(54) ФУТЕРОВКА
| название | год | авторы | номер документа |
|---|---|---|---|
| Замок огнеупорной кольцевой футеровки промышленной печи | 1980 |
|
SU952961A1 |
| Футеровка отверстий сводов и стен промышленных печей | 1980 |
|
SU896969A1 |
| СВОД ПЕЧИ | 2003 |
|
RU2251648C1 |
| Свод промышленной печи | 1981 |
|
SU1009166A1 |
| СПОСОБ ПРЕССОВАНИЯ ОКСИДОУГЛЕРОДИСТЫХ ИЗДЕЛИЙ И СООТВЕТСТВУЮЩАЯ УКЛАДКА ИЗДЕЛИЙ ПРИ ФУТЕРОВКЕ СТАЛЕРАЗЛИВОЧНЫХ КОВШЕЙ | 2020 |
|
RU2758076C1 |
| ОГНЕУПОРНЫЙ КАМЕНЬ ДЛЯ ФУТЕРОВКИ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТОВ | 1995 |
|
RU2082928C1 |
| Устройство для футеровки вращающейся печи | 1975 |
|
SU573702A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФУТЕРОВКИ МАЛЫХ СВОДОВ ЭЛЕКТРОПЕЧЕЙ | 2002 |
|
RU2242688C2 |
| Опорно-распределительная решетка печи с псевдоожиженным слоем | 1983 |
|
SU1100481A1 |
| ПЛАВИЛЬНАЯ ПЕЧЬ ДЛЯ МАГНИЕВЫХ СПЛАВОВ | 2002 |
|
RU2225578C1 |
1
Изобретение относится к химической и термической защите поверхности аипаратов от воздействия высокой температуры и агрессивных сред и может найти применение в химической и нефтехимической промышленности.
Известна футеровка поверхности аппаратов от воздействия высокой температуры и агрессивных сред, содержащая плотные и легковесные огнеупорные кирпичи 1.
Однако футеровка неприменима при защите конических поверхностей и овальных сводов аппаратов из-за полного разрушения кладки без связующего при выпадании одного из элементов.
Наиболее .близкой к предлараемой по технической сущности является футеровка аппаратов, содержащая футеровочные элементы, установленные на кислотоупорной замазке. При этом футеровку осуществляют следующим образом: сначала разбивают гнезда для сводных камней, своды предварительно разбивают насухо. Кладку начинают с пятовых камней и завершают средним замковым камнем, свода. Принятые после контрольной сборки своды, собранные насухо, разбивают и ставят на замазке 2.
Недостатками футеровки являются сложность монтажа, недолговечность конструкций и невозможность выполнения футеровки, без применения связующего.
Цель изобретения - упрощение монта5 жа и повышение срока службы.
Указанная цель достигается тем, что в футеровке поверхности аппаратов, содержащей футеровочные и крепежные элементы, первые выполнены в виде графитовых блоков трапецеидального сечения, а вто10рые - в виде цилиндрических колец с опорными лепестками.
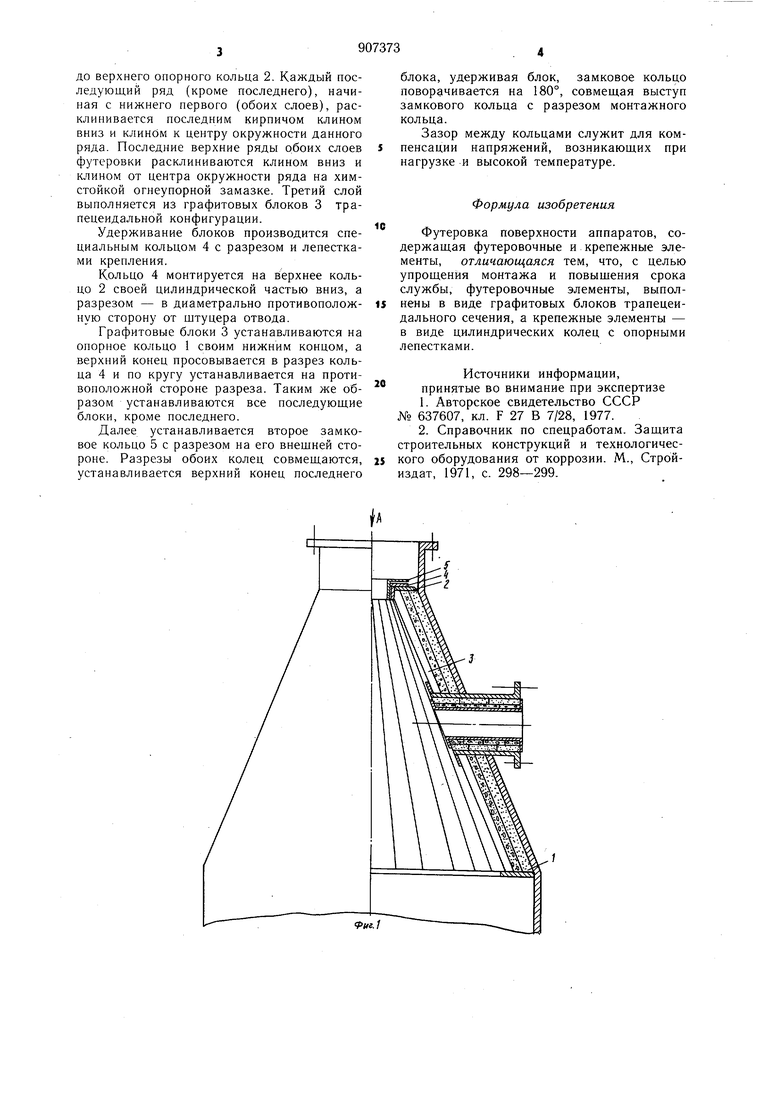
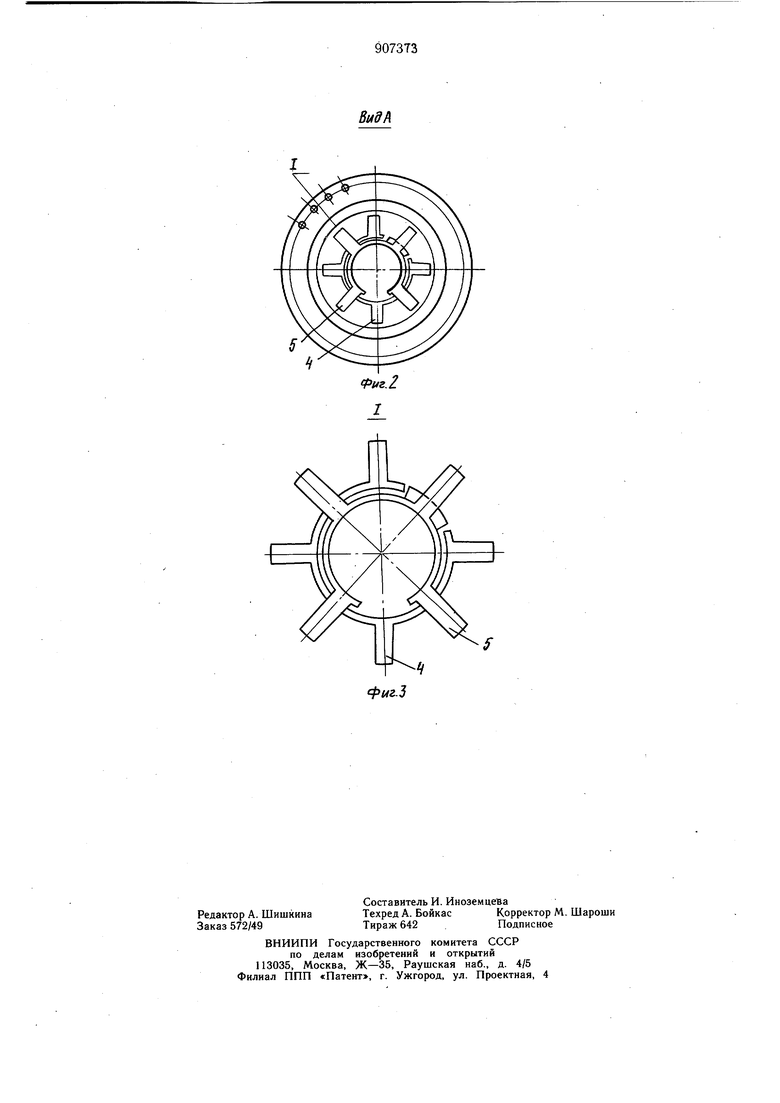
На фиг. 1 изображен аппарат с футеровкой, продольный разрез; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - узел I на фиг. 2.
Футеровка содержит нижнее 1 и верх15нее 2 опорные кольца, между которыми устанавливают графитовые блоки 3. Удерживаются блоки кольцом 4 и замковым коль-, цом 5.
20
Футеровка аппарата выполняется в три слоя. Первых два слоя от металла выполнены из пеностекла. Из него вырезаются кирпичи необходимой конфигурации и насухо монтируются на нижнее опорное кольцо 1 до верхнего опорного кольца 2. Каждый последующий ряд (кроме последнего), начиная с нижнего первого (обоих слоев), расклинивается последним кирпичом клином вниз и клином к центру окружности данного ряда. Последние верхние ряды обоих слоев футеровки расклиниваются клином вниз и клином от центра окружности ряда на XHMJ стойкой огнеупорной замазке. Третий слой выполняется из графитовых блоков 3 трапецеидальной конфигурации. Удерживание блоков производится специальным кольцом 4 с разрезом и лепестками крепления. Кольцо 4 монтируется на верхнее кольцо 2 своей цилиндрической частью вниз, а разрезом - в диаметрально противоположпую сторону от штуцера отвода. Графитовые блоки 3 устанавливаются на опорное кольцо 1 своим нижним концом, а верхний конец просовывается в разрез кольца 4 и по кругу устанавливается на протиБоположной стороне разреза. Таким же образом устанавливаются все последующие блоки, кроме последнего. Далее устанавливается второе замковое кольцо 5 с разрезом на его внещней стороне. Разрезы обоих колец совмещаются, устанавливается верхний конец последнего лока, удерживая блок, замковое кольцо оворачивается на 180°, совмещая выступ амкового кольца с разрезом монтажного кольца. Зазор между кольцами служит для компенсации напряжений, возникающих при нагрузке и высокой температуре. Формула изобретения Футеровка поверхности аппаратов, содержащая футеровочные и крепежные элементы, отличающаяся тем, что, с целью упрощения монтажа и повыщения срока службы, футеровочные элементы, выполнены в виде графитовых блоков трапецеидального сечения, а крепежные элементы - в виде цилиндрических колец с опорными лепестками. Источники информации, принятые во внимание при экспертизе 1 Авторское свидетельство СССР № 637607, кл. F 27 В 7/28, 1977. 2. Справочник по спецработам. Защита строительных конструкций и технологического оборудования от коррозии. М., Строииздат, 1971, с. 298-299.
