Область техники
Изобретение относится к способу создания, по меньшей мере, одной структуры посредством лазерного воздействия, по меньшей мере, на одну часть стенки пластмассового изделия в виде контейнера, предпочтительно изготавливаемого способом формования раздувом, заполнения и закупоривания. Изобретение относится также к изготовленному таким способом изделию, в частности, в виде такого контейнера.
Уровень техники
Устройства и способы изготовления из пластмассы пустотелых контейнеров, таких как ампулы, известны из уровня техники во множестве вариантов выполнения и находят широкое распространение в упаковочных системах для жидких и пастообразных продуктов, например, во взаимодействии с известной системой "bottelpack®". Сходный способ формования раздувом, заполнения и закупоривания для изготовления емкостей, таких как контейнеры или ампулы, описан, например, в патентном документе ЕР 0359971 В1.
Из уровня техники известно также оснащение изготовленных таким образом контейнеров наружной структурой. В этом отношении в патентном документе DE 10328198 А1 описан способ штамповки, при котором на изделии в виде контейнера или на его отделяемой части соответствующую структуру создают посредством штамповки, причем созданная штамповкой или выдавливанием структура образует маркировку, которая представляет данные, относящиеся к пластмассовому контейнеру. В частности, при этом маркировка может представлять собой цифровой код, который помимо прочего позволяет сделать заключение о месте и дате изготовления, а также о виде и количестве содержимого, включая данные об истечении срока годности содержимого контейнера.
Для информирования круга конечных потребителей данные могут также иметь незакодированную форму. Для этого данные выполняются в буквенно-цифровом или в буквенном виде. Такие данные предпочтительно наносятся на изделие в виде контейнера в областях, которые охватывают внутреннюю часть контейнера с его жидкостью или другой средой. В этом случае процессы формования должны выполняться с осторожностью, чтобы не допускать сквозной пробивки контейнера, которая привела бы к непригодности содержимого контейнера.
В патентном документе US 3627858 А описан способ создания пенистой структуры области поверхности на части стенки из термопластмассового материала из группы полистиролов, полиамидов и подобных материалов, причем вначале пластмассовую часть протравливают в среде, а затем локально нагревают лазером CO2 с длиной волны 10,6 мкм, чтобы образовать на пластмассовой части пенистую область, которая таким образом может образовывать структурированную маркировку.
В патентном документе DE 19645871 А1 описан способ изготовления формованных тел, причем вначале, по меньшей мере, два гранулированных пластмассовых материала разного цвета механически смешивают, например, способом горячего прессования или способом двухкомпонентного или многокомпонентного формования, а затем создают лазерную надпись посредством того, что в области надписи пластмассовый материал «испаряют».
Известные способы создания структуры в пластмассовой части оставляют желать лучшего в отношении продолжительности процесса, точности и узнаваемой четкости структуры.
Раскрытие изобретения
Исходя из уровня техники, задачей изобретения является предложение способа создания соответствующих структур в изделиях типа пластмассовых контейнеров, который может выполняться особенно простым и надежным образом и приводит к созданию четко выраженных узнаваемых структур. Задачей изобретения является также создание изделия с соответствующими структурами, которые предпочтительно могут быть изготовлены способом по изобретению.
Решение поставленных задач достигается в способе и изделии, обладающими совокупностью признаков по п. 1 или признаками по п. 10 формулы изобретения.
В соответствии с изобретением предусмотрено, что подлежащую созданию структуру, по меньшей мере, с учетом
- мощности лазера,
- продолжительности воздействия лазера,
- вида пластмассового материала и
- вида желаемой структуры
создают в виде линейного углубления в части пластмассовой стенки таким образом, что по краю по ходу линейного углубления указанное углубление ограничено возвышением, которое создается, по меньшей мере, частично под влиянием собственного напряжения пластмассового материала.
При этом в стенке контейнера на виде в поперечном сечении образуется волнообразное углубление, которое с двух сторон ограничено относительно остальной стенки контейнера линейно проходящими возвышениями. При этом вследствие лазерного воздействия при образовании углубления происходит смещение материала в направлении образующихся линейных возвышений. За счет лазерного воздействия стенка контейнера из пластмассового материала локально нагревается без разрыва волокон пластмассы или стоящих за ними молекулярных цепей в области линейного углубления и по существу без испарения пластмассового материала в области углубления, так что нагретый пластмассовый материал под действием лазера вытесняется по краям наружу, и в поперечном сечении создается своего рода волна с расположенной в середине впадиной волны и примыкающими к ней по краям гребнями волны. Вытеснение пластмассового материала в направлении линейных возвышений или гребней волны происходит под влиянием собственного напряжения материала нагретой пластмассы, при этом могут играть роль явления капиллярного и/или поверхностного напряжения.
Для специалиста в данной области использования лазерной технологии для обработки пластмассовых материалов является неожиданным решение, которое позволяет без использования решений уровня техники, таких как необходимость вспенивания пластмассового материала лазером (US 3627858 F) и необходимость по существу испарения пластмассового материала (DE 19645871 А1), получать структуры, которые благодаря линейным возвышениям плавно выступают по сравнению с остальными частями стенки, что дает существенно улучшенный результат в отношении структуры, которая четко видна и значительно лучше воспринимается тактильно на контейнере.
Содержимое контейнера может быть чувствительным жидким медикаментом, которым при определенных обстоятельствах контейнер должен заполняться в стерильных условиях и который, в частности, по условиям срока годности чувствительно реагирует на кислород воздуха. Способ по изобретению надежно обеспечивает то, что при лазерном воздействии пластмассовый материал не повреждается, в частности, не испаряется и не становится пузырчатым, и не изменяет свою внутреннюю структуру в отношении волокон или молекулярных цепей, так что несмотря на создание структуры стенка контейнера не ослабляется и не модифицируется настолько, что в контейнер могут проникать кислород воздуха или другие среды, губительные для содержимого контейнера. Однако для надежной защиты содержимого контейнера линейное углубление не должно уменьшать толщину стенки контейнера больше чем на 50%.
С помощью описанного способа в стенке контейнера создается четко видимая структура, которая в зависимости от направления линий пригодна для образования букв, цифр, точек, а также для получения шрифта Брайля для слепых. Далее, структура может использоваться, например, для улучшения тактильного восприятия в качестве рифления на стенке контейнера или на крышке. Таким образом, предложен простой, надежно функционирующий и гибко используемый способ создания структуры для пластмассовых изделий любого вида, однако предпочтительно для контейнеров.
Особенно благоприятным образом как созданная в части стенки структура, так и, по меньшей мере, примыкающие к ней смежные части стенки образуют закрытую снаружи к внешнему окружению, сплошную однородную стенку контейнера без пузырьков. При этом не может происходить последующего включения посторонних веществ в стенку контейнера, а диффузия частиц из окружения через стенку контейнера остается сниженной до минимума, так что содержимое контейнера, которое может уже находиться в контейнере при создании структуры, не может стать непригодным ни при создании структуры, ни при последующем хранении.
Предпочтительно при лазерном воздействии соответствующая часть стенки контейнера является все еще нагретой от предшествующего процесса формования, в частности формования раздувом. Это обеспечивает возможность быстрого проведения процесса и выгодного использования нагретой и более мягкой структуры стенки контейнера для создания желаемой волнистой формы.
Линейные углубления в местах соединения, таких как места узлов или места пересечений, могут быть сведены вместе и ограничены снаружи возвышениями по краю до области сопряжения соответствующего углубления.
Особенно предпочтительно интенсивность лазера может быть уменьшена, когда скорость маркировки снижается или части стенки облучают во второй раз. За счет этой меры обеспечивается образование соответствующего линейного углубления примерно постоянной глубины и в любом случае устраняется сквозное прожигание стенки контейнера.
Предпочтительно в области мест узлов и/или мест пересечений, по меньшей мере, частично расположены параллельно друг другу, по меньшей мере, два линейных углубления, разграниченных между собой дополнительным возвышением, которое расположено на том же уровне или на уровне, отличном от уровней других возвышений. За счет этой меры места узлов и/или места пересечений могут быть образованы просто и могут выступать хорошо видимым образом. И в особенности нет необходимости в том, чтобы лазерный луч точно встречал углубление уже созданной перед этим волнистой структуры.
Особенно предпочтительно в части стенки контейнера, противоположной части этой же стенки контейнера со структурой и обращенной внутрь контейнера, создают дополнительную структуру, которая следует за структурой путем того, что на месте соответствующего углубления создается или наносится возвышение, а на месте соответствующего возвышения создается или наносится углубление. Это создает поддерживающее усиление и единство стенки контейнера в аспекте желаемой равномерности.
Предпочтительно соответствующую структуру создают посредством лазера CO2. В рамках решения по изобретению было установлено, что такой лазер вследствие своего частотного спектра и интенсивности особенно хорошо подходит для создания структур в пластмассовых изделиях.
Особенно предпочтительно соответствующую структуру создают посредством лазерного воздействия в пластмассовом изделии в виде контейнера из полиолефина. В частности, описанное создание структуры может использоваться также для частей стенок контейнеров, полученных так называемым способом совместной экструзии, причем, по меньшей мере, двухслойные или слоистые части стенки могут прилегать друг к другу. Согласно этому способу наружный слой части стенки пластмассового изделия, полученного совместной экструзией, может быть выбран из материала, который позволяет особенно благоприятно и надежно в аспекте технологии создавать структуру, доходящую до следующего слоя, причем, по меньшей мере, один следующий слой совместной экструзии, предпочтительно из другого пластмассового материала может служить барьером для миграции посторонних веществ внутрь контейнера. Для хорошего тактильного восприятия и/или читаемости создаваемой структуры может быть достаточно, когда у линейного углубления в части стенки контейнера создается параллельное линейному углублению линейное возвышение только на одной стороне стенки, однако это требует точной лазерной технологии.
Краткий перечень чертежей
Далее изобретение будет пояснено со ссылками чертежи. На чертежах:
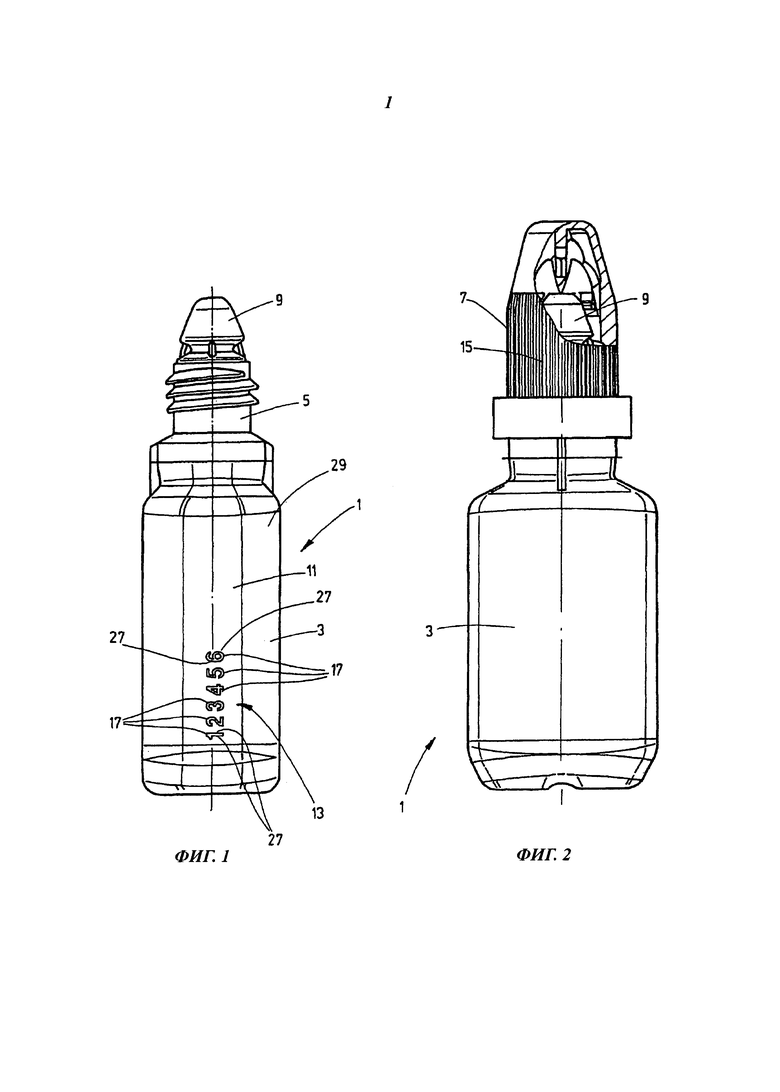
фиг. 1 изображает на виде сбоку пластмассовый контейнер типа ампулы без относящейся к нему крышки, снабженный наружной структурой в виде надписи, полученной способом в соответствии с изобретением;
фиг. 2 изображает на виде сбоку, повернутом на 90° по сравнению с фиг. 1, контейнер с крышкой, показанной с частичным разрезом;
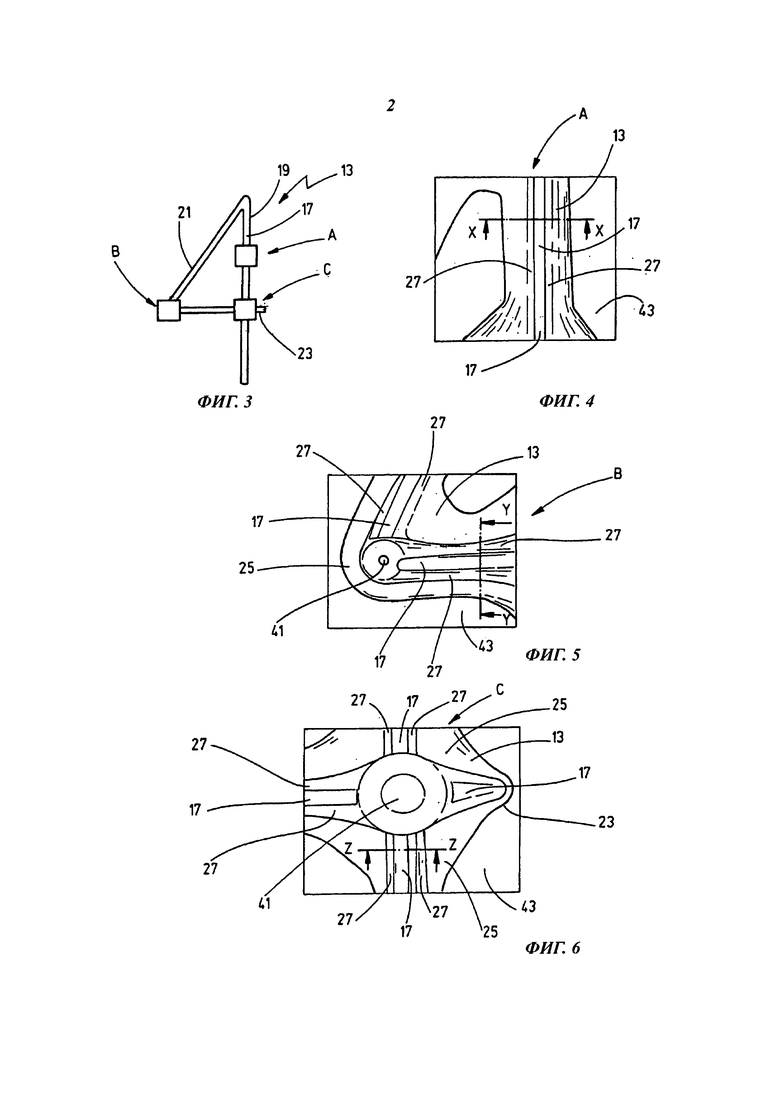
фиг. 3 изображает созданную структуру на примере цифры «4» в ряду цифр на фиг. 1; и
по типу фотографических изображений
фиг. 4 изображает на виде сверху структуру по фиг. 3 в позиции А;
фиг. 5 изображает на виде сверху структуру по фиг. 3 в позиции В;
фиг. 6 изображает на виде сверху структуру по фиг. 3 в позиции С;
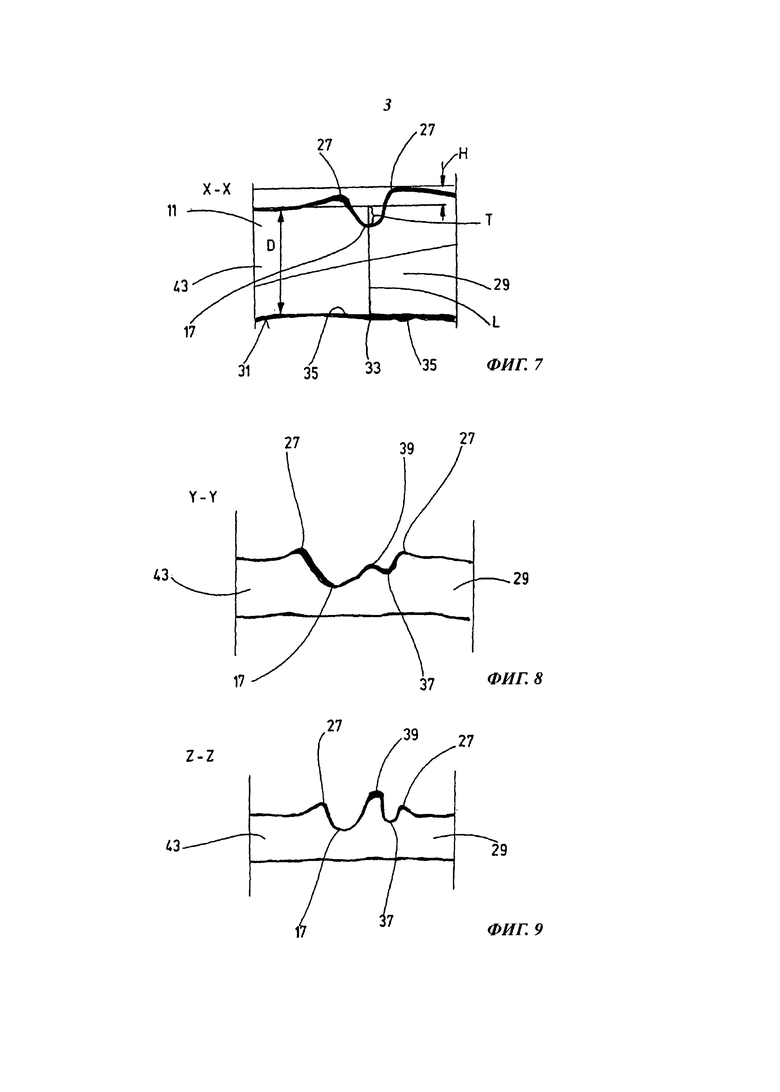
фиг. 7 изображает часть структуры по фиг. 3 в поперечном сечении по линии Х-Х на фиг. 4;
фиг. 8 изображает часть структуры по фиг. 3 в поперечном сечении по линии Y-Y на фиг. 5;
фиг. 9 изображает часть структуры по фиг. 3 в поперечном сечении по линии Z-Z на фиг. 6.
Осуществление изобретения
На чертежах показано пластмассовое изделие в виде контейнера или контейнер в виде ампулы 1. Ампула 1 содержит корпус 3 контейнера с примыкающей к нему сверху горловинной частью 5, на которую навинчивается крышка 7, показанная только на фиг. 2. Горловинная часть 5, крышка 7 и находящаяся на конце горловинной части 5 запорная часть 9 выполнены таким образом, как это известно из патентного документа DE 102005025760 А1. На фиг. 2 крышка 7 показана в исходном положении, которое соответствует подготовке к выдаче из ампулы 1. Как известно из упомянутого документа, при дальнейшем завинчивании крышки 7 она образует отверстие, чтобы путем пробивки запорной части 9 с помощью выступающего шипа крышки открыть содержимое ампулы для употребления.
В качестве примера изделия в виде контейнера, снабженного наружной структурой, выполненной посредством способа по изобретению, на чертеже показана в масштабе 2:1 ампула 1 для содержимого в количестве 10 мл. Ампула 1 имеет некруглую, по существу овальную форму корпуса 3 контейнера, причем на фиг. 1 видна узкая часть корпуса 3 контейнера. На центральной части 11 стенки на этой стороне нанесена структура в виде маркировки 13, которая в данном примере выполнения представляет собой код из шести цифр 1 2 3 4 5 6. Маркировка образована посредством воздействия лазера. Предпочтительно лазерное устройство (не показано) в виде независимой лазерной станции расположено между производственной установкой bottelpack® и перфорирующим устройством, которое отделяет лишний материал на перемычках ампул и/или разделяет ампулы. Лазерная станция может работать синхронно с системой bottelpack®. При работе лазерной станции в координации с системой bottelpack® по времени и в пространстве по производственным условиям процесса пластмасса ампулы 1 может еще иметь остаточную повышенную температуру, предпочтительно примерно в области 45°C, что благоприятно для создания структуры в стенке 29 контейнера.
На фиг. 1 в качестве созданной структуры в части 11 стенки контейнера показана маркировка 13 в виде читаемого кода 1 2 3 4 5 6. Однако посредством лазерного воздействия, которое будет подробно описано дальше, в контейнере могут создаваться также другие структуры, например, для улучшения тактильного восприятия изделия в виде контейнера. Так например, на фиг. 2 показано созданное посредством лазерного воздействия рифление 15 на крышке 7 ампулы 1, что улучшает манипулирование крышкой 7.
Далее будет подробно пояснено создание структуры 13 со ссылками на фиг. 3-9. Как можно видеть на фиг. 3, при этом цифра «4» кода 1 2 3 4 5 6 по фиг. 1 должна быть создана в виде линейного углубления 17 в части 11 стенки 29 контейнера с помощью лазерного воздействия, по меньшей мере, с учетом мощности лазера, продолжительности воздействия лазера и вида пластмассового материала. При этом по краю по ходу линейного углубления 17 оно должно быть окружено с боков возвышениями 27, которые создаются под влиянием внутреннего напряжения пластмассового материала. В этом специальном примере выполнения вначале создают вертикальную черту 19 цифры «4», которая без шва вливается в наклонную черту 21 и в горизонтальную поперечную черту 23, пересекающую вертикальную черту 19. Структура линейного углубления 17 с ее двумя возвышениями 27 и примыкающими к ним краевыми областями 25 показана в позициях А, В и С на фиг. 4-6 по типу фотографических изображений на виде сверху, причем в позициях В и С линейные углубления 27 встречаются при выполнении лазером структуры 17 в ходе способа.
В позиции А вертикальной полосы цифры «4» образовано линейное углубление 17. Оно имеет прямой ход. Углубление 17 является по существу U-образным и напоминает волну. По краям углубление ограничено возвышениями 27, которые могут быть названы также гребнями волны. Эти гребни 27 волны возвышаются над остальной стенкой 29 контейнера (см. фиг. 7). Максимальная глубина Т линейного углубления 17 составляет примерно 1/6 толщины D остальной стенки 29 контейнера в этой области. Возвышения 27 имеют максимальную высоту Н, составляющую примерно 1/12 толщины D стенки 29 контейнера.
В площади чертежа фиг. 7 слева направо ход внешнего контура стенки 29 контейнера с частью 11 стенки немного повышается до достижения наивысшей точки левого возвышения 27 в качестве первого гребня волны, затем переходит в U-образный контур линейного углубления 17 в качестве волны и поднимается на другой стороне в значительной мере симметрично с переходом в правое возвышение 27 в качестве второго гребня волны, который от максимальной возможной высоты Н затем полого переходит в плоскость. На противоположной внутренней стороне 31 стенка 29 контейнера утолщается в области линейного углубления 17, чтобы образовать пологое ребро 33. К ребру 33 с двух сторон примыкают углубления 35. Таким образом, в обращенной внутрь контейнера части 31 стенки, противоположной части 11 стенки со структурой 13, создается другая структура 33, 35, которая следует за структурой 13 путем того, что на месте соответствующего углубления 17 создается возвышение 33, а на месте соответствующего возвышения 27 создается углубление 35. Однако поперечное сечение по фиг. 7 ясно показывает, что возвышение 33 и примыкающие к нему снаружи углубления 35 имеют менее выраженный рельеф, чем волна на внешнем периметре стенки 29 контейнера. Для наглядности геометрической ситуации на фиг. 7 помимо воображаемых горизонтальных линий показана воображаемая вертикальная ось L, с помощью которой в верхней области показана средняя глубина Т углубления 17.
В угловых областях (позиция В) или областях пересечения (позиция С) скорость перемещения лазера должна быть соответствующим образом повышена или интенсивность лазера должна быть понижена, чтобы предотвратить слишком глубокое лазерное выжигание в стенке 29 контейнера. Также необязательно, чтобы в этих областях линейные углубления 17 сливались, так что, как правило, два линейных углубления 17 могут быть расположены проходящими параллельно друг другу, как это показано, в частности, на видах в поперечном сечении по фиг. 8 и 9.
Таким образом, в угловой области (позиция В) цифры «4» (см. фиг. 8) созданная структура имеет два проходящих параллельно друг другу углубления 17, 37 различной глубины, которые отделены друг от друга дополнительным промежуточным возвышением 39. Промежуточное возвышение 39 может быть также выполнено таким образом, что оно превышает максимальную высоту Н возвышения 27 по краю, как это можно видеть на фиг. 9 для позиции узла (позиция С). В этом отношении желательно избегать промежуточных возвышений 39 и дополнительных углублений 37; однако при управлении лазерным инструментом не исключается, что в аспекте точности изготовления при направлении лазера в областях пересечения происходит направление по параллельным каналам. Это в основном действительно также для образования узлов или пересечений (позиция С), причем для более простого представления по сравнению с видами сверху по фиг. 8 и 9 на фиг. 4 и 5 опущено двойное направление линейных углублений и возвышений.
На местах соединения, таких как места узлов или пересечений (позиция С), см. фиг. 6 и 9, линейные углубления 17, 37 сводятся вместе и ограничиваются снаружи краевыми возвышениями 27 до области 41 сопряжения соответствующих линейных углублений 17, 37. В области 41 сопряжения соответствующее углубление 17, 37 может иметь наибольшую глубину, что видно, в частности, из изображения на фиг. 5. Однако из изображения на фиг. 6 также следует возможность того, что в области соединения соответствующего углубления 17 происходит усиленное расплавление пластмассового материала, так что образуется своего рода шарик, который может служить элементом жесткости, однако который в данной области 41 сопряжения может содержать соответствующее углубление. В конечном счете это зависит от подаваемой лазерами в пластмассовый материал мощности.
Как созданная в части 11 стенки структура 13, так и, по меньшей мере, непосредственно примыкающие к ней смежные части 43 стенки, также в виде краевых областей 25, образуют закрытую снаружи к внешнему окружению сплошную однородную стенку 29 ампулы 1 без пузырьков.
Показало себя выгодным решение, в котором линейные углубления 17, 37 расположены параллельно ориентации волокон и, таким образом, направлению экструзии пластмассового материала в стенке 29 контейнера. При этом структура 13, 15 может быть образована с меньшей затратой энергии. При этом форма соответствующей структуры 13, 15 создается более надежно и более точной по форме. Предпочтительно линейные углубления 17, 37 создают с помощью лазера CO2. Этот лазер имеет диапазон частот, идеально настраиваемый для пластмассовых материалов. На практике показал себя подходящим, в частности, лазер CO2 класса 100 Вт, который работает в основном на 40% мощности лазера.
Способ в соответствии с изобретением подходит не только для пластмассовых изделий из полиолефина, но также и для других пластмассовых материалов, особенно прозрачных пластмассовых материалов, таких как полиэтилен (ПЭ) или полипропилен (ПП).
Группа изобретений относится к способу создания, по меньшей мере, одной структуры (13, 15) посредством лазерного воздействия, по меньшей мере, на одну часть (11) стенки контейнера пластмассового изделия в виде контейнера и изделию, изготовленному способом по изобретению. Предпочтительно изделие изготовлено посредством процесса формования раздувом, заполнения и закупоривания контейнера. Соответствующую структуру (13, 15) контейнера создают посредством лазерного воздействия. Лазерное воздействие определяют по меньшей мере с учетом мощности лазера, продолжительности воздействия лазера, вида пластмассового материала и вида желаемой структуры в виде линейного углубления (17) в части (11) стенки изделия. При этом линейное углубление (17) по его краю и по ходу ограничено возвышением (27), которое создается под влиянием собственного напряжения пластмассового материала. Технический результат, достигаемый при использовании группы изобретений, заключается в надежности осуществления способа и создании четко выраженных узнаваемых структур. 2 н. и 8 з.п. ф-лы, 9 ил.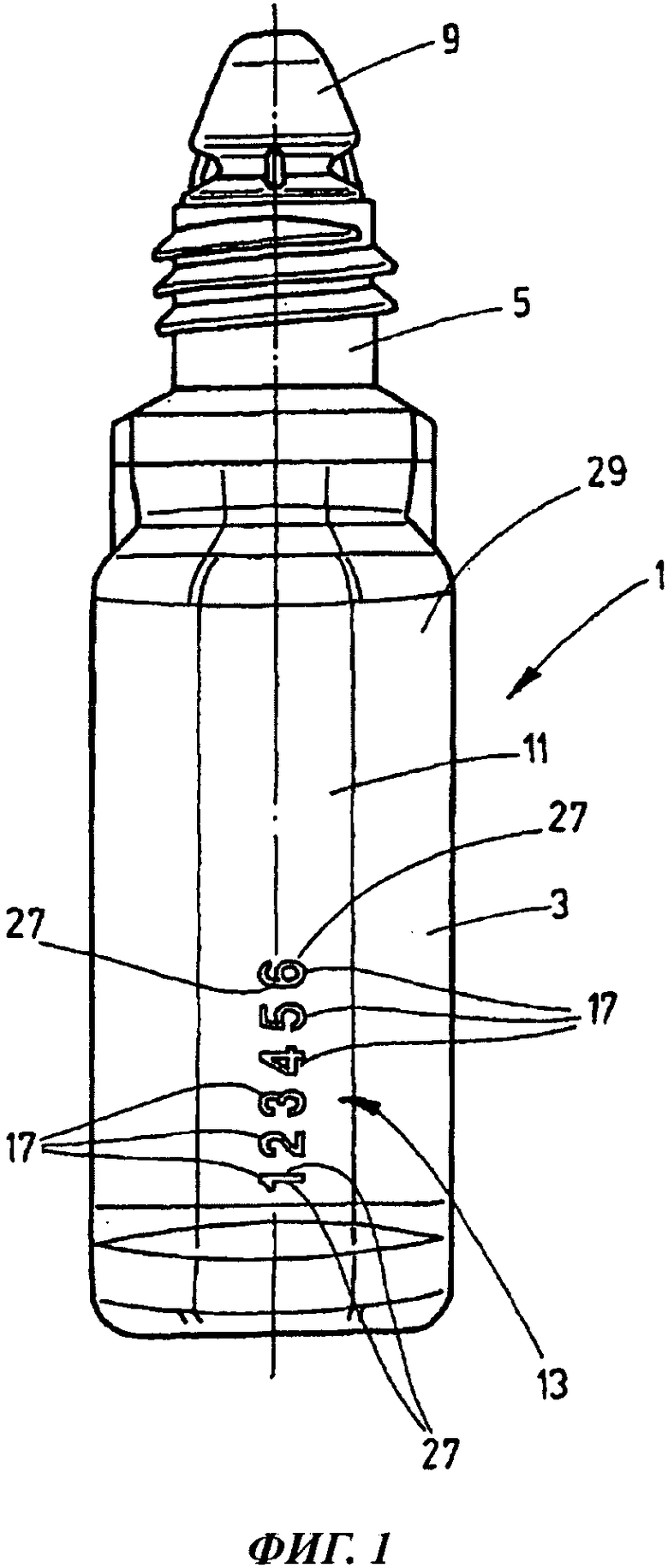
1. Способ создания, по меньшей мере, одной структуры (13, 15) посредством лазерного воздействия, по меньшей мере, на одну часть (11) стенки (29) контейнера пластмассового изделия (1) в виде контейнера, предпочтительно изготавливаемого посредством процесса формования раздувом, заполнения и закупоривания, причем соответствующую структуру (13, 15) посредством лазерного воздействия, по меньшей мере, с учетом
- мощности лазера,
- продолжительности воздействия лазера,
- вида пластмассового материала и
- вида желаемой структуры
создают в виде линейного углубления (17, 37) в части (11) стенки таким образом, что по краю по ходу линейного углубления (17, 37) указанное углубление ограничено возвышением (27, 39), которое создается под влиянием собственного напряжения пластмассового материала, отличающийся тем, что за счет лазерного воздействия стенку (29) контейнера из пластмассового материала локально нагревают без разрыва волокон пластмассы или стоящих за ними молекулярных цепей в области линейного углубления (27, 39) и по существу без испарения пластмассового материала в области углубления (27, 39) из-за лазерного воздействия.
2. Способ по п. 1, отличающийся тем, что как созданная в соответствующей части (11) стенки структура (13, 15), так и, по меньшей мере, непосредственно примыкающие к ней смежные части (43) стенки образованы в виде закрытой снаружи к внешнему окружению, сплошной однородной стенки (29) контейнера без пузырьков.
3. Способ по п. 1 или 2, отличающийся тем, что при лазерном воздействии соответствующая часть (11) стенки (29) контейнера является все еще нагретой от предшествующего процесса формования, в частности формования раздувом.
4. Способ по п. 1, отличающийся тем, что линейные углубления (17, 37) в местах соединения, таких как места (В) узлов или места (С) пересечений, сводят вместе и ограничивают снаружи возвышениями (27) по краю до области (41) сопряжения соответствующего углубления (17, 37).
5. Способ по п. 1, отличающийся тем, что интенсивность лазера уменьшают, когда скорость маркировки снижается или части (11) стенки облучают во второй раз.
6. Способ по п. 1, отличающийся тем, что в области мест (В) узлов и/или мест (С) пересечений, по меньшей мере, частично расположены параллельно друг другу, по меньшей мере, два линейных углубления (17, 37), разграниченных между собой дополнительным возвышением (39), которое расположено на том же уровне или на уровне, отличном от уровня других возвышений (27).
7. Способ по п. 1, отличающийся тем, что в части (31) стенки (29) контейнера, противоположной части (11) этой же стенки (29) контейнера со структурой (13, 15) и обращенной внутрь контейнера, создают дополнительную структуру (33, 35), которая следует за структурой (13, 15) путем того, что на месте соответствующего углубления (17) создают или наносят возвышение (33), а на месте соответствующего возвышения (27) создают или наносят углубление (35).
8. Способ по п. 1, отличающийся тем, что соответствующую структуру (13, 15) создают посредством лазера CO2.
9. Способ по п. 1, отличающийся тем, что соответствующую структуру (13, 15) создают посредством лазерного воздействия в пластмассовом изделии (1) в виде контейнера из полиолефина.
10. Изделие, в частности, в виде контейнера, такого как ампула, изготовленное способом по пп. 1-9, снабженное, по меньшей мере, одной структурой, причем структура содержит, по меньшей мере, частично выполненное в части (11) стенки изделия линейное углубление (17, 37), которое, по меньшей мере, на одном своем крае, предпочтительно, на соседних противоположных краях, по меньшей мере, частично по ходу углубления (17, 37) ограничено возвышением (27, 39).
| WO 2004096659 A2, 11.11.2004 | |||
| Производство упаковки из ПЭТ, ДАВИД БРУКС, ДЖЕФФ ДЖАЙЛЗ, Санкт-Петербург, Профессия, 2006, с.207-209, 227-228,304-306, 318-322 | |||
| US 6427420 B1, 06.08.2002 | |||
| US 3909582 A, 30.09.1975 | |||
| Способ получения полимеров или сополимеров этилена | 1973 |
|
SU475861A1 |
| ЩВАРЦ О | |||
| и другие, Переработка пластмасс, Санкт-Петербург, Профессия, 2005, с.156-158. | |||

