Область техники
Настоящее изобретение относится к способу изготовления и заполнения резервуаров из термопластичной пластмассы, при котором в открытую форму, содержащую подвижные элементы формы, вводят экструдированный пластмассовый рукав, закрывают образующие резервуар элементы формы, при этом рукав расширяют посредством воздействующего на него градиента давления с получением резервуара, предпочтительно в виде сильфона, и заполняют содержимым продуктом, при этом уровень содержимого продукта повышают путем вытеснения объема резервуара в направлении к отверстию резервуара, при этом посредством закрытия головных полуматриц формы из рукава формуют закрывающую головку для отверстия резервуара. Кроме того, изобретение относится к устройству для осуществления способа и к резервуару, изготовленному таким способом.
Уровень техники
Способы данного типа, такие как система бутылочной упаковки "bottlepack®", широко используются для изготовления резервуаров различных форм, размеров и для различных целей использования. При этом здесь может идти речь также о резервуарах, изготавливаемых способом совместной экструзии (коэкструзии). В частности, это могут быть прозрачные гибкие резервуары из полиэтилена или полипропилена. В области асептического использования в производственном процессе широко практикуется как изготовление резервуара, так и его заполнение стерильным содержимым продуктом, например, фармацевтическим продуктом, и закрывание. Такой способ описан в патентном документе WO 2009/086864.
При использовании таких резервуаров в медицине для потребительских свойств существенно, чтобы отбор содержимого продукта мог выполняться подходящим образом. Так например, если содержимым продуктом является подлежащая введению жидкость, такая как средство для наркоза, должно обеспечиваться наличие в резервуаре минимального количества остаточного воздуха, так что жидкость, вытесняемая путем сжатия гибкого резервуара, дозируется с высокой точностью.
Раскрытие изобретения
В соответствии с этим требованием задачей изобретения является создание способа, который обеспечивает возможность рационального изготовления заполненного резервуара, практически не содержащего воздуха.
В соответствии с изобретением решение поставленной задачи достигается в способе, обладающем совокупностью признаков по пункту 1 формулы изобретения.
Согласно этому пункту существенная особенность изобретения состоит в том, что формование закрывающей головки резервуара из пластмассового рукава выполняют таким образом, что участок пластмассового рукава остается незакрытым, и образуется трубка для отвода воздуха. Далее на этом же шаге или на дополнительном шаге вытеснения, при котором уровень содержимого продукта повышают соответствующим образом, из резервуара через трубку для отвода воздуха вытесняют остаточный объем воздуха, а после этого посредством закрытия головных полуматриц или дополнительных головных полуматриц формы закрывают (закупоривают) трубку для отвода воздуха, а следовательно, и резервуар. При таком повышенном уровне жидкости после закрывания трубки для отвода воздуха внутри резервуара по существу не остается объема воздуха или остается его незначительный объем. Сама трубка для отвода воздуха или ее части могут быть удалены вместе с остальными отходами. В специальном примере осуществления уровень может быть повышен или вновь повышен даже настолько, что жидкость вытесняется наружу через трубку для отвода воздуха, что приводит к содержимому резервуара, полностью лишенному воздуха.
Когда трубку для отвода воздуха образуют на верхнем конце закрывающей головки резервуара, какой-либо остаточный объем воздуха может быть устранен без необходимости вытеснения содержимого продукта в трубку для отвода воздуха.
Предпочтительно трубку для отвода воздуха закрывают с помощью дополнительных головных полуматриц непосредственно на стенке закрывающей головки резервуара. При этом трубка для отвода воздуха может быть отделена непосредственно у закрывающей головки, так что на ней не остается никакой значительной выступающей части трубки. Особенное преимущество достигается за счет того, что посредством дополнительных головных полуматриц трубку для отвода воздуха не только закрывают, но и одновременно отделяют на месте ее присоединения или сварки. Дополнительные головные полуматрицы закрывают трубку для отвода воздуха и вместо нее с помощью режущих кромок образуют тонкий слой материала, наложенный на закрывающую головку, так что создается также возможность после извлечения из формы при последующем процессе зачистки легко удалить так называемый облой головки вместе с бывшей трубкой для отвода воздуха.
Предпочтительно трубку для отвода воздуха образуют из части пластмассового рукава, лежащей за пределами центральной области закрывающей головки резервуара. При этом центральная область выгодным образом остается свободной от места присоединения или места сварки с трубкой для отвода воздуха, так что сохраняется возможность использования закрывающей головки в качестве соединительной головки для внутривенного вливания.
Согласно пункту 7 формулы изобретения предметом изобретения является также устройство для осуществления способа, содержащее подвижные элементы формы для формования резервуара из экструдированного пластмассового рукава, причем образующие закрывающую головку резервуара основные головные полуматрицы формы на своих закрывающих поверхностях снабжены выемками, которые оставляют незакрытой часть пластмассового рукава с образованием, по меньшей мере, одной трубки для отвода воздуха, а подвижные относительно основных головных полуматриц дополнительные головные полуматрицы выполнены с возможностью перемещения в положение воздействия, закрывающее трубку для отвода воздуха.
Предпочтительно компоновка устройства такова, что дополнительные головные полуматрицы встроены в основные головные полуматрицы таким образом, что они установлены с возможностью перемещения в положение воздействия с проходом через выемки в направлении движения закрытия основных головных полуматриц.
Особенно выгодным образом дополнительные головные полуматрицы выполнены с возможностью перемещения посредством находящихся в основных головных полуматрицах рабочих цилиндров, приводимых средой под давлением. Вместо этих рабочих цилиндров дополнительно или альтернативно могут использоваться сервомоторы.
Далее, согласно пункту 10 формулы изобретения предметом изобретения является изготовленный способом по изобретению с помощью устройства по изобретению не содержащий воздуха резервуар, имеющий закрытое место присоединения отделенной трубки для отвода воздуха.
Краткий перечень чертежей
Далее изобретение будет подробно пояснено со ссылками на чертежи.
На чертежах
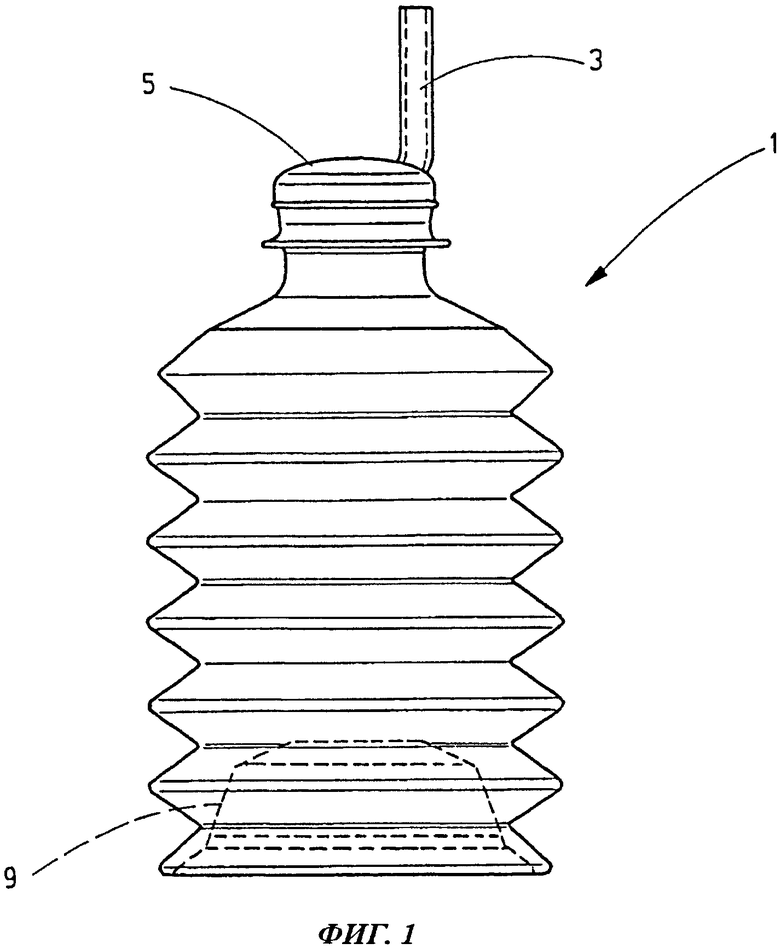
фиг.1 изображает на виде сбоку в слегка уменьшенном масштабе по сравнению с практическим примером выполнения изготовленный в соответствии с изобретением резервуар в виде складывающегося в осевом направлении сильфона перед отделением трубки для отвода воздуха,
фиг.2 изображает в перспективе резервуар в уменьшенном виде по сравнению с фиг.1,
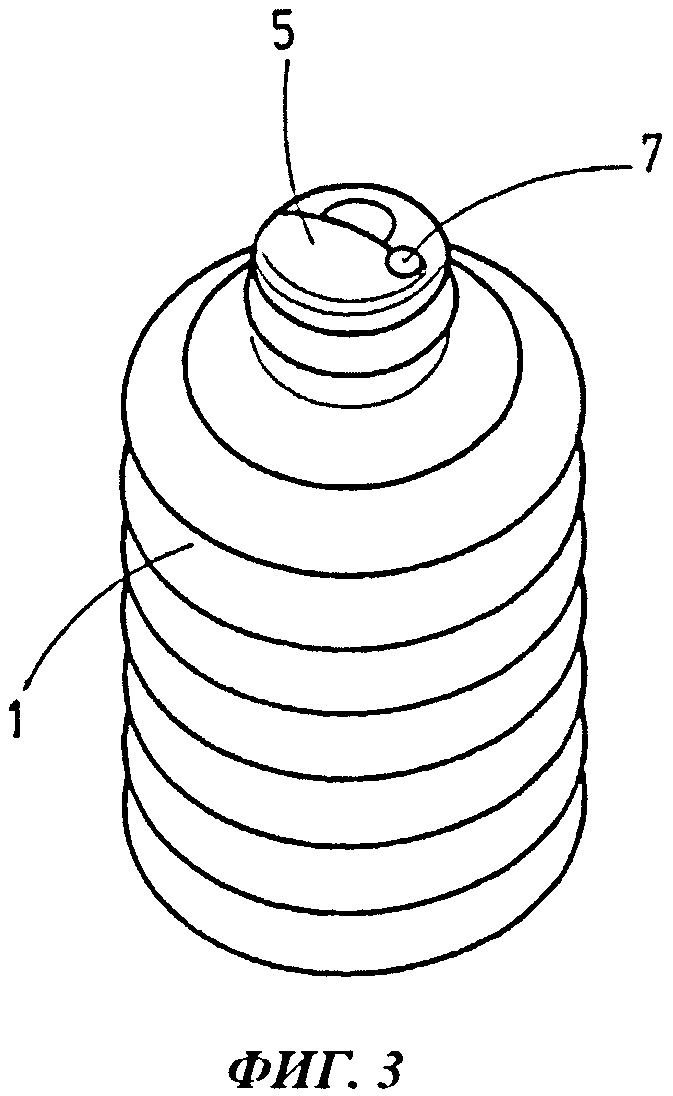
фиг.3 изображает на том же виде в перспективе, что и на фиг.2, резервуар после отделения трубки для отвода воздуха,
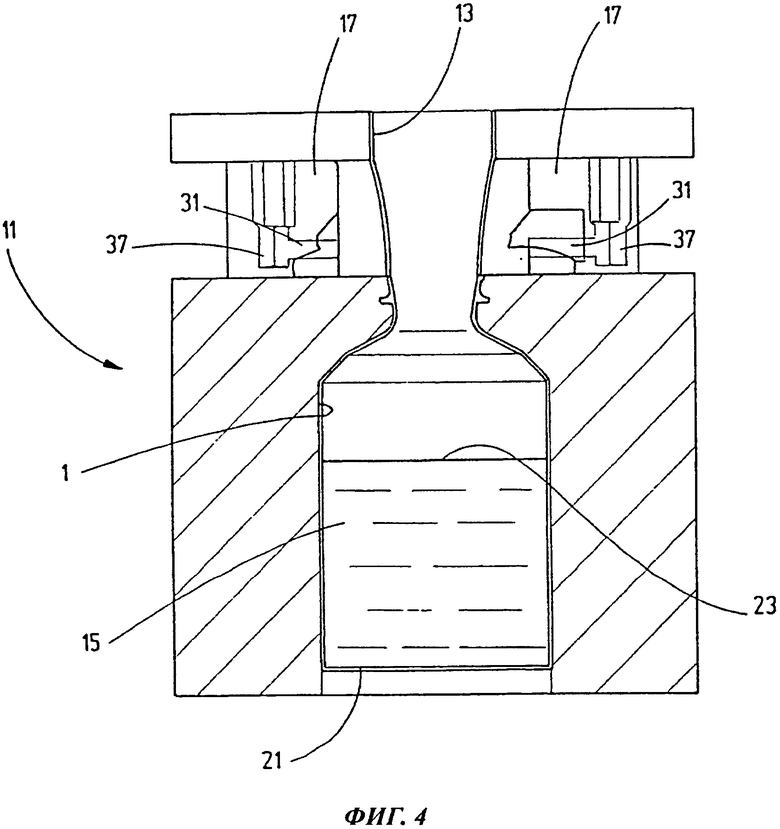
фиг.4 схематично изображает в упрощенном виде частично закрытую форму для выдувания со сформованным в ней резервуаром, причем показано состояние заполнения резервуара содержимым продуктом в процессе производства, а формирующие закрывающую головку головные полуматрицы формы еще находятся в открытом положении,
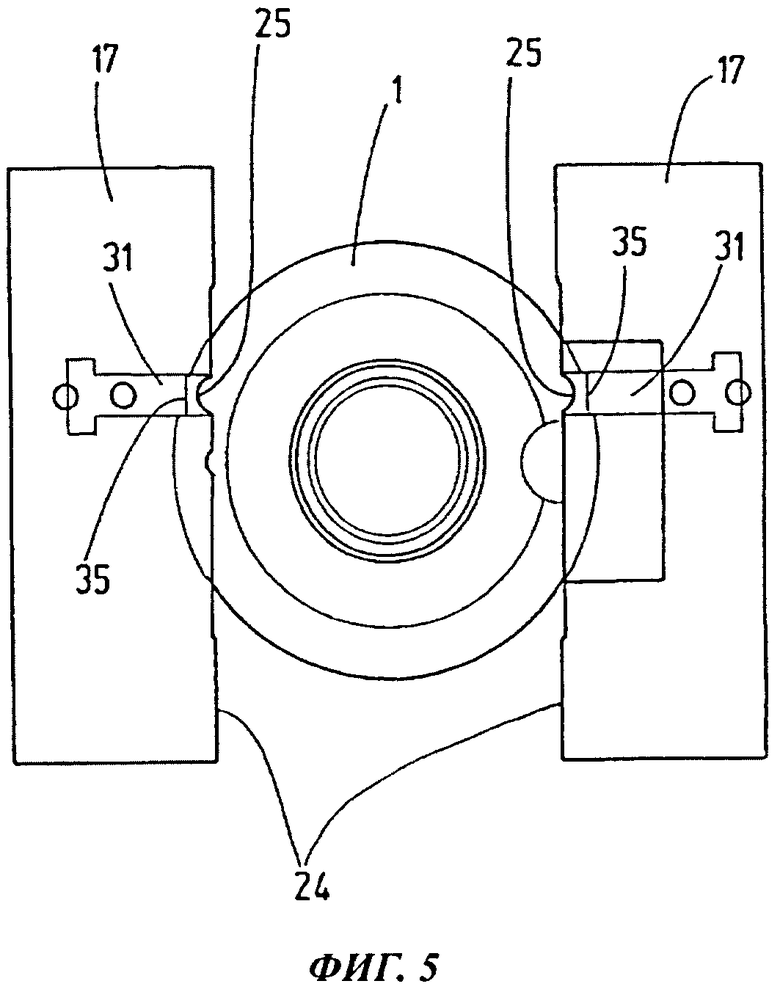
фиг.5 схематично изображает в упрощенном виде резервуар на фиг.4, причем из элементов формы видны только открытые головные полуматрицы,
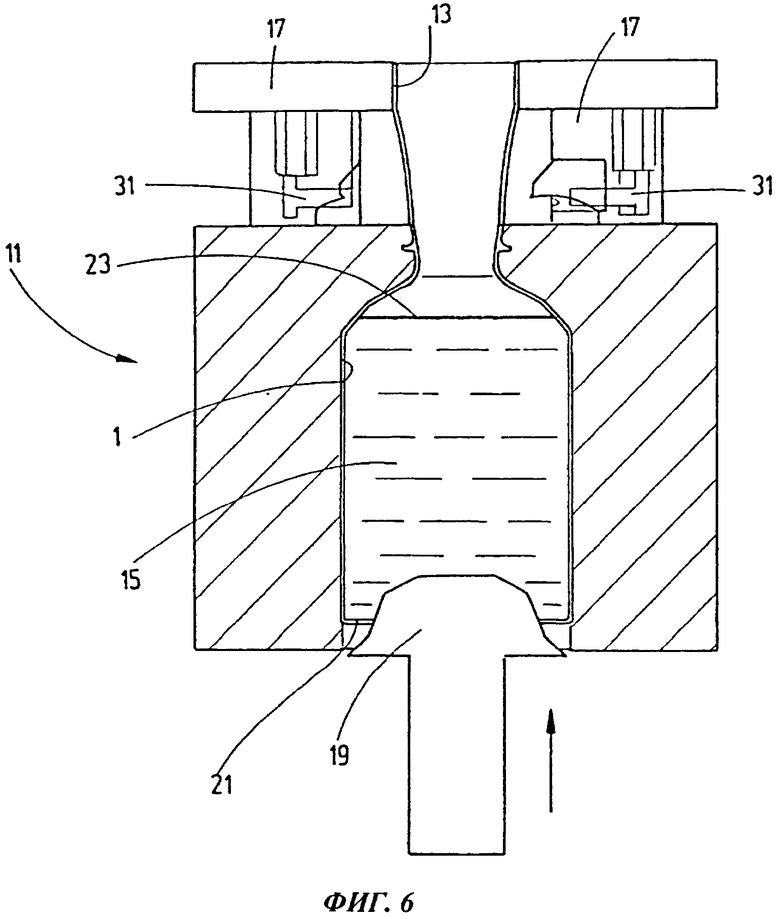
фиг.6 изображает вид, подобный виду на фиг.4, на первом шаге вытеснения с повышением уровня заполнения содержимым продуктом,
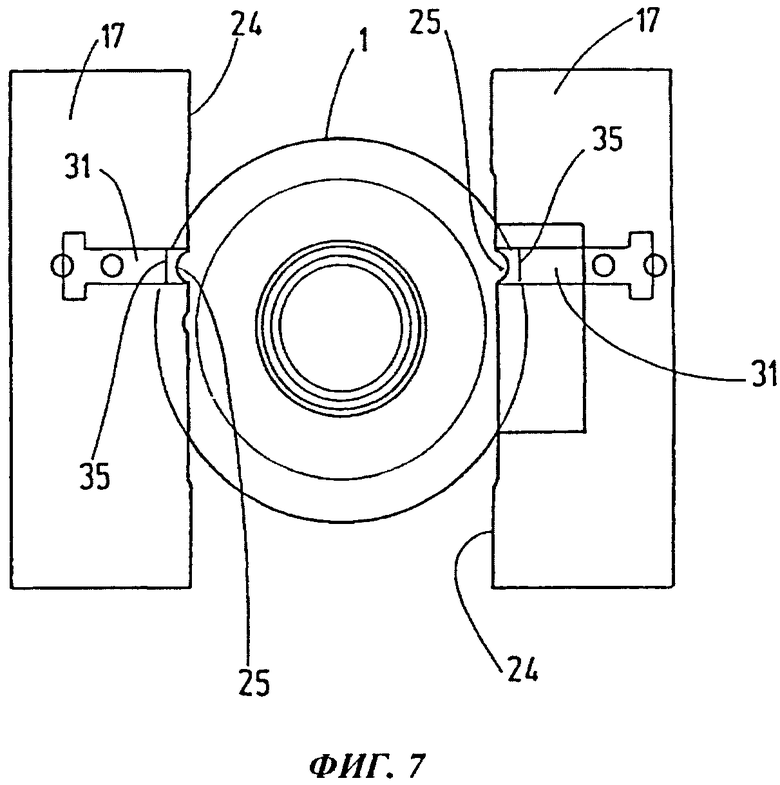
фиг.7 изображает резервуар на фиг.6 на виде сверху, соответствующем виду на фиг.5,
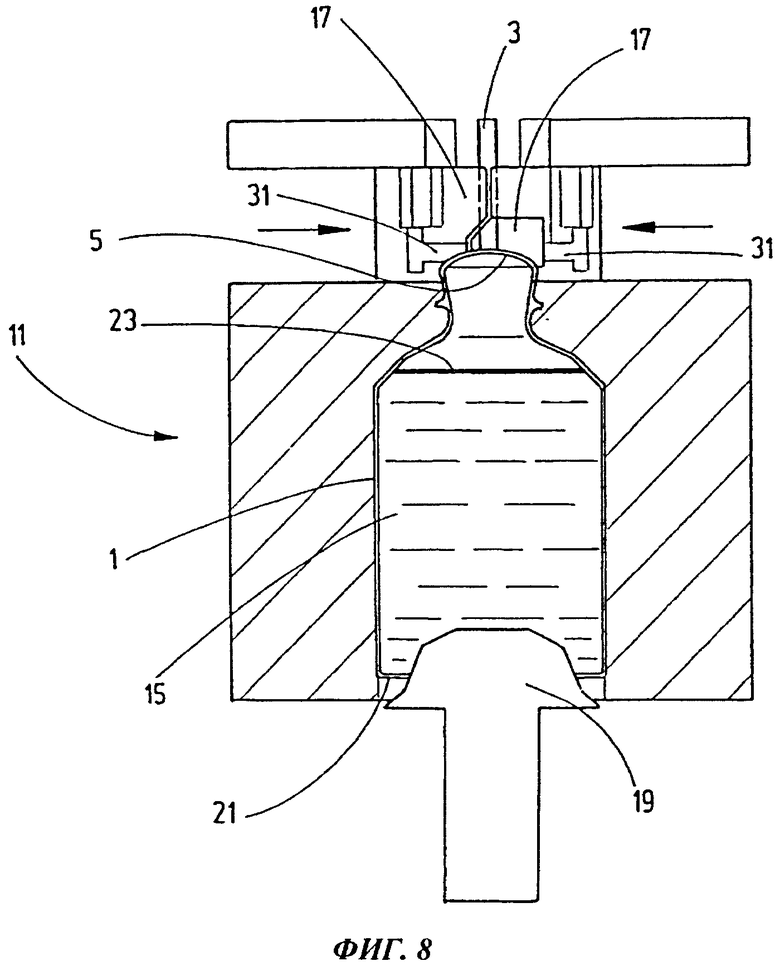
фиг.8 изображает вид, подобный виду на фиг.6, однако головные полуматрицы формы закрыты, так что из пластмассового рукава сформованы закрывающая головка резервуара и трубка для отвода воздуха,
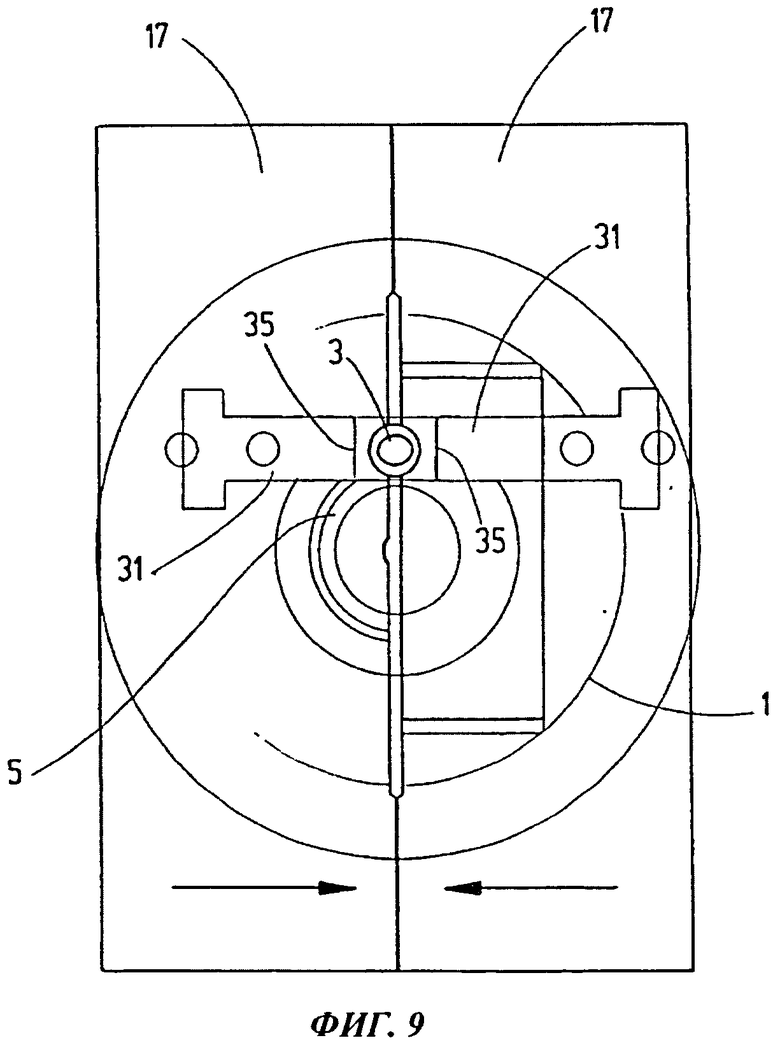
фиг.9 изображает устройство на фиг.8 на увеличенном виде сверху,
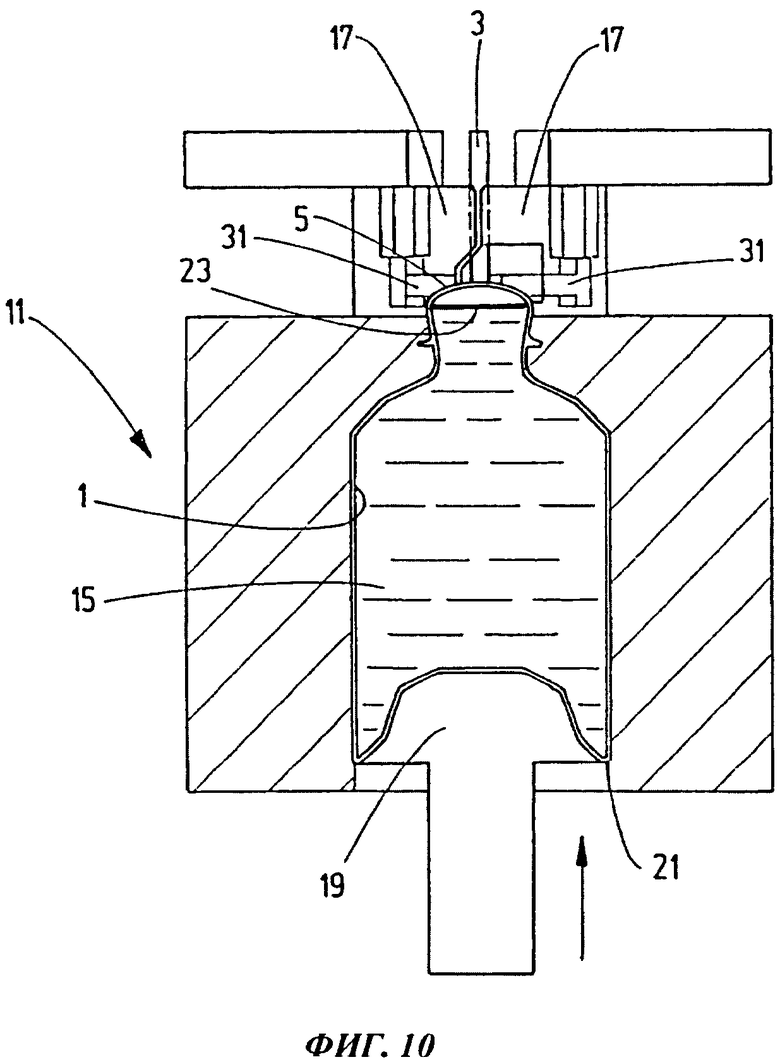
фиг.10 изображает вид, подобный виду на фиг.8, причем уровень заполнения содержимым продуктом дополнительно повышен на втором шаге вытеснения,
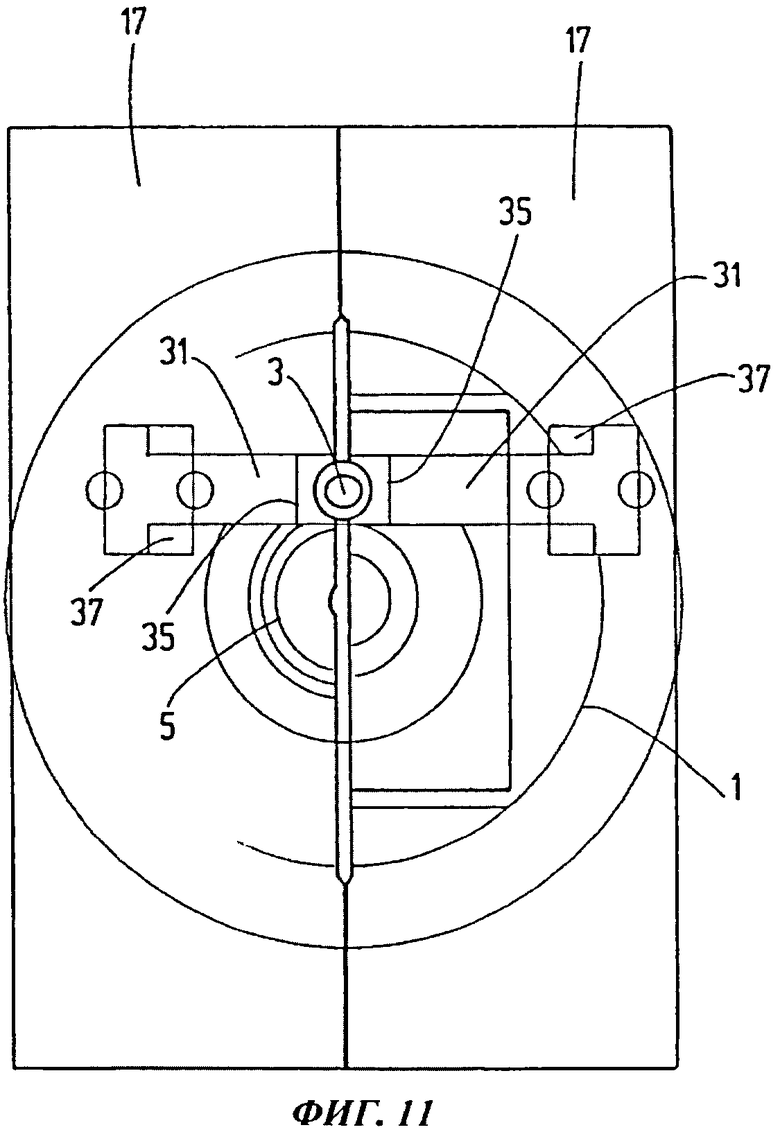
фиг.11 изображает устройство на фиг.10 на увеличенном виде сверху,
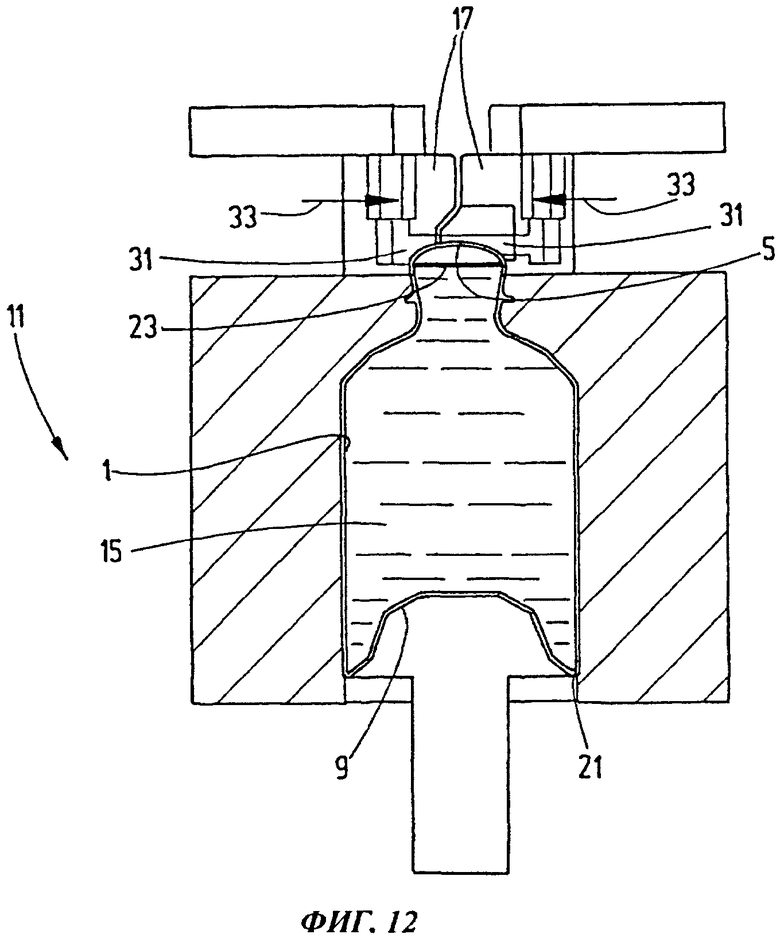
фиг.12 изображает вид, подобный виду на фиг.10, причем показаны
закрытыми дополнительные головные полуматрицы, с помощью которых закрывают и отделяют трубку для отвода воздуха,
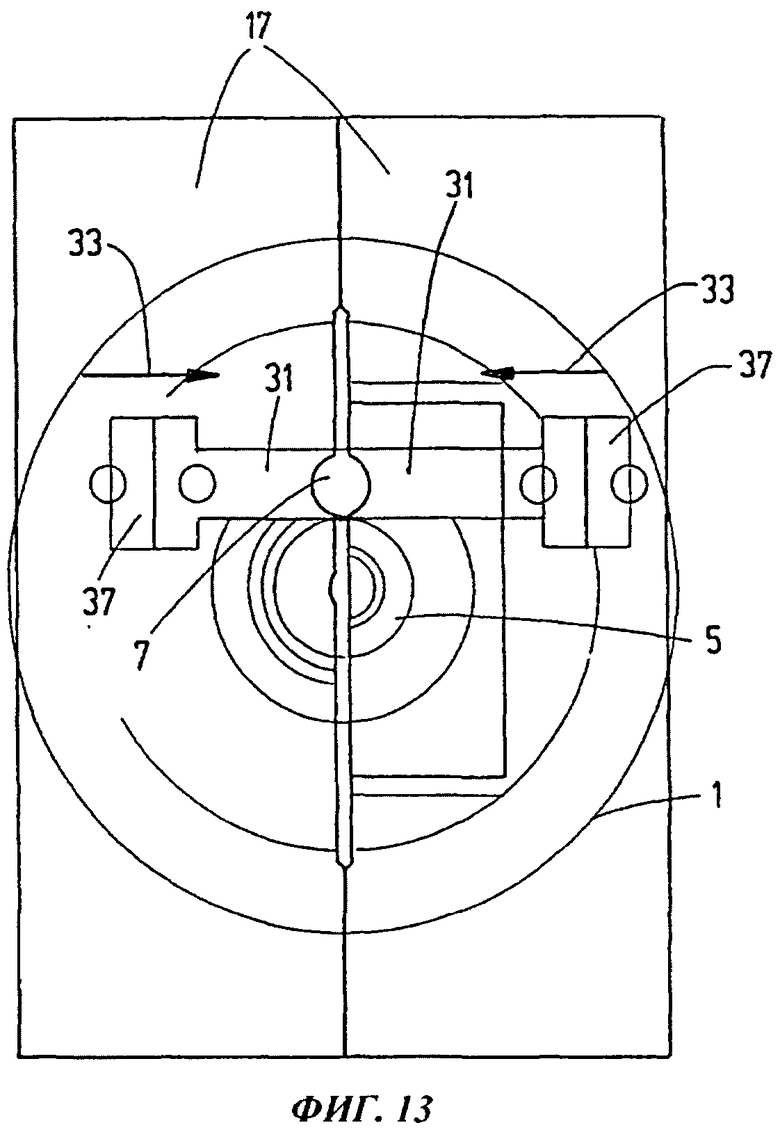
фиг.13 изображает вид, подобный виду на фиг.11, на котором на виде сверху показаны дополнительные головные полуматрицы на фиг.12 в закрытом положении.
Осуществление изобретения
Далее изобретение поясняется на примере резервуара 1 типа сильфона, как это показано на фиг.1-3. Само собой разумеется, что изобретение может использоваться с получением преимуществ также для изготовления гладкостенных резервуаров. На фиг.1 и 2 резервуар 1 показан в не полностью готовом состоянии, в котором его вынимают из выдувной формы; при этом его трубка 3 для отвода воздуха еще на закрыта и не отделена от закрывающей головки 5 резервуара. На фиг.3 резервуар показан в готовом состоянии, в котором трубка 3 для отвода воздуха отделена от закрывающей головки 5 резервуара на месте 7 сварки или присоединения. На чертежах видно, что трубка 3 для отвода воздуха и место 7 ее присоединения смещены от центральной области закрывающей головки 5 резервуара.
Как показано на фиг.1, корпус резервуара 1 сформован не с плоским дном, а имеет направленную внутрь выпуклость 9. Поэтому при выдаче жидкости из резервуара 1 путем сжатия гофров жидкость может быть вытеснена из резервуара 1 без остаточного объема, поскольку выпуклость 9 образует вытесняющее тело, которое при полном сложении гофров компенсирует остающуюся мертвую длину.
Фиг.4-13 иллюстрируют ход способа по изобретению, выполняемого на основе известной системы бутылочной упаковки "bottlepack®". На фиг.4 и 5 показан резервуар 1, образованный в выдувной форме 11 из пластмассового рукава 13, в процессе заполнения жидким содержимым продуктом 15. При этом подвижные головные полуматрицы 17 раздувной формы 11 находятся в открытом положении, так что ими еще не образована закрывающая головка резервуара, и резервуар 1 еще открыт.На фиг.6 и 7 показан первый шаг вытеснения, при котором с помощью вытесняющего штампа 19 вытесняют объем резервуара на дне 21, так что уровень 23 жидкости содержимого продукта 15 повышается до показанной на фиг.6 промежуточной высоты. Головные полуматрицы 17 все еще находятся в открытом положении, так что вид сверху на фиг.7 соответствует виду сверху на фиг.5.
Как видно на фиг.5 и 7, головные полуматрицы 17 содержат на своих закрывающих поверхностях 24 обращенные друг к другу полуцилиндрические выемки 25. Когда головные полуматрицы 17 сводят (сжимают), как это обозначено стрелками на фиг.8, и при этом из пластмассового рукава 13 образуют закрывающую головку 5 (см. фиг.8 и 9), находящаяся в выемках 25 часть пластмассового рукава 13 остается незакрытой, так что образуется трубка 3 для отвода воздуха, показанная на фиг.1 и 2. Выемки 25 находятся за пределами центральной области головных полуматриц 17, см. фиг.5 и 7, так что, как было упомянуто, трубка 3 для отвода воздуха примыкает к закрывающей головке 5 не в ее середине.
На фиг.10 и 11 показано состояние, в котором после образования закрывающей головки 5 резервуара и трубки 3 для отвода воздуха при закрытом положении головных полуматриц 17 выполняют второй шаг вытеснения с помощью вытесняющего штампа 19, так что при выходе воздуха из резервуара 1 через трубку 3 для отвода воздуха уровень 23 жидкости поднимается до высоты вблизи области сообщения трубки 3 для отвода воздуха внутри закрывающей головки 5 резервуара, при этом в резервуаре 1 практически не остается остаточного объема воздуха. Как показано на фиг.12 и 13, после достижения этого состояния трубку 3 для отвода воздуха закрывают (закупоривают). Это производят с помощью встроенных в головные полуматрицы 17 дополнительных головных полуматриц 31, которые могут перемещаться друг к другу, как это показано на фиг.12 и 13 стрелками 33 направления движения. Дополнительные головные полуматрицы 31 имеют сварочные кромки 35, которые выполняют операцию закрывания и отделения трубки 3 для отвода воздуха, так что трубка 3 для отвода воздуха отделяется от закрывающей головки 5 резервуара на месте 7 присоединения. Привод в действие дополнительных головных полуматриц 31 производится посредством цилиндров 37 управления (фиг.13), приводимых средой под давлением.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ РЕЗЕРВУАРОВ ИЗ ТЕРМОПЛАСТИЧНОЙ ПЛАСТМАССЫ, А ТАКЖЕ ИЗГОТОВЛЕННЫЙ С ИХ ПОМОЩЬЮ РЕЗЕРВУАР | 2008 |
|
RU2484961C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АППЛИКАТОРА И АППЛИКАТОР | 2014 |
|
RU2638657C2 |
| ОТДЕЛИТЕЛЬ | 2008 |
|
RU2465137C2 |
| ОТДЕЛИТЕЛЬ | 2009 |
|
RU2493007C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ РЕЗЕРВУАРОВ ИЗ СИНТЕТИЧЕСКОГО МАТЕРИАЛА, ФОРМУЕМЫХ МЕТОДОМ ВЫДУВАНИЯ | 2009 |
|
RU2481948C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ И ЗАПОЛНЕНИЯ КОНТЕЙНЕРОВ | 2009 |
|
RU2503595C2 |
| СПОСОБ СОЗДАНИЯ СТРУКТУРЫ ИЗДЕЛИЯ И ИЗДЕЛИЕ, ПРОИЗВЕДЕННОЕ ТАКИМ СПОСОБОМ | 2012 |
|
RU2607750C2 |
| ЗАЩИТНОЕ УСТРОЙСТВО ДЛЯ ПЛАСТИКОВОГО КОНТЕЙНЕРА | 2007 |
|
RU2415057C2 |
| УСТРОЙСТВО ДЛЯ ПОДГОТОВКИ РЕЗЕРВУАРОВ ИЗ ПЛАСТМАССЫ К ИХ ИСПОЛЬЗОВАНИЮ | 2008 |
|
RU2472682C2 |
| СИСТЕМА ДЛЯ ПРИГОТОВЛЕНИЯ И ПРИВЕДЕНИЯ В ГОТОВЫЙ ВИД ТЕКУЧЕЙ СРЕДЫ, ОБРАЗОВАННОЙ СМЕШИВАНИЕМ СУХОГО ВЕЩЕСТВА И ЖИДКОСТИ | 2006 |
|
RU2431458C2 |
Изобретение относится к способу изготовления и заполнения резервуаров (1) из термопластичной пластмассы, при котором в открытую форму (11), содержащую подвижные элементы формы, вводят экструдированный пластмассовый рукав, закрывают образующие резервуар (1) элементы формы, при этом рукав расширяют посредством воздействующего на него градиента давления с получением резервуара (1), предпочтительно в виде сильфона, и заполняют содержимым продуктом, при этом уровень содержимого продукта повышают путем вытеснения объема резервуара в направлении к отверстию резервуара, при этом посредством закрытия головных полуматриц формы из рукава формуют закрывающую головку (5) для отверстия резервуара, отличается тем, что резервуар (1), предпочтительно в области закрывающей головки (5) резервуара, формуют таким образом, что вначале оставляют незакрытым, по меньшей мере, один участок пластмассового рукава (13) для образования трубки (3) для отвода воздуха, а при вытеснении объема резервуара уровень содержимого продукта повышают таким образом, что из резервуара (1) через трубку (3) для отвода воздуха вытесняют, по меньшей мере, воздух, и посредством закрытия головных полуматриц или дополнительных головных полуматриц закрывают трубку для отвода воздуха. 3 н. и 7 з.п. ф-лы, 13 ил.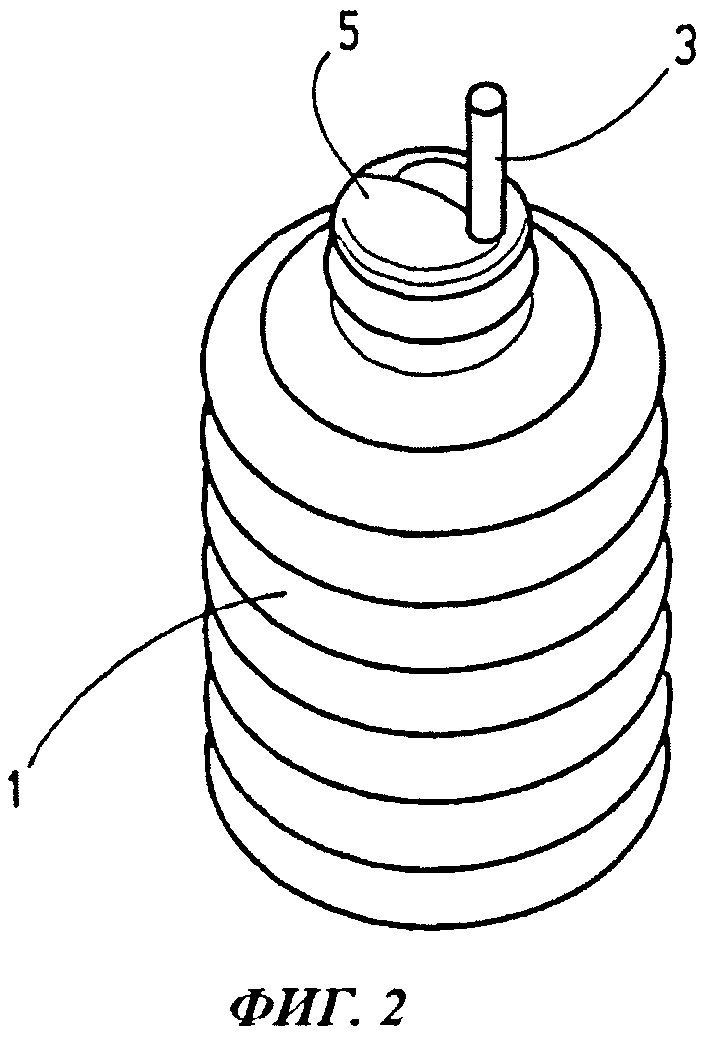
1. Способ изготовления и заполнения резервуаров (1) из термопластичной пластмассы, при котором в открытую форму (11), содержащую подвижные элементы формы, вводят экструдированный пластмассовый рукав (13), закрывают образующие резервуар (1) элементы формы, при этом рукав расширяют посредством воздействующего на него градиента давления с получением резервуара (1), предпочтительно в форме сильфона, и заполняют содержимым продуктом (15), причем уровень (23) содержимого продукта (15) повышают путем вытеснения объема резервуара в направлении к отверстию резервуара, при этом посредством закрытия головных полуматриц (17) формы (11) из рукава (13) формуют закрывающую головку (5) для отверстия резервуара, отличающийся тем, что при сведении головных полуматриц (17) из пластмассового рукава (13) образуют закрывающую головку (5), а находящуюся в выемках (25) головных полуматриц (17) часть пластмассового рукава (13) оставляют незакрытой с образованием, по меньшей мере, одной трубки (3) для отвода воздуха, а при вытеснении объема резервуара уровень (23) содержимого продукта (15) повышают так, что из резервуара (1) через соответствующую трубку (3) для отвода воздуха вытесняют, по меньшей мере, воздух, и посредством закрытия головных полуматриц (17) или дополнительных головных полуматриц (31) закрывают соответствующую трубку (3) для отвода воздуха.
2. Способ по п. 1, отличающийся тем, что трубку (3) для отвода воздуха образуют в области верхней оконечности закрывающей головки (5) резервуара.
3. Способ по п. 2, отличающийся тем, что трубку (3) для отвода воздуха закрывают с помощью дополнительных головных полуматриц (31) непосредственно на наружной стороне закрывающей головки (5) резервуара.
4. Способ по п. 3, отличающийся тем, что трубку (3) для отвода воздуха отделяют с помощью дополнительных головных полуматриц (31) непосредственно на стенке закрывающей головки (5) резервуара.
5. Способ по любому из п.п. 1-4, отличающийся тем, что трубку (3) для отвода воздуха образуют из части пластмассового рукава (13), лежащей за пределами центральной области закрывающей головки (5) резервуара.
6. Способ по любому из п.п. 1-4, отличающийся тем, что вытеснение объема резервуара выполняют с образованием выпуклости (9) дна (21), направленной от дна (21) внутрь резервуара (1).
7. Устройство для осуществления способа по любому из п.п. 1-6, содержащее подвижные элементы формы для формования резервуара (1) из экструдированного пластмассового рукава (13), отличающееся тем, что образующие закрывающую головку (5) резервуара основные головные полуматрицы (17) формы (11) на своих закрывающих поверхностях (24) снабжены выемками (25), оставляющими незакрытой часть пластмассового рукава (13) с образованием, по меньшей мере, одной трубки (3) для отвода воздуха, а подвижные относительно основных головных полуматриц (17) дополнительные головные полуматрицы (31) выполнены с возможностью перемещения в положение воздействия, закрывающее трубку (3) для отвода воздуха.
8. Устройство по п. 7, отличающееся тем, что дополнительные головные полуматрицы (31) встроены в основные головные полуматрицы (17) так, что они выполнены с возможностью перемещения в положение воздействия с проходом через выемки (25) в направлении движения закрытия основных головных полуматриц (17).
9. Устройство по п. 7 или 8, отличающееся тем, что дополнительные головные полуматрицы (31) выполнены с возможностью перемещения посредством находящихся в основных головных полуматрицах (17) рабочих цилиндров (27), приводимых средой под давлением.
10. Резервуар (1), изготовленный способом по любому из п.п. 1-6 с помощью устройства по любому из п.п. 7-9, который не содержит воздуха и имеет закрытое место (7) присоединения отделенной трубки (3) для отвода воздуха.
| DE 102008004088 A1, 19.07.2009; | |||
| US 6381926 B1, 07.05.2002; | |||
| JP 8244749 A, 24.09.1996.. |

