Изобретение относится к железнодорожному подвижному составу и специальному самоходному подвижному составу (ССПС, путевые машины), в частности к восстановлению и упрочнению изношенных поверхностей буксовых шеек осей вагонных, локомотивных и ССПС колесных пар способом электродуговой металлизации напылением.
Известен способ восстановления изношенных поверхностей шеек осей колесных пар подвижного состава путем лазерной наплавки, при котором изношенную поверхность шейки оси обезжиривают, подвергают механической обработке, затем осуществляют лазерную наплавку с подачей наплавочного порошка через сопло, с последующим шлифованием наплавки, при этом металл изношенной поверхности шейки перед наплавкой термостатируют, а лазерную наплавку проводят при мощности лазера не менее 1,5 кВт, диаметре лазерного луча не менее 1,5 мм при подаче прокаленного наплавочного порошка со скоростью от 0,1 г/с и более, при угле наклона сопла относительно вертикальной оси луча лазера 35-45°, при этом при наплавке наложение валиков друг на друга осуществляют с коэффициентом перекрытия 0,5-0,7, после чего осуществляют термообработку (RU №2107598 С1, 27.03.1998). Способ обеспечивает получение необходимой структуры наплавленного материала, обладающего высокой износостойкостью. Недостатками данного способа являются сложность аппаратурного оформления и низкая производительность обработки при глубинах износа поверхности шеек более 0,7 мм.
Известен способ восстановления осей колесных пар железнодорожного подвижного состава, включающий устранение выработок посадочных мест под подшипники букс и ступицы колес в пределах их ремонтных размеров и восстановление торцевых частей наплавкой, при этом торцевые части наращивают наплавкой дополнительного металла, имеющего механические свойства не ниже свойств металла оси, с их удлинением на величину, эквивалентную по объему выработкам посадочных мест с учетом припуска на механическую обработку, затем производят поочередный местный нагрев посадочных мест до температуры выше точки АСз диаграммы состояния железо - углерод и продольную горячую осадку, при которой нагрузку прикладывают нормально к торцевой поверхности оси, расположенной у восстанавливаемого посадочного места, до уширения последнего по всей его длине на величину, превышающую глубину выработки с припуском на механическую обработку, после чего охлаждают нагретую часть оси на воздухе до температуры ниже 600°С, аналогично осаживают посадочное место на противоположной стороне оси, затем производят центровку торцов и механическую обработку посадочных мест и торцевых частей оси (RU №2248861 С1, 27.03.1998).
Технический результат известного способа заключается в продлении срока службы и эксплуатационной надежности осей колесных пар. Недостатками данного способа является сложность процесса восстановления изношенной поверхности осей за счет больших циклических нагрузок при высоких температурах, которые могут деформировать составные детали.
Известен электроимпульсный метод восстановления буксовых шеек вагонных осей колесных пар, включающий подготовку изношенной поверхности буксовой шейки оси, наращивание слоевого покрытия с использованием стального электрода, материал которого переносится на обрабатываемую поверхность шейки оси и формирует слой с прочностью, сопоставимой с прочностью материала оси, после нанесения слоя проводят его пластическое деформирование при обкатке роликами (В.Я.Шаровский, Электроимпульсный метод восстановления осей колесных пар // Вагоны и вагонное хозяйство, 2006, №32, с.38). Известный способ используют для восстанавления буксовых шеек только с прямым конусом, так как он повторяет геометрию изношенной поверхности, что ограничивает возможности способа и позволяет восстанавливать изношенные поверхности шеек глубиной до 0,5 мм на диаметр.
Наиболее близким по технической сущности к заявляемому является способ восстановления изношенных поверхностей буксовых шеек осей колесных пар электродуговой металлизацией напылением. Способ включает подготовку изношенной поверхности буксовой шейки оси (далее шейка): проточку поверхности под напыление на глубину 0,90 мм, ее накатывание, обезжиривание, нарезание мелкой резьбы, электродуговую металлизацию напылением, которую проводят распылением на подготовленную поверхность металлических капель со скоростью до 150 м/с, что соответствует давлению сжатого газа - воздуха, равным 0,55 МПа, проточку полученного напыленного слоя и его механическую обработку до номинального размера (Казьмин В.П., Берзин М.М. и др. Восстановление шеек осей колесных пар напылением // Железнодорожный транспорт.2002. №1. с.46-49). Известный способ позволяет с высоким качеством восстанавливать изношенные шейки осей, но с получением покрытия толщиной не более 0,90 мм на сторону, что обуславливает недостаточно высокую производительность процесса за счет высокого числа проходов при напылении слоя толщиной 2 мм на сторону.
Техническим результатом заявляемого способа является повышение производительности процесса, увеличение толщины покрытия до 1,2 мм на сторону при сохранении высокого качества восстанавливаемого покрытия.
Технический результат достигается тем, что способ восстановления изношенных поверхностей буксовых шеек осей колесных пар включает подготовку изношенной поверхности под напыление путем ее проточки, накатывания, обезжиривания, нарезания на ней мелкой резьбы, и электродуговую металлизацию напылением подготовленной поверхности путем распыления на ней металлических капель под давлением сжатого газа, и механическую обработку полученного напылением слоя до номинального размера. При этом согласно изобретению проточку изношенной поверхности под напыление проводят глубиной 0,95-1,20 мм, а напыление осуществляют под давлением 0,60-0,70 МПа сжатого газа, в качестве которого используют один газ, выбранный из ряда: воздух, диоксид углерода, отработанные газы двигателя внутреннего сгорания, азот, инертные газы.
В качестве инертного газа может быть использован аргон.
Сущность способа поясняется схемой, представленной на чертеже (позиции а, б, в.), где: 1 - ось вагонной колесной пары; 2 - глубина проточки поверхности шейки под напыление; 3 - защитная гайка; 4 - защитная втулка; 5 - толщина слоя покрытия после металлизации; 6 - толщина слоя готового покрытия.
Способ осуществляют следующим образом.
Ось 1 колесной пары с изношенной поверхностью буксовой шейки, имеющей задиры, вырывы металла и риски на цилиндрической поверхности, размещают в сухое помещение на специализированном участке при температуре 18-20°С, где проводят процесс подготовки изношенной поверхности шейки к металлизации. С этой целью проводят проточку изношенной поверхности шейки на глубину 0,95-1,20 мм, ее накатывание роликом, обезжиривание и нарезание мелкой резьбы глубиной и шагом 0,2-0,3 и 0,8-1,0 соответственно. Затем устанавливают защитные гайку 3 и втулку 4, снова обезжиривают места случайного загрязнения и проводят напыление подготовленной поверхности способом электродуговой металлизацией.
Металлизацию подготовленной поверхности осуществляют следующим образом. Две постоянно сматывающиеся с изолированных катушек проволоки из стали марки 30ХГСА диаметром 1,6-2,0 мм, пройдя через металлизатор ЭМ-17, сближаются, и электрическая дуга, возникающая между ними от источника постоянного тока, расплавляет концы проволок, образуя капли жидкого металла. Сжатый газ, подаваемый через центральное сопло под давлением 0,60-0,70 МПа, распыляет металл на мельчайшие жидкие частицы размером 100-200 мкм. Образовавшаяся металлогазовая струя ударяет в подготовленную шероховатую поверхность, на поверхности детали частицы закрепляются в неровностях и остывают, образуя прочное металлическое покрытие. Соединение покрытия с основой и частиц в слое между собой носит в основном механический характер. Это так называемое холодное напыление.
Температура в процессе напыления не должна превышать 80°С. В качестве сжатого газа используют один газ, выбранный из ряда: воздух, диоксид углерода, отработанные газы двигателя внутреннего сгорания, азот, инертные газы, преимущественно аргон.
Во время продольного перемещения металлизатора, закрепленного в резцедержателе станочного суппорта, за один проход наносится слой толщиной 0,2-0,3 мм до получения покрытия толщиной 5 несколько выше номинального, после чего проводят механическую обработку напыленного слоя 6 до номинального размера детали.
В таблице представлены глубина проточки покрытия, давление подачи сжатых газов, число проходов при напылении слоя толщиной 2 мм на сторону, количество восстановленных шеек из числа забракованных по глубине износа.
Из данных таблицы следует, что количество восстановленных изношенных шеек осей колесных пар увеличилось со 100 до 130, максимально снизилось число проходов при напылении слоя толщиной 2 мм на сторону с 7 до 3, что повысило производительность способа более чем в 2 раза. При этом повысились эксплуатационные свойства напыленного покрытия. Так твердость покрытия при использовании сжатого азота или аргона составила 200-220 НВ. При использовании сжатых диоксида углерода, отработанных газов двигателей внутреннего сгорания, полностью устраняющих окисляемость частиц в напыленном слое, увеличивается его адгезинно-когезионная прочность. Адгезионная прочность покрытия может достигать величин от 3,0 до 4,5 кгс/мм2 и более.
Способ может быть легко автоматизирован, что позволит еще больше увеличить его производительность и эффективность.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ БУКСОВЫХ ШЕЕК ОСЕЙ КОЛЕСНЫХ ПАР | 2008 |
|
RU2371293C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ БУКСОВЫХ ШЕЕК ОСЕЙ КОЛЕСНЫХ ПАР ПОДВИЖНОГО СОСТАВА И ПУТЕВЫХ МАШИН | 2008 |
|
RU2380208C1 |
| Способ газотермического нанесения стальных покрытий | 1989 |
|
SU1731863A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ОСЕЙ КОЛЕСНЫХ ПАР | 2003 |
|
RU2248861C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ ШЕЕК ОСЕЙ ВАГОННЫХ КОЛЕСНЫХ ПАР ПУТЕМ ЛАЗЕРНОЙ НАПЛАВКИ | 1996 |
|
RU2107598C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ШЕЕК СТАЛЬНЫХ КОЛЕНЧАТЫХ ВАЛОВ | 2008 |
|
RU2385211C2 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ | 1992 |
|
RU2070488C1 |
| Способ восстановления чугунных распределительных валов | 1984 |
|
SU1371983A1 |
| Способ термической обработки изделий,ВОССТАНОВлЕННыХ НАплАВКОй | 1979 |
|
SU836135A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПРИВАЛОЧНЫХ ПЛОСКОСТЕЙ ГОЛОВОК ЦИЛИНДРОВ АВТОТРАКТОРНЫХ ДВИГАТЕЛЕЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2002 |
|
RU2228246C1 |
Изобретение относится к области ремонта, а именно к восстановлению и упрочнению изношенных поверхностей буксовых шеек осей колесных пар способом электродуговой металлизации напылением. Подготавливают изношенную поверхность под напыление путем ее проточки, накатывания, обезжиривания и нарезания на ней мелкой резьбы. Осуществляют электродуговую металлизацию напылением подготовленной поверхности путем распыления на ней металлических капель под давлением сжатого газа и механическую обработку полученного напылением слоя до номинального размера. Проточку изношенной поверхности под напыление проводят глубиной 0,95-1,20 мм, а напыление осуществляют под давлением 0,60-0,70 МПа сжатого газа. В качестве сжатого газа используют один газ, выбранный из ряда: воздух, диоксид углерода, отработанные газы двигателя внутреннего сгорания, азот, инертные газы. В результате повышается производительность процесса и увеличивается толщина покрытия до 1,2 мм при сохранении высокого качества восстанавливаемого покрытия. 1 з.п. ф-лы, 1 ил., 1 табл.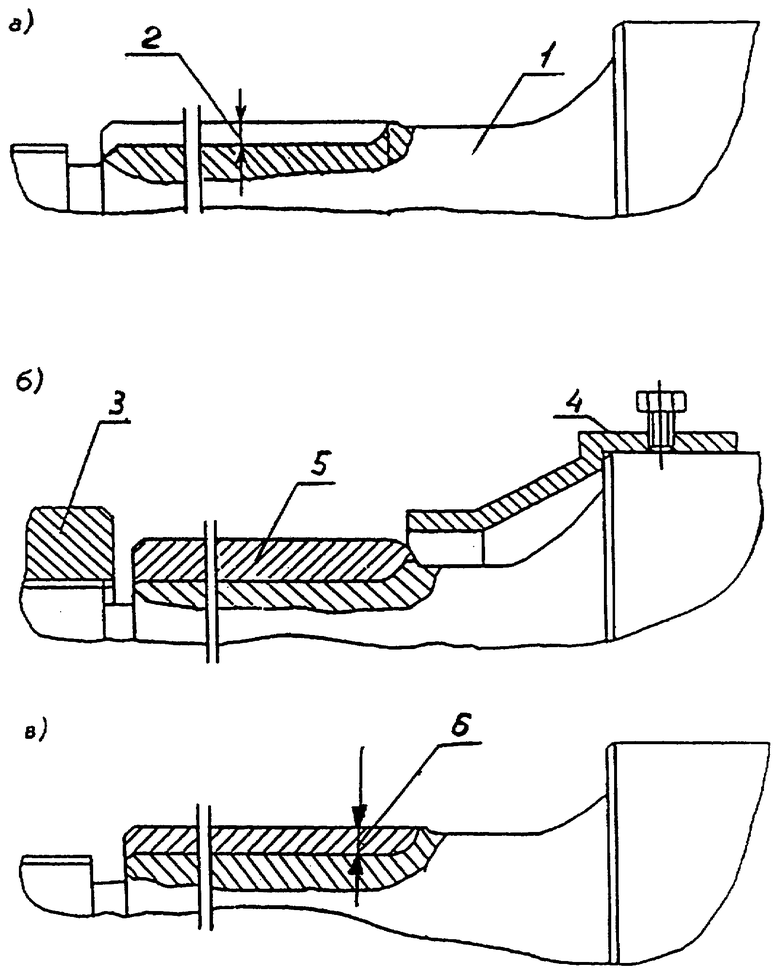
| Казьмин В.П | |||
| и др., Восстановление шеек осей колесных пар напылением | |||
| Железнодорожный транспорт, 2002, №1, с.46-49 | |||
| Способ восстановления поверхностей деталей | 1956 |
|
SU106292A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПРИВАЛОЧНЫХ ПЛОСКОСТЕЙ ГОЛОВОК ЦИЛИНДРОВ АВТОТРАКТОРНЫХ ДВИГАТЕЛЕЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2002 |
|
RU2228246C1 |
| СПОСОБ РЕМОНТА КРИВОШИПНОГО МЕХАНИЗМА ДВИГАТЕЛЯ С ИЗНОШЕННЫМИ ШАТУННЫМИ И КОРЕННЫМИ ШЕЙКАМИ | 1995 |
|
RU2090332C1 |
| DE 3619536 A1, 18.12.1986. | |||

