Предпосылки создания изобретения
В настоящее изобретение включены притязания предварительной патентной заявки США 60/649624, поданной примерно 02.02.2005.
Настоящее изобретение в целом относится к устройствам для изготовления металлических емкостей. Более точно, изобретение относится к устройству для формования днища, используемому при раскатке и формовании днищ составных стальных и алюминиевых банок из двух деталей.
Предложенное в настоящем изобретении устройство для формования днища банки является усовершенствованием устройств для формования днища, которые описаны в патенте США US4930330 (патент '330) под названием "Double Action Bottom Former", выданном на имя Weishalla, и патенте США US6490904 В1 (патент '904) под названием "Double Action Bottom Former for High Cyclic Operation", выданном на имя Zauhar, владельцем которых является правопреемник настоящего изобретения. Устройства для формования днища по патентам '330 и '904, признаки которых включены в настоящее описание в порядке ссылки, рассчитаны на применение в сочетании с корпусообразующей машиной и, в частности, штамповальным прессом, в который помещают корпуса банок. В патентах '330 и '904 описаны установочные приспособления для выпуклых пуансонов устройства для формования днища. В настоящем изобретении предложены дальнейшие усовершенствования устройства для формования днища.
В патентах '330 и '904 описаны способы формования днища с использованием штамповального пресса или пресс-штемпеля корпусообразующей машины в сочетании с устройством для формования днища. Устройства для формования днища обычно рассчитаны на применение в сочетании с корпусообразующими машинами. Корпуса банок, изготовленные на быстродействующем штамповальном прессе, поступают в устройство для формования днища, в котором формуют днища корпусов для составных банок из двух деталей путем раскатки и окончательного формования с использованием зажимного кольца и выпуклого пуансона. Термин зажимное кольцо также известен в данной отрасли как уплотнительное кольцо, направляющее кольцо или наружная оправка. Термин выпуклый пуансон также известен в отрасли как внутренняя оправка или выпуклая державка. Использование того или иного термина зависит от особенностей технологии изготовления банок, производства напитков или пищевых продуктов. Необходимым условием обеспечения качества, производительности и эффективности производства является регулирование пространственного положения зажимного кольца вдоль и перпендикулярно оси перемещения пресс-штемпеля. Предложенные в настоящем изобретении устройства для формования днища позволяют улучшить данные технологические параметры за счет облегченного, простого в обслуживании устройства для формования днища, отличающегося новизной расположения узлов и усовершенствованной регулировкой центрирования и смещения зажимного кольца.
Краткое изложение сущности изобретения
В настоящем изобретении предложено устройство для формования днища, представляющее собой облегченную, простую в обслуживании выпуклую пресс-форму, которая обеспечивает плавающее перемещение зажимного кольца в зависимости от изменения местоположения штамповального пресса корпусообразующей машины. Предложенное в настоящем изобретении устройство для формования днища имеет два варианта осуществления, которые отличаются новизной расположения узлов, облегченной конструкцией и усовершенствованным средством смещения, обеспечивающим плавающее перемещение зажимного кольца.
В процессе изготовления составной банки из двух деталей стенки корпуса банки формуют в корпусообразующей машине, работа которой описана в патентах '330 и '904, признаки которых в порядке ссылки включены в настоящее описание. Обычно для извлечения корпуса банки из корпусообразующей машины и его перемещения к зажимному кольцу устройства для формования днища используют пресс-штемпель. В предложенном в настоящем изобретении усовершенствованном устройстве для формования днища зажимное кольцо выполнено плавающим, чтобы направлять пресс-штемпель в центр выпуклой пресс-формы и повторно центрировать пресс-штемпель на выходе. По мере перемещения пресс-штемпеля внутрь устройства для формования днища зажимное кольцо центрирует пресс-штемпель относительно выпуклого пуансона. В процессе изготовления составной банки для напитков из двух деталей зажимное кольцо используют в качестве вытяжного кольца для оказания давления на материал банки по мере того, как он входит в выпуклый пуансон, что позволяет регулировать движение материала и предотвращать образование складок. В процессе изготовления составной банки для пищевых продуктов из двух деталей зажимное кольцо действует в качестве направляющего элемента, совмещающего канавки в пресс-штемпеле с соответствующими канавками во внутренней оправке или выпуклой державке.
Согласно первому варианту осуществления предложенное в настоящем изобретении устройство для формования днища включает зажимное кольцо, выпуклую державку, передаточный поршень, пружинный элемент, помещающийся в наружном кожухе, поршень и кожух цилиндра. На конце устройства для формования днища расположена камера крышки, образующая камеру повышения и сброса давления. Устройство предпочтительно устанавливают на корпусообразующей машине при помощи крепежных фланцев, по меньшей мере одного распорного элемента, наружного кожуха, кожуха цилиндра и стяжных болтов. Для установки зажимного кольца с возможностью плавающего перемещения используют множество закаленных штифтов, на которые действует сила давления воздуха.
Согласно второму варианту осуществления устройство для формования днища включает в целом такие же узлы, а его дополнительным преимуществом является простота обслуживания, поскольку устройство не требуется извлекать из корпусообразующей машины для замены пружин или оборудования. Во втором варианте осуществления предусмотрены альтернативные конфигурации наружного кожуха, упора зажимного кольца и передаточного поршня, а также относительное взаимное расположение узлов. Альтернативная конструкция упора зажимного кольца дополнительно облегчает доступ внутрь устройства для формования днища и улучшает фиксацию выпуклого пуансона.
Одно из преимуществ настоящего изобретения заключается в том, что зажимное кольцо является плавающим, за счет чего повышается качество изготовления и готовой продукции, а именно снижается вероятность деформации банки, например расщепление или растрескивание выпуклой поверхности в результате эксцентричных ударов. Одним из преимуществ настоящего изобретения является то факт, что усовершенствованное устройство для формования днища имеет облегченную конструкцию по сравнению с известными из уровня техники выпуклыми пресс-формами. Дополнительным преимуществом настоящего изобретения является тот факт, что центр тяжести устройства для формования днища расположен ближе, например, к инструментальному комплекту. Еще одно преимущество настоящего изобретения заключается в том, что устройство для формования днища имеет новую компоновку и состав узлов, обеспечивающий улучшенный центр тяжести. Дополнительное преимущество настоящего изобретения заключается в том, что устройство для формования днища является более экономичным с точки зрения технического обслуживания.
Данные и другие выгоды и преимущества настоящего изобретения явствуют из следующего далее описания со ссылкой на чертежи.
Краткое описание чертежей
На фиг.1 показан вид спереди предложенного в настоящем изобретении устройства для формования днища банки,
на фиг.2 - вид в разрезе по линии 2-2 устройства для формования днища, показанного на фиг.1.
на фиг.3 - перспективный вид сверху наружного кожуха устройства, показанного на фиг.1,
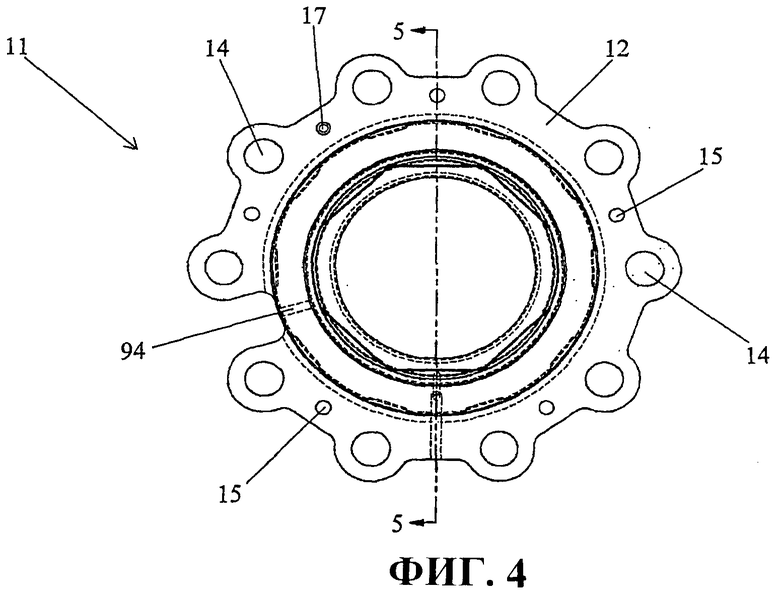
на фиг.4 - вид спереди наружного кожуха, показанного на фиг.3,
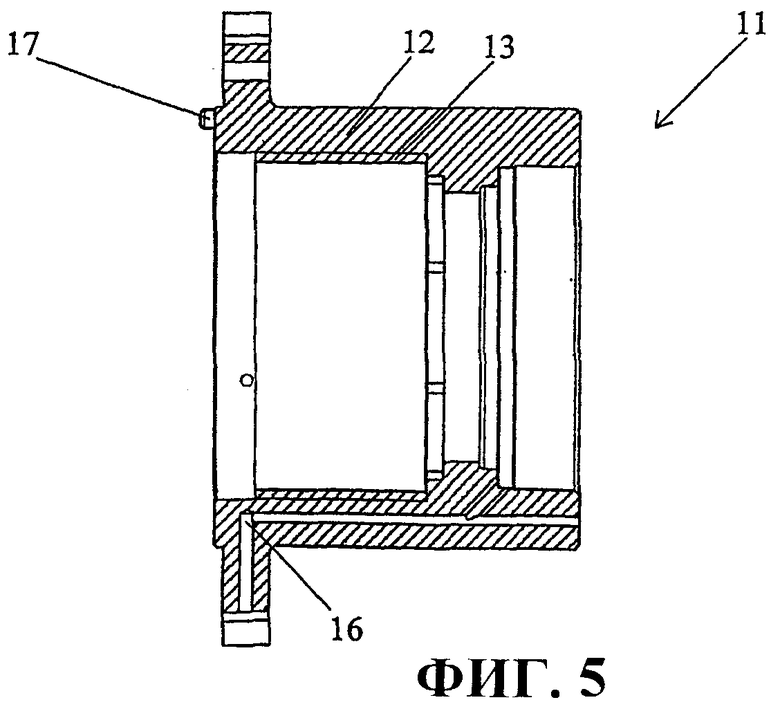
на фиг.5 - вид в разрезе по линии 5-5 наружного кожуха, показанного на фиг.4,
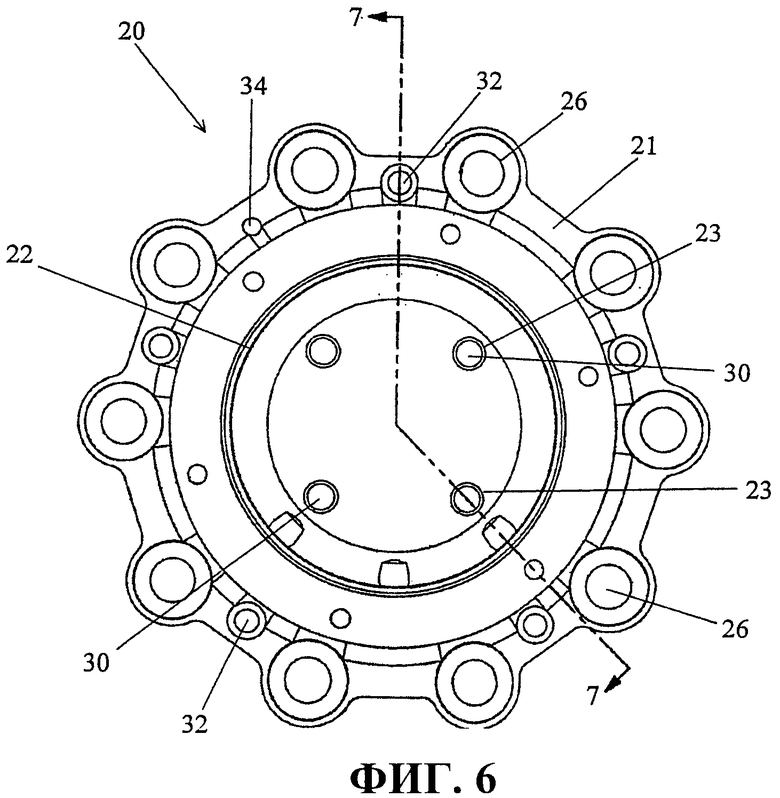
на фиг.6 - вид спереди кожуха цилиндра устройства, показанного на фиг.1,
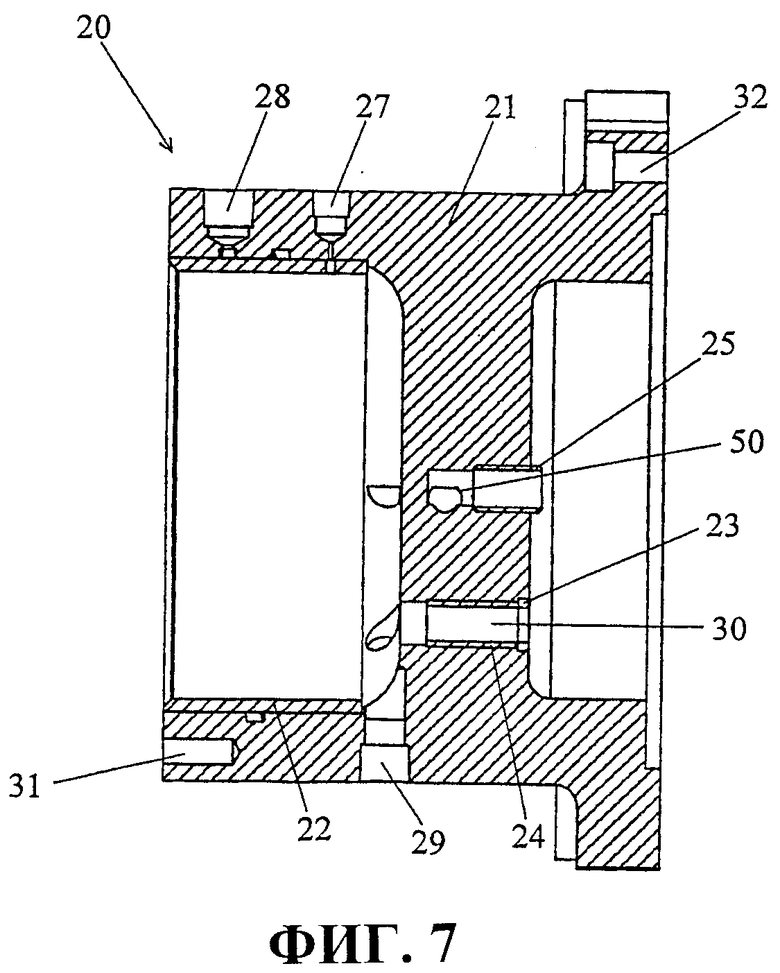
на фиг.7 - вид в разрезе по линии 7-7 кожуха цилиндра, показанного на фиг.6,
на фиг.8 - вид сверху кожуха цилиндра, показанного на фиг.6,
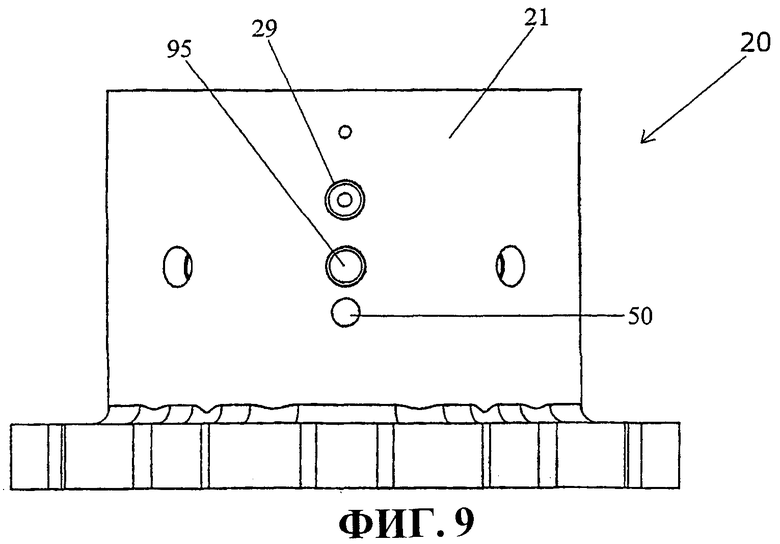
на фиг.9 - вид снизу кожуха цилиндра, показанного на фиг.6,
на фиг.10 - вид спереди крепежного фланца устройства, показанного на фиг.1,
на фиг.11 - вид в разрезе по линии 11-11 крепежного фланца, показанного на фиг.10,
на фиг.12 - вид спереди распорного элемента устройства, показанного на фиг.1,
на фиг.13 - вид в разрезе по линии 13-13 распорного элемента, показанного на фиг.12,
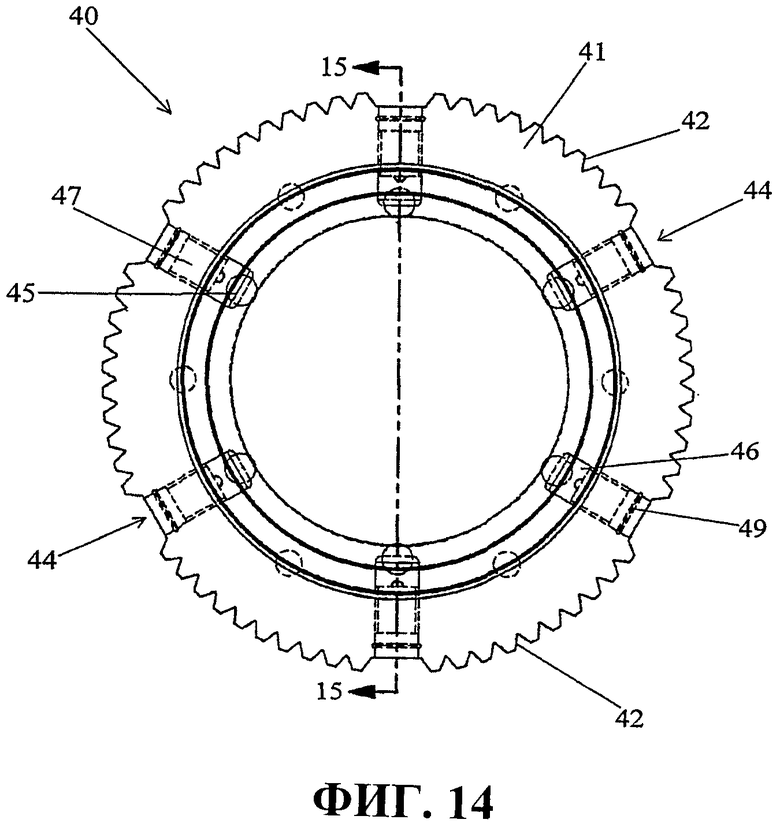
на фиг.14 - вид спереди упора зажимного кольца устройства, показанного на фиг.1,
на фиг.15 - вид в разрезе по линии 15-15 зажимного кольца, показанного на фиг.14,
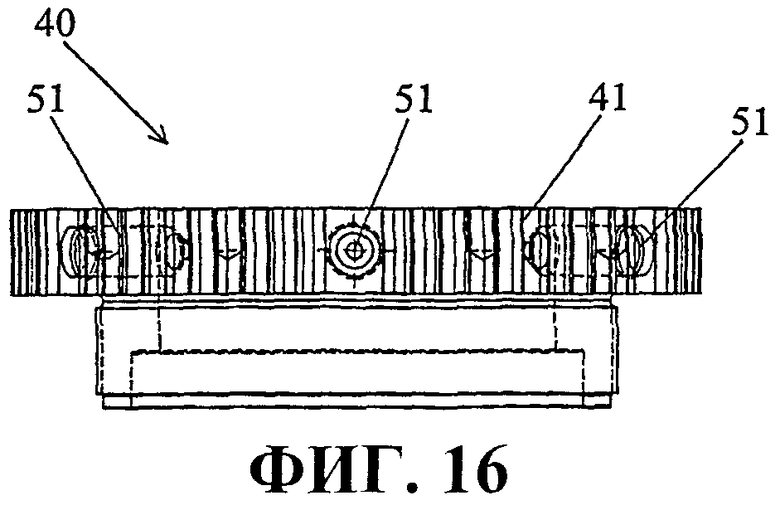
на фиг.16 - вид сверху упора зажимного кольца, показанного на фиг.14,
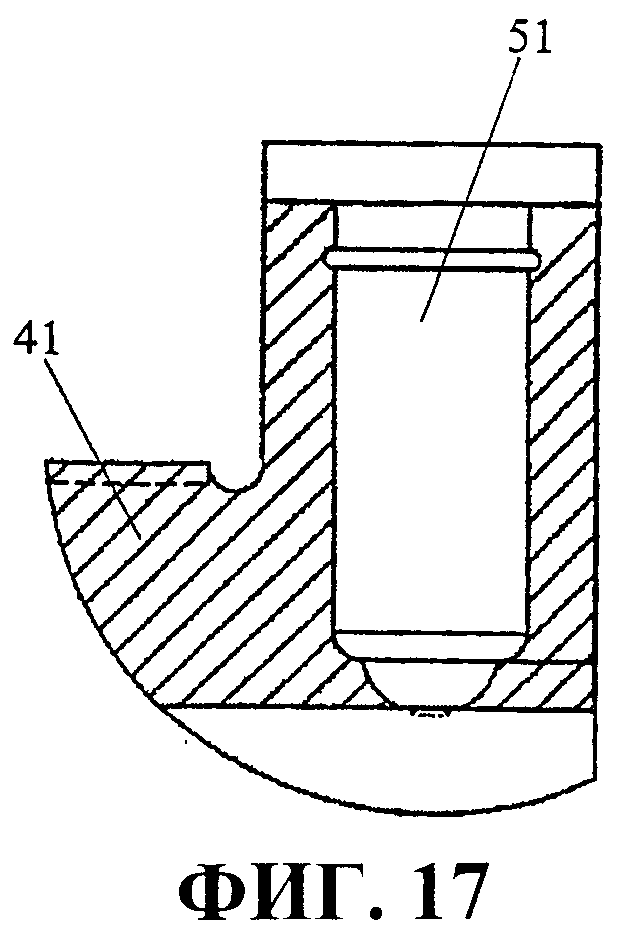
на фиг.17 - внутренний вид полости средства смещения упора зажимного кольца, показанного на фиг.16.
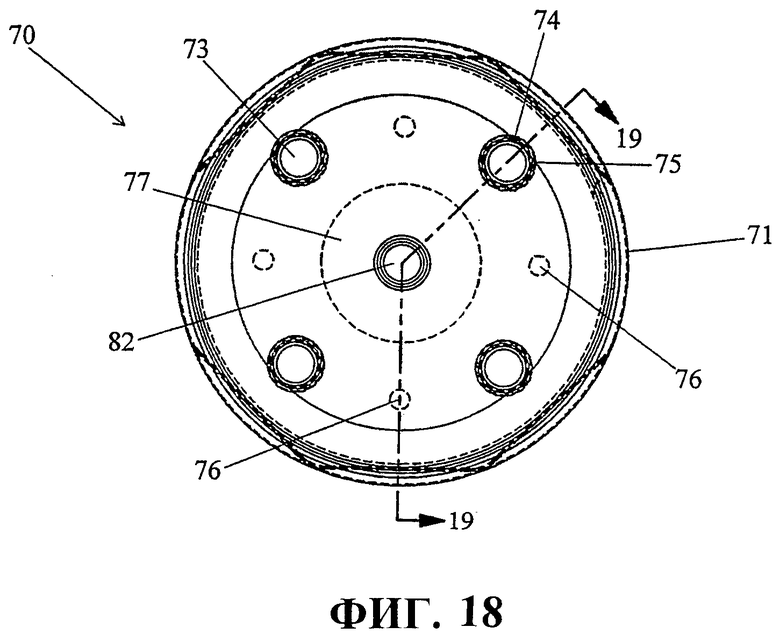
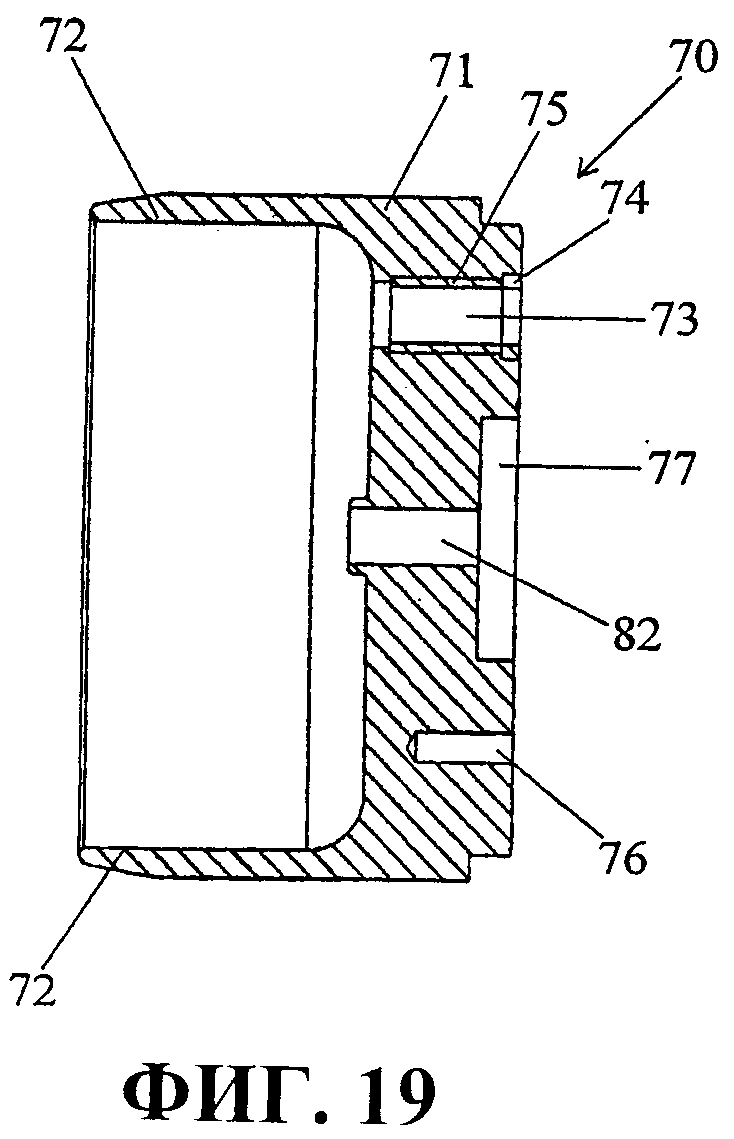
на фиг.18 - вид сверху передаточного поршня устройства, показанного на фиг.1,
на фиг.19 - вид в разрезе по линии 19-19 передаточного поршня, показанного на фиг.18,
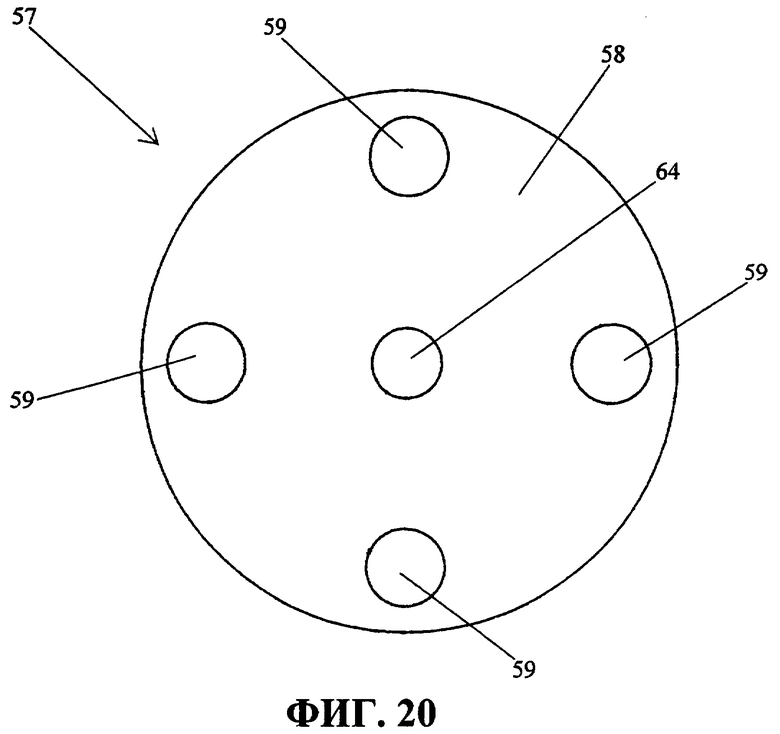
на фиг.20 - вид спереди пружинного элемента устройства, показанного на фиг.1,
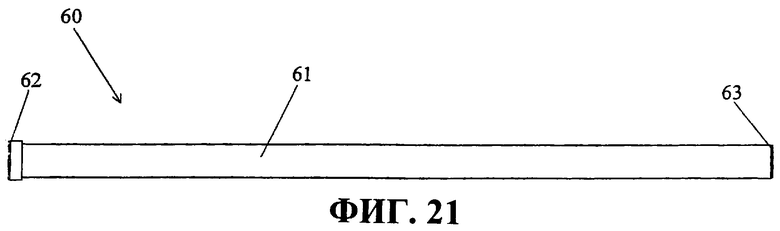
на фиг.21 - вид сверху толкающего стержня устройства, показанного на фиг.1,
на фиг.22 - вид спереди толкающего стержня, показанного на фиг.21,
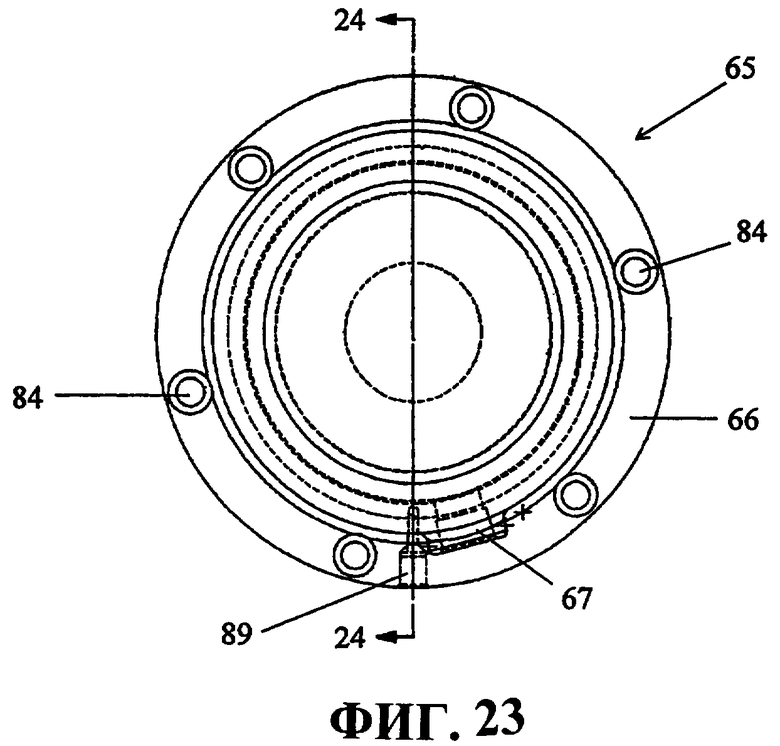
на фиг.23 - вид спереди камеры крышки устройства, показанного на фиг.1.
на фиг.24 - вид в разрезе по линии 24-24 камеры крышки, показанной на фиг.23,
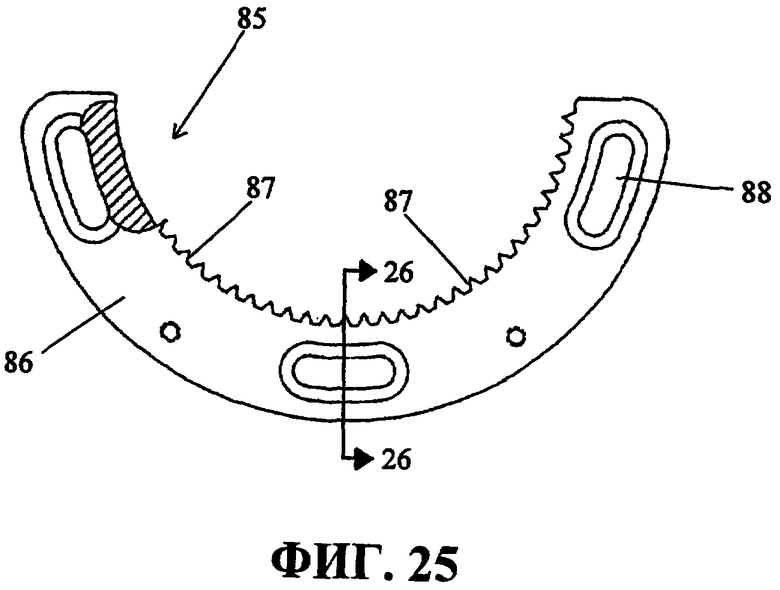
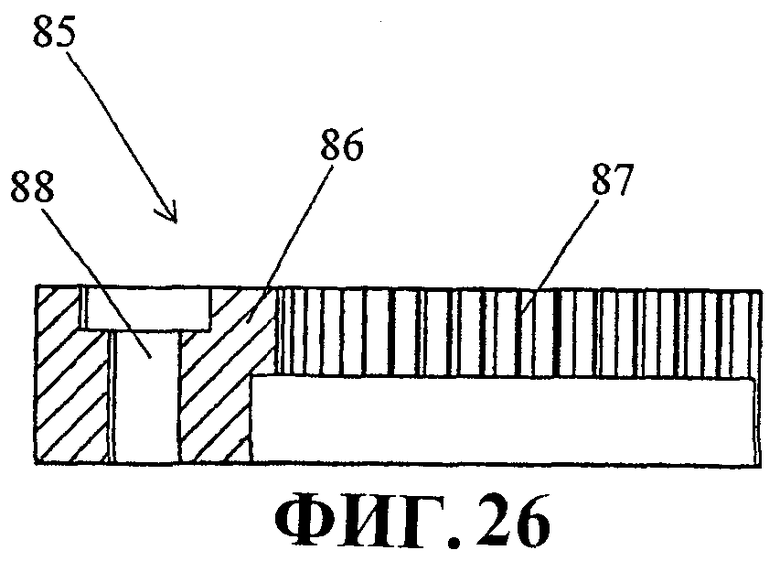
на фиг.25 - вид спереди стопорного механизма устройства, показанного на фиг.1,
на фиг.26 - вид в разрезе по линии 26-26 стопорного механизма, показанного на фиг.25.
на фиг.27 - вид спереди альтернативного варианта осуществления устройства для формования днища банки согласно настоящему изобретению,
на фиг.28 - вид в разрезе по линии 28-28 устройства для формования днища банки, показанного на фиг.27,
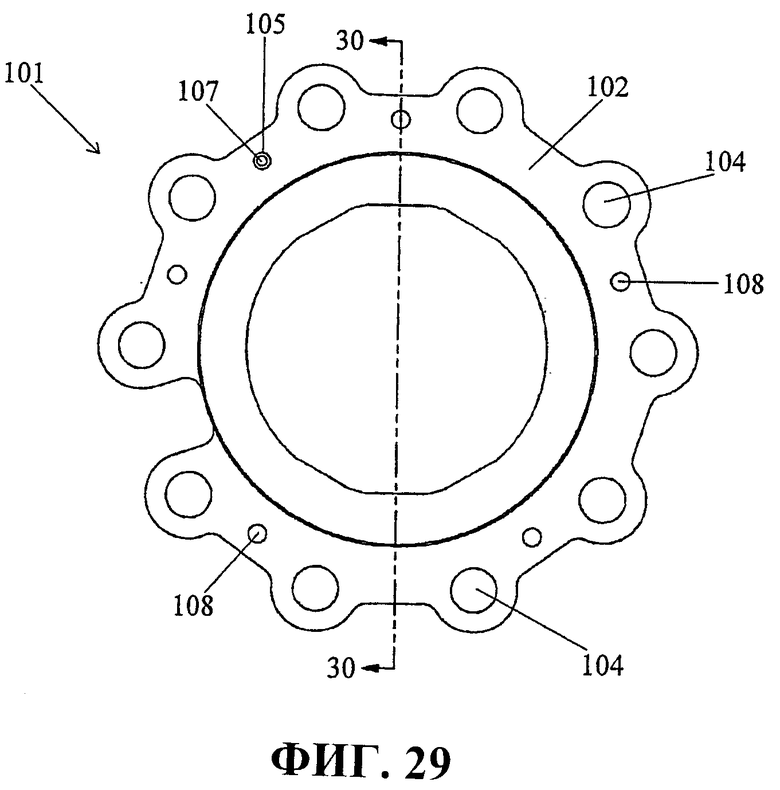
на фиг.29 - вид спереди наружного кожуха устройства, показанного на фиг.27,
на фиг.30 - вид в разрезе по линии 30-30 наружного кожуха, показанного на фиг.29,
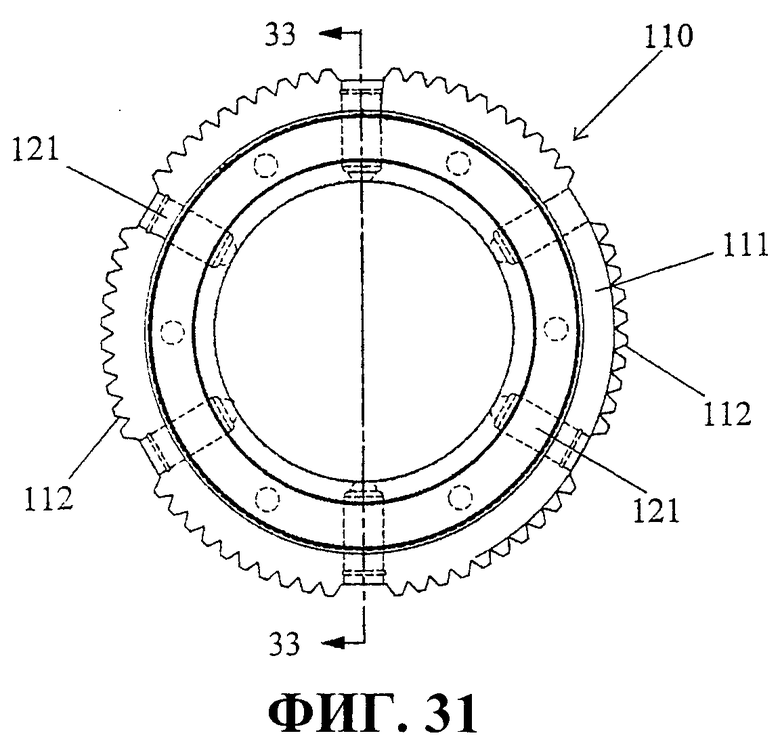
на фиг.31 - перспективный вид спереди упора зажимного кольца устройства, показанного на 27.
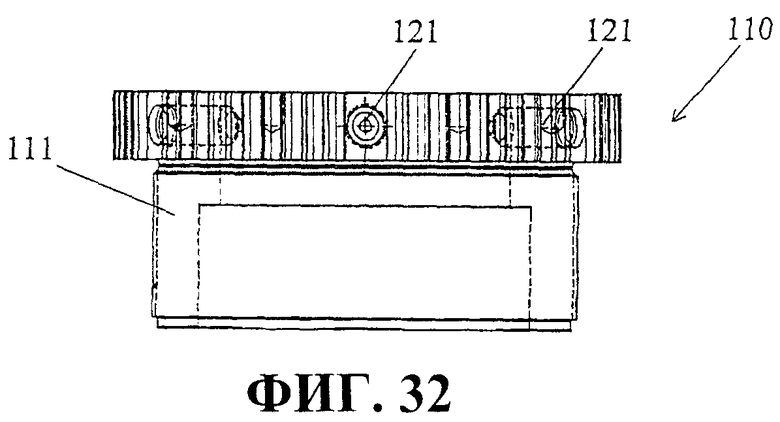
на фиг.32 - вид сверху упора зажимного кольца, показанного на 31,
на фиг.33 - в вид в разрезе по линии 33-33 упора зажимного кольца, показанного на 31, со средством смещения, расположенным в полости,
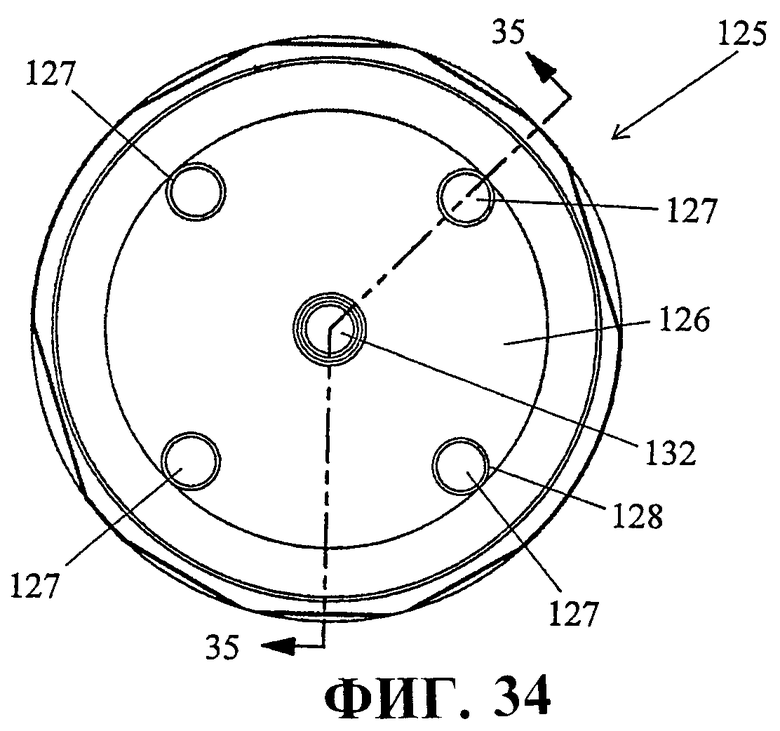
на фиг.34 - вид спереди передаточного поршня устройства, показанного на фиг.27, и
на фиг.35 - в вид в разрезе по линии 35-35 передаточного поршня, показанного на фиг.34.
Описание предпочтительных вариантов осуществления
Предложенное в настоящем изобретении устройство для формования днища банки представляет собой облегченное устройство для формования днища с плавающим зажимным кольцом для центрирования пресс-штемпеля или штамповального пресса корпусообразующей машины.
Как показано на фиг.1 и 2, устройство 10 для формования днища имеет наружный кожух 11 и кожух 20 цилиндра. В передней части устройства для формования днища расположен упор 40 зажимного кольца со средством 44 смещения, который фиксирует плавающее зажимное кольцо 43. Упор 40 зажимного кольца удерживается на месте при помощи стопорного механизма 85. Упор 40 зажимного кольца расположен вблизи выпуклого пуансона 90 и примыкает к наружному кожуху 11. Наружный кожух 11 имеет втулку 13, взаимодействующую с передаточным поршнем 70. Передаточный поршень 70 прикреплен к выпуклому пуансону 90 при помощи крепления 78. Передаточный поршень 70 расположен вблизи пружинного элемента 57, а от зажимного кольца 43 через передаточный поршень 70, пружинный элемент 57 и кожух 20 цилиндра проходят толкатели 60. Толкатель 60 оканчивается у поршня 80. который перемещается внутри камеры 69 через втулку 22. Выпуклый пуансон 90 имеет корпус 91 с вентиляционной полостью 92. Полость 92 сообщается с отверстием 82 передаточного поршня 70, отверстием 64 пружинного элемента и втулки 25 и спускным каналом 50 кожуха 20 цилиндра. Кожух 20 цилиндра прикреплен к наружному кожуху при помощи креплений 18. Камера 65 крышки образует камеру 68 и прикреплена к торцу устройства 10 для формования днища, а именно к кожуху 20 цилиндра при помощи креплений 33. Кожух 20 цилиндра имеет впускное отверстие 27 для масла, впускной патрубок 28 для охлаждающей жидкости и патрубок 29 для слива охлаждающей жидкости. Предложенное в настоящем изобретении устройство для формования днища прикреплено к дверце корпусообразующей машины при помощи крепежного фланца 35, распорного элемента 52 и десяти стяжных болтов 19 с шестигранными головками 39.
На фиг.3-5 показан наружный кожух 11 в сборе, имеющий в целом цилиндрический корпус 12 и взаимодействующий с втулкой 13. Втулка 13 предпочтительно изготовлена из полимерного композитного материала, такого как материал, производимый компанией HyComp, Inc., или подобных полимерных самосмазывающихся материалов. В отверстия 14 входят стяжные болты 19 (показанные на фиг.2). В отверстия 15 входят крепления 18 (показанные на фиг.2). Крепления 18 также используют в отверстиях 32 корпуса 21 цилиндра, что более подробно рассмотрено далее со ссылкой на фиг.6. Спускной патрубок 16 служит для отвода избытка охлаждающей жидкости или масла. От наружного кожуха отходит установочный штифт 17, служащий для дополнительного центрирования и прикрепления наружного кожуха 11 к кожуху 20 цилиндра. Наружный кожух 11 предпочтительно изготовлен из инструментальной стали или подобного твердого материала.
В процессе работы штамповальный пресс корпусообразующей машины, перемещающий корпус банки в устройство 10 для формования днища, ударяет корпус банки о зажимное кольцо и прикладывает усилие к передаточному поршню и пружинному элементу. Передаточный поршень 70 перемещается и сжимает пружинный элемент 57. Данное перемещение желательно измерять, например, при помощи измерителя 94 перебега (показанного на фиг.4), который помещается в наружном кожухе 11, чтобы контролировать перемещение передаточного поршня 70 внутри устройства для формования днища и производить необходимые корректировки, например замену пружинного элемента или регулировку положения устройства для формования днища в случае чрезмерного перебега.
На фиг.6-9 показан кожух 20 цилиндра с корпусом 21. Как показано на фиг.6, по окружности корпуса 21 цилиндра расположены втулки 26 для стяжных болтов. Внутри корпуса 21 цилиндра находится взаимодействующая с ним втулка 22. Втулка 22 предпочтительно изготовлена из керамического или подобного материала с низким коэффициентом трения. Как показано на фиг.2, втулка 22 создает поверхность с низким коэффициентом трения входящего в скользящий контакт поршневого уплотнения 93 и поршневого кольца 83. В корпусе 21 предусмотрено отверстие 31, служащее для прикрепления корпуса 21 цилиндра к камере 65 крышки. В частности, в отверстие 21 входит крепление 33, показанное на фиг.2. По окружности корпуса 21 цилиндра расположены отверстия 32 и 34, служащие для прикрепления кожуха цилиндра к наружному кожуху 11. В частности, в отверстия 32 входят крепления 18. показанные на фиг.1 и 2, а в отверстие 34 входит установочный штифт 17, показанный на фиг.3-5. В корпусе 21 цилиндра предусмотрено впускное отверстие 27 для масла, впускной патрубок 28 для охлаждающей жидкости и спускной патрубок 29. На фиг.8 и 9 показаны вид сверху и вид снизу кожуха 20 цилиндра и корпуса 21 с впускным отверстием 27 для масла и впускным патрубком 28 для охлаждающей жидкости, которые расположены сверху корпуса 21, и спускными патрубками 29, 50 и 95, которые распложены снизу корпуса 21. Корпус 21 цилиндра имеет в целом цилиндрическую форму и предпочтительно изготовлен из алюминия или подобного материала.
Как дополнительно показано на фиг.6 и 7, корпус 21 цилиндра имеет уплотнения 23 толкающих стержней, отверстия 30 для толкающих стержней и втулку 24 внутри отверстий 30. Показанные на фиг.2, 21, 22 и 28 толкающие стержни 60 выполнены с возможностью вхождения в скользящий контакт с корпусом 21 цилиндра через отверстия 30. Кроме того, в корпусе 21 предусмотрена центрирующая втулка 25 и спускной патрубок или канал 50 для выпуска воздуха и сброса давления, создаваемого при ударе выпуклого пуансона. Как показано на фиг.9, спускной патрубок 50 выведен через дно корпуса 21 цилиндра. Как показано на фиг.2, полость 92 выпуклого пуансона 90, отверстие 82 передаточного поршня 70, отверстие 64 пружинного элемента и центрирующей втулки 25 и спускной канал 50 кожуха 20 цилиндра сообщаются друг с другом и образуют канал сброса давления, проходящий через устройство 10 для формования днища. Кожух 20 цилиндра предпочтительно изготовлен из алюминия или другого облегченного материала, за счет чего устройство для формования днища имеет облегченную конструкцию с центром тяжести, расположенным ближе к установочному устройству корпусообразующей машины.
На фиг.10 и 11 показан крепежный фланец 35 с кольцевым корпусом 36, расположенными по окружности отверстиями 37 для стяжных болтов 19 (показанных на фиг.2) и отверстием 38 для крепления (не показано), служащим для прикрепления крепежного фланца 35 к стопорному механизму 85. Для установки устройства 10 для формования днища на корпусообразующей машине используют стяжные болты 19 и крепежный фланец 35. Крепежный фланец 35 предпочтительно изготовлен из инструментальной стали или подобного материала.
На фиг.12 и 13 показан распорный элемент 52 с кольцевым корпусом 53, уступами или выступами 56, отверстиями 55 и предупредительной надписью 54. В отверстия 55 входят стяжные болты 19 (показанные на фиг.2). Распорный элемент 52 предпочтительно изготовлен из алюминия или подобного материала и рассчитан на приработку к конкретной корпусообразующей машине, на которую устанавливают устройство для формования днища. Распорный элемент 52 предпочтительно имеет твердое покрытие для его защиты при контакте с наружным кожухом в процессе работы. Поскольку наружный кожух предпочтительно изготовлен из инструментальной стали, а распорный элемент предпочтительно изготовлен из алюминия, на распорный элемент предпочтительно наносят покрытие для придания ему прочности и предотвращения износа вследствие контакта с инструментальной сталью или подобным твердым материалом. Так, на одной стороне распорного элемента 52 находятся уступы или выступы 56 и предупредительная надпись 54, чтобы данная поверхность, т.е. поверхность, контактирующая с наружным кожухом, не подвергалась приработке или притирке. С целью уменьшения массы и переноса центра тяжести устройства для формования днища распорный элемент 52 предпочтительно изготовлен из алюминия или другого облегченного материала.
На фиг.14-17 показан упор 40 зажимного кольца с корпусом 41, по окружности которого расположены полости 51 для средства 44 смещения, обеспечивающего плавающее перемещение зажимного кольца внутри устройства 10 для формования днища. Зажимное кольцо 43 используют с упором 40 зажимного кольца, показанного на фиг.2. По окружности корпуса 41 расположены зубцы 42, которые взаимодействуют с зубцами 87 стопорного механизма 85 (показанного на фиг.25) и фиксируют упор зажимного кольца. Средство 44 смещения имеет взаимодействующие элементы, а именно шаровой элемент 45, первую заглушку 46, пружинный элемент 47, вторую заглушку 48 и зажимной элемент 49, которые помещаются в полостях 51. Пружинный элемент предпочтительно изготовлен из полиуретана или подобного сжимаемого материала. Кроме того, в изобретении предусмотрено использование альтернативной пружины или средства смещения, например спирали или другой механической пружинной конструкции или другого средства смещения, которые известны из уровня техники. В изобретении также предусмотрено использование штифта или шарового элемента, взаимодействующего со средством смещения.
Важной особенностью настоящего изобретения является плавающее зажимное кольцо 43 с упором 40 и расположенными по окружности средствами 44 смещения, в частности, показанными на фиг.14-17. На фиг.14 показаны шесть равномерно разнесенных по окружности смещающих элементов 44, которые входят в контакт с зажимным кольцом 43 и обеспечивают его плавающее перемещение. Как показано на фиг.17, в каждую полость входит шаровой элемент 45, первая заглушка 46, сжимаемый пружинный элемент 47, вторая заглушка 48 и зажимной элемент 49. На фиг.14 и 15, в частности, показаны сферические шаровые элементы 45, взаимодействующая первая заглушка 46, сжимаемый и взаимодействующий пружинный элемент с расположенным по центру выступом, вторая заглушка 48 и зажимной элемент 49. Зажимной элемент расположен сверху средства 44 смещения и входит со щелчком в канавку, расположенную сверху полости 51, показанной на фиг.17. За счет данной конструкции происходит сжатие пружинного элемента 47 и обеспечивается достаточное предварительное давление нагрузки на шаровой элемент 45 для центрирования и регулировки плавающего перемещения зажимного кольца. Шаровой элемент предпочтительно незначительно отходит от корпуса 41 упора зажимного кольца и находится в контакте с зажимным кольцом 43. Данная смещающая конструкция 44, включающая описанные взаимодействующие элементы, т.е. сферически шаровые элементы 45 (из нитрита) и сжимаемые пружины 47 (из уретана), образует средство смещения периферического действия, обеспечивающее плавающее перемещение зажимного кольца 43.
Когда в процессе работы штамповальный пресс корпусообразующей машины и корпус банки ударяются о зажимное кольцо, плавающее зажимное кольцо само центрируется вокруг штамповального пресса. По мере продвижения штамповального пресса в устройство для формования днища зажимное кольцо перемещает штамповальный пресс таким образом, чтобы штамповальный пресс и корпус банки находились по центру устройства для формования днища. Затем корпус банки направляют к выпуклому пуансону для формования днища банки. Штамповальный пресс принуждает корпус банки перемещаться в переднюю часть устройства для формования днища, где находится пресс-форма желаемого профиля для днища банки, в результате чего формируют выпуклое днище сборной банки из двух деталей. Поскольку штамповальный пресс расположен по центру выпуклой пресс-формы, снижается вероятность возникновения деформаций банки, т.е. расщепления выпуклой поверхности, сохраняется квадратная форма заданного профиля основания и уменьшается прогиб и влияние пресс-штемпеля. Прогиб пресс-штемпеля возникает, когда штамповальный пресс завершает поступательный ход и прогибается, возвращаясь через корпусообразующую машину. Прогиб также может привести к тому, что возвращающийся штамповальный пресс повредит карбид в протяжных штампах, замена которых связана с большими расходами. В связи с этим желательно предусмотреть средство центрирования штамповального пресса или пресс-штемпеля.
На фиг.18 и 19 показан передаточный поршень 70 с корпусом 71. В отверстия 76 входят крепления 78 для прикрепления корпуса 71 передаточного поршня 70 к выпуклому пуансону 90, как это показано на фиг.2. Корпус 71 передаточного поршня 70 имеет расположенный по центру углубленный участок 77, в который входит корпус 91 выпуклого пуансона 90. Каждое из отверстий 73 имеет уплотнение 74 толкающего стержня и втулку 75, предпочтительно изготовленную из полимерного композитного материала или подобного материала с низким коэффициентом трения, которая входит в скользящий контакт с толкающим стержнем 60. На фиг.19 показан вид в поперечном сечении передаточного поршня 70 в сборе и конусный участок 72 корпуса 71. С конусным участком 72 взаимодействует рассмотренный со ссылкой на фиг.4 измеритель 94 перебега, который измеряет любой перебег внутри устройства 10 для формования днища. По центру корпуса 71 передаточного поршня 70 расположено отверстие 82, служащее каналом сброса давления в процессе работы устройства 10 для формования днища, как это описано выше. Корпус передаточного поршня предпочтительно изготовлен из инструментальной стали или подобного материала и способен плавно перемещаться внутри втулки 12 (показанной на фиг.2), которая предпочтительно изготовлена из полимерного композитного материала или подобного материала с низким коэффициентом трения.
На фиг.20 показан пружинный элемент 57, имеющий корпус 58 с расположенными по окружности отверстиями 59 и центральным отверстием 64. Отверстие 64 расположено по центру корпуса 58 пружинного элемента 57 и служит каналом сброса давления в процессе работы устройства 10 для формования днища, как это описано выше. Отверстие 64 также взаимодействует с центрирующей втулкой 25 кожуха 20 цилиндра и обеспечивает механизм центрирования пружинного элемента 57. Пружинный элемент 57 предпочтительно изготовлен из уретана или подобного сжимаемого материала. Как показано на фиг.2 и 28, пружинный элемент 57 расположен по центру внутри предложенного в настоящем изобретении устройства для формования днища. За счет данного расположения обеспечивается оптимальный размер пружины, т.е. ее длина и диаметр. Было установлено, что пружины большого диаметра и длины являются оптимальными для того, чтобы выдерживать усилия в условиях устройства для формования днища. В отверстия 59 входят толкающие стержни 60, которые проходят через них, как это показано на фиг.21-22. Толкающие стержни имеют удлиненный цилиндрический корпус 61 с концами 62 и 63, за счет чего толкающий стержень соответствующим образом размещается в устройстве 10 для формования днища. В частности, заделанный конец 62 позволяет соответствующим образом размещать толкающие стержни в устройстве для формования днища и предотвращать повреждение уплотнений толкателей стержней.
Как показано на фиг.2, когда к выпуклому пуансону 90 прикладывают усилие, передаточный поршень 70 плавно перемещается внутри втулки 13. Пружинный элемент 57 сжимается, тем самым принимая на себя часть усилия. Как показано на фиг.2 и 28, зажимное кольцо 43 примыкает к толкающим стержням 60. На фиг.18 показаны четыре отверстия 73 в передаточном поршне 70, в которые входят толкающие стержни 60. Толкающие стержни 60 проходят сквозь пружинный элемент 57 через четыре отверстия 58, показанные на фиг.20. Толкающие стержни 60 оканчиваются у поршня 80. Как показано на фиг.2 и 28, поршень 80 включает кольцевую стенку 81, поршневое кольцо 83 и торцевой элемент 79. Когда к зажимному кольцу 43 и выпуклому пуансону 90 прикладывают усилие, передаточный поршень 70 перемещается внутри втулки 13, сжимает пружинный элемент 57, в результате чего толкающие стержни 69 передают усилие поршню 80, который перемещается внутри втулки 22 и камеры 69. Втулка 22 предпочтительно изготовлена из керамического материала или подобного материала с низким коэффициентом трения, а втулка 13 предпочтительно изготовлена из полимерного композитного материала или подобного материала с низким коэффициентом трения.
На фиг.23 и 24 показана камера 65 крышки с корпусом 66. Корпус 66 имеет отверстие 89 для очистки и канал 67 для сжатого воздуха. По окружности камеры 65 расположены отверстия 84, которые используют с креплениями 33 для прикрепления камеры 65 крышки к кожуху 20 цилиндра. Как показано на фиг.2, камера 65 крышки расположена на конце устройства 10 для формования днища и образует камеру 68. В процесс работы устройства 10 для формования днища воздух внутри него сжимается под действием штамповального пресса пресс-штемпеля и хода поршня внутри устройства 10 для формования днища. Камера 68 и канал 67 для сжатого воздуха обеспечивают сброс этого повышенного давления. Отверстие 89 для очистки может быть открыто для очистки или выдувания избытка охлаждающей жидкости и воздуха. Камера 65 крышки предпочтительно изготовлена из алюминия или подобного облегченного материала с целью уменьшения массы и переноса центра тяжести устройства для формования днища.
На фиг.25 и 26 показан стопорный механизм 85 с корпусом и зубцами 87. Отверстия 88 служат для прикрепления стопорного механизма 85 к упору 40 зажимного кольца. Как указано выше, зубцы 87 стопорного механизма 85 взаимодействуют с зубцами 42 корпуса упора зажимного кольца для фиксации упора зажимного кольца.
На 27-35 показан второй вариант осуществления предложенного в изобретении устройства 100 для формования днища. Устройство 100 для формования днища в целом состоит из таких же узлов, что и устройство 10 для формования днища, однако конфигурация нескольких узлов отличается от конфигурации соответствующих узлов устройства 10 для формования днища, что обеспечивает преимущества устройства 100 для формования днища. Например, конфигурация наружного кожуха 101, упора 110 зажимного кольца и передаточного поршня 125 в устройстве 100 отличается от конфигурации соответствующих узлов устройства 10 для формования днища.
Как показано на фиг.27 и 28, устройство 100 для формования днища имеет наружный кожух 101 и кожух 20 цилиндра. Спереди устройства 100 для формования днища расположен упор 110 зажимного кольца со средством 114 смещения, служащий для фиксации и обеспечения плавающего перемещения зажимного кольца 43. Упор 110 зажимного кольца расположен вблизи выпуклого пуансона 90 и примыкает к передаточному поршню 125. Как показано на фиг.28 и в отличие от фиг.2, корпус 126 передаточного поршня примыкает только к корпусу 111 упора зажимного кольца, а не наружному кожуху, как это показано на фиг.2. Наружный кожух имеет втулку 103, которая с возможностью скольжения входит в контакт с передаточным поршнем 125. Передаточный поршень 125 прикреплен к выпуклому пуансону 90 креплением 78. Передаточный поршень 125 расположен вблизи пружинного элемента 57, а толкающие стержни 60 проходят от передаточного поршня 125 через пружинный элемент 57. Толкающий стержень 60 оканчивается у поршня 80, который примыкает к камере 69 и перемещается внутри нее во втулке 22. Кожух 20 цилиндра прикреплен к наружному кожуху креплениями 18. Камера 65 крышки образует камеру, прикрепленную креплением 33 к концу устройства 100 для формования днища, а именно кожуху 20 цилиндра. Кожух 20 цилиндра имеет впускное отверстие 27 для масла, впускной патрубок 28 для охлаждающей жидкости и спускной патрубок 29. Устройство для формования днища согласно данному варианту осуществления прикрепляют к корпусообразующей машине при помощи крепежного фланца 35, распорного элемента 52 и стяжных болтов 19 с шестигранными головками 39.
На фиг.29 и 30 показан наружный кожух 101, имеющий в целом цилиндрический корпус 102 и взаимодействующий с втулкой 103. Наружный кожух предпочтительно изготовлен из инструментальной стали или подобного твердого материала. Втулка 13 предпочтительно изготовлена из полимерного композитного материала или аналогичного материала. В расположенные по окружности отверстия 104 входят стяжные болты 19 (показанные на фиг.28). В отверстия 108 входят крепления 18. В отверстие 105 входит установочный штифт 107, служащий для дополнительного крепления наружного кожуха в отверстии 34 корпуса 21 кожуха цилиндра, как это рассмотрено выше со ссылкой на фиг.6. Спускной патрубок 106 служит для отвода избытка охлаждающей жидкости или масла. Как рассмотрено выше со ссылкой на фиг.3-5, желательно измерять перебег передаточного поршня, например, при помощи измерителя 94 перебега (показанного на фиг.4), чтобы контролировать его перемещение внутри устройства для формования днища и производить необходимые корректировки, например замену пружинного элемента в случае чрезмерного перебега.
На фиг.31-33 показан упор 110 зажимного кольца, который имеет кольцевой корпус 111 с полостями 121 для средства 114 смещения, обеспечивающего плавающее перемещение зажимного кольца внутри устройства для формования днища. Зубцы 112 взаимодействуют с зубцами 87 стопорного механизма 85 (показанного на фиг.25) и фиксируют упор зажимного кольца. Средство 114 смещения имеет взаимодействующие элементы, а именно шаровой элемент 115, заглушку 116, пружинный элемент 117, заглушку 48 и зажимной элемент 119, которые помещаются в полостях 121. Пружинный элемент предпочтительно изготовлен из уретана или подобного сжимаемого материала, а каждый шаровой элемент изготовлен из нитрита или подобного твердого материала.
На фиг.34 и 35 показан передаточный поршень 125 с корпусом 126. В отверстия 130 входят крепления 78, которыми корпус 126 передаточного поршня прикреплен к выпуклому пуансону 90. Корпус 126 передаточного поршня имеет углубленный участок 133, в который входит выпуклый пуансон 90. Отверстия 127 имеют уплотнение 128 толкающего стержня и втулку 129, предпочтительно изготовленную из полимерного композитного материала или подобного материала с низким коэффициентом трения, которая входит в скользящий контакт с толкающим стержнем 60.
Таким образом, во втором варианте осуществления устройства 100 для формования днища наружный кожух, упор зажимного кольца и передаточный поршень имеют альтернативную конфигурацию. Данные узлы взаимодействуют друг с другом таким образом, что передаточный поршень возвращается в исходное положение после воздействия усилия штамповального пресса корпусообразующей машины, входит в контакт и оказывает ударное воздействие только на упор зажимного кольца, а не наружный кожух. Наружный кожух, передаточный поршень и упор зажимного кольца предпочтительно изготовлены из инструментальной стали или подобного твердого материала. Альтернативная конфигурация наружного кожуха, передаточного поршня и упора зажимного кольца позволяет упростить техническое обслуживание и механическую обработку устройства для формования днища.
В альтернативном варианте осуществления также облегчен доступ внутрь устройства для формования днища. Пружинный элемент, а также различное оборудование внутри устройства для формования днища может потребовать замены. Например, для доступа к пружине устройства для формования днища согласно первому варианту осуществления отвинчивают и удаляют десять стяжных болтов с шестигранными головками, извлекают кожух цилиндра, после чего осуществляют замену пружины, а для повторной сборки устройства для формования днища необходимо снова завинтить десять стяжных болтов. В качестве альтернативы для доступа к пружине устройства для формования днища согласно второму варианту осуществления открывают дверцу корпусообразующей машины и извлекают упор зажимного кольца, выпуклый пуансон и передаточный поршень. Таким образом, не требуется удалять десять стяжных винтов, которые прикрепляют устройство для формования днища к дверце корпусообразующей машины посредством крепежного фланца, распорного элемента и наружного кожуха и кожуха цилиндра.
Таким образом, в настоящем изобретении предложено усовершенствованное устройство для формования днища, отличающееся новизной компоновки узлов, облегченной конструкцией и наличием средства смещения, обеспечивающего плавающее перемещение зажимного кольца. За счет показанной и описанной компоновки узлов и выполнения многих из узлов из алюминия, а не инструментальной стали центр тяжести устройства для формования днища смещен ближе к установочному устройству на корпусообразующей машине, благодаря чему предотвращается прогиб устройства для формования днища и его смещение относительно оси штамповального пресса корпусообразующей машины. Дополнительным усовершенствованием устройства для формования днища является использование средства смещения, которое обеспечивает плавающее перемещение зажимного кольца и тем самым направляет штамповальный пресс корпусообразующей машины.
Поскольку в варианты осуществления предложенного в настоящем изобретении устройства может быть внесено множество изменений с использованием принципов изобретения, описание изобретения и приложенные чертежи следует считать иллюстрирующими, а не ограничивающими изобретение.














Изобретение относится к области обработки металлов давлением, в частности к устройствам для формования днища металлических банок, таких как стальные и алюминиевые составные банки из двух деталей. Устройство имеет облегченную конструкцию и включает наружный кожух и кожух цилиндра, в котором помещаются упор зажимного кольца, передаточный поршень и пружинный элемент. Упор зажимного кольца включает средство смещения, обеспечивающее плавающее перемещение зажимного кольца и центрирование зажимного кольца и выпуклого пуансона относительно пресс-штемпеля корпусообразующей машины. Упрощается конструкция за счет регулирования зажимного кольца. 3 н. и 17 з.п. ф-лы, 35 ил.
1. Устройство для формования днища корпуса банки, устанавливаемое на корпусообразующей машине со штамповальным прессом, включающее:
a) кожух в сборе, включающий наружный кожух, кожух цилиндра и камеру крышки, образующую камеру сброса давления,
b) упор зажимного кольца со средством смещения, обеспечивающим плавающее перемещение зажимного кольца, при этом упомянутый упор зажимного кольца частично расположен внутри упомянутого наружного кожуха,
c) зажимное кольцо и выпуклый пуансон, контактирующий с корпусом банки,
d) поршень в сборе, включающий передаточный поршень, толкающие стержни и торцевой элемент, при этом упомянутый передаточный поршень с возможностью скользящего контакта установлен внутри упомянутого наружного кожуха, упомянутый торцевой элемент с возможностью скользящего контакта установлен внутри упомянутого кожуха цилиндра, а упомянутый выпуклый пуансон сообщается с упомянутым передаточным поршнем,
e) пружинный элемент, помещающийся между упомянутым передаточным поршнем и упомянутым торцевым элементом, при этом упомянутые толкающие стержни проходят через упомянутый пружинный элемент с возможностью скользящего контакта с упомянутым пружинным элементом, и
f) средство прикрепления устройства для формования днища к корпусообразующей машине.
2. Устройство для формования днища по п.1, в котором упомянутое средство смещения упомянутого упора зажимного кольца включает множество смещающих элементов, каждый из которых включает сжимаемый пружинный элемент и взаимодействующий жесткий шаровой элемент, при этом каждый шаровой элемент имеет в целом сферическую форму.
3. Устройство для формования днища по п.1, в котором упомянутый пружинный элемент изготовлен из полиуретана, а упомянутый шаровой элемент изготовлен из нитрита.
4. Устройство для формования днища по п.1, дополнительно включающее втулку из полимерного композитного материала, при этом упомянутый передаточный поршень перемещается внутри упомянутого наружного кожуха через упомянутую втулку.
5. Устройство для формования днища по п.1, дополнительно включающее керамическую втулку, при этом упомянутый торцевой элемент поршня перемещается внутри упомянутого кожуха цилиндра через упомянутую керамическую втулку.
6. Устройство для формования днища по п.1, в котором упомянутый кожух цилиндра имеет впускные и выпускные отверстия для масла и охлаждающей жидкости.
7. Устройство для формования днища по п.1, в котором упомянутая камера крышки имеет отверстие для поступления сжатого воздуха.
8. Устройство для формования днища по п.1, в котором упомянутый пружинный элемент имеет расположенный по центру канал для центрирования и сброса давления, выполненный из уретана.
9. Устройство для формования днища по п.1, в котором упомянутая камера крышки и упомянутый кожух цилиндра изготовлены из алюминия, а упомянутый наружный кожух, упомянутый упор зажимного кольца и упомянутый поршень в сборе изготовлены из инструментальной стали.
10. Устройство для формования днища по п.1, в котором упомянутое средство прикрепления включает крепежный фланец и по меньшей мере один стяжной болт.
11. Устройство для формования днища по п.1, в котором упомянутое средство прикрепления дополнительно включает по меньшей мере один распорный элемент.
12. Устройство для формования днища по п.1, которое дополнительно включает стопорное средство для фиксации упомянутого упора зажимного кольца.
13. Устройство для формования днища, устанавливаемое на корпусообразующей машине со штамповальным прессом, включающее:
a) кожух в сборе с плавающим зажимным кольцом для центрирования перемещения штамповального пресса,
b) упор зажимного кольца с множеством полостей, окружающий упомянутое плавающее зажимное кольцо, при этом упомянутые полости имеют отверстия, обращенные к упомянутому зажимному кольцу, и
c) средство смещения, расположенное в каждой упомянутой полости и служащее для центрирования упомянутого плавающего зажимного кольца, при этом упомянутое средство смещения включает шаровой палец и взаимодействующий сжимаемый элемент.
14. Устройство для формования днища по п.13, в котором упомянутый кожух в сборе включает наружный кожух, кожух цилиндра и камеру крышки, устройство для формования днища дополнительно включает выпуклый пуансон, контактирующий с корпусом банки, поршень в сборе, включающий передаточный поршень, толкающие стержни и торцевой элемент, пружинный элемент, помещающийся между упомянутым передаточным поршнем и упомянутым торцевым элементом, и средство прикрепления устройства для формования днища к корпусообразующей машине, при этом упомянутый упор зажимного кольца частично расположен внутри упомянутого наружного кожуха, упомянутый передаточный поршень с возможностью скользящего контакта установлен внутри упомянутого наружного кожуха, упомянутый торцевой элемент с возможностью скользящего контакта установлен внутри упомянутого кожуха цилиндра, упомянутый выпуклый пуансон сообщается с упомянутым передаточным поршнем, а упомянутые толкающие стержни проходят через упомянутый пружинный элемент с возможностью скользящего контакта с упомянутым пружинным элементом.
15. Устройство для формования днища по п.14, в котором упомянутый шаровой палец имеет в целом сферическую форму и изготовлен из нитрита, упомянутый взаимодействующий сжимаемый элемент изготовлен из композиции на основе уретана, при этом упомянутое устройство для формования днища дополнительно включает втулку из полимерного композитного материала, а упомянутый передаточный поршень перемещается внутри упомянутого наружного кожуха через упомянутую втулку.
16. Устройство для формования днища по п.14, в котором упомянутый пружинный элемент изготовлен из уретана, упомянутая камера крышки и упомянутый кожух цилиндра изготовлены из алюминия, а упомянутый наружный кожух, упомянутый упор зажимного кольца и упомянутый поршень в сборе изготовлены из инструментальной стали.
17. Устройство для формования днища по п.14, каждый упомянутый толкающий стержень имеет корпус и оконечную часть, при этом диаметр упомянутой оконечной части больше диаметра упомянутого корпуса.
18. Устройство для формования днища корпуса банки, устанавливаемое на корпусообразующей машине со штамповальным прессом, включающее:
а) кожух в сборе, включающий наружный кожух, кожух цилиндра и камеру крышки, образующую камеру сброса давления,
b) зажимное кольцо и выпуклый пуансон, контактирующий с корпусом банки,
c) упор зажимного кольца со средством смещения, обеспечивающим плавающее перемещение зажимного кольца, при этом упомянутый упор зажимного кольца частично расположен внутри упомянутого наружного кожуха, а упомянутое средство, обеспечивающее плавающее перемещение зажимного кольца, включает шаровой палец в целом сферической формы и взаимодействующий сжимаемый элемент,
d) поршень в сборе, включающий передаточный поршень, по меньшей мере один толкающий стержень и торцевой элемент, при этом упомянутый передаточный поршень сообщается с упомянутым выпуклым пуансоном и с возможностью скользящего контакта установлен внутри упомянутого наружного кожуха, упомянутый торцевой элемент с возможностью скользящего контакта установлен внутри упомянутого кожуха цилиндра, а упомянутый по меньшей мере один толкающий стержень проходит между упомянутым передаточным поршнем и упомянутым торцевым элементом,
e) пружинный элемент, помещающийся между упомянутым передаточным поршнем и упомянутым торцевым элементом, при этом по меньшей мере один упомянутый толкающий стержень проходит через упомянутый пружинный элемент с возможностью скользящего контакта с упомянутым пружинным элементом, и
f) средство прикрепления устройства для формования днища к корпусообразующей машине.
19. Устройство для формования днища по п.18, упомянутый шаровой палец изготовлен из нитрита, а упомянутый взаимодействующий сжимаемый элемент изготовлен из уретана, при этом упомянутое устройство для формования днища дополнительно включает втулку из полимерного композитного материала, а упомянутый передаточный поршень перемещается внутри упомянутого наружного кожуха через упомянутую втулку.
20. Устройство для формования днища по п.18, в котором упомянутый передаточный поршень в исходном положении контактирует с упомянутым упором зажимного кольца, упомянутый пружинный элемент изготовлен из уретана, упомянутая камера крышки и упомянутый кожух цилиндра изготовлены из алюминия, а упомянутый наружный кожух, упомянутый упор зажимного кольца и упомянутый поршень в сборе изготовлены из инструментальной стали.
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |
| Станок для закатки днищ сосудов высокого давления | 1974 |
|
SU555944A1 |
| Устройство для реверсивной пневмотермической формовки куполообразных деталей | 1991 |
|
SU1796318A1 |
| RU 94045276 A1, 27.02.1997 | |||
| US 4448322 A1, 15.05.1984. | |||

