Изобретение относится к способу восстановления размеров корпуса моторно-осевого подшипника электровоза при помощи электродуговой металлизации путем распыления расплавленной дугой бронзы под действием потока азота, исключающего окисление и выгорание легирующих элементов, повышающего коррозионностойкость, твердость и износостойкость подшипника.
Известен способ обработки рабочей поверхности детали узла трения для восстановления ее необходимых размеров, придания поверхности износостойких и антифрикционных свойств путем нанесения двухслойных покрытий, из которых первый слой наносится электроискровым методом с помощью медного электрода с последующим шлифованием, натиранием материалом на основе меди под давлением 50÷120 МПа, пассивированием в растворе окислителя и сушкой; а второй слой - мыльная пластическая смазка - наносится разбрызгиванием или кистью (см. патент RU 2319790 C1 от 14.08.06 г.). Недостатками известного способа являются сложная, длительная по времени технология нанесения первого слоя, включающего такие операции, как напыление, шлифование, натирание под давлением 50÷120 МПа, обработка окислителем, сушка, а также непродолжительное удержание второго слоя - мыльной пластичной смазки.
Целью заявляемого технического решения является способ восстановления корпуса моторно-осевого подшипника, позволяющий в результате осуществления одной операции восстанавливать его размер, существенно упрощающий технологию и сокращающий время нанесения покрытия на внешнюю поверхность подшипника, при этом достигается полное исключение выгорания легирующих элементов и образования окислов металлов в процессе электродуговой металлизации при одновременном повышении поверхностной твердости и износостойкости покрытия за счет образования нитридов при взаимодействии металлов, входящих в состав электродов и металлизируемой поверхности, с активированным азотом.
Поставленная цель достигается тем, что на внешнюю поверхность подшипника предварительно наносят пастообразную композицию (состоящую из жидкой резольной фенолформальдегидной смолы, способной образовывать при температуре выше 700°С не менее 50% кокса от массы исходного продукта, наполненной мочевиной в массовом соотношении сухая смола: мочевина от 50:50 до 10:90) слоем толщиной от 1,0 мм до 5,0 мм, после чего осуществляют напыление расплавленных дугой бронзовых электродов потоком струи азота, находящегося в баллоне под давлением от 2 до 10 атмосфер.
Температурное воздействие электрической дуги и расплава вызывает деструкцию компонентов композиции, нанесенной на металлизируемую поверхность, при этом резольная фенолформальдегидная смола превращается в кокс (при 700÷800°С из смолы образуется 55% кокса), в порах которого находится реакционноспособный азот, образовавшийся по схеме мочевина - аммиак - атомарный активный азот, вступающий в реакцию с металлами, входящими в состав электродов и металлизируемой поверхности, насыщая ее образовавшимися нитридами, имеющими, как правило, высокую поверхностную твердость, сопоставимую с твердостью алмаза. Кокс в процессе металлизации рассыпается, насыщая расплав и способствуя повышению твердости и износостойкости поверхности, одновременно восстанавливая примеси окислов в исходном металле. Кроме азота, в продуктах деструкции фенолформальдегидной смолы и мочевины могут быть только углерод, кислород и примеси соединений из трех указанных элементов.
Пример 1.
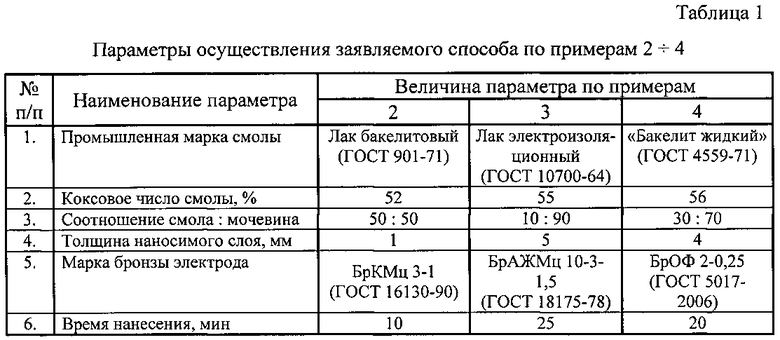
В лопастной смеситель загружают 30 мас.ч. (в пересчете на сухой продукт) жидкой фенолформальдегидной смолы марки «Бакелит жидкий» (ГОСТ 4559-71, коксовое число 55%), содержащей 15% воды, после чего добавляют 70 мас.ч. мочевины (карбамида) и перемешивают в течение 10 минут. В приготовленном состоянии композиция может храниться в течение одного месяца.
Перед электродуговой металлизацией композицию, представляющую собой жидкую пасту, наносят слоем 3,0 мм на внешнюю поверхность подшипника, при необходимости разбавив водой, этиловым спиртом или этилцеллозольвом.
Далее в электродуговой металлизатор типа МС-8830 вставляют проволоку из бронзы марки «БрКМц 3-1» и включают аппарат с одновременным направлением потока азота в зону дуги. Процесс длится 20 минут.
Примеры 2÷4 осуществляют аналогично примеру 1, но с изменением параметров в соответствии с таблицей 1.
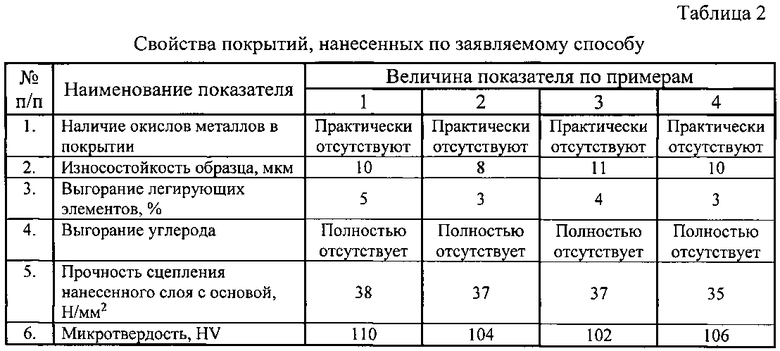
Свойства получаемых покрытий приведены в таблице 2.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОДУГОВОЙ МЕТАЛЛИЗАЦИИ | 2014 |
|
RU2577873C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ МЕТАЛЛИЗАЦИИ | 2008 |
|
RU2386720C1 |
| Способ нанесения покрытий электродуговой металлизацией | 2019 |
|
RU2710093C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ | 2012 |
|
RU2483138C1 |
| ПОЛИМЕРНАЯ ФРИКЦИОННАЯ КОМПОЗИЦИЯ (ВАРИАНТЫ) | 1993 |
|
RU2090578C1 |
| СПОСОБ ЛАЗЕРНОГО УПРОЧНЕНИЯ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2019 |
|
RU2699602C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ БУКСОВЫХ ШЕЕК ОСЕЙ КОЛЕСНЫХ ПАР | 2005 |
|
RU2296659C1 |
| СПОСОБ НАНЕСЕНИЯ 2-СЛОЙНЫХ АНТИФРИКЦИОННЫХ ПОКРЫТИЙ НА ПОВЕРХНОСТЬ ТРИБОСОПРЯЖЕНИЯ КОЛЕСО-РЕЛЬС | 2010 |
|
RU2461666C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЛАПЫ КУЛЬТИВАТОРА С ОДНОВРЕМЕННЫМ УПРОЧНЕНИЕМ ЕЕ РАБОЧЕЙ ПОВЕРХНОСТИ | 2013 |
|
RU2540316C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ БУКСОВЫХ ШЕЕК ОСЕЙ КОЛЕСНЫХ ПАР | 2008 |
|
RU2371293C1 |
Изобретение относится к способу восстановления размеров корпуса моторно-осевого подшипника электровоза при помощи электродуговой металлизации. Способ восстановления размеров корпуса моторно-осевого подшипника электровоза электродуговой металлизацией. На внешнюю поверхность корпуса упомянутого подшипника предварительно наносят пастообразную композицию, состоящую из жидкой резольной фенолформальдегидной смолы, способной образовывать при температуре выше 700°C не менее 50% кокса от массы исходного продукта, наполненной мочевиной в массовом соотношении сухая резольная фенолформальдегидная смола: мочевина от 50:50 до 10:90, слоем толщиной от 1,0 мм до 5,0 мм, после чего осуществляют напыление расплавленных дугой бронзовых электродов потоком струи азота, находящегося в баллоне под давлением от 2 до 10 атмосфер. Обеспечивается восстановление размера корпуса упомянутого подшипника при существенном упрощении технологии и сокращении времени нанесения покрытия на внешнюю поверхность подшипника, при этом достигается полное исключение выгорания легирующих элементов и образования окислов металлов в процессе электродуговой металлизации при одновременном повышении поверхностной твердости и износостойкости покрытия за счет образования нитридов при взаимодействии металлов, входящих в состав электродов, и металлизируемой поверхности с активированным азотом. 2 табл., 1 пр.
.
Способ восстановления размеров корпуса моторно-осевого подшипника электровоза электродуговой металлизацией, отличающийся тем, что на его внешнюю поверхность предварительно наносят пастообразную композицию, состоящую из жидкой резольной фенолформальдегидной смолы, способной образовывать при температуре выше 700°C не менее 50% кокса от массы исходного продукта, наполненной мочевиной в массовом соотношении сухая резольная фенолформальдегидная смола: мочевина от 50:50 до 10:90, слоем толщиной от 1,0 мм до 5,0 мм, после чего осуществляют напыление расплавленных дугой бронзовых электродов потоком струи азота, находящегося в баллоне под давлением от 2 до 10 атмосфер.
| СПОСОБ ВОССТАНОВЛЕНИЯ МОТОРНО-ОСЕВЫХ ПОДШИПНИКОВ ЛОКОМОТИВОВ | 2007 |
|
RU2386058C2 |
| RU 67945 U1, 10.11.2007 | |||
| Способ изготовления антифрикционных подшипниковых пар с обращенными материалами | 1951 |
|
SU97440A1 |
| Состав для цианирования стальных деталей и способ его приготовления | 1991 |
|
SU1794105A3 |
| US 5482637 A1, 09.01.1996. | |||

