Изобретение относится к области нанесения антифрикционных покрытий для высоконагруженных пар трения и может быть использовано для повышения износостойкости и снижения коэффициента трения трибосопряжения колесо-рельс в узлах трения различных машин, а также для защиты деталей различного оборудования от абразивного износа и других целей.
Способ формирования антифрикционных покрытий на металлических поверхностях пар трения путем нанесения двухслойных покрытий, из которых первый слой наносится электроискровым методом с помощью медного электрода, содержащего антифрикционный минерал, с последующим шлифованием, натиранием под давлением 50-120 МПа, пассированием в растворе окислителя и сушкой; а второй слой - мыльную пластическую смазку наносят разбрызгиванием или кистью (см. патент RU 2.319.790, С1 от 14.08.06 г.).
Недостатками известного способа являются сложная, длительная по времени технология нанесения первого слоя, включающего такие операции, как напыление, шлифование, натирание под давлением 50-120 МПа, обработка окислителем, сушка, что неосуществимо при нанесении покрытия на рельс действующего железнодорожного пути, а также непродолжительное удержание второго слоя - мыльной пластичной смазки.
Ближайшим прототипом заявляемого решения является способ газопламенного напыления антифрикционного покрытия на поверхность подшипников (см. В.Б.Бахарева и др. Полимеры в судовом машиностроении. Изд. «Судостроение», 1975 г., стр.223).
Недостатком такого способа является низкое сопротивление получаемого покрытия к воздействию больших нагрузок в трибосопряжении колесо-рельс.
Целью заявляемого технологического решения является способ, обеспечивающий создание в течение нескольких минут двухслойного покрытия с использованием передвижных установок, в котором первый слой - металлический - надежно связан с поверхностью рельса или колеса электроискровым методом, а второй слой - антифрикционный, обладающий повышенной прочностью и адгезией, не снижающимися в процессе длительной эксплуатации трибосопряжения.
Поставленная цель достигается тем, что на защищаемую поверхность металла электроискровым методом наносят первый слой покрытия, превышающего твердость металла защищаемой поверхности, толщиной от 0,01 до 3,0 мм электродом, состоящим из спрессованной смеси металлического порошка (А) и порошкообразного термостойкого минерала (Б), в соотношении А:Б от 99:1 до 80:20, после чего этот слой обрабатывают фосфотирующим составом, второй слой наносят методом газопламенного напыления порошка, состоящего из твердой эпоксидной смолы, модифицированной фторкаучуком путем обработки на пластификационном оборудовании в соотношении смола:каучук от 97:3 до 70:30, отвердителя имидазольного типа и наполнителя - смеси порошкового металла и антифрикционного минерала с высокой поверхностной твердостью, при этом порошок наносится слоем толщиной от 0,5 до 3 мм, и содержит, мас.ч.:
Пример 1. Нанесение основы (первого слоя)
На очищенную металлическую поверхность рельса электроискровым методом в течение 3 минут электродом, состоящим из спрессованной смеси медного порошка (А) и карбида кремния (SiC) с величиной частиц 30 микрон (Б) в соотношении А:Б=90:10, наносят слой толщиной 1,5 мм и сразу же пульверизатором наносят фосфотирующий состав - 40% ортофосфорную кислоту из расчета 200 гр /м2.
Нанесение покрытия (второго слоя)
В цеховых условиях заранее нарабатывают эпоксидный порошок путем обработки на вальцах при 60°С твердой эпоксидной смолы марки ЭН-6 ТУ 6-05-1585-89, представляющей собой эпоксидированный фенолоформальдегидный новолак, с фторкаучуком марки СФ-26 в течение 10 минут при фрикции вальцов 1,25 и трех подрезов при соотношении смола:каучук=80:20, в результате происходит механико-химическая модификация смолы. Далее к модифицированной смоле последовательно добавляют (на 100 мас.ч.), 6 мас.ч. отвердителя - метилимидазола 120 мас.ч. порошка железа со средней величиной частиц от 20 микрон, и 6 мас.ч. нитрида бора со средней величиной частиц 10 микрон. После обработки на вальцах в течение 5 минут при 60°С масса снимается подрезом, охлаждается и размалывается на шаровой мельнице. Полученный порошок хранится в складских условиях не менее 3 месяцев.
Покрытие (второй слой) наносят методом газопламенного напыления с помощью передвижной установки УПН-4 (описанной в прототипе) путем пропускания взвешенных частиц эпоксидного порошка через пламя газовой горелки. Температура газового пламени не менее 700°С, скорость прохождения порошка через зону пламени составляет 30 м/с. После нанесения порошка в течение 30 секунд дополнительно воздействуют пламенем горелки, в результате чего полностью отверждается эпоксидный порошок.
Весь процесс нанесения двухслойного покрытия на рельс (колесо) занимает около 7 минут, исключая предварительную очистку металла.
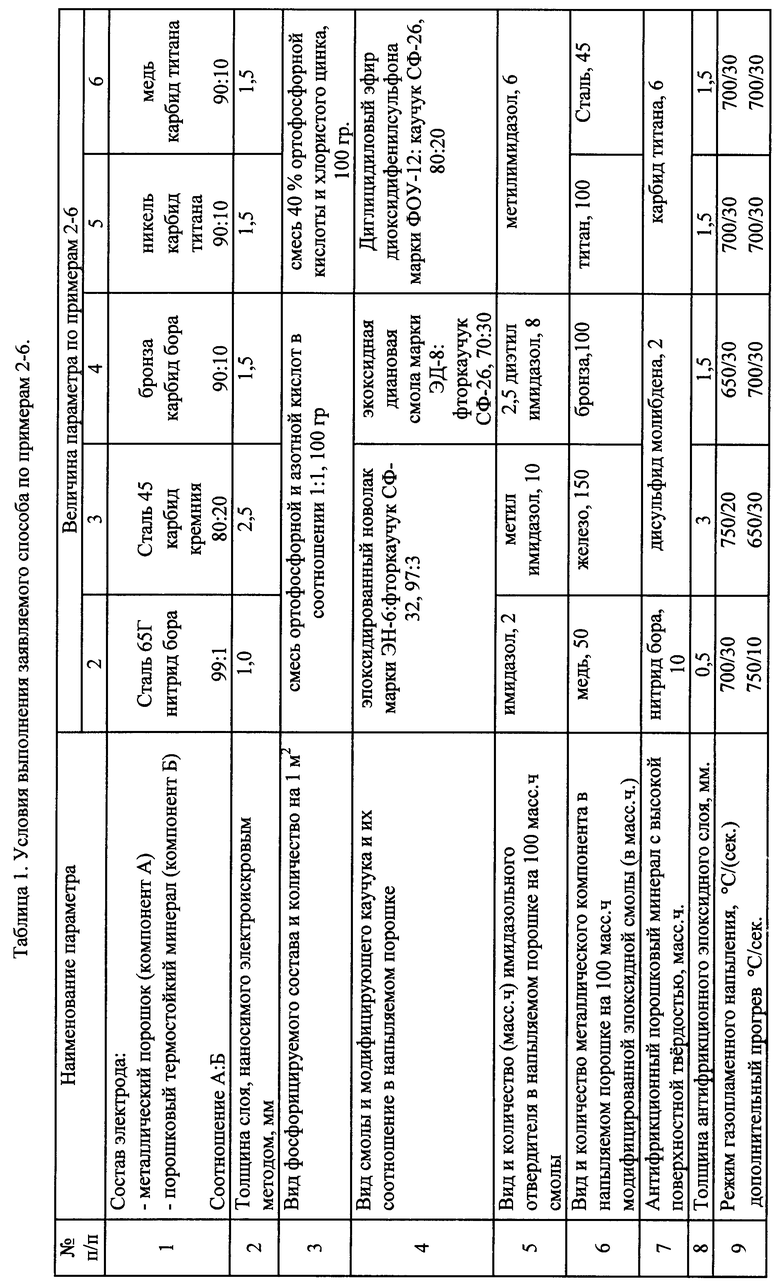
Примеры 2-6 осуществляют аналогично примеру 1, с изменением параметров в соответствии с таблицей 1.
Свойства двухслойного покрытия, получаемого по заявляемому способу, представлены в таблице 2.
В сравнении с прототипом (RU 2.319.790) производительность процесса нанесения заявляемым способом увеличивается до 100 раз.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ ВЫСОКОПРОЧНЫХ АНТИФРИКЦИОННЫХ ПОКРЫТИЙ НА МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЯХ | 2010 |
|
RU2463386C2 |
| СПОСОБ НАНЕСЕНИЯ ТВЕРДЫХ АНТИФРИКЦИОННЫХ ПОКРЫТИЙ | 2008 |
|
RU2402599C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТВЕРДЫХ СМАЗОК ДЛЯ ПАРЫ ТРЕНИЯ ГРЕБЕНЬ КОЛЕСА - РЕЛЬС | 2008 |
|
RU2383585C2 |
| ПОДПЯТНИКОВЫЙ УЗЕЛ ТЕЛЕЖКИ ВАГОНА | 2012 |
|
RU2493990C1 |
| СПОСОБ ПОЛУЧЕНИЯ АНТИФРИКЦИОННЫХ ПРЕСС-МАТЕРИАЛОВ | 2007 |
|
RU2330051C1 |
| ПОДШИПНИК СКОЛЬЖЕНИЯ С БИНАРНОЙ ПОВЕРХНОСТЬЮ | 2007 |
|
RU2337259C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКОВ СКОЛЬЖЕНИЯ С БИНАРНОЙ ПОВЕРХНОСТЬЮ | 2007 |
|
RU2337258C1 |
| Препрег для шликерных покрытий, наносимых методом лазерной наплавки | 2020 |
|
RU2737104C1 |
| СПОСОБ ПОЛУЧЕНИЯ АНТИФРИКЦИОННОГО ОРГАНОВОЛОКНИСТОГО ПРЕСС-МАТЕРИАЛА | 2007 |
|
RU2370504C2 |
| СПОСОБ НАНЕСЕНИЯ АНТИФРИКЦИОННЫХ ПОКРЫТИЙ НА БОКОВУЮ ПОВЕРХНОСТЬ РЕЛЬСА | 2013 |
|
RU2510433C1 |
Изобретение имеет отношение к способу нанесения антифрикционных покрытий на поверхность трибосопряжения колесо-рельс. Способ включает процесс газопламенного напыления эпоксидной порошковой композицией. Перед газопламенным напылением на защищаемую поверхность металла электроискровым методом наносят первый слой покрытия, превышающего твердость металла защищаемой поверхности, толщиной от 0,01 до 3,0 мм электродом, состоящим из спрессованной смеси металлического порошка (А) и порошкообразного термостойкого минерала (Б), в соотношении А:Б от 99:1 до 80:20, после чего этот слой обрабатывают фосфотирующим составом. Второй слой наносят методом газопламенного напыления порошка, состоящего из твердой эпоксидной смолы, модифицированной фторкаучуком путем обработки на пластификационном оборудовании в соотношении смола:каучук от 97:3 до 70:30, отвердителя имидазольного типа и наполнителя - смеси металлического порошка и антифрикционного минерала с высокой поверхностной твердостью. Порошок наносится слоем толщиной от 0,5 до 3 мм, и содержит, мас.ч.: твердая эпоксидная смола модифицированная фторкаучуком - 100; отвердитель имидазольного типа - 2-10; металлический порошок - 90-150; антифрикционный минерал с высокой поверхностной твердостью - 0,4-12. Технический результат - создание двухслойных антифрикционных покрытий на поверхностях трибосопряжения колесо-рельс, обладающих повышенной прочностью и адгезией, не снижающимися в процессе длительной эксплуатации. 2 табл., 6 пр.
Способ нанесения антифрикционных покрытий на поверхность трибосопряжения колесо-рельс, включающий процесс газопламенного напыления эпоксидной порошковой композицией, отличающийся тем, что перед газопламенным напылением на защищаемую поверхность металла электроискровым методом наносят первый слой покрытия, превышающего твердость металла защищаемой поверхности, толщиной от 0,01 до 3,0 мм электродом, состоящим из спрессованной смеси металлического порошка (А) и порошкообразного термостойкого минерала (Б), в соотношении А:Б от 99:1 до 80:20, после чего этот слой обрабатывают фосфотирующим составом, второй слой наносят методом газопламенного напыления порошка, состоящего из твердой эпоксидной смолы, модифицированной фторкаучуком путем обработки на пластификационном оборудовании в соотношении смола:каучук от 97:3 до 70:30, отвердителя имидазольного типа и наполнителя - смеси металлического порошка и антифрикционного минерала с высокой поверхностной твердостью, при этом порошок наносится слоем толщиной от 0,5 до 3 мм, и содержит, мас.ч.:
| СПОСОБ ОБРАБОТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ДЕТАЛИ УЗЛА ТРЕНИЯ ДЛЯ ПРИДАНИЯ ЕЙ ИЗНОСОСТОЙКИХ И АНТИФРИКЦИОННЫХ СВОЙСТВ | 2006 |
|
RU2319790C1 |
| АНТИФРИКЦИОННОЕ КОМПОЗИЦИОННОЕ ПОКРЫТИЕ | 2001 |
|
RU2211260C1 |
| ТРИБОТЕХНИЧЕСКИЙ СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ ИЗ ПЛАСТИЧНЫХ МЕТАЛЛОВ НА ПОВЕРХНОСТИ ТРЕНИЯ ДЕТАЛЕЙ СОЧЛЕНЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2283702C2 |
| EP 0976795 A2, 02.02.2000 | |||
| Генератор для индукционной зарядки капель тумана ионами для борьбы с вредителями и болезнями сельскохозяйственных растений | 1958 |
|
SU117403A1 |

