Изобретение относится к технике термообработки сыпучих материалов, например «сырого» кокса, и может быть использовано для устройства футеровок вращающихся печей, в металлургической промышленности в подготовке анодной массы для самообжигающихся анодов алюминиевых электролизеров и в производстве огнеупорных материалов.
Известна футеровка вращающейся печи, содержащая плотные и легковесные огнеупорные кирпичи (авторское свидетельство СССР №637607, М.кл F27B 7/28, опубл. 15.12.1978). Легковесные кирпичи размещены по окружности печи между плотными кирпичами с соотношением 2:1-7:1. Недостатками такой футеровки являются низкая абразивная износоустойчивость легковесного огнеупора и сокращение срока службы футеровки.
Известна футеровка вращающейся печи, содержащая чередующиеся по окружности печи огнеупорные кирпичи и клиновидные металлические бруски с выступами в основании, расширенном в сторону корпуса печи, и отверстиями по высоте (авторское свидетельство СССР №627293, М.кл F27B 7/28, опубл. 05.10.1978).
Недостатком футеровки является отсутствие компенсации различного термического расширения составных элементов кладки. Происходит перемещение брусков относительно кирпичей по направлению к внутренней поверхности кладки, что приводит к нарушению швов и увеличению скалывания кирпичей по внутренней поверхности футеровки, т.е. уменьшению прочности футеровки и срока ее службы.
Наиболее близким по технической сущности к предлагаемому изобретению является устройство футеровки по патенту РФ №2383836, М.кл. F27B 7/00, опубл. 10.03.2010. Футеровка вращающихся печей, выполненная огнеупорным кирпичом, содержит теплообменные элементы - выступы для перемешивания материала. Выступы выполнены в виде зубцов с выступающей из футеровки частью в форме треугольника, большая сторона которого ориентирована в направлении, противоположном разгрузочному торцу вращающейся печи. Угол между большей стороной треугольника и смежными с ней составляет не менее 45°. Зубцы расположены на участках в зоне подогрева материала во вращающейся печи параллельными рядами в шахматном порядке относительно друг друга и соседних участков.
Недостатком прототипа является низкая абразивная износоустойчивость выступов, быстрый износ, повышенная способность к скалыванию, ведущих к преждевременному разрушению и уменьшению срока службы футеровки. Еще одним недостатком является сложность процесса бетонировки выступов. Для изготовления верхней части зуба продольного выступа необходимо подготовить опалубку, установить опалубку на поверхность кладки, произвести замешивание, заливку и виброуплотнение бетона, а затем сушку и обжиг выступов. То есть процесс изготовления является сложным, длительным и трудоемким. Также следует отметить, что качественную сушку и обжиг выступов возможно осуществить только в условиях специализированного предприятия.
Задачей создания изобретения является устранение недостатков прототипа, а именно повышение производительности печи, за счет увеличения времени межремонтного периода футеровки и снижения материальных, трудовых и временных затрат на монтаж выступов.
Технический результат, полученный при использовании предлагаемого устройства, состоит в повышении надежности работы вращающейся печи и стойкости ее футеровки.
Поставленная задача достигается тем, что в конструкции футеровки вращающихся печей, выполненной огнеупорным кирпичом, на внутренней поверхности печи и снабженной выступами, согласно заявляемому решению выступы выполнены из стандартного формованного материала с коэффициентом температурного расширения одинаковым или выше коэффициента температурного расширения огнеупорного кирпича, в виде выступающих из футеровки элементов, расположенных диаметрально и с продольным смещением относительно друг друга, при этом нижняя часть выступа установлена на внутренней поверхности печи, а верхняя часть выступа, находящаяся в футеровке и выходящая за пояс футеровки, закреплена методом расклинивания.
Устройство дополняют частные отличительные признаки, способствующие решению поставленной задачи.
Нижняя часть выступа установлена в гнезде футеровки, имеющем форму усеченной пирамиды с прямоугольным основанием, примыкающим к внутренней поверхности печи.
Выступы выполнены вогнутыми, повторяющими форму пояса футеровки.
Выступы выполнены из шамота или муллита.
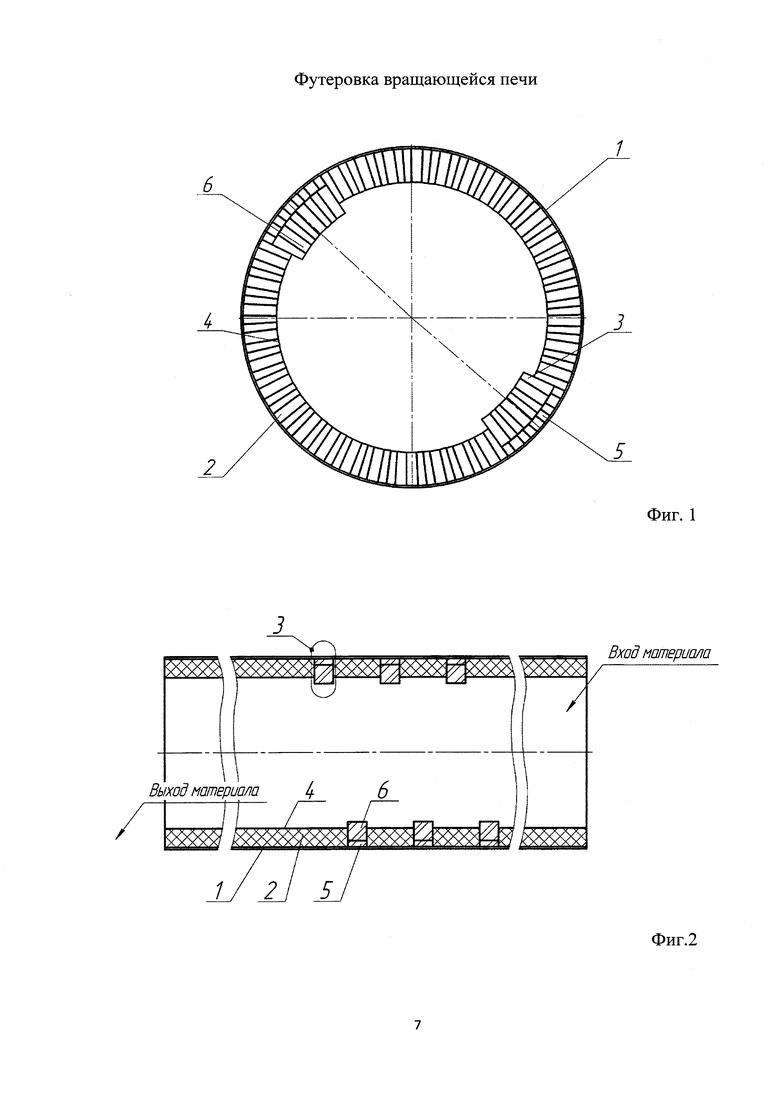
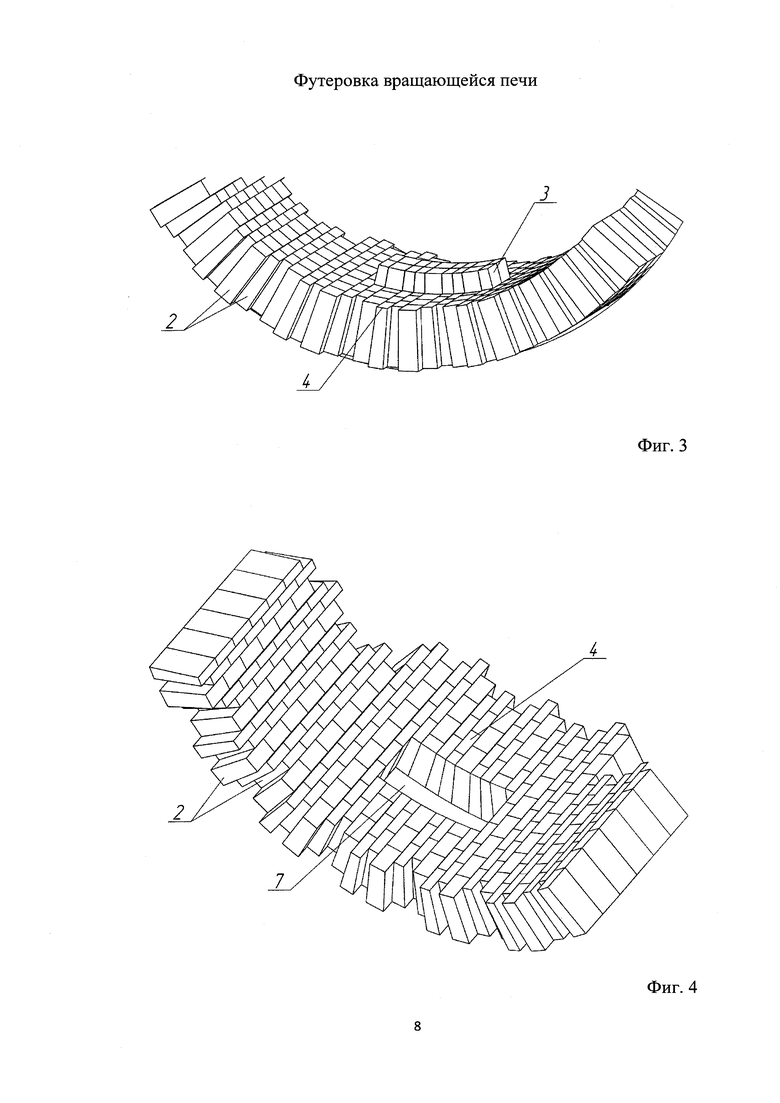
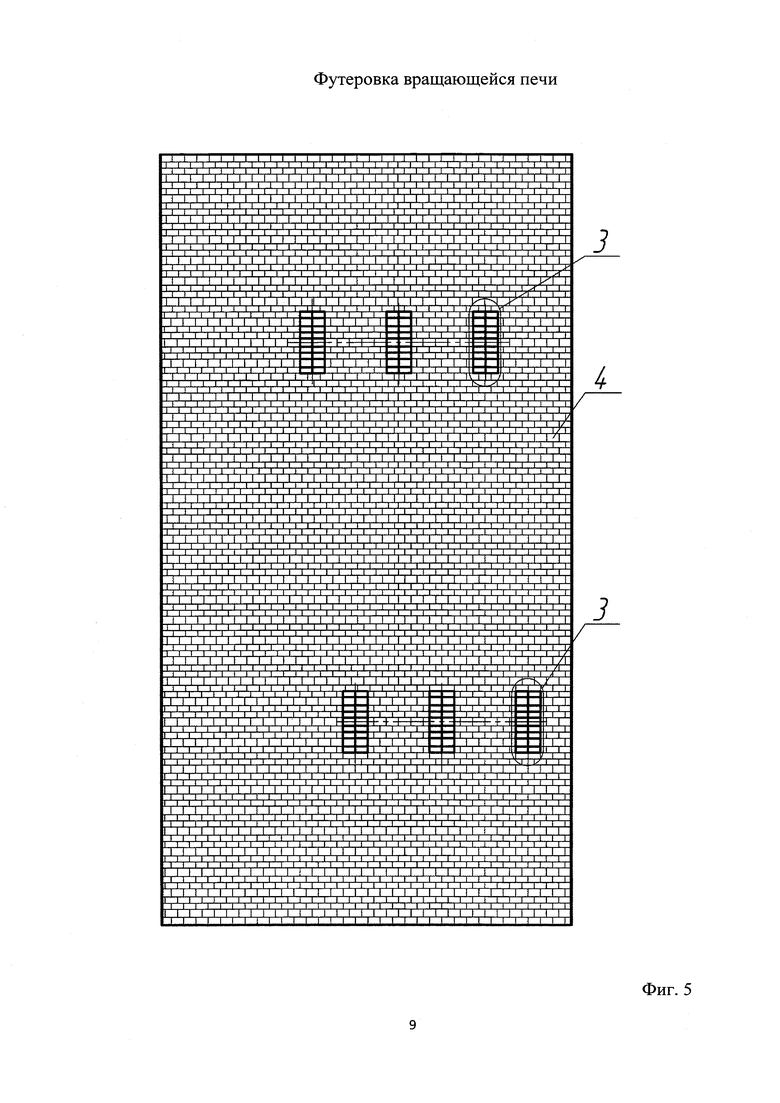
Изобретение поясняется чертежами, где на фиг. 1 показан поперечный разрез футеровки вращающейся печи, на фиг. 2 - продольный разрез футеровки вращающейся печи, на фиг. 3 - фрагмент футеровки с выступом, на фиг. 4 - гнездо в футеровке вращающейся печи, на фиг. 5 - развертка участка футеровки вращающейся печи, на фиг. 6 - фото выступов, смонтированных в массиве футеровки промышленной вращающейся прокалочной печи, после 7 месяцев работы.
Предлагаемая футеровка (фиг. 1-5) содержит установленные на внутренней поверхности металлического корпуса 1 вращающейся печи огнеупорные клиновидные кирпичи 2 и снабжена выступами 3. Выступы 3 расположены диаметрально и с продольным смещением относительно друг друга по длине печи 1. Огнеупорные клиновидные кирпичи 2, соединенные между собой раствором по внутренней поверхности печи, образуют пояс футеровки 4. Нижняя часть 5 выступа 3 установлена на внутренней поверхности печи 1. Верхняя часть выступа 6, находящаяся в футеровке и выходящая за пояс футеровки 4, закреплена методом расклинивания. Нижняя часть 5 выступа установлена (фиг. 4) в гнезде футеровки 7, имеющем форму усеченной пирамиды с прямоугольным основанием, примыкающим к внутренней поверхности печи 1.
Выступы в футеровочном массиве печи монтируются следующим образом.
После разметки внутренней части корпуса печи с использованием строительного уровня и шнура начинает выполняться кладка кирпича ШЦУ №1, 2 (применяется раствор ГАММА-3ХП). Кирпич широким торцом укладывается к обечайке печи. Ряды укладываются с перевязкой поперечных швов не менее 50 мм. При этом ширина швов составляет 3-5 мм; все швы заполняются раствором.
В футеровочном массиве в нужных местах формируются колодцы, которые затем заполняются доработанным (боковые грани стесываются до придания ему прямоугольной формы) кирпичом, укладываемым на боковую сторону. Затем на этот нижний слой укладывается верхний слой стандартного кирпича торцом вниз (формируется выступ), который в заключение расклинивается в колодце.
Кладка ведется с использованием безраспорных креплений, забивкой «замков» и подворотов корпуса печи на 45°.
Заявляемое решение позволяет увеличить «жизненный» цикл перемешивающих выступов, выполненных в футеровочном массиве вращающихся прокалочных печей, до величины межремонтного периода (11 месяцев) вращающихся печей и снизить материальные и трудовые затраты на их установку. Это подтверждено проведенными промышленными испытаниями на прокалочных вращающихся печах ОАО «РУСАЛ Красноярск» (за 7 месяцев работы прокалочной печи выступы не разрушились).
| название | год | авторы | номер документа |
|---|---|---|---|
| ВАГОНЕТКА ДЛЯ ТУННЕЛЬНОЙ ПЕЧИ | 2009 |
|
RU2403520C1 |
| СПОСОБ ВОССТАНОВИТЕЛЬНОГО РЕМОНТА ОГНЕУПОРНОЙ ФУТЕРОВКИ ПРОМЫШЛЕННЫХ ПЕЧЕЙ | 1999 |
|
RU2147359C1 |
| ФУТЕРОВКА ТЕПЛОВОГО АГРЕГАТА | 2004 |
|
RU2256860C1 |
| Футеровка вращающейся печи | 1977 |
|
SU637607A1 |
| ШИХТА ДЛЯ ПРОИЗВОДСТВА ШАМОТНЫХ ИЗДЕЛИЙ И СПОСОБ ПРИГОТОВЛЕНИЯ ОГНЕУПОРОВ | 1998 |
|
RU2148566C1 |
| ФУТЕРОВКА ВРАЩАЮЩЕЙСЯ ПЕЧИ | 2021 |
|
RU2776316C1 |
| Вращающийся под кольцевой печи | 1980 |
|
SU881502A1 |
| Футеровка вращающейся печи | 1980 |
|
SU968562A1 |
| Футеровка вращающейся печи | 1988 |
|
SU1543211A1 |
| Футеровка | 1979 |
|
SU907373A1 |
Изобретение относится к футеровке вращающихся печей для производства огнеупорных материалов. Футеровка содержит установленный на внутренней поверхности печи огнеупорный кирпич и имеет выступы. Выступы выполнены из формованного материала с коэффициентом температурного расширения одинаковым или выше коэффициента температурного расширения огнеупорного кирпича, в виде выступающих из футеровки элементов, расположенных диаметрально и с продольным смещением относительно друг друга. Нижняя часть выступа установлена на внутренней поверхности печи в гнезде футеровки, имеющем форму усеченной пирамиды с прямоугольным основанием, примыкающим к внутренней поверхности печи. Верхняя часть выступа, находящаяся в футеровке и выходящая за пояс футеровки, закреплена методом расклинивания. Выступы выполнены из шамота или муллита и вогнутыми, повторяющими форму пояса футеровки. Обеспечивается повышение надежности работы вращающейся печи и стойкости ее футеровки. 3 з.п. ф-лы, 6 ил.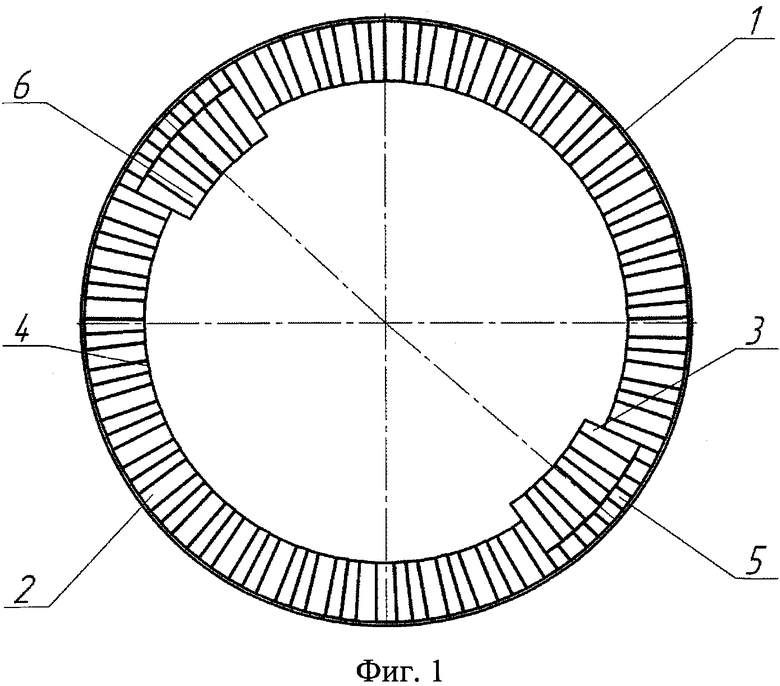
1. Футеровка вращающейся печи, выполненная из установленных на внутренней поверхности печи огнеупорных кирпичей и имеющая выступы, отличающаяся тем, что выступы футеровки выполнены в виде расположенных диаметрально и с продольным смещением относительно друг друга элементов из формованного материала с одинаковым коэффициентом температурного расширения или выше коэффициента температурного расширения огнеупорного кирпича, при этом нижняя часть выступа установлена на внутренней поверхности печи, а верхняя часть выступа, расположенная в футеровке и выходящая за ее пояс, закреплена методом расклинивания.
2. Футеровка по п. 1, отличающаяся тем, что нижняя часть выступа установлена в гнезде футеровки, имеющем форму усеченной пирамиды с прямоугольным основанием, примыкающим к внутренней поверхности печи.
3. Футеровка по п. 1, отличающаяся тем, что выступы выполнены вогнутыми, повторяющими форму пояса футеровки.
4. Футеровка по п. 1, отличающаяся тем, что выступы выполнены из шамота или муллита.

