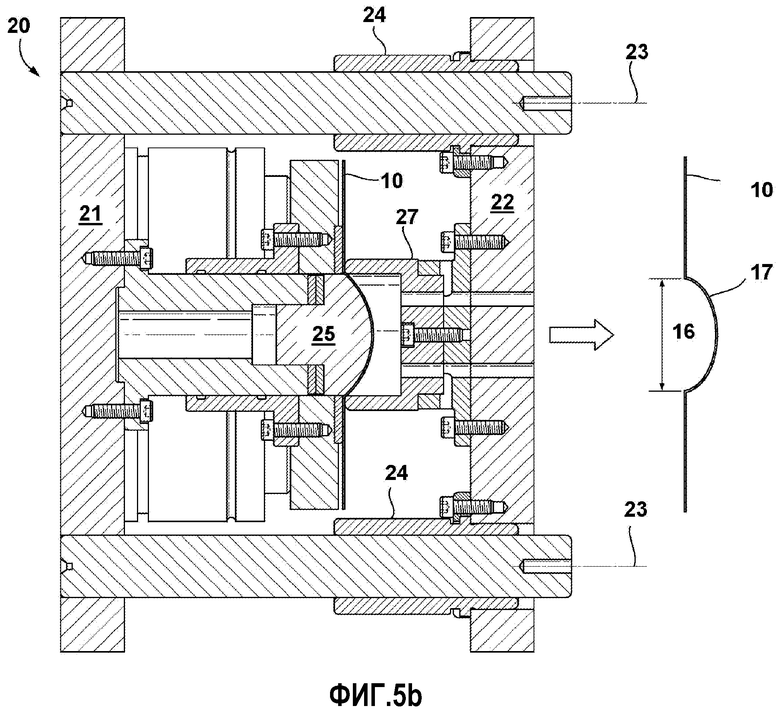
фиг.6a - вид в разрезе первого варианта осуществления зажимного средства, используемого для зажима металлического листа во время операции растяжки;
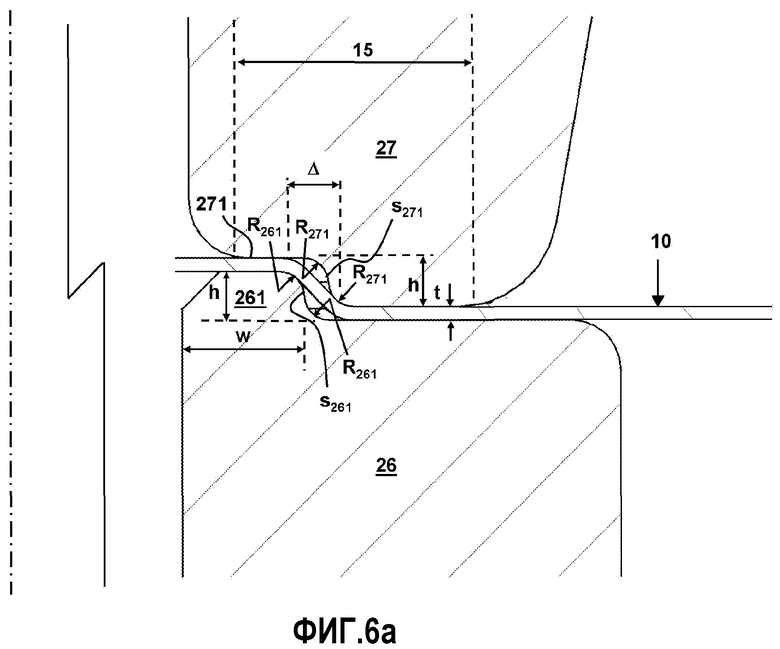
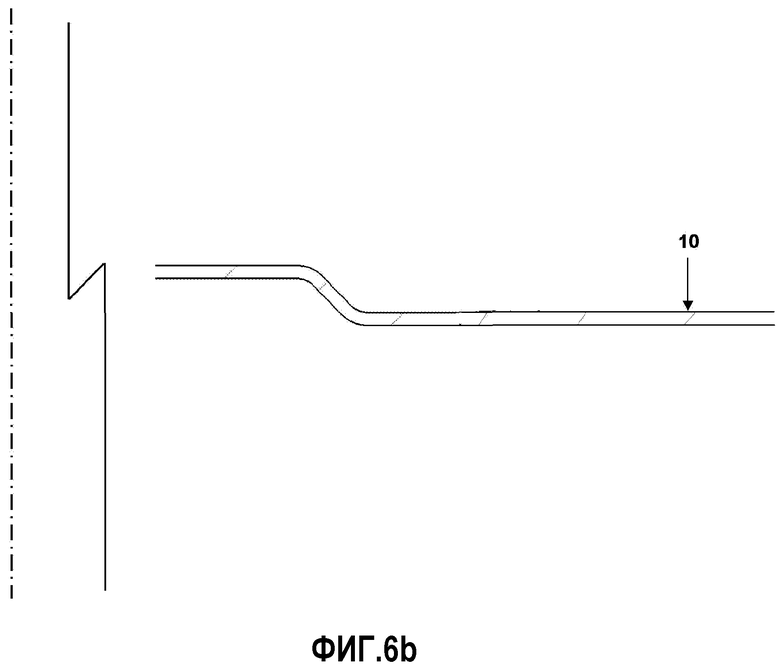
фиг.6b - вид в разрезе части металлического листа, полученного в результате использования зажимного средства, изображенного на фиг.6a;
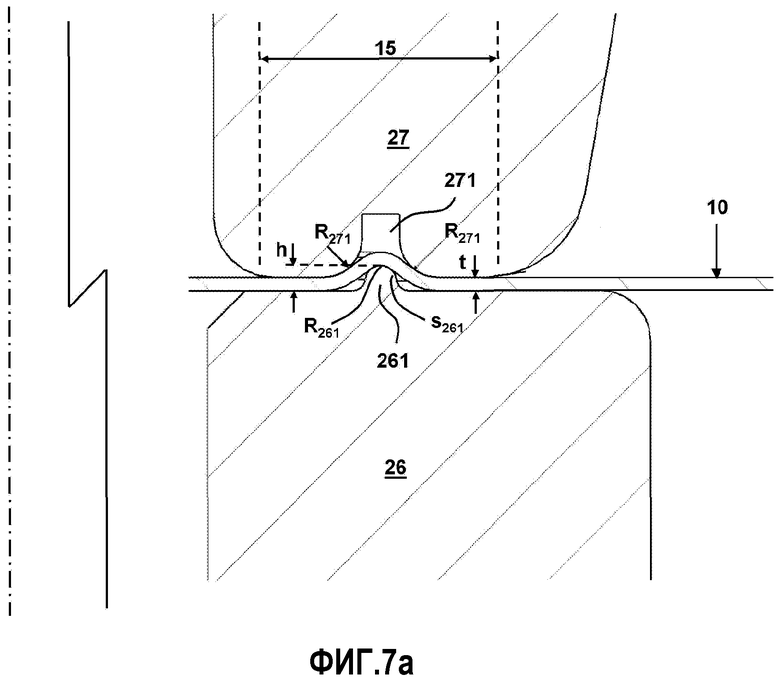
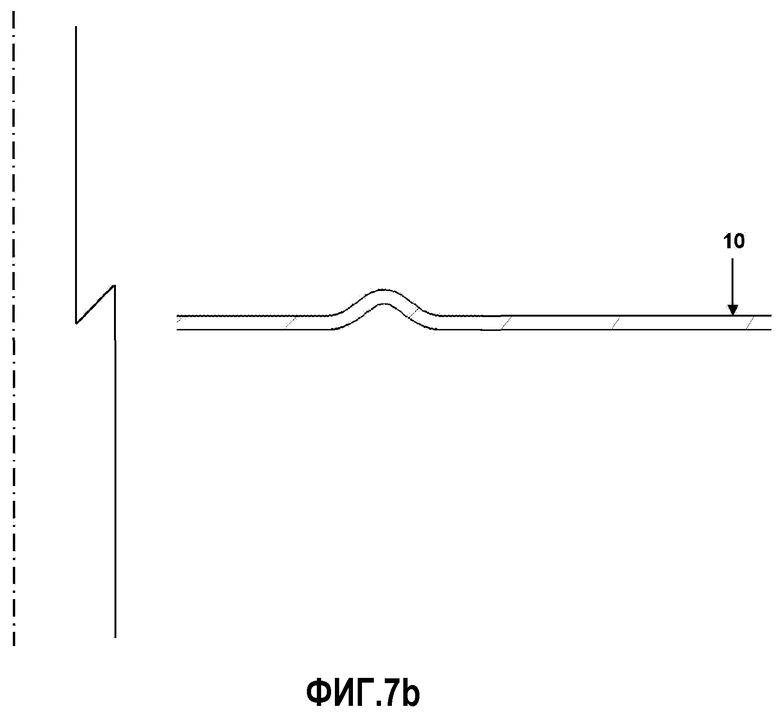
фиг.7a - вид в разрезе второго варианта осуществления зажимного средства, используемого для зажима металлического листа во время операции растяжки;
фиг.7b - вид в разрезе части металлического листа, полученного в результате использования зажимного средства, изображенного на фиг.7a;
фиг.8 изображает вариант растяжного пуансона, альтернативный варианту, изображенному на фиг.5a и 5b;
фиг.9 изображает другой вариант растяжного пуансона, альтернативный варианту, изображенному на фиг.5a и 5b, где торцевая поверхность растяжного пуансона включает в себя различные элементы рельефа;
фиг.10 изображает участок металлического листа, на котором операция растяжки настоящего изобретения была осуществлена на множестве «окруженных участков», отделенных друг от друга и расположенных на площади металлического листа;
фиг.11a и 11b показывают, как при осуществлении операции растяжки для получения растянутого листа, изображенного на фиг.10, любая одновременная растяжка двух или более окруженных участков может осуществляться в шахматном порядке для уменьшения нагрузок, приложенных к используемым инструментам;
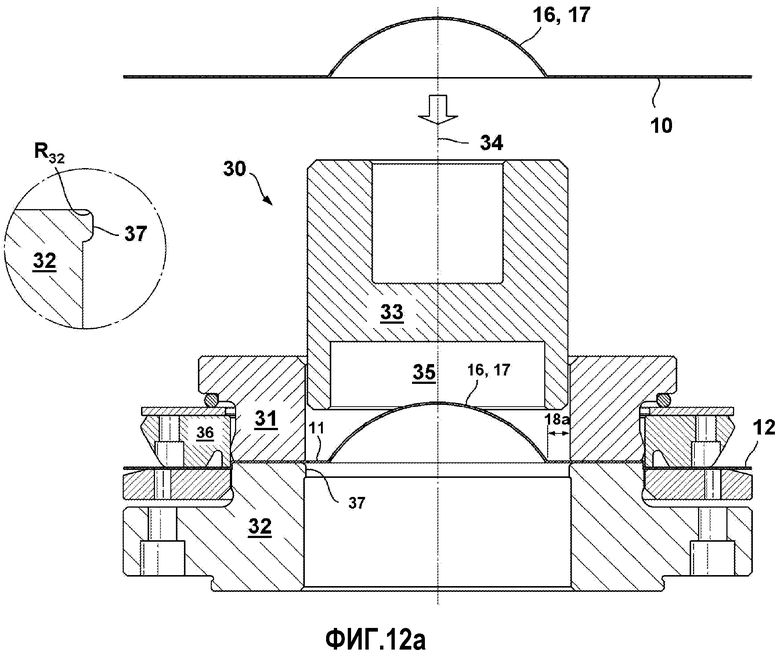
фиг.12a - вид сбоку инструментов пресса для глубокой вытяжки, используемого для осуществления начального этапа вытяжки в операции вытяжки для формирования чашки из растянутого металлического листа. Чертеж изображает инструменты до начала этого начального этапа вытяжки;
фиг.12b соответствует фиг.12a, но после завершения начального этапа вытяжки;
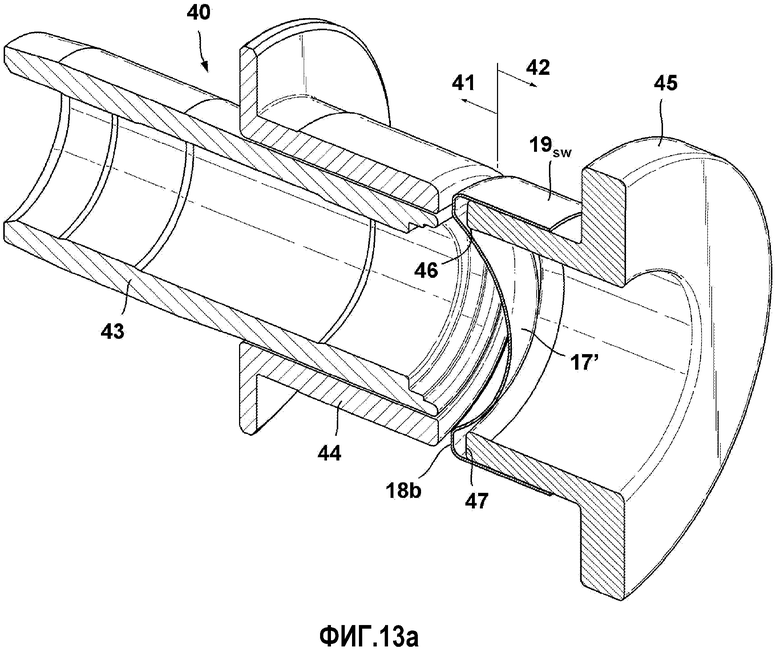
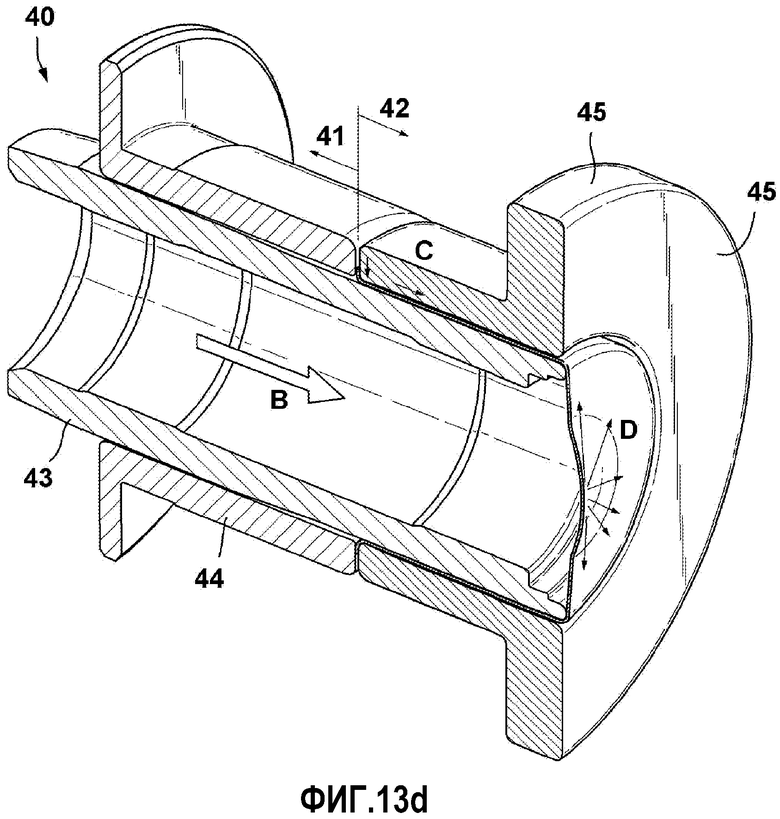
фиг.13a-d - перспективные виды узла корпусообразующей машины, используемого для повторной вытяжки чашки на этапе повторной вытяжки в операции вытяжки. Чертеж показывает работу корпусообразующей машины от начала до конца этапа повторной вытяжки;
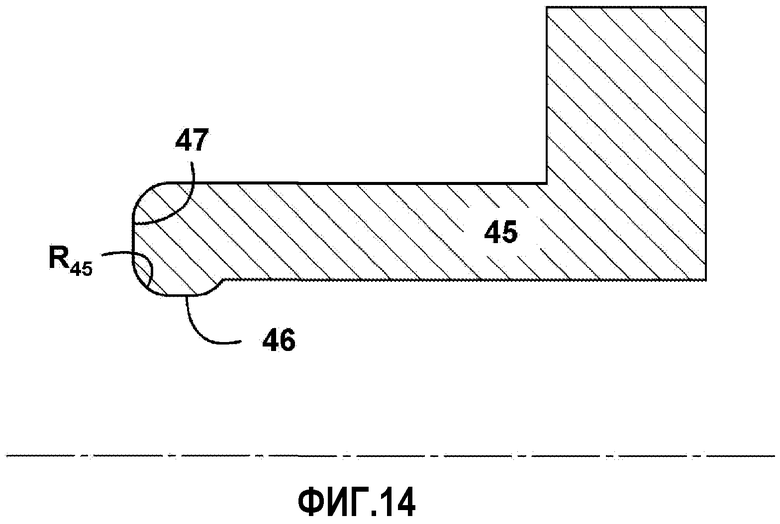
фиг.14 - подробный вид штампа для повторной вытяжки в узле корпусообразующей машины согласно фиг.13a-d;
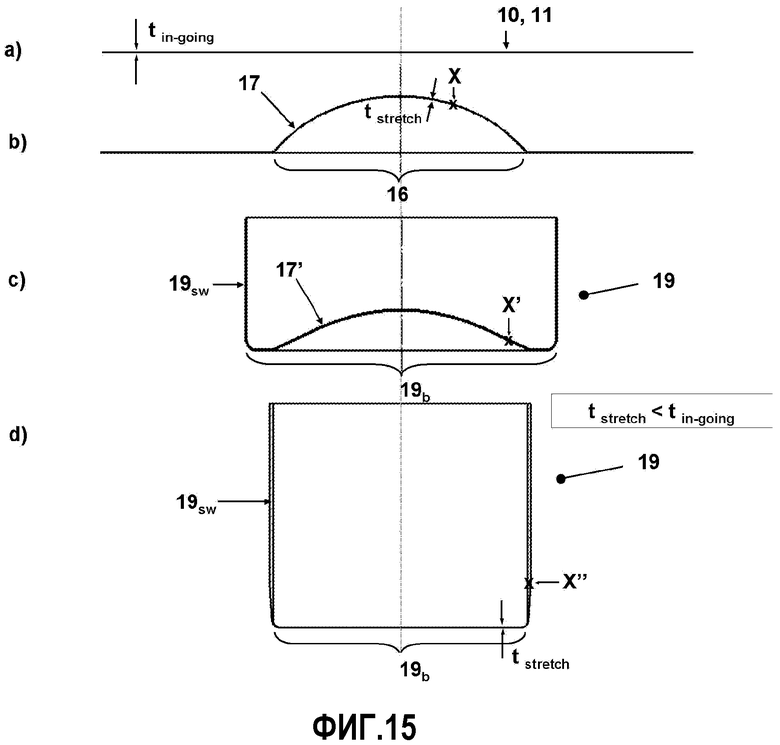
фиг.15 изображает заготовку металлического листа на различных этапах в процессе осуществления способа настоящего изобретения при ее прохождении от плоского листа до готовой чашки;
фиг.16 показывает использование чашки настоящего изобретения в качестве части двухкомпонентного контейнера.
ВАРИАНТ ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ ОСУЩЕСТВЛЕНИЯ)
НАСТОЯЩЕГО ИЗОБРЕТЕНИЯ
Операция растяжки
Плоская часть металлического листа 10 расположена внутри растяжного устройства 20 (пример которого проиллюстрирован на фиг.5a и 5b). Луженное листовое железо (Temper 4) с исходной толщиной (tin-going) 0,280 использовалось для металлического листа 10. Однако настоящее изобретение не ограничивается конкретными толщинами или металлами. Часть металлического листа 10 обычно отрезают от рулона металлического листа (не показан). Растяжное устройство 20 содержит две плиты 21, 22, которые могут перемещаться относительно друг друга вдоль параллельных осей 23 под действием нагрузок, приложенных при помощи цилиндров 24 (см. фиг.5a и 5b). Нагрузки могут прикладываться любыми известными средствами, например, пневматическими, гидравлическими цилиндрами или цилиндрами азота высокого давления.
На пластине 21 установлен растяжной пуансон 25 и зажимной элемент в виде первого зажимного кольца 26. Первое зажимное кольцо 26 расположено радиально наружу от растяжного пуансона 25. Растяжной пуансон 25 имеет куполообразную торцевую поверхность (см. фиг.5a и 5b).
На пластине 22 установлено второе зажимное кольцо 27. Второе зажимное кольцо 27 является трубчатой вставкой, имеющей кольцевую торцевую поверхность 28 (см. фиг.5a и 5b). При использовании нагрузки приложены при помощи цилиндров 24 для перемещения пластин 21, 22 друг к другу вдоль осей 23 до тех пор, пока плоская часть металлического листа не будет прочно зажата по окружности между первым и вторым зажимными кольцами 26, 27 для образования зажатой кольцевой области 15 на части металлического листа. Таким образом, каждое из первого зажимного кольца 26 и второго зажимного кольца 27 выполняет функцию зажимного элемента. Зажатая кольцевая область 15 образует окруженный участок 16 на металлическом листе 10.
Растяжной пуансон 25 затем перемещается в осевом направлении через первое зажимное кольцо 26 для постепенной деформации и растягивания (утончения) металла окруженного участка 16 в куполообразный профиль 17 (см. фиг.5b).
В идеальном случае, сжимающие нагрузки, приложенные во время этой операции растяжки, являются достаточными для обеспечения того, чтобы немного или никакой материал не выходил из зажатой кольцевой области 15 (или с наружной стороны зажатой области) в окруженный участок 16 во время растяжки. Это способствует максимизации степени растягивания и утончения, которое происходит на окруженном участке 16. Однако, как указано выше в общем описании настоящего изобретения, было установлено, что растягивание и утончение металла окруженного участка 16 могут по-прежнему происходить при обеспечении ограничения количества потока металла из зажатой кольцевой области 15 (или с наружной стороны зажатой области) в окруженный участок.
Фиг.6a и 7a - подробные виды двух вариантов первого зажимного кольца 26 и второго зажимного кольца 27, используемых для зажима металлического листа 10 во время операции растяжки.
Фиг.6a изображает поверхность первого зажимного кольца 26, содержащего кольцевой уступ 261, имеющий ширину w, который выходит на радиальную внутреннюю кромку первого зажимного кольца. Соответствующий кольцевой вырез 271 образован на поверхности второго зажимного кольца 27. В изображенном варианте уступ 261 и вырез 271 имеют высоту 1 мм и радиусы R261,271 0,5 мм. Проходящие в осевом направлении стороны s261,271 уступа 261 и выреза 271 радиально смещены друг от друга на расстояние, большее толщины t металлического листа, они предназначены для зажима (см. расстояние ∆ на фиг.6a). Это предотвращает защемление или выдавливание металлического листа во время зажатия и, таким образом, способствует минимизации образования ослабленной области, которая будет уязвима для разрыва во время последующей операции вытяжки (или последующей операции вытяжки с утонением).
Фиг.6b - частичный вид металлического листа, который является результатом использования зажимного устройства, изображенного на фиг.6a.
Фиг.7a изображает поверхность первого зажимного кольца 26, содержащего кольцевой выступ 261, расположенный на расстоянии от радиальной внутренней и наружной кромок первого зажимного кольца. Соответствующая кольцевая выемка 271 образована на поверхности второго зажимного кольца 27. В данном альтернативном варианте, выступ 261 полностью закрывается и помещается в выемку 271 в отличие от варианта на фиг.6a. Иными словами, при использовании, выступ 261 на фиг.7a поджимает металл зажатой кольцевой области 15, чтобы полностью закрываться и помещаться в выемку 271. В данном варианте, выступ 261 имеет высоту около 0,5 мм с радиусами R261,271 около 0,3 мм и 0,75 мм, соответственно. Как можно видеть на фиг.7a, подобно варианту согласно фиг.6a, выступ 261 и выемка 271 профилированы для предотвращения защемления или выдавливания металлического листа во время зажатия.
Фиг.7b - частичный вид металлического листа, который является результатом использования зажимного устройства, изображенного на фиг.7a.
Оба варианта создания для зажима использовались на металлическом листе с толщиной 0,277 мм и 0,310 мм. Однако данное описание не предназначено для ограничения объема или применимости способа или устройства настоящего изобретения.
Таблица 1, приведенная ниже, показывает для обоих вариантов создания для зажима (фиг.6a и 7a) осевые сжимающие нагрузки, необходимые во время операции растяжки для достижения заданной степени растягивания. Следует отметить, что данные в таблице 1 были получены на основании зажима и растягивания плоского основания чашки (как показано на фиг.7a, 7b, 8a и 8b заявки PCT/EP11/051666 (CROWN Packaging Technology, Inc). Однако эти данные в равной степени применимы к настоящему изобретению, поскольку зажимаемая и вытягиваемая область является плоской в обоих случаях. В таблице ясно показано, что наличие выступа 261, выполненного с возможностью полной вставки и помещения в выемку 271 (как и в варианте согласно фиг.7a), существенно уменьшает необходимые сжимающие нагрузки почти на 50% относительно нагрузок, необходимых при использовании зажимного устройства согласно фиг.6a. Причиной для этой разности необходимых осевых сжимающих нагрузок является то, что выступ 261, полностью проходящий внутри соответствующей выемки 271, обеспечивает большее нарушение потока металла во время операции растяжки и, таким образом, обеспечивает улучшенный сжимающий эффект. Нарушение потока металла является большим для варианта согласно фиг.7a, так как поток металла нарушается обеими проходящими в осевом направлении сторонами s261 выступа 261, тогда как для варианта согласно фиг.6a поток металла нарушается только одной проходящей в осевом направлении стороной s261 выступа.
(мм)
В альтернативном варианте единственный растяжной пуансон 25 заменен узлом 250 пуансона (как показано на фиг.8). Узел 250 пуансона содержит:
i) первую группу 251 кольцевых пуансонов 251a, окружающих центральный пуансон 251b; и
ii) вторую группу 252 кольцевых пуансонов 252a.
Для облегчения понимания, фиг.8 изображает только узел 250 пуансона и часть металлического листа 10. Хотя на фиг.8 не показано, при использовании, кольцевая область 15 металлического листа 10 будет зажата во время операции растяжки по окружности подобно варианту, изображенному на фиг.5a и 5b.
При использовании, первая и вторая группы пуансонов 251, 252 обращены к противоположным поверхностям окруженного участка 16 металлического листа 10. Операция растяжки осуществляется путем перемещения как первой, так и второй групп пуансонов 251, 252 по направлению друг к другу для деформации и растягивания (утончения) металла окруженного участка 16. Окруженный участок 16 деформируется в волнистый профиль 170 (см. фиг.8).
В другом варианте единственный растяжной пуансон 25 содержит ряд элементов рельефа в виде выемок/вырезов 253, образованных на его торцевой поверхности (см. фиг.9). В варианте, изображенном на фиг.9, имеется центральная выемка/вырез, окруженная единичной кольцевой выемкой/вырезом. Однако могут использоваться альтернативные конфигурации выемки/выреза.
Вариант согласно на фиг.5a, 5b изображен при штамповании единственного окруженного участка на части металлического листа 10. Однако устройство, изображенное на фиг.5a, 5b, может использоваться для растягивания и утончения множества окруженных участков 16, отделенных друг от друга и расположенных на площади металлического листа 10. Фиг.10 изображает часть металлического листа 10, подвергнутого такой операции растяжки для образования растянутых и утонченных куполообразных окруженных участков 16, 17, расположенных на площади листа. При выполнении этого с использованием единственного растяжного пуансона, осуществляющего ряд последовательных операций растяжки на площади металлического листа 10, предпочтительно, чтобы устройство включало в себя множество растяжных пуансонов, которые обеспечивают осуществление одновременных операций растяжки на соответствующем ряде окруженных участков, расположенных на площади металлического листа. Однако для уменьшения нагрузок, приложенных к инструменту, используемому для растягивания, предпочтительно осуществлять в шахматном порядке одновременные операции растяжки, так что не все окруженные участки на листе вытягиваются одновременно. Фиг.11a и 11b изображают шесть групп окруженных участков: 'a', 'b', 'c', 'd', 'e' и 'f'. При использовании, все окруженные участки в каждой группе будут вытягиваться одновременно. В варианте, изображенном на фиг.11a, растягивание будет происходить радиально наружу от группы 'a' к группе 'b', группе 'c', группе 'd', группе 'e', группе 'f'. В альтернативном варианте, изображенном на фиг.11b, растягивание будет происходить радиально внутрь от группы 'f' к группе 'e', группе 'd', группе 'c', группе 'b', группе 'a'. После завершения растягивания отдельные заготовки могут быть вырезаны из растянутого металлического листа для последующей вытяжки.
Следует отметить, что фиг.10, 11a и 11b являются только иллюстративными, и подразумевается, что они не выдержаны в масштабе.
Начальный этап вытяжки в операции вытяжки
После завершения операции растяжки металлический лист 10 с его растянутым и утонченным куполообразным окруженным участком 16, 17 перемещается к прессу 30 для глубокой вытяжки. Пресс 30 для глубокой вытяжки содержит прижимное кольцо 31 и вытяжной штамп 32 (см. фиг.12a и 12b). Вытяжной пуансон 33 является соосным с вытяжным штампом 32, как показано общей осью 34. Вытяжной пуансон 33 имеет выемку 35. Кольцевой режущий элемент 36 окружает прижимное кольцо 31.
При использовании, часть металлического листа 10 удерживается в положении между противоположными поверхностями прижимного кольца 31 и вытяжного штампа 32. Лист 10 расположен таким образом, что куполообразный окруженный участок 16, 17 расположен в центре над отверстием вытяжного штампа 32. После расположения металлического листа 10, кольцевой режущий элемент 36 перемещается вниз и вырезает заготовку 11 из металлического листа 10 (см. фиг.12a). Излишек материала обозначен ссылочной позицией 12 на фиг.12a.
После выреза заготовки 11 из листа 10 вытяжной пуансон 33 перемещается в осевом направлении вниз в контакт с заготовкой 11 (см. фиг.12b). Вытяжной пуансон 33 сначала контактирует с заготовкой 11 в кольцевой области 18a, расположенной рядом и радиально наружу от куполообразного окруженного участка 16, 17 (см. фиг.12a). Выемка 35, образованная на вытяжном пуансоне 33, предотвращает разрушение куполообразного окруженного участка 16, 17 во время вытяжки. Вытяжной пуансон 33 непрерывно перемещается вниз через вытяжной штамп 32 для постепенной вытяжки заготовки 11 относительно формующей поверхности 37 штампа в профиль чашки 19, имеющей боковую стенку 19sw и выполненной как одно целое основание 19b. Однако действие вытяжного пуансона 33 на заготовку 11 также заставляет материал куполообразного окруженного участка 16, 17 вытягиваться и перемещаться наружу (как указано стрелками A на фиг.12b). Этот начальный этап вытягивания приводит к уменьшению высоты куполообразной области из-за ее материала, вытянутого наружу. В зависимости от глубины вытягивания, вытяжка может быть достаточной для вытягивания и перемещения части растянутого и утонченного материала куполообразного окруженного участка 16, 17 на боковую стенку 19sw во время данного начального этапа вытяжки, а не этого растянутого и утонченного материала, остающегося полностью внутри основания 19b. Фиг.12b включает в себя отдельный вид вытянутой чашки 19, которая является результатом использования пресса 30 для глубокой вытяжки, с куполообразной области уменьшенной высоты в основании, обозначенным ссылочной позицией 17'. В фиг.12a включен подробный вид радиуса R32 на соединении между торцевой поверхностью вытяжного штампа 32 и его формующей поверхности 37. Что касается известных операций вытяжки, радиус R32 и нагрузка, приложенная прижимным кольцом 31 к периферии заготовки 11, выбираются для обеспечения скольжения радиально внутрь заготовки между противоположными поверхностями прижимного кольца 31и вытяжного штампа 32 и вдоль формующей поверхности 37 при последовательном перемещении вниз вытяжного пуансона 33 для вытягивания заготовки в чашку 19. Это обеспечивает то, что заготовка 11 преимущественно вытягивается, а не растягивается (утончается) (или в лучшем случае, разрывается около соединения между торцевой поверхностью вытяжного штампа и формующей поверхностью 37). В зависимости от размера радиуса R32 и в меньшей степени от интенсивности сжимающей нагрузки, приложенной прижимным кольцом 31, незначительное растяжение или утончение должно происходить во время данного начального этапа вытяжки. Однако в альтернативных вариантах осуществления настоящего изобретения допускается, чтобы нагрузка, приложенная прижимным кольцом 31, была достаточной, чтобы сочетание вытяжки и дополнительного растягивания происходило под действием вытяжного пуансона 33. Чашка 19, которая является результатом данного начального этапа вытяжки, также называется «чашкой первого этапа».
В альтернативном варианте осуществления настоящего изобретения, не изображенном на фиг.12a и 12b, если глубина вытяжки была бы достаточной, это привело бы к куполообразному окруженному участку 16, 17, вытягиваемому по существу плоским на данном начальном этапе вытяжки для образования чашки 19, имеющей по существу плоское основание 19b.
Этап повторной вытяжки в операции вытяжки
Чашка 19 первого этапа, являющаяся результатом процесса глубокой вытяжки, изображенного на фиг.12a и 12b и описанного выше, передается в узел 40 корпусообразующей машины (см. фиг.13a-d). Узел 40 корпусообразующей машины содержит две половины 41, 42 (обозначенные стрелками на фиг.13a-d).
Первая половина 41 узла 40 корпусообразующей машины содержит трубчатый пуансон 43 для повторной вытяжки, установленный на той же оси, что и периферийное зажимное кольцо 44. Как можно видеть на фиг.13a-d, зажимное кольцо 44 окружает по окружности пуансон 43 для повторной вытяжки подобно втулке. Как будет понятно из нижеследующего описания и рассмотрения фиг.13a-d, пуансон 43 для повторной вытяжки способен перемещаться через зажимное кольцо 44 и независимо от него.
Вторая половина 42 узла 40 корпусообразующей машины содержит штамп 45 для повторной вытяжки. Штамп 45 для повторной вытяжки содержит трубчатый участок, имеющий наружный диаметр, соответствующий внутреннему диаметру чашки 19 (см. фиг.13a-d). Штамп 45 для повторной вытяжки имеет формующую поверхность 46 на своей внутренней осевой поверхности, которая достигает кольцевой торцевой поверхности 47 (см. фиг.13a-d).
При использовании чашка 19 первого этапа сначала устанавливается на штамп 45 для повторной вытяжки (как показано на фиг.13a). Затем, как показано на фиг.13b, две половины 41, 42 узла 40 корпусообразующей машины перемещаются в осевом направлении относительно друг друга таким образом, что кольцевая область 18b основания чашки 19 зажимается между кольцевой торцевой поверхностью 47 штампа 45 для повторной вытяжки и поверхностью периферийного зажимного кольца 44.
При зажиме пуансон 43 для повторной вытяжки затем принудительно проталкивается в осевом направлении через зажимное кольцо 44 и штамп 45 для повторной вытяжки (см. стрелку B на фиг.13c и 13d) для постепенной повторной вытяжки материала чашки 19 вдоль формующей поверхности 46 штампа для повторной вытяжки. Использование пуансона 43 и штампа 45 для повторной вытяжки дает два эффекта:
i) заставляет материал с боковой стенки 19sw вытягиваться радиально внутрь и затем в осевом направлении вдоль формующей поверхности 46 штампа 45 для повторной вытяжки (как указано стрелками C на фиг.13c и 13d). Таким образом, чашка уменьшается в диаметре во время данного этапа повторной вытяжки (как показано путем сравнения фиг.13c с фиг.13d);
ii) заставляет растянутый и утонченный материал, который остается в куполообразной 17' области уменьшенной высоты основания 19b, дополнительно постепенно вытягиваться и перемещаться из основания на боковую стенку уменьшенного диаметра (как указано стрелками D на фиг.13c и 13d). Это дает эффект выравнивания основания 19b (см. особенно фиг.13d).
Фиг.13d изображает готовое состояние повторно вытянутой чашки 19 при достижении пуансона 43 для повторной вытяжки конца своего хода. Можно отчетливо видеть, что ранее образованная куполообразная область 17' основания 19b теперь вытянута по существу плоской для обеспечения чашки или корпуса 19 контейнера, где толщина основания 19b меньше толщины исходного металлического листа 10. Как указано выше, эта уменьшенная толщина в основании 19b и последующее уменьшение веса обеспечиваются за счет операции растяжки, осуществляемой заранее.
Как показано на подробном виде штампа 45 для повторной вытяжки на фиг.14, соединение между формующей поверхностью 46 и кольцевой торцевой поверхностью 47 штампа 45 для повторной вытяжки имеет радиус R45 в диапазоне 1-3,2 мм. Обеспечение радиуса R45 уменьшает острый угол, который иначе находился бы на соединении между формующей поверхностью 46 и кольцевой торцевой поверхностью 47 и, таким образом, снижает риск разрыва металла чашки 19 при повторной вытяжке вокруг этого соединения.
За этапом повторной вытяжки, проиллюстрированным на фиг.13a-d, могут также следовать один или более дополнительных этапов повторной вытяжки для дополнительного уменьшения диаметра чашки 19.
Следует отметить, что хотя фиг.13a-d показывают использование трубчатого пуансона 43 для повторной вытяжки, имеющего кольцевую торцевую поверхность, пуансон может в качестве альтернативы иметь замкнутую торцевую поверхность. Замкнутая торцевая поверхность может быть профилирована для штамповки соответствующего профиля в основание чашки.
Операция вытяжки, описанная выше и проиллюстрированная на фиг.13a-d, известна как реверсивная повторная вытяжка. Причина состоит в том, что пуансон 43 для повторной вытяжки направляется для выворачивания профиля чашки первого этапа. По существу, пуансон для повторной вытяжки изменяет направление материала и выворачивает растянутую внутреннюю часть чашки. Это можно видеть путем сравнения профилей чашки на фиг.13a и 13d. Реверсивная повторная вытяжка чашки имеет следующие преимущества:
i) предотвращение неуправляемого коробления куполообразной области 17' уменьшенной высоты основания (особенно при использовании пуансона для повторной вытяжки, имеющего замкнутую торцевую поверхность); и
ii) максимизирует перемещение материала из куполообразной области 17' на боковую стенку 19sw.
Следует отметить, что хотя вариант, изображенный на фиг.13a-d, иллюстрирует реверсивную повторную вытяжку, традиционная повторная вытяжка также будет производить желаемый эффект, т.е. когда пуансон для повторной вытяжки действует в противоположном направлении для изменения направления повторной вытяжки и не выворачивает внутреннюю часть чашки.
Фиг.15 показывает изменения, которым подвергается металлический лист 10, начиная от состояния до осуществления каких-либо операций формовки (вид a), затем к состоянию после операции растяжки в растяжном устройстве 20 (вид b), затем к состоянию после начального этапа вытяжки на прессе 30 для глубокой вытяжки (вид c) и, наконец, к состоянию после этапа повторной вытяжки в узле 40 корпусообразующей машины (вид d). Эти чертежи отчетливо показывают, что основание готовой чашки (tstretch) имеет уменьшенную толщину относительно исходной толщины металлического листа 10 (tin-going), т.е. tstretch < tin-going. Как указано выше, эта уменьшенная толщина (относительно исходной толщины металлического листа) обеспечена за счет процесса растяжки согласно настоящему изобретению. Результат начального этапа вытяжки при постепенной вытяжке и перемещении наружу материала куполообразного окруженного участка 16, 17 показан на видах b и c на фиг.15, причем материал из местоположения X вытянут и перемещен наружу в местоположение X' в результате начального этапа вытяжки. Результат этапа повторной вытяжки показан на виде d на фиг.15, причем материал из местоположения X' вытянут и перемещен в местоположение X” на боковой стенке 19sw.
Для максимизации высоты боковой стенки 19sw чашки с ее утонченным основанием чашка может также подвергаться вытяжке с утонением боковых стенок за счет вытяжки через ряд протяжных штампов (не показаны) в операции вытяжки с утонением. Эта операция вытяжки с утонением дает результат увеличения высоты и уменьшения толщины боковой стенки.
Фиг.16 изображает контейнер 100, когда готовая чашка 19 подвергалась такой операции вытяжки с утонением для формирования корпуса 110 контейнера. Корпус 110 контейнера расширен наружу 111 на своем отверстии для доступа. Конец 120 банки имеет вставку 121 для соединения стыка внахлестку, причем вставка 121 для соединения стыка внахлестку дает возможность закрепить конец банки на корпусе контейнера посредством соединения швом с расширенным на конус участком 111.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИЗГОТОВЛЕНИЕ ЖЕСТЯНОЙ БАНКИ | 2011 |
|
RU2557845C2 |
| ПРОИЗВОДСТВО БАНОК | 2011 |
|
RU2567077C2 |
| КОРПУС БАНКИ | 2011 |
|
RU2566941C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ОБТЯЖКОЙ ДЛИННОМЕРНЫХ ДЕТАЛЕЙ ОБОЛОЧЕК ДВОЙНОЙ КРИВИЗНЫ, ИМЕЮЩИХ ДВОЯКОВЫПУКЛУЮ ПОЛОГУЮ ФОРМУ | 2022 |
|
RU2799365C1 |
| СПОСОБ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2627318C2 |
| Способ штамповки днищ | 1984 |
|
SU1233990A1 |
| СПОСОБ ВЫТЯЖКИ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2220018C2 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2576981C2 |
| КОНИЧЕСКИЙ МЕТАЛЛИЧЕСКИЙ СТАКАН И СПОСОБ ЕГО ФОРМОВАНИЯ | 2017 |
|
RU2728370C1 |
| КОНИЧЕСКИЙ МЕТАЛЛИЧЕСКИЙ СТАКАН И СПОСОБ ЕГО ФОРМОВАНИЯ | 2019 |
|
RU2781951C1 |




Заявленная группа изобретений относится к области обработки металлов давлением, в частности к изготовлению металлических двухкомпонентных контейнеров. Осуществляют зажим кольцевой области листа и растягивание окружного участка. Причем при вытяжке металлического листа в чашку основание содержит материал растянутого и утонченного окружного участка. При этом основание чашки имеет толщину меньше исходной толщины металлического листа. Корпус контейнера и контейнер содержат упомянутую чашку с утонченным дном. Снижается вес контейнера. 5 н. и 19 з.п. ф-лы. 16 ил.
1. Способ изготовления корпуса контейнера для пищевого продукта в виде металлической чашки для получения состоящего из двух частей контейнера для пищевого продукта, причем способ включает в себя следующие операции:
i. операцию растяжки, осуществляемую на металлическом листе, причем операция растяжки включает в себя зажим кольцевой области на листе для образования окруженного участка или множества окруженных участков и деформацию и растягивание каждого или части каждого окруженного участка для увеличения, таким образом, площади поверхности и уменьшения толщины окруженного участка, причем зажим кольцевой области выполняют с возможностью ограничения или предотвращения потока металла из зажатой области в окруженный участок или множество окруженных участков во время этой операции растяжки;
ii. операцию вытяжки для вытяжки металлического листа в чашку, имеющую боковую стенку и выполненную как одно целое основание, содержащее материал из растянутого и утонченного окруженного участка, причем операцию вытяжки выполняют с возможностью вытяжки и перемещения наружу, на боковую стенку, материала растянутого и утонченного окруженного участка или множества окруженных участков.
2. Способ по п. 1, в котором операцию растяжки осуществляют на указанном множестве окруженных участков, которые отделены друг от друга и расположены на площади металлического листа.
3. Способ по п. 1, в котором зажим кольцевой области операции растяжки включает в себя использование одного или более зажимных элементов, имеющих поверхность для зажима, причем поверхность для зажима имеет текстурированную поверхность.
4. Способ по п. 1, в котором зажим кольцевой области операции растяжки осуществляют путем зажима противоположных поверхностей металлического листа между соответствующими противоположными первым и вторым зажимными элементами (26, 27), причем каждый из первого и второго зажимных элементов имеет поверхность для зажима, имеющую геометрические неоднородности (261, 271), чтобы, таким образом, способствовать нарушению потока металла металлического листа между первым и вторым зажимными элементами при осуществлении операции растяжки.
5. Способ по п. 4, в котором геометрические неоднородности содержат одно из:
i. поверхности для зажима первого зажимного элемента (26), имеющей один или более выступов, ребер или уступов (261), которые при использовании поджимают металл зажатой кольцевой области (15) внутри соответствующих одного или более элементов (271) рельефа, образованных на поверхности для зажима второго зажимного элемента (27), или
ii. поверхности для зажима второго зажимного элемента, имеющей один или более выступов, ребер или уступов, которые при использовании поджимают металл зажатой кольцевой области внутри соответствующих одного или более элементов рельефа, образованных на поверхности для зажима первого зажимного элемента, или
iii. сочетания (i) и (ii).
6. Способ по п. 5, в котором первый и второй зажимные элементы (26, 27) выполнены таким образом, что при использовании один или более выступов, ребер или уступов (261), образованных на поверхности для зажима первого или второго зажимного элемента, поджимают металл зажатой кольцевой области (15), чтобы полностью закрываться соответствующими одним или более элементами (271) рельефа, которые образованы на соответствующей поверхности для зажима второго или первого зажимного элемента и располагаться внутри них.
7. Способ по п. 1, в котором операция растяжки включает в себя обеспечение растяжного пуансона и перемещение каждого или обоих из растяжного пуансона и металлического листа друг к другу таким образом, что растяжной пуансон деформирует и растягивает весь или часть окруженного участка.
8. Способ по п. 7, в котором растяжной пуансон содержит торцевую поверхность, имеющую один или более элементов рельефа.
9. Способ по п. 1, в котором операцию растяжки осуществляют узлом пуансона, содержащим первую группу из одного или более пуансонов, которую располагают напротив одной поверхности окруженного участка, и вторую группу из одного или более пуансонов, которую располагают напротив противоположной поверхности окруженного участка, причем операция растяжки включает в себя перемещение каждой или обеих из первой и второй групп друг к другу для деформации и растягивания всего или части окруженного участка.
10. Способ по п. 1, в котором операция вытяжки включает в себя или за ней следует операция вытяжки с утонением.
11. Устройство для изготовления корпуса контейнера для пищевого продукта в виде металлической чашки для получения состоящего из двух частей контейнера для пищевого продукта, причем устройство содержит:
зажимное средство для зажима металлического листа во время операции растяжки, причем зажимное средство выполнено с возможностью зажима кольцевой области на листе для образования окруженного участка,
растяжной инструмент, выполненный с возможностью деформации и растяжки всего или части окруженного участка в операции растяжки для, таким образом, увеличения площади поверхности и уменьшения толщины окруженного участка, причем зажимное средство дополнительно выполнено с возможностью ограничения или предотвращения потока металла из зажатой области в окруженный участок во время этой операции растяжки, и
средство для вытяжки металлического листа в чашку, имеющую боковую стенку, и выполненное как одно целое основание, содержащее материал из растянутого и утонченного окруженного участка, причем средство для вытяжки выполнено с возможностью вытяжки и перемещения наружу, на боковую стенку, материала растянутого и утонченного окруженного участка в операции вытяжки.
12. Устройство по п. 11, в котором зажимное средство содержит зажимной элемент, имеющий поверхность для зажима, причем поверхность для зажима имеет текстурированную поверхность.
13. Устройство по п. 11, в котором зажимное средство содержит первый зажимной элемент (26) и второй зажимной элемент (27), причем первый и второй зажимные элементы выполнены с возможностью зажима противоположных поверхностей металлического листа, причем каждый из первого и второго зажимных элементов имеет поверхность для зажима, содержащую геометрические неоднородности (261, 271), чтобы, таким образом, способствовать нарушению потока металла металлического листа между первым и вторым зажимными элементами при осуществлении операции растяжки.
14. Устройство по п. 13, в котором геометрические неоднородности содержат одно из:
i. поверхности для зажима первого зажимного элемента (26), имеющей один или более выступов, ребер или уступов (261), которые при использовании поджимают металл зажатой кольцевой области (15) внутри соответствующих одного или более элементов (271) рельефа, образованных на поверхности для зажима второго зажимного элемента (27); или
ii. поверхности для зажима второго зажимного элемента, имеющей один или более выступов, ребер или уступов, которые при использовании поджимают металл зажатой кольцевой области внутри соответствующих одного или более элементов рельефа, образованных на поверхности для зажима первого зажимного элемента; или
iii. сочетания (i) и (ii).
15. Устройство по п. 14, в котором первый и второй зажимные элементы (26, 27) выполнены таким образом, что при использовании один или более выступов, ребер или уступов (261), образованных на поверхности для зажима первого или второго зажимного элемента, поджимают металл зажатой кольцевой области (15), чтобы полностью окружаться соответствующими одним или более элементами (271) рельефа, которые образованы на соответствующей поверхности для зажима второго или первого зажимного элемента, и располагаться внутри них.
16. Устройство по п. 11, в котором растяжной инструмент содержит растяжной пуансон, причем устройство выполнено с возможностью перемещения каждого или обоих из растяжного пуансона и металлического листа друг к другу таким образом, что при использовании растяжной пуансон деформирует и растягивает весь или часть окруженного участка.
17. Устройство по п. 16, в котором растяжной пуансон содержит торцевую поверхность, имеющую неплоский профиль, причем устройство выполнено с возможностью перемещения каждого или обоих из растяжного пуансона и металлического листа друг к другу таким образом, что растяжной пуансон деформирует и растягивает весь или часть окруженного участка в соответствующий неплоский профиль.
18. Устройство по п. 16 или 17, в котором растяжной пуансон содержит торцевую поверхность, имеющую один или более элементов рельефа.
19. Устройство по п. 11, в котором растяжной инструмент выполнен в виде узла пуансона, содержащего первую группу из одного или более пуансонов, расположенную напротив одной поверхности окруженного участка, и вторую группу из одного или более пуансонов, расположенную напротив противоположной поверхности окруженного участка, причем первая и вторая группы могут перемещаться друг к другу, чтобы при использовании деформировать и растягивать весь или часть окруженного участка.
20. Устройство по п. 11, в котором средство для вытяжки выполнено с возможностью, прежде всего, начальной вытяжки листа в профиль чашки и, затем, последующей повторной вытяжки чашки на одном или более этапов.
21. Устройство по п. 20, дополнительно содержащее средство для осуществления операции вытяжки с утонением на чашке.
22. Корпус контейнера для пищевого продукта, содержащий чашку, выполненную способом по любому из пп. 1-10, при этом чашка имеет боковую стенку и выполненное как одно целое основание, содержащее материал из растянутого и утонченного окруженного участка.
23. Корпус контейнера для пищевого продукта, содержащий чашку, выполненную способом по любому из пп. 1-10, при этом чашка имеет отверстие для доступа, выполнена из металлического листа и имеет боковую стенку и выполненное как одно целое основание, которое является растянутым основанием, при этом толщина основания меньше исходной толщины металлического листа, используемого для формирования чашки.
24. Контейнер для пищевого продукта, содержащий корпус контейнера по п. 23 и крышку, закрепленную на отверстии для доступа корпуса контейнера.
| Способ обнаружения цели на заданной дальности | 2016 |
|
RU2625170C1 |
| Способ торможения фланца листовой заготовки в процессе вытяжки | 1990 |
|
SU1731357A1 |
| СПОСОБ ШТАМПОВКИ ПОЛЫХ ДЕТАЛЕЙ | 1994 |
|
RU2069593C1 |

