ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящее изобретение относится к области сталей с двумя слоями разной твердости и способам изготовления сталей с двумя слоями разной твердости.
ОПИСАНИЕ УРОВНЯ ТЕХНИКИ
[0002] Соединенная прокаткой стальная броня с двумя слоями разной твердости является высокоэффективным броневым материалом. Примером этого типа стальной брони является броневая плита из двух слоев разной твердости ATI K12®-MIL, которая поставляется компанией ATI Defense, Вашингтон, штат Пенсильвания, США. Броня из двух слоев разной твердости ATI K12®-MIL раскрыта как один вариант воплощения в патенте США №5749140, который включен сюда в качестве ссылки в полном объеме. Броневая плита из двух слоев разной твердости ATI K12®-MIL представляет собой материал, соединенный прокаткой, который имеет лицевую сторону с высокой твердостью и более мягкую обратную сторону. В действии твердая лицевая сторона брони разбивает и сплющивает попадающий (реактивный) снаряд, а более мягкая обратная сторона улавливает и дополнительно поглощает энергию деформированного снаряда.
[0003] Хотя традиционная, соединенная прокаткой стальная броня из двух слоев разной твердости имеет значительное баллистическое сопротивление прониканию, этот материал сложный и дорогой для производства. Для достижения желаемых механических и баллистических свойств в традиционной, соединенной прокаткой стальной броне из двух слоев разной твердости после соединения прокаткой необходима сложная термообработка и другая обработка. В частности, после соединения прокаткой необходима аустенизация, закалка в масле и отпуск материала. Кроме того, эти этапы обработки могут выполняться одновременно только для малых сечений соединенной прокаткой плиты из-за того, что может возникать чрезмерная деформация вследствие разницы в коэффициентах термического расширения и температурах фазового превращения двух соединенных прокаткой сплавов.
[0004] Кроме того, после термообработки традиционные стальные броневые плиты из двух слоев разной твердости должны проходить сложную правку. Только небольшое число производственных участков оснащено соответствующим образом для выполнения правки. Кроме того, необходимость выполнения правки плит фактически ограничивает размер традиционных соединенных прокаткой стальных броневых плит из двух слоев разной твердости до размеров, не больших, чем примерно 20×20 дюймов (50,8×50,8 см). Плиты большего размера должны изготавливаться путем соединения нескольких плит меньшего размера, что существенно увеличивает стоимость детали и время изготовления, а также отрицательно сказывается на целостности детали.
[0005] Соответственно, существует необходимость в разработке способа изготовления соединенной прокаткой стальной брони из двух слоев разной твердости, которая не нуждается в традиционных этапах обработки после соединения прокаткой, таких как аустенизация и закалка в масле, и/или которая уменьшает необходимость в отпуске и сложных операциях правки для многих видов применения. В общем, существует необходимость в усовершенствованном способе изготовления стальной брони из двух слоев разной твердости.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0006] В соответствии с не имеющим ограничительного характера аспектом настоящего изобретения, изделие из стали с двумя слоями разной твердости содержит первую легированную сталь, закаливаемую на воздухе, имеющую твердость первой стали, и вторую легированную сталь, закаливаемую на воздухе с самоотпуском, имеющую твердость второй стали. В некоторых вариантах воплощения твердость первой стали больше, чем твердость второй стали. Между первой, закаливаемой на воздухе, легированной сталью и второй, закаливаемой на воздухе, легированной сталью существует зона металлургической связи.
[0007] В соответствии с другим, не имеющим ограничительного характера аспектом настоящего изобретения, стальная броня из двух слоев разной твердости содержит первую, закаливаемую на воздухе, легированную сталь, имеющую твердость первой стали, по меньшей мере, 574 по Бринеллю, и вторую, закаливаемую на воздухе, легированную сталь, имеющую твердость второй стали, в диапазоне от 477 до 534 по Бринеллю, включительно. Первая закаливаемая на воздухе легированная сталь содержит, в весовых процентах, от 0,42 до 0,52 углерода, от 3,75 до 4,25 никеля, от 1,00 до 1,50 хрома, от 0,22 до 0,37 молибдена, от 0,20 до 1,00 марганца, от 0,20 до 0,50 кремния, не более 0,020 фосфора, не более 0,005 серы, железо и случайные примеси. Вторая закаливаемая на воздухе легированная сталь содержит, в весовых процентах, от 0,22 до 0,32 углерода, от 3,50 до 4,00 никеля, от 1,60 до 2,00 хрома, от 0,22 до 0,37 молибдена, от 0,80 до 1,20 марганца, от 0,25 до 0,45 кремния, не более 0,020 фосфора, не более 0,005 серы, железо и случайные примеси. Между первой закаливаемой на воздухе легированной сталью и второй закаливаемой на воздухе с самоотпуском легированной сталью существует зона металлургической связи.
[0008] В соответствии с еще одним аспектом настоящего изобретения способ изготовления стальной брони из двух слоев разной твердости включает: создание первого компонента легированной стали, закаливаемой на воздухе, который содержит первую сопрягаемую поверхность и имеет твердость первого компонента; и создание второго компонента легированной стали, закаливаемой на воздухе, который содержит вторую сопрягаемую поверхность и имеет твердость второго компонента. Твердость первого компонента больше, чем твердость второго компонента. Первый компонент и второй компонент расположены таким образом, что, по меньшей мере, часть первой сопрягаемой поверхности контактирует, по меньшей мере, с частью второй сопрягаемой поверхности, и первый компонент и второй компонент металлургически соединены, образуя металлургически соединенный пакет. Металлургически соединенный пакет подвергается горячей прокатке для создания металлургической связи между первой сопрягаемой поверхностью и второй сопрягаемой поверхностью
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0009] Характеристики и преимущества способов, описанных здесь, будут лучше понятны благодаря ссылке на прилагаемые чертежи, на которых:
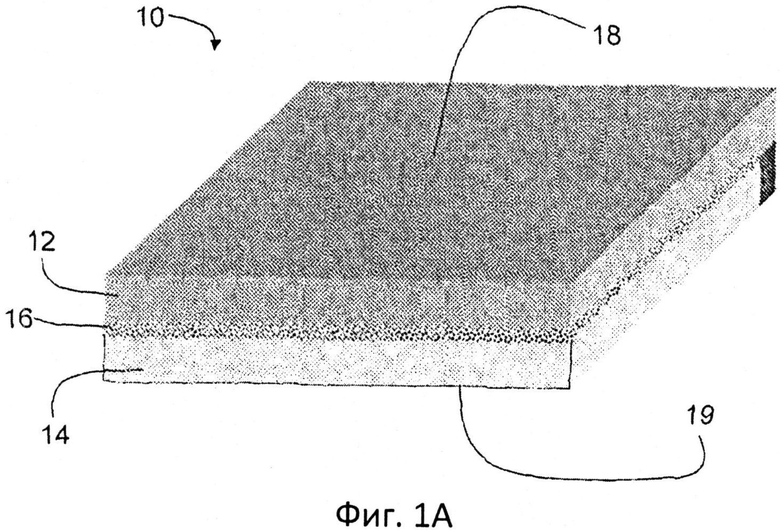
[0010] На фиг.1А приведен схематический вид в перспективе не имеющего ограничительного характера варианта воплощения изделия из стали с двумя слоями разной твердости, в соответствии с настоящим изобретением;
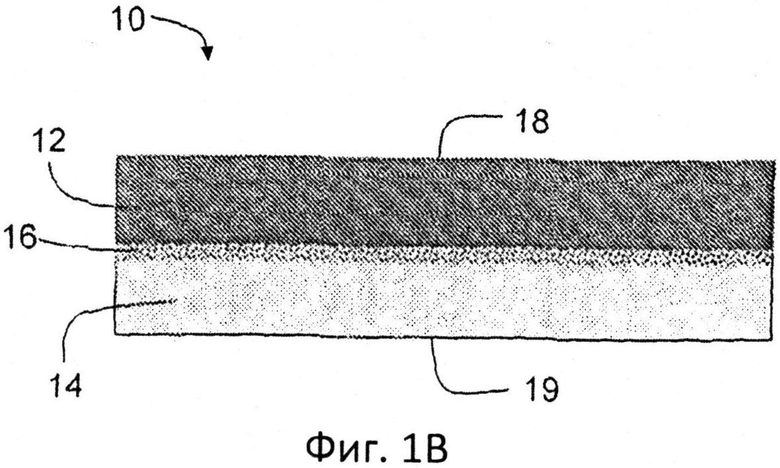
[0011] На фиг.1В приведен схематический вид поперечного сечения изделия из стали с двумя слоями разной твердости по варианту воплощения, показанному на фиг.1А; и
[0012] На фиг.2 приведена блок-схема не имеющего ограничительного характера варианта воплощения для способа изготовления изделия из стали с двумя слоями разной твердости в соответствии с настоящим изобретением.
[0013] Читатель по достоинству оценит описанные детали, а также все остальное, после рассмотрения последующего подробного описания некоторых вариантов воплощения, не имеющих ограничительного характера, в соответствии с настоящим изобретением.
ПОДРОБНОЕ ОПИСАНИЕ НЕКОТОРЫХ ВАРИАНТОВ ВОПЛОЩЕНИЯ, НЕ ИМЕЮЩИХ ОГРАНИЧИТЕЛЬНОГО ХАРАКТЕРА
[0014] Должно быть понятно, что некоторые описания вариантов воплощения настоящего изобретения, раскрытые здесь, упрощены для иллюстрации только тех элементов, признаков и аспектов, которые имеют отношение к четкому пониманию раскрытых вариантов воплощения настоящего изобретения, исключая, для ясности, другие элементы, признаки и аспекты. Специалисту в данной области при рассмотрении описания вариантов воплощения настоящего изобретения будет понятно, что для конкретной реализации или применения раскрытых вариантов воплощения могут быть желательны другие элементы и/или признаки. Однако, поскольку такие другие элементы и/или признаки могут быть легко установлены и реализованы специалистом в данной области при рассмотрении настоящего описания раскрываемых вариантов воплощения, и поэтому необязательны для полного понимания раскрываемых вариантов воплощения, описание таких элементов и/или признаков здесь не приведено. По существу, понятно, что описание, приведенное здесь, дано только для примера, является иллюстративным для раскрываемых вариантов воплощения и не имеет в виду ограничение объема изобретения, который определяется исключительно формулой изобретения.
[0015] В настоящем описании не имеющих ограничительного характера вариантов воплощения, кроме показанного в функционирующих примерах или если не указано иное, все числа, выражающие количества или характеристики, следует понимать как корректируемые во всех примерах термином «около». Соответственно, если не указано иное, любые числовые параметры, изложенные в последующем описании, являются приблизительными и могут изменяться в зависимости от желаемых свойств, которые стремятся получить в объекте изобретения в соответствии с настоящим изобретением. Как минимум, а не как попытка ограничить применение доктрины эквивалентов к объему формулы изобретения, каждый числовой параметр должен, по меньшей мере, толковаться в свете количества указанных значащих цифр, с применением обычных способов округления.
[0016] Кроме того, любой числовой диапазон, приведенный в настоящем документе, подразумевает включение всех поддиапазонов, входящих в него. Например, диапазон «от 1 до 10» подразумевает включение всех поддиапазонов между (и включая) указанным минимальным значением 1 и указанным максимальным значением 10, то есть имеет минимальное значение, равное или большее чем 1, и максимальное значение, равное или меньшее чем 10. Любой максимальный численный предел, приведенный в настоящем документе, включает в себя все нижние численные пределы, входящие в него, и любой минимальный численный предел, приведенный в настоящем документе, включает в себя все более высокие численные ограничения, входящие в него. Соответственно, заявители оставляют за собой право вносить изменения в настоящее изобретение, включая формулу изобретения, для определенно выраженного любого поддиапазона, учтенного в рамках диапазонов, определенно выраженных в настоящем документе. Подразумевается, что все такие диапазоны, по сути, раскрыты в настоящем документе, так что внесение любых, определенно выраженных таких поддиапазонов будет соответствовать требованиям статьи 35 §112 кодекса США, первый пункт, и статьи 35 §132(а) кодекса США.
[0017] Если не указано иное, грамматические артикли «one», «a», «an», и «the», используемые здесь, включают в себя «по меньшей мере один» или «один или более». Таким образом, в настоящем документе артикли используются для обозначения одного или более чем одного (т.е. по меньшей мере одного) грамматических объектов артикля. Например, «компонент» означает, что предполагается один или более компонентов, и, таким образом предполагается, что более чем один компонент может использоваться или применяться в осуществлении описанных вариантов воплощения.
[0018] Любой патент, публикация или другой материал по изобретению, которые считаются включенными сюда в целом или частично посредством ссылки, включен сюда лишь в той степени, до которой включенная информация не противоречит существующим определениям, заявлениям или другим материалам, изложенным в данном изобретении. Таким образом, и до необходимой степени, изобретение, изложенное в настоящем документе, заменяет собой любые противоречащие материалы, включенные сюда в качестве ссылки. Любой материал, или его часть, включенные сюда в качестве ссылки, но противоречащие существующим определениям, заявлениям или другим материалам по изобретению, изложенным в настоящем документе, включены только до той степени, в которой не возникают противоречия между включенным материалом и существующим материалом изобретения.
[0019] Настоящее изобретение включает в себя описание различных вариантов воплощения. Следует понимать, что все описанные в настоящем документе варианты воплощения являются типичными, иллюстративными и не имеющими ограничительного характера. Таким образом, изобретение не ограничивается описанием различных типичных, иллюстративных и не имеющих ограничительного характера вариантов воплощения. Напротив, изобретение определяется исключительно пунктами формулы, которые могут быть изменены, чтобы выразить любые признаки, определенно или по сути раскрытые в нем, или иным образом определенно или по сути поддерживаемые настоящим изобретением.
[0020] Аспекты настоящего изобретения включают не имеющие ограничительного характера варианты воплощения с двумя слоями разной твердости или «двойной твердости» сталей и стальных изделий. Возможные типы стальных изделий в соответствии с настоящим изобретением включают, например, стальные броневые плиты из двух слоев разной твердости или другие типы, включающие закаливаемые на воздухе легированные стали.
[0021] Используемый здесь термин «закаливаемая на воздухе» легированная сталь относится к легированной стали, которая для достижения окончательной высокой твердости не требует закалки в жидкой среде. Напротив, в закаливаемой на воздухе легированной стали высокая твердость может быть достигнута при охлаждении от высокой температуры только на воздухе. Поскольку закаливаемые на воздухе легированные стали для достижения высокой твердости не нуждаются в закалке в жидкой среде, изделия из закаливаемой на воздухе стали, такие как, например, закаливаемые на воздухе стальные плиты, не подвержены короблению и чрезмерной деформации, которая может возникать при быстрой закалке в жидкой среде. Для формирования стальной бронированной плиты из двух слоев разной твердости или другого изделия, в соответствии с настоящим изобретением, закаливаемые на воздухе легированные стали могут обрабатываться, используя традиционные технологии соединения прокаткой, а затем охлаждаться на воздухе, без необходимости в традиционной термообработке и закалке в жидкой среде после соединения прокаткой для достижения высокой твердости.
[0022] Броневые легированные стали можно, как правило, подразделять в соответствии с твердостью на следующие группы: (i) сплавы из прокатанной гомогенной брони («RHA») обладают твердостью в диапазоне 212-388 BHN (число твердости по Бринеллю) по военным техническим требованиям США MIL-A-12560H, а также определяются как броневые легированные стали с твердостью 400 BHN; (ii) сплавы из брони высокой твердости («HHA») обладают твердостью в диапазоне 477-534 BHN по военным техническим требованиям США MIL-DTL-46100E, а также определяются как броневые легированные стали с твердостью 500 BHN; и (iii) сплавы из брони сверхвысокой твердости («UHH») обладают твердостью в диапазоне 570 BHN по военным техническим требованиям США MIL-DTL-32332, а также определяются как броневые легированные стали с твердостью 600 BHN. Кроме того, разрабатываются закаливаемые на воздухе броневые легированные стали с твердостью 700 BHN. В соответствии с некоторыми не имеющими ограничительного характера вариантами воплощения, закаливаемые на воздухе броневые легированные стали, изготавливаемые описанными здесь способами, которые применяются, чтобы сформировать стальную броню из двух слоев разной твердости, включают, помимо прочего, сплавы, выбранные из сплавов с твердостью RHA, сплавов с твердостью HHA, сплавов с твердостью UHH, и, возможно, из броневых легированных сталей с твердостью 700 BHN. В настоящее время авторам изобретения не известны никакие промышленные образцы закаливаемой на воздухе стальной брони с твердостью 400 BHN и 700 BHN.
[0023] На фиг.1A приведен схематический вид в перспективе, а на фиг.1B - схематический вид поперечного сечения, не имеющего ограничительного характера варианта воплощения стального изделия 10 из двух слоев разной твердости, в соответствии с настоящим изобретением. Стальное изделие 10 из двух слоев разной твердости может использоваться в качестве брони из двух слоев разной твердости. Стальное изделие 10 из двух слоев разной твердости содержит слой из первой закаливаемой на воздухе броневой легированной стали 12, имеющей твердость первой стали, и слой из второй закаливаемой на воздухе легированной стали 14, имеющей твердость второй стали. В не имеющем ограничительного характера варианте воплощения твердость первой стали больше, чем твердость второй стали. Зона 16 металлургической связи свойственна, по меньшей мере, зоне первой закаливаемой на воздухе броневой легированной стали 12 и, по меньшей мере, зоне второй закаливаемой на воздухе броневой легированной стали 14. Используемый здесь термин «металлургическая связь» относится к связыванию сплавов посредством диффузии, сварки, сплавления или внутримолекулярного либо межкристаллитного притяжения между сплавами в зоне сопряжения. В зоне 16 металлургической связи первая закаливаемая на воздухе броневая легированная сталь взаимно диффундирует во вторую закаливаемую на воздухе броневую легированную сталь, таким образом соединяя вместе оба сплава. Специалисту должен быть понятен характер и способы, которые могут использоваться для образования зоны металлургической связи между двумя легированными сталями, чтобы соединить вместе две легированных стали. В не имеющем ограничительного характера варианте воплощения зона металлургической связи имеет толщину в диапазоне примерно от 750 мкм до примерно 1500 мкм. Однако должно быть понятно, что для соединения вместе первой закаливаемой на воздухе броневой легированной стали 12 и второй закаливаемой на воздухе легированной стали 14 может быть образована зона металлургической связи любой подходящей толщины.
[0024] В некоторых не имеющих ограничительного характера вариантах воплощения, в соответствии с настоящим изобретением, первая закаливаемая на воздухе броневая легированная сталь имеет твердость, по меньшей мере, 574 BHN. Не имеющим ограничительного характера примером закаливаемой на воздухе броневой легированной стали UHH или броневой легированной стали 600 BHN, имеющей твердость, по меньшей мере, 574 BHN при закаливании на воздухе, является специальная закаливаемая на воздухе стальная броня сверхвысокой твердости ATI 600-MIL®, поставляемая компанией ATI Defense, Вашингтон, штат Пенсильвания, США, которая раскрыта в находящейся на рассмотрении заявке на патент США №12/184 573 и включена сюда в качестве ссылки в полном объеме. Специальная стальная броня сверхвысокой твердости ATI 600-MIL® содержит, в весовых процентах, от 0,42 до 0,52 углерода, от 3,75 до 4,25 никеля, от 1,00 до 1,50 хрома, от 0,22 до 0,37 молибдена, от 0,20 до 1,00 марганца, от 0,20 до 0,50 кремния, не более 0,020 фосфора, не более 0,005 серы, пропорционально железо, случайные примеси. В не имеющем ограничительного характера варианте воплощения примеси состоят из остаточных элементов в соответствии с военными техническими требованиями США MIL-DTL-32332.
[0025] В некоторых не имеющих ограничительного характера вариантах воплощения, в соответствии с настоящим изобретением, вторая, закаливаемая на воздухе броневая легированная сталь, имеет твердость от 477 BHN до 534 BHN, включительно. Не имеющим ограничительного характера примером закаливаемой на воздухе броневой легированной стали, имеющей твердость в диапазоне от 477 BHN до 534 BHN, включительно, является специальная стальная броня высокой твердости ATI 500-MIL®, которая также поставляется компанией ATI Defense. Специальная стальная броня высокой твердости ATI 500-MIL® содержит, в весовых процентах, от 0,22 до 0,32 углерода, от 3,50 до 4,00 никеля, от 1,60 до 2,00 хрома, от 0,22 до 0,37 молибдена, от 0,80 до 1,20 марганца, от 0,25 до 0,45 кремния, не более 0,020 фосфора, не более 0,005 серы, пропорционально железо, случайные примеси. В не имеющем ограничительного характера варианте воплощения примеси состоят из остаточных элементов, в соответствии с военными техническими требованиями США MIL-DTL-46100E. В некоторых не имеющих ограничительного характера вариантах воплощения в соответствии с настоящим изобретением, первая закаливаемая на воздухе броневая легированная сталь имеет твердость, по меньшей мере, 574 BHN, а вторая закаливаемая на воздухе броневая легированная сталь имеет твердость в диапазоне от 477 BHN до 534 BHN, включительно.
[0026] Обратившись к фиг.1A и 1B, стальное изделие 10 из двух слоев разной твердости может быть в виде, например, стальной бронированной плиты из двух слоев разной твердости, изготовленной из закаливаемых на воздухе легированных сталей, имеющих разные значения твердости. Лицевая сторона 18 изделия из стальной брони с двумя слоями разной твердости или броня 10 содержит первую, закаливаемую на воздухе броневую легированную сталь 12, которая имеет сравнительно высокое значение твердости. Лицевая сторона 18 включает «наружную сторону», которая имеет подверженную воздействию поверхность первой закаливаемой на воздухе броневой легированной стали 12. Баллистический снаряд разбивается и/или сплющивается при ударе об лицевую сторону 18. Обратная сторона 19 или базовая плита стальной бронированной плиты 10, закаливаемой на воздухе, из двух слоев разной твердости, содержит вторую броневую легированную сталь 14, которая имеет меньшую твердость, чем первая закаливаемая на воздухе броневая легированная сталь 12. Более мягкая и боле пластичная обратная сторона 19 служит для улавливания осколков снаряда, прошедших через лицевую сторону 18, и поглощает энергию удара снаряда после того как снаряд попадает на наружную сторону. Не желая придерживаться ни одной конкретной теории действия, предполагается, что наличие обратной стороны 19 и металлургической связи между первой и второй закаливаемой на воздухе бронированной легированной сталью 12,14 при столкновении баллистического снаряда подавляет образование трещин и/или распространение трещин в сравнительно твердой лицевой стороне 18.
[0027] В не имеющем ограничительного характера варианте воплощения первая закаливаемая на воздухе броневая легированная сталь 12, лицевой стороны 18 стального изделия из двух слоев разной твердости или брони 10 имеет твердость по Роквеллу от 58 до 65 единиц по шкале C. В другом не имеющем ограничительного характера варианте воплощения вторая закаливаемая на воздухе броневая легированная сталь 14, содержащая обратную сторону 19 или базовую плиту стального изделия из двух слоев разной твердости или брони 10, имеет твердость по Роквеллу от 45 до 55 единиц по шкале C. В еще одном варианте воплощения разность между твердостью по Роквеллу, по шкале C, первой закаливаемой на воздухе броневой легированной стали 12 и второй закаливаемой на воздухе броневой легированной стали 14 составляет примерно от 10 до 15 единиц по Роквеллу, шкала C.
[0028] В не имеющем ограничительного характера варианте воплощения, первая закаливаемая на воздухе броневая легированная сталь 12, лицевой стороны 18 стального изделия 10 из двух слоев разной твердости может соответствовать военным техническим требованиям MIL-DTL-32332(MR). В другом, не имеющем ограничительного характера варианте воплощения вторая закаливаемая на воздухе броневая легированная сталь 14, содержащая обратную сторону 19 или базовую плиту стального изделия 10 из двух слоев разной твердости, соответствует военным техническим требованиям MIL-DTL-46100E(MR).
[0029] В пределах объема настоящего изобретения находится металлургическое связывание вместе любого подходящего сочетания различных закаливаемых на воздухе броневых легированных сталей, которые известны специалистам в настоящее время или впоследствии, для создания стального изделия с двумя слоями разной твердости. Например, в некоторых, не имеющих ограничивающего характера вариантах воплощения закаливаемая на воздухе броневая легированная сталь 400 BHN может быть металлургически связана с закаливаемой на воздухе броневой легированной сталью 500 BHN или с закаливаемой на воздухе броневой легированной сталью 600 BHN. В любых таких случаях, более твердый сплав будет служить в качестве первой закаливаемой на воздухе броневой легированной стали, и первой стороны, которая обычно должна подвергаться воздействию баллистической угрозы таким образом, чтобы вначале соударяться с попавшим баллистическим снарядом.
[0030] В таблице 1 приведен перечень не имеющих ограничительного характера вариантов воплощения изделий из двух слоев разной твердости в соответствии с настоящим изобретением, которые могут быть изготовлены способом, включающим металлургическое связывание вместе сочетаний закаливаемой на воздухе броневой легированной стали различной твердости. В каждом таком сочетании закаливаемой на воздухе броневой легированной стали, приведенной в таблице 1, со ссылками на не имеющий ограничительного характера вариант воплощения изделия 10, изображенного на фиг.1A и 1B, например, сплав конкретного сочетания, имеющий большую твердость, будет служить в качестве первой закаливаемой на воздухе броневой легированной стали 12, включающей лицевую сторону 18, и сплав, имеющий меньшую твердость, будет служить в качестве второй закаливаемой на воздухе броневой легированной стали, включающей обратную сторону 19. Ссылки в таблице 1 на 400, 500, 600, и 700, соответственно, являются ссылками на закаливаемую на воздухе броневую легированную сталь 400 BHN, закаливаемую на воздухе броневую легированную сталь 500 BHN, закаливаемую на воздухе броневую легированную сталь 600 BHN и закаливаемую на воздухе броневую легированную сталь 700 BHN. В сочетаниях, приведенных в таблице 1, в которой аналогичные типы сплавов сочетаются как первая и вторая закаливаемая на воздухе броневая легированная сталь (например, «500/500»), первая закаливаемая на воздухе броневая легированная сталь, включающая первую сторону 18 плиты 10, будет иметь большую твердость, чем вторая закаливаемая на воздухе броневая легированная сталь, включающая обратную сторону 19.
[0031] Возвращаясь к таблице 1, некоторые не имеющие ограничительного характера варианты воплощения стальной бронированной плиты с двумя слоями разной твердости или другого изделия из стали с двумя слоями разной твердости, в соответствии с настоящим изобретением, сочетают следующие два типа закаливаемых на воздухе сплавов, таких как первая закаливаемая на воздухе легированная сталь и вторая закаливаемая на воздухе легированная сталь, соответственно: легированная сталь 400 BHN (большей твердости) + легированная сталь 400 BHN (меньшей твердости); легированная сталь 500 BHN + легированная сталь 400 BHN; легированная сталь 500 BHN (большей твердости) + легированная сталь 500 BHN (меньшей твердости); легированная сталь 600 BHN + легированная сталь 400 BHN; легированная сталь 600 BHN + легированная сталь 500 BHN; легированная сталь 600 BHN (большей твердости) + легированная сталь 600 BHN (меньшей твердости); легированная сталь 700 BHN + легированная сталь 400 BHN; легированная сталь 700 BHN + легированная сталь 500 BHN; легированная сталь 700 BHN + легированная сталь 600 BHN; и легированная сталь 700 BHN (большей твердости)+легированная сталь 700 BHN (меньшей твердости).
[0032] В некоторых, не имеющих ограничительного характера вариантах воплощения, в соответствии с настоящим изобретением, вторая закаливаемая на воздухе легированная сталь включает закаливаемую на воздухе самоотпускаемую сталь. Здесь термин «самоотпускаемая сталь» относится к стали, в которой углерод, содержащийся в стали, частично выделяется из частиц мартенситной фазы во время охлаждения на воздухе, образуя мелкодисперсные частицы карбидов железа в матрице α-железа, что увеличивает прочность легированной стали. В некоторых не имеющих ограничительного характера вариантах воплощения, в соответствии с настоящим изобретением, самоотпускаемая сталь включена как вторая закаливаемая на воздухе легированная сталь, обладающая механическими свойствами при растяжении при комнатной температуре, в том числе, пределом прочности по меньшей мере 260 тысяч фунтов на кв. дюйм (1 792 МПа), пределом текучести по меньшей мере 150 тысяч фунтов на кв. дюйм (1 034 МПа) и относительным удлинением по меньшей мере 13%. В другом не имеющем ограничительного характера варианте воплощения, в соответствии с настоящим изобретением, самоотпускаемая сталь включена как вторая закаливаемая на воздухе легированная сталь, обладающая механическими свойствами при растяжении при комнатной температуре, в том числе, пределом прочности по меньшей мере 240 тысяч фунтов на кв. дюйм (1 655 МПа), пределом текучести по меньшей мере 140 тысяч фунтов на кв. дюйм (965 МПа) и относительным удлинением по меньшей мере 9%. В некоторых не имеющих ограничительного характера вариантах воплощения закаливаемая на воздухе с самоотпуском сталь, которая может использоваться в качестве второй закаливаемой на воздухе легированной стали в стальных изделиях из двух слоев разной твердости, в соответствии с настоящим изобретением, имеет минимальнуые ударные свойства при испытаниях по Шарпи с V-образным надрезом, приведенные в таблице 2, при измерениях в соответствии со стандартными способами испытаний, указанными в стандарте ASTM A370 - 10. Ударные испытания по Шарпи с V-образным надрезом представляют собой ударные испытания с высокой скоростью деформации, в которых измеряется способность легированной стали к поглощению энергии, таким образом обеспечивая измерение прочности легированной стали.
[0033] В другом не имеющем ограничительного характера варианте воплощения в соответствии с настоящим изобретением закаливаемой на воздухе с самоотпуском сталью, которая может использоваться в качестве второй закаливаемой на воздухе легированной стали в стальных изделиях из двух слоев разной твердости, в соответствии с настоящим изобретением, является специальная стальная броня высокой твердости ATI 500-MIL®. В другом, не имеющем ограничительного характера варианте воплощения, отпускаемой на воздухе сталью, которая может быть включена в качестве второй закаливаемой на воздухе легированной стали в некоторые стальные изделия из двух слоев разной твердости, в соответствии с настоящим изобретением, является легированная сталь марки AISI 4820 (UNS G48200), имеющая номинальные диапазоны состава, в весовых процентах, 0,18-0,23% углерода, 0,50-0,70% марганца, не более 0,035% фосфора, не более 0,04% серы, 0,15-0,30% кремния, 3,25-3,75% никеля, 0,20-0,30% молибдена, железо и случайные примеси, и имеющая свойства, указанные в стандартах ASTM A29 / A29M - 05.
[0034] В некоторых не имеющих ограничительного характера вариантах воплощения стального изделия из двух слоев разной твердости, в соответствии с настоящим изобретением, по меньшей мере, одна из первой закаливаемой на воздухе легированной стали, и второй закаливаемой на воздухе легированной стали, включает закаливаемую на воздухе никель-хромо-молибденовую легированную сталь. В некоторых не имеющих ограничительного характера вариантах воплощения стальных изделий из двух слоев разной твердости, в соответствии с настоящим изобретением, первая закаливаемая на воздухе легированная сталь представляет собой никель-хромо-молибденовую легированную сталь, которая включает, состоит в основном, или состоит из, в весовых процентах, 0,42-0,52 углерода, 3,75-4,25 никеля, 1,00-1,50 хрома, 0,22-0,37 молибдена, 0,20-1,00 марганца, 0,20-0,50 кремния, не более 0,020 фосфора, не более 0,005 серы, железо и случайные примеси. В некоторых, не имеющих ограничительного характера вариантах воплощения стальных изделий из двух слоев разной твердости, в соответствии с настоящим изобретением, первая закаливаемая на воздухе легированная сталь, представляет собой никель-хромо-молибденовую легированную сталь, которая включает, состоит в основном или состоит из 0,22-0,32 углерода, 3,50-4,00 никеля, 1,60-2,00 хрома, 0,22-0,37 молибдена, 0,80-1,20 марганца, 0,25-0,45 кремния, не более 0,020 фосфора, не более 0,005 серы, в весовых процентах, железо и случайные примеси.
[0035] Аспект в соответствии с настоящим изобретением направлен на изделия, включающие или состоящие из изделий из легированной стали с двумя слоями разной твердости, включая закаливаемые на воздухе легированные стали, в соответствии с настоящим изобретением. В некоторых, не имеющих ограничительного характера вариантах воплощения изделие выбрано из бронированной, взрывозащищенной оболочки транспортного средства, взрывозащищенной оболочки транспортного средства с V-образным надрезом, взрывозащищенного днища транспортного средства и взрывозащищенного кожуха.
[0036] Дополнительные аспекты, в соответствии с настоящим изобретением, направлены на способы изготовления стального изделия из двух слоев разной твердости, такие как, например, стальная броня из двух слоев разной твердости в виде плиты или другого изделия. Обращаясь к блок-схеме на фиг.2, в соответствии с настоящим изобретением, не имеющий ограничительного характера вариант воплощения способа 20 для изготовления стальной брони из двух слоев разной твердости включает создание (этап 21 на фиг.2) первого компонента из закаливаемой на воздухе легированной стали, содержащего первую сопрягаемую поверхность и имеющего твердость первого компонента, и создание (22) второго компонента из закаливаемой на воздухе легированной стали, содержащего вторую сопрягаемую поверхность и имеющего твердость второго компонента. В некоторых не имеющих ограничительного характера вариантах воплощения способа 20 твердость первого компонента больше, чем твердость второго компонента. В различных, не имеющих ограничительного характера вариантах воплощения способа 20, каждый первый компонент из закаливаемой на воздухе легированной стали и второй компонент из закаливаемой на воздухе легированной стали независимо выбирается из плиты, сляба, листа и отливки из закаливаемой на воздухе легированной стали. Снова обращаясь к фиг.2, первый компонент из закаливаемой на воздухе легированной стали и второй компонент из закаливаемой на воздухе легированной стали располагаются (23) таким образом, что, по меньшей мере, часть первой сопрягаемой поверхности находится в контакте, по меньшей мере, с частью второй сопрягаемой поверхности. В не имеющем ограничительного характера варианте воплощения вся часть первой сопрягаемой поверхности находится в контакте со всей частью второй сопрягаемой поверхности. Первый компонент из закаливаемой на воздухе легированной стали металлургически соединен со вторым компонентом из закаливаемой на воздухе легированной стали (24), образуя металлургически соединенный пакет. Металлургически соединенный пакет подвергается горячей прокатке (25) для создания зоны металлургической связи между всей первой сопрягаемой поверхностью или ее частью и второй сопрягаемой поверхностью, таким образом металлургически связывая вместе первый компонент из закаливаемой на воздухе легированной стали и второй компонент из закаливаемой на воздухе легированной стали. Горячекатаный пакет охлаждается (26). В некоторых, не имеющих ограничительного характера вариантах воплощения, по меньшей мере, часть, по меньшей мере, одной из первой сопрягаемой поверхности и второй сопрягаемой поверхности необязательно шлифуется перед этапом позиционирования (23).
[0037] Как указано, в способе 20 по фиг.2 первый компонент из закаливаемой на воздухе легированной стали металлургически соединен со вторым компонентом из закаливаемой на воздухе легированной стали, образуя металлургически соединенный пакет, перед горячей прокаткой. Используемый здесь термин «металлургическая связь» относится к связыванию сплавов посредством диффузии, сплавления, внутримолекулярного или межкристаллитного притяжения между сплавами или между сплавами и присадочным сплавом для сварки. Промежуточное изделие, получаемое с помощью металлургического соединения вместе первого и второго компонентов из закаливаемой на воздухе легированной стали, для удобства ссылок, упоминается в настоящем документе как металлургически соединенный пакет или сварной пакет. В некоторых, не имеющих ограничительного характера вариантах воплощения способа, в соответствии с настоящим изобретением, металлургическое соединение первого компонента из закаливаемой на воздухе легированной стали со вторым компонентом из закаливаемой на воздухе легированной стали включает соединение вместе первого и второго компонентов из закаливаемой на воздухе легированной стали. путем сваривания по меньшей мере, зоны периферии первой сопрягаемой поверхности и, по меньшей мере, зоны периферии второй сопрягаемой поверхности. В некоторых, не имеющих ограничительного характера вариантах воплощения металлургическое соединение первого компонента из закаливаемой на воздухе легированной стали со вторым компонентом из закаливаемой на воздухе легированной стали включает сваривание вместе всей периферии первой сопрягаемой поверхности и всей периферии второй сопрягаемой поверхности. При металлургическом соединении вместе (24) первого и второго компонентов из закаливаемой на воздухе легированной стали два компонента устанавливаются в надлежащем порядке таким образом, что они могут металлургически соединяться вместе на последующем этапе горячей прокатки. Учитывая этот факт, не обязательно сваривать или металлургически соединять вместе другим способом всю периферию первой сопрягаемой поверхности и всю периферию второй сопрягаемой поверхности.
[0038] В другом, не имеющем ограничительного характера варианте воплощения металлургическое соединение первого компонента из закаливаемой на воздухе легированной стали со вторым компонентом из закаливаемой на воздухе легированной стали для образования металлургически соединенного пакета заключается в соединении с помощью взрыва, по меньшей мере, зоны первой сопрягаемой поверхности и, по меньшей мере, зоны второй сопрягаемой поверхности. Процесс соединения с помощью взрыва металлов и металлических сплавов известен специалисту в данной области техники и нет необходимости детально излагать его в настоящем документе.
[0039] В некоторых, не имеющих ограничительного характера вариантах воплощения способа 20, перед металлургическим соединением первого и второго компонентов из закаливаемой на воздухе легированной стали (24), может оказаться необходимой или желательной подготовка первой и второй сопрягаемых поверхностей с помощью, например, шлифования всей (или части) одной или двух поверхностей. В некоторых, не имеющих ограничительного характера вариантах воплощения способа 20, перед горячей прокаткой металлургически соединенного пакета, может оказаться желательным откачать воздух между первой и второй сопрягаемыми поверхностями в металлургически соединенном пакете. Эти дополнительные этапы могут лучше обеспечить образование соответствующей металлургической связи между первым и вторым компонентами из закаливаемой на воздухе легированной стали при горячей прокатке металлургически соединенного пакета. Специалист сможет, без неоправданного экспериментирования, определить, являются ли необходимыми или желательными такие этапы перед горячей прокаткой.
[0040] Снова, ссылаясь на фиг.2, способ 20 включает в себя горячую прокатку (25) металлургически соединенного пакета для образования металлургической связи между, по меньшей мере, частью первой сопрягаемой поверхности первого компонента из закаливаемой на воздухе легированной стали и, по меньшей мере, частью второй сопрягаемой поверхности второго компонента из закаливаемой на воздухе легированной стали. В некоторых, не имеющих ограничительного характера вариантах воплощения способа 20 горячая прокатка (25) включает горячую прокатку металлургически соединенного пакета при температуре горячей прокатки в диапазоне примерно от 700°F (371,1°C) до примерно 2100°F (1149°C), включительно. В не имеющем ограничительного характера варианте воплощения минимальная температура горячекатаного пакета, выходящего из прокатного стана во время окончательно горячей прокатки, составляет около 700°F (371,1°C). В не имеющем ограничительного характера варианте воплощения горячая прокатка (25) проводится для металлургически соединенного пакета при температуре горячей прокатки, которая больше чем 0,5Tm, и доходит до наивысшей температуры, при которой не начинается плавление первого и второго компонента из закаливаемой на воздухе легированной стали, причем Tm - температура плавления компонента из закаливаемой на воздухе легированной стали, имеющего наивысшую температуру плавления в металлургически соединенном пакете. Горячая прокатка (25) металлургически соединенного пакета выполняется для металлургического соединения вместе первого и второго компонентов из закаливаемой на воздухе легированной стали вдоль всей поверхности их раздела или ее части, таким образом, создавая компонент из легированной стали с двумя слоями разной твердости с соответствующей целостностью. Горячая прокатка создает зону металлургической связи, в которой первая и вторая закаливаемые на воздухе легированные стали взаимно диффундируют. Специалист, прочитав настоящее изобретение, без неоправданного экспериментирования может определить подходящую температуру горячей прокатки. Кроме того, учитывая, что способ горячей прокатки пакета из компонентов легированной стали для металлургического связывания вместе компонентов вдоль поверхности раздела известен специалисту, этап горячей прокатки в соответствии со способами по настоящему изобретению может успешно выполняться специалистом без дальнейшего обсуждения в настоящем документе.
[0041] В некоторых, не имеющих ограничительного характера, вариантах воплощения способа 20 горячая прокатка металлургически соединенного пакета (25) включает горячую прокатку пакета до подходящей толщины, для использования в качестве стальной броневой плиты из двух слоев разной твердости или другого изделия. Не имеющие ограничительного характера примеры возможной толщины изделия лежат в диапазоне, например от 0,040 дюйма (0,102 см) для толстого листа до 3 дюймов (7,62 см) для толстой плиты. В других, не имеющих ограничительного характера вариантах воплощения способа 20 горячая прокатка металлургически соединенного пакета включает в горячую прокатку пакета до промежуточной толщины, дробеструйной обработке, по меньшей мере, одной наружной поверхности пакета и дополнительной горячей прокатке пакета после дробеструйной обработки до соответствующей толщины, для использования в качестве броневой стальной плиты с двумя слоями разной твердости или другого изделия. Другие такие изделия включают, например, изделия, выбранные из взрывозащищенной оболочки транспортного средства, взрывозащищенной оболочки транспортного средства с V-образным надрезом, взрывозащищенного днища транспортного средства и взрывозащищенного кожуха.
[0042] В некоторых, не имеющих ограничительного характера вариантах воплощения способа 20 горячая прокатка металлургически соединенного пакета приводит к образованию металлургической связи, по существу, вдоль всей поверхности раздела противоположных первой и второй сопрягаемых поверхностей первой закаливаемой на воздухе легированной стали и второй закаливаемой на воздухе легированной стали, соответственно. В таком случае получающееся стальное изделие из двух слоев разной твердости может иметь структуру, например, изделия 10, схематически изображенного на фиг.1A и 1B, причем зона 16 металлургической связи образуется при горячей прокатке и простирается, по существу, вдоль всей поверхности раздела между первой закаливаемой на воздухе легированной сталью 12 и второй закаливаемой на воздухе легированной сталью 14.
[0043] Поскольку закаливаемые на воздухе легированные стали горячекатаного пакета охлаждаются на воздухе от температуры горячей прокатки, сплавы твердеют до желаемой твердости без необходимости в этапах связывания после прокатки для достижения высокой твердости. Например, легированная сталь 400 BHN, включенная в качестве первой или второй закаливаемой на воздухе легированной стали в горячекатаный пакет, после охлаждения в атмосферном воздухе от температуры горячей прокатки будет иметь твердость 212-388 BHN. Легированная сталь 500 BHN, включенная в качестве первой или второй закаливаемой на воздухе легированной стали в горячекатаный пакет, после охлаждения в атмосферном воздухе от температуры горячей прокатки будет иметь твердость 477-535 BHN. Легированная сталь 600 BHN, включенная в качестве первой или второй закаливаемой на воздухе легированной стали в горячекатаный пакет, после охлаждения в атмосферном воздухе от температуры горячей прокатки будет иметь минимальную твердость 570 BHN. Поскольку закаливаемые на воздухе броневые легированные стали, такие как, например, броневые легированные стали 400 BHN, 500 BHN, 600 BHN и 700 BHN, не нуждаются в этапах обработки после прокатки, таких как аустенизация и закалка в масле, изделия из легированной стали с двумя слоями разной твердости, изготовленные в соответствии со способами по настоящему изобретению, могут изготавливаться с размерами, ограниченными лишь наличным оборудованием для горячей прокатки, при сохранении желаемых характеристик баллистического сопротивления. Поскольку для достижения желаемой твердости закаливаемых на воздухе сплавов, которые используются в изделиях и способах по настоящему изобретению, не нужен традиционный этап закалки в масле после горячей прокатки, может оказаться необязательной правка изделий из легированной стали с двумя слоями разной твердости, изготовленных по способам, раскрываемым в настоящем документе. Отпуск изделий по настоящему изобретению может быть необязательным для определенных видов применения, но может быть необходимым для других видов применения. Отпуск может улучшить характеристики изделия, благодаря увеличению его прочности. Если требуется правка, она будет необходима в меньшей степени, поскольку деформация при термообработке в результате применения вариантов воплощения способов по настоящему изобретению будет меньше, чем у материалов, закаливаемых в масле. Кроме того, вследствие характера сплавов, закаливаемых на воздухе, которые используются в настоящих способах и изделиях, механическая резка изделий из легированной стали с двумя слоями разной твердости, как раскрыто в настоящем документе, не приводит к деформации изделий.
[0044] Следующие примеры предназначены для дополнительного описания некоторых, не имеющих ограничительного характера вариантов воплощения, без ограничения объема настоящего изобретения. Специалисту в данной области понятно, что возможны изменения следующих примеров в объеме изобретения, который определяется исключительно формулой изобретения.
ПРИМЕР 1
[0045] В не имеющем ограничительного характера примере закаливаемой на воздухе стальной брони из двух слоев разной твердости, в соответствии с настоящим изобретением для лицевой или поражаемой стороны брони используется специальная стальная броня сверхвысокой твердости ATI 600-MIL® и для обратной стороны или базовой плиты брони используется специальная стальная броня высокой твердости ATI 500®. Поверхности слитка шлифуются, используя обычные частицы. Слитки или слябы из установки «Конкаст» непрерывной разливки из двух сплавов нагреваются до первой температуры около 1300°F (704°C), стабилизируются, выдерживаются при первой температуре в течение от 6 до 8 часов, нагреваются со скоростью около 150°F/час (66°C/час) до второй температуры около 2050°F (1121°C) и выдерживаются при второй температуре в течение примерно 30 минут или больше на дюйм толщины. Например, слиток из броневой легированной стали ATI 600-MIL® подвергается горячей прокатке до сляба размера с припуском по толщине 2,80 дюйма (7,11 см). Слиток из броневой легированной стали ATI 500-MIL® подвергается горячей прокатке до сляба размера с припуском по толщине 3,30 дюйма (8,38 см). Слябы подвергаются снятию напряжения при температуре 1250°F (676,7°C) в течение, как минимум, 12 часов. Образцы каждого сляба разрезаются до одинаковой ширины и длины для совмещения пакета. Каждый сляб подвергается правке и фрезерованию в размер. Например, стальной броневой сляб ATI 600-MIL® фрезеруют до толщины 2,50 дюйма (6,35 см), а стальной броневой сляб ATI 500-MIL® фрезеруют до толщины 3,00 дюйма (7,62 см). Фрезерованные поверхности слитков тщательно очищают для удаления посторонних веществ, таких как масло и смазки.
[0046] Для облегчения сварки на периферических кромках каждого сляба выполняется фаска. Слябы подвергают дробеструйной обработке, используя обычные технологии. Для хранения слябы накрывают бумагой и для замедления окисления хранят в помещении. Слябы, которые не были сварены в течение семи дней, снова подвергают дробеструйной обработке для удаления окисленного слоя. Стальной броневой сляб ATI 600-MIL® располагают на стальном броневом слябе ATI 500-MIL® и слябы сваривают вместе по совмещенным кромкам с фасками, используя сварочный электрод или проволоку с низким содержанием водорода (обозначение 7018 для сварки) для создания металлургически соединенного пакета из двух слябов.
[0047] Сварной (металлургически соединенный) пакет клеймится для идентификации твердой стороны, т.е. стороны стальной брони ATI 600-MIL®, и пакет нагревается до температуры 2200°F (1204°C) или меньше, и выдерживается при этой температуре в течение от 30 до 45 минут или больше на дюйм пакета (от 11,8 до 17,7 минут или больше на см пакета). Затем пакет прокатывают для объединения сляба со стороной стальной брони ATI 600-MIL® в качестве верхней стороны, до толщины в диапазоне от 3,5 дюйма (8,9 см) до 5,0 дюймов (12,7 см).
[0048] Прокатанный пакет объединенного сляба обычно подвергается дробеструйной очистке твердой стороной кверху и затем нагревается до температуры 1750°F (954,4°C), выдерживается от 30 до 45 минут на дюйм пакета (от 11,8 до 17,7 минут на сантиметр пакета) и прокатывается до окончательной толщины. Прокатанный пакет нормализуется при температуре 1600°F±200°F (871,1°C±93°C), охлаждается на воздухе и, при необходимости, подвергается правке. Правка может включать обычные операции правки или для сохранения плоскостности во время операции нормализации может включать приложение растягивающих или сжимающих нагрузок к прокатанному пакету, как раскрыто в заявке США №12/565 809, которая включена сюда в качестве ссылки в полном объеме. Плоскостность может быть или не быть необходимой в некоторых не имеющих ограничительного характера вариантах воплощения способов изготовления сталей из двух слоев разной твердости, в соответствии с настоящим изобретением. Однако, даже если в определенном варианте воплощения способов, раскрытых здесь, требуется правка, она может требоваться в меньшей степени, чем при традиционных способах, вследствие уменьшенной деформации при термообработке в вариантах воплощения по способам, раскрытым здесь.
[0049] Прокатанный пакет отпускается при температурах от 175°F (79,4°C) до 250°F (121°C) в течение времени от 30 до 120 минут. Закаливаемая на воздухе стальная броня из двух слоев разной твердости, полученная таким образом, подвергается дробеструйной очистке и водоструйной или абразивной резке до желаемого размера.
[0050] Настоящее раскрытие написано со ссылками на различные типичные, иллюстративные и не имеющие ограничительного характера варианты воплощения. Однако специалисту в данной области техники должно быть понятно, что различные замены, изменения или сочетания любых раскрытых вариантов воплощения (или их частей) могут быть сделаны без отступления от объема изобретения, определяемого исключительно формулой. Таким образом, предполагается и понятно, что настоящее изобретение включает в себя дополнительные варианты воплощения, не изложенные явно в настоящем документе. Такие варианты воплощения могут быть получены, например, путем объединения и/или изменения любого из раскрытых этапов, ингредиентов, составляющих, компонентов, элементов, параметров, аспектов и прочего в вариантах воплощения, описанных в настоящем документе. Таким образом, это изобретение ограничивается не описанием различных типичных, иллюстративных и не имеющих ограничительного характера вариантов воплощения, а исключительно формулой изобретения. Таким образом, должно быть понятно, что формула изобретения может быть изменена в процессе рассмотрения настоящей заявки на патент, чтобы добавить к формуле изобретения новые функции, которые описаны здесь по-разному.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПЛАВЫ НА ОСНОВЕ ЖЕЛЕЗА С ВЫСОКОЙ ТВЕРДОСТЬЮ, ВЫСОКОЙ ПРОЧНОСТЬЮ И СПОСОБЫ ИХ ПРОИЗВОДСТВА | 2010 |
|
RU2551737C2 |
| САМОЗАКАЛИВАЕМЫЕ УДАРОПРОЧНЫЕ СТАЛЬНЫЕ СПЛАВЫ, СПОСОБЫ ИЗГОТОВЛЕНИЯ СПЛАВОВ И ИЗДЕЛИЯ, ВКЛЮЧАЮЩИЕ СПЛАВЫ | 2012 |
|
RU2612105C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БРОНЕВЫХ ЛИСТОВ ИЗ (АЛЬФА+БЕТА)-ТИТАНОВОГО СПЛАВА И ИЗДЕЛИЯ ИЗ НЕГО | 2013 |
|
RU2549804C1 |
| МНОГОСЛОЙНАЯ БРОНЕПРЕГРАДА (ВАРИАНТЫ) | 2008 |
|
RU2388986C2 |
| Способ упрочнения стали с применением комбинированной технологии | 2020 |
|
RU2750602C1 |
| ПРОТИВОПУЛЬНАЯ ГЕТЕРОГЕННАЯ БРОНЯ ИЗ ЛЕГИРОВАННОЙ СТАЛИ ДЛЯ СРЕДСТВ ИНДИВИДУАЛЬНОЙ ЗАЩИТЫ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 1994 |
|
RU2090828C1 |
| ДВУХСЛОЙНАЯ, СТОЙКАЯ К ДИНАМИЧЕСКОМУ ВОЗДЕЙСТВИЮ, ЛИСТОВАЯ СТАЛЬ ВЫСОКОЙ ПРОЧНОСТИ И СПОСОБ ЕЕ ПРОИЗВОДСТВА | 2011 |
|
RU2501657C2 |
| БРОНЯ СТАЛЬНАЯ ТЕКСТУРОВАННАЯ | 2010 |
|
RU2431108C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ МОНОЛИСТОВЫХ БРОНЕЭЛЕМЕНТОВ Б 100 СТ | 1999 |
|
RU2139357C1 |
| СПОСОБ ПРОИЗВОДСТВА ГЕТЕРОГЕННОЙ ЛИСТОВОЙ СТАЛИ | 2012 |
|
RU2493270C1 |

Изобретение относится к области металлургии. Для повышения механических и баллистических свойств получают стальное изделие, которое содержит первую закаливаемую на воздухе легированную сталь, имеющую первую твердость, металлургически связанную со второй закаливаемой на воздухе легированной сталью, имеющей вторую твердость. Способ изготовления стального изделия из двух слоев разной твердости включает создание первого компонента из легированной стали, закаливаемой на воздухе, который содержит первую сопрягаемую поверхность и имеет твердость первого компонента, и создание второго компонента из легированной стали, закаливаемой на воздухе, который содержит вторую сопрягаемую поверхность и имеет твердость второго компонент. Первый компонент из закаливаемой на воздухе легированной стали металлургически соединен со вторым компонентом из закаливаемой на воздухе легированной стали, для образования металлургически соединенного пакета. Металлургически соединенный пакет подвергают горячей прокатке для создания металлургической связи между первой сопрягаемой поверхностью и второй сопрягаемой поверхностью. 3 н. и 22 з.п. ф-лы, 2 ил., 2 табл., 1 пр.
1. Стальное изделие из двух слоев с разной твердостью, содержащее
первую закаливаемую на воздухе легированную сталь, имеющую первую твердость,
вторую закаливаемую на воздухе легированную сталь, имеющую вторую твердость, причем твердость первой легированной стали больше, чем твердость второй легированной стали,
при этом между слоями первой закаливаемой на воздухе легированной стали и второй закаливаемой на воздухе легированной стали расположена зона непосредственной металлургической связи, причем первая закаливаемая на воздухе легированная сталь и вторая закаливаемая на воздухе легированная сталь представляют собой никель-хромо-молибденовую легированную сталь.
2. Стальное изделие по п. 1, отличающееся тем, что
первая закаливаемая на воздухе легированная сталь имеет твердость, по меньшей мере, 574 BHN, а вторая закаливаемая на воздухе легированная стали имеет твердость в диапазоне от 477 BHN до 534 BHN, включительно.
3. Стальное изделие по п. 1, отличающееся тем, что, по меньшей мере, одна из первой закаливаемой на воздухе легированной стали и второй закаливаемой на воздухе легированной стали выбрана из группы, состоящей из легированной стали 400 BHN, легированной стали 500 BHN, легированной стали 600 BHN и легированной стали 700 BHN.
4. Стальное изделие по п. 1, отличающееся тем, что вторая закаливаемая на воздухе легированная сталь представляет собой легированную сталь, обладающую свойством самоотпуска.
5. Стальное изделие по п. 1, отличающееся тем, что первая закаливаемая на воздухе легированная сталь содержит, в мас. %:
от 0,42 до 0,52 углерода
от 3,75 до 4,25 никеля
от 1,00 до 1,50 хрома
от 0,22 до 0,37 молибдена
от 0,20 до 1,00 марганца
от 0,20 до 0,50 кремния
не более 0,020 фосфора
не более 0,005 серы
железо и
неизбежные примеси.
6. Стальное изделие по п. 1, отличающееся тем, что вторая закаливаемая на воздухе легированная сталь содержит, в мас. %:
от 0,22 до 0,32 углерода
от 3,50 до 4,00 никеля
от 1,60 до 2,00 хрома
от 0,22 до 0,37 молибдена
от 0,80 до 1,20 марганца
от 0,25 до 0,45 кремния
не более 0,020 фосфора
не более 0,005 серы
железо и
неизбежные примеси.
7. Стальное изделие по п. 1, отличающееся тем, что изделие выполнено в виде стальной брони из двух слоев с разной твердостью, взрывозащищенной оболочки из двух слоев с разной твердостью, взрывозащищенной оболочки с V-образным надрезом из двух слоев с разной твердостью, взрывозащищенного днища транспортного средства из двух слоев с разной твердостью и взрывозащищенного кожуха из двух слоев с разной твердостью.
8. Стальное изделие по п. 1, отличающееся тем, что первая закаливаемая на воздухе легированная сталь имеет твердость от 55 до 65 HRC.
9. Стальное изделие по п. 1, отличающееся тем, что вторая закаливаемая на воздухе легированная сталь имеет твердость от 45 до 55 HRC.
10. Стальное изделие по п. 9, отличающееся тем, что первая закаливаемая на воздухе легированная сталь имеет твердость, которая на 10-15 единиц HRC больше, чем твердость второй закаливаемой на воздухе легированной стали.
11. Стальная броня из двух слоев с разной твердостью, содержащая
первую закаливаемую на воздухе легированную сталь, имеющую твердость, по меньшей мере, 574 BHN и содержащую, в мас. %:
от 0,42 до 0,52 углерода
от 3,75 до 4,25 никеля
от 1,00 до 1,50 хрома
от 0,22 до 0,37 молибдена
от 0,20 до 1,00 марганца
от 0,20 до 0,50 кремния
не более 0,020 фосфора
не более 0,005 серы
железо и
неизбежные примеси,
вторую закаливаемую на воздухе легированную сталь, имеющую твердость в диапазоне от 477 BHN до 534 BHN и содержащую, в мас. %:
от 0,22 до 0,32 углерода
от 3,50 до 4,00 никеля
от 1,60 до 2,00 хрома
от 0,22 до 0,37 молибдена
от 0,80 до 1,20 марганца
от 0,25 до 0,45 кремния
не более 0,020 фосфора
не более 0,005 серы
железо и
неизбежные примеси,
при этом между слоями первой закаливаемой на воздухе легированной сталью и второй закаливаемой на воздухе легированной сталью расположена зона непосредственной металлургической связи.
12. Способ изготовления стального изделия из двух слоев с разной твердостью по любому из пп. 1-10, включающий
предоставление первого компонента из закаливаемой на воздухе легированной стали, содержащего первую сопрягаемую поверхность и имеющего первую твердость первого компонента,
предоставление второго компонента из закаливаемой на воздухе легированной стали, содержащего вторую сопрягаемую поверхность и имеющего вторую твердость второго компонента, причем твердость первого компонента больше, чем твердость второго компонента,
расположение первого компонента из закаливаемой на воздухе легированной стали и второго компонента из закаливаемой на воздухе легированной стали таким образом, что, по меньшей мере, часть первой сопрягаемой поверхности первого компонента контактактирует, по меньшей мере, с частью второй сопрягаемой поверхностью второго компонента, с образованием
металлургического соединения первого компонента из закаливаемой на воздухе легированной стали со вторым компонентом из закаливаемой на воздухе легированной стали, для получения металлургически соединенного стального пакета,
горячую прокатку металлургически соединенного стального пакета для образования металлургической связи между первой сопрягаемой поверхностью первого компонента и второй сопрягаемой поверхностью второго компонента и
охлаждение горячекатаного стального изделия.
13. Способ по п. 12, отличающийся тем, что перед этапом расположения первого и второго компонентов в контакте дополнительно проводят шлифование, по меньшей мере, части, по меньшей мере, одной из первой сопрягаемой поверхности первого компонента и второй сопрягаемой поверхности второго компонента.
14. Способ по п. 12, отличающийся тем, что металлургическое соединение первого компонента из закаливаемой на воздухе легированной стали со вторым компонентом из закаливаемой на воздухе легированной стали для получения металлургически соединенного стального пакета проводят взрывом, по меньшей мере, части первой сопрягаемой поверхности первого компонента и части второй сопрягаемой поверхности второго компонента.
15. Способ по п. 12, отличающийся тем, что горячая прокатка металлургически соединенного стального пакета включает горячую прокатку металлургически соединенного стального пакета до окончательной толщины, необходимой для выполнения изделия в виде стальной брони из двух слоев с разной твердостью.
16. Способ по п. 12, отличающийся тем, что горячая прокатка металлургически соединенного стального пакета включает горячую прокатку металлургически соединенного стального пакета до промежуточного размера толщины, дробеструйную обработку по меньшей мере одной наружной поверхности металлургически соединенного стального пакета и горячую прокатку стального пакета после дробеструйной обработки до окончательной толщины, необходимой для выполнения изделия в виде стальной брони из двух слоев с разной твердостью.
17. Способ по п. 12, отличающийся тем, что горячую прокатку металлургически соединенного стального пакета осуществляют при температуре в диапазоне от 2100°F (1149°C) до 700°F (371,1°C).
18. Способ по п. 12, отличающийся тем, что горячую прокатку осуществляют в температурном диапазоне от температуры, которая больше чем 0,5 температуры плавления стали, имеющей более высокую температуру плавления среди первого и второго компонентов из легированной стали, до температуры, при которой не начинается плавление первого или второго компонента из легированной стали.
19. Способ по п. 12, отличающийся тем, что стальное изделие изготавливают из двух слоев с разной твердостью, причем оно включает
зону первой закаливаемой на воздухе легированной стали, имеющей твердость, по меньшей мере, 574 BHN,
зону второй закаливаемой на воздухе легированной стали, имеющей твердость в диапазоне от 477 BHN до 534 BHN, включительно, и образованную
между зоной первой закаливаемой на воздухе легированной стали и зоной второй закаливаемой на воздухе легированной стали зону непосредственной металлургической связи.
20. Способ по п. 12, отличающийся тем, что
по меньшей мере, один из первого компонента из закаливаемой на воздухе легированной стали и второго компонента из закаливаемой на воздухе легированной стали представляет собой сталь, выбираемую из группы, содержащей легированную сталь 400 BHN, легированную сталь 500 BHN, легированную сталь 600 BHN и легированную сталь 700 BHN.
21. Способ по п. 12, отличающийся тем, что, по меньшей мере, один из первого компонента из закаливаемой на воздухе легированной стали и второго компонента из закаливаемой на воздухе легированной стали представляет собой никель-хромо-молибденовую легированную сталь.
22. Способ по п. 12, отличающийся тем, что второй компонент из закаливаемой на воздухе легированной стали представляет собой легированную сталь, обладающую свойством самоотпуска.
23. Способ по п. 12, отличающийся тем, что первый компонент выполняют из закаливаемой на воздухе легированной стали, содержащей, в мас. %:
от 0,42 до 0,52 углерода
от 3,75 до 4,25 никеля
от 1,00 до 1,50 хрома
от 0,22 до 0,37 молибдена
от 0,20 до 1,00 марганца
от 0,20 до 0,50 кремния
не более 0,020 фосфора
не более 0,005 серы
железо и
неизбежные примеси.
24. Способ по п. 12, отличающийся тем, что второй компонент выполняют из закаливаемой на воздухе легированной стали, содержащей, в мас. %:
от 0,22 до 0,32 углерода
от 3,50 до 4,00 никеля
от 1,60 до 2,00 хрома
от 0,22 до 0,37 молибдена
от 0,80 до 1,20 марганца
от 0,25 до 0,45 кремния
не более 0,020 фосфора
не более 0,005 серы
железо и
неизбежные примеси.
25. Способ по п. 12, отличающийся тем, что первый компонент из закаливаемой на воздухе легированной стали имеет твердость от 55 до 65 HRC, второй компонент из закаливаемой на воздухе легированной стали имеет твердость от 45 до 55 HRC, причем твердость первого компонента на 10-15 единиц HRC больше, чем твердость второго компонента.
| .US 4645720 A, 24.02.1987 | |||
| СОРТОВОЙ ПРОКАТ, КРУГЛЫЙ, ИЗ СРЕДНЕУГЛЕРОДИСТОЙ ВЫСОКОПЛАСТИЧНОЙ СТАЛИ ДЛЯ ХОЛОДНОЙ ОБЪЕМНОЙ ШТАМПОВКИ СЛОЖНОПРОФИЛЬНЫХ КРЕПЕЖНЫХ ДЕТАЛЕЙ ОСОБО СЛОЖНОЙ ФОРМЫ | 2003 |
|
RU2249629C1 |
| МНОГОСЛОЙНАЯ БРОНЕПРЕГРАДА (ВАРИАНТЫ) | 2008 |
|
RU2388986C2 |
| ПРОТИВОПУЛЬНАЯ ГЕТЕРОГЕННАЯ БРОНЯ ИЗ ЛЕГИРОВАННОЙ СТАЛИ ДЛЯ СРЕДСТВ ИНДИВИДУАЛЬНОЙ ЗАЩИТЫ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 1994 |
|
RU2090828C1 |

