ОБЛАСТЬ ИЗОБРЕТЕНИЯ
В общем настоящее изобретение относится к свинцовым анодам, применяемым в электрохимических процессах, в частности, в горнодобывающей промышленности, и, более конкретно, к получению таких анодов с использованием сварки трением с перемешиванием.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
Согласно общепринятой практике, соединения в свинцовых анодах, используемых в горнодобывающей промышленности, формируют с использованием традиционных методик сварки свинца (например, газовой сваркой), в которых свинец расплавляют вручную с образованием сварных швов или соединений. Однако существует ряд недостатков, связанных с общеупотребительными процедурами сварки свинца, как будет обсуждаться ниже.
Традиционные процедуры сварки свинца сопряжены с высокой степенью риска для работника. Во-первых, тепло, генерируемое во время создания сварного шва, может привести к травме работника. Во-вторых, во время плавления свинца содержания свинца в окружающей среде могут повыситься до токсических уровней. При вдыхании это могло бы вести к свинцовому отравлению, одной из старейших форм профессиональных вредностей. В результате оказывается влияние на разнообразные процессы в организме, а также поражение многих органов, таких как сердце, кости, кишечник, почки и репродуктивная и нервная системы.
В традиционных процедурах сварки свинца часто получаются аноды, имеющие дефектные сварные швы, которые многократно приводили к бракованному изделию. Путем обучения и привлечения специальных квалифицированных работников вероятность получения дефектных сварных швов может быть снижена, но не устранена, так как дефектные сварные швы могут возникать, несмотря на привлечение квалифицированных работников. В этих неполных сварных швах соединение визуально выглядит качественным. Однако две сварочные ванны расплава, созданные для формирования сварного шва, так и не слились, тем самым резко сократив материал, доступный в анодном соединении для проведения тока и сопротивления ползучести (то есть, деформации).
Даже когда создан анод, имеющий бездефектное соединение, традиционные процедуры сварки свинца создают нежелательную зону термического влияния в структуре основного металла вокруг области соединения анода. В этой зоне термического влияния зеренная структура материалов в аноде изменяется под действием тепла, используемого для создания соединения. Измененная зеренная структура может стать дополнительным источником сниженной коррозионной стойкости и уменьшенного сопротивления ползучести.
Более того, свинец и медь (используемые для создания анодов) по своей природе не свариваются друг с другом. Для соединения свинца и меди в традиционных процедурах сварки свинца используют по сути самые разнообразные технологии, такие как низкотемпературная пайка, тем самым сооружая анод. Поэтому, в дополнение к вышеуказанным недостаткам, традиционные способы изготовления анода являются более дорогостоящими вследствие более длительной продолжительности изготовления и материалов, задействованных при соединении свинца и меди.
Соответственно этому, поскольку общеупотребительные методы сварки свинца, применяемые для получения анодов, изобилуют проблемами, компании должны направлять дорогостоящие ресурсы на обеспечение безопасности, обучение персонала, контрольные испытания качества и изготовление. До сих пор традиционные методы сварки свинца оказались не в состоянии надлежащим образом решить эти вопросы при промышленном производстве анодов.
В свете вышеизложенного, в данной области техники существует потребность в методе изготовления анодов, который в значительной мере сокращает или устраняет недостатки уровня техники.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Согласно настоящему изобретению, недостатки традиционных методов сварки свинца, используемых для получения анодов, исключаются или сокращаются созданием электрохимических анодов, имеющих соединения, созданные с использованием сварки трением с перемешиванием (иногда называемой FSW). Варианты осуществления настоящего изобретения предусматривают электрохимические аноды, включающие в себя токопроводящую шину и электрически связанный с нею анодный лист. Для сооружения таких электрохимических анодов используются выполняемые сваркой трением с перемешиванием сварные соединения.
Поскольку при сварке трением с перемешиванием нет расплавленного свинцового материала, сокращаются или устраняются как воздействие паров свинца на работников, так и выделение паров свинца в окружающую среду. При применении сварки трением с перемешиванием для получения анодов дополнительно повышается безопасность работника, так как процесс не включает применения тепла или не требует подвергания работников риску травмирования из-за близости к сварному шву в ходе его создания. Более того, сварка трением с перемешиванием уменьшает потенциальную возможность формирования дефектных соединений в анодах, поскольку сварка трением с перемешиванием может быть автоматизирована, тем самым устраняя непостоянство условий, случающееся при работах вручную. Дополнительно, сварка трением с перемешиванием дает более однородный по толщине сварной шов без дефектов, обусловленных неполным слиянием сварочных ванн. Сварка трением с перемешиванием также приводит к меньшей зоне термического влияния и менее серьезному изменению зеренной структуры материалов анода.
Применение настоящего изобретения также позволит улучшить контроль качества. Было показано, что качество и надежность процессов сварки трением с перемешиванием резко сокращают или устраняют необходимость в контрольных испытаниях качества. Дополнительным преимуществом является то, что при использовании настоящего изобретения для свинцовых соединений может быть привлечено применение неразрушающих методов оценки, таких как ультразвуковой контроль сварных швов - эти методы оценки неприменимы в традиционных способах сварки свинца.
Поскольку сварка трением с перемешиванием создает менее дефектный анод, сокращает необходимые трудозатраты и уменьшает потенциальную возможность воздействия опасных материалов, будет снижаться стоимость производства анодов, будет повышаться безопасность труда работников и будут сведены к минимуму рекламации потребителей.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
ФИГ. 1-4, 6А и 6В представляют собой виды в разрезе анодов, выполненных с использованием сварки трением с перемешиванием согласно примерным вариантам осуществления настоящего изобретения;
ФИГ. 5 иллюстрирует торец анода, который был герметизирован (заглушен) с использованием сварки трением с перемешиванием согласно одному примерному варианту осуществления настоящего изобретения; и
ФИГ. 7 представляет собой таблицу, приводящую подробные параметры процесса и нагрузки, используемые при получении анодов согласно примерным вариантам осуществления настоящего изобретения.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Ниже описаны иллюстративные варианты осуществления и методологии настоящего изобретения, как они могли бы быть реализованы для изготовления анода с использованием сварки трением с перемешиванием («FSW»), или способ изготовления таких анодов. Ясности ради, в этом описании приведены не все признаки фактической реализации. Конечно, будет понятно, что при разработке любого такого реального варианта осуществления должны быть приняты многообразные специфические для реализации решения, чтобы были достигнуты конкретные цели разработчиков, такие как соответствие системным и деловым ограничениям, которые будут варьироваться от одного варианта реализации к другому. Более того, будет понятно, что конструкторские усилия могли бы быть сложными и занимающими много времени, но тем не менее были бы обычной практикой для специалистов с обычной квалификацией в этой области техники, имеющих благоприятную возможность располагать этим изобретением. Дополнительные аспекты и преимущества разнообразных вариантов осуществления и соответствующих методологий настоящего изобретения станут понятными после рассмотрения нижеследующего описания и чертежей.
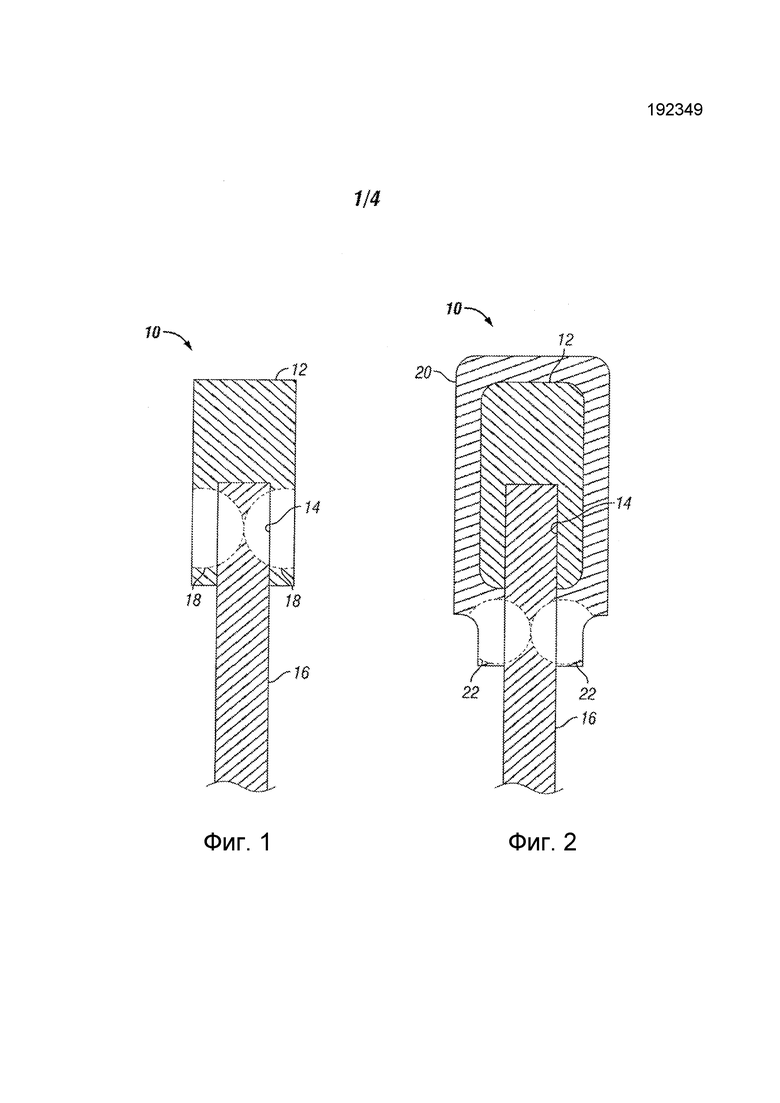
ФИГ. 1 иллюстрирует примерный вариант исполнения электрохимического анода согласно настоящему изобретению. Анод 10 включает в себя медную токопроводящую шину 12, имеющую канавку 14. Хотя она описана как медная токопроводящая шина, следует отметить, что специалистам с обычной квалификацией в этой области техники, имеющим благоприятную возможность располагать этим изобретением, будет понятно, что могут быть использованы другие материалы, например, такие как покрытая медью сталь, сталь, алюминий или титан. В паз 14 токопроводящей шины вставлен свинцовый анодный лист 16. Примерный анод также может быть таким, как раскрыто в патентах США №№ 5172850 и 6131798, каждый из которых тем самым включен сюда по ссылке во всей своей полноте (однако, как будет описано, необходимость пропаивать соединения исключается благодаря применению настоящего изобретения).
Обращаясь далее к ФИГ. 1, свинцовый анодный лист 16 плотно вставлен в паз 14 токопроводящей шины. Однако, в отличие от известных из уровня техники способов скрепления листа и токопроводящей шины друг с другом с использованием традиционных методов сварки, в настоящем изобретении медную токопроводящую шину 12 и свинцовый анодный лист 16 соединяют с использованием сварки трением с перемешиванием. Согласно процедурам сварки трением с перемешиванием, соединяемые поверхности притирают с помощью вращающейся насадки из более твердого материала. Как следствие притирки, выделяется тепло, приводящее к тому, что поверхности становятся отчасти пластичными. Эти ставшие пластичными поверхности совместно затвердевают при охлаждении, тем самым создавая связь или соединение. Как правило, насадку поддерживают в тесном контакте с обеими соединяемыми поверхностями по мере того, как она перемещается вдоль соединения. Этим путем может быть создано более однородное соединение. Специалисты с обычной квалификацией в этой области техники, имеющие благоприятную возможность располагать этим изобретением, понимают разнообразие методов сварки трением с перемешиванием, которые могут быть реализованы с использованием настоящего изобретения.
Обращаясь далее к примерному варианту исполнения по ФИГ. 1, анод 10 приваривают сваркой трением с перемешиванием вдоль участков 18. Применяют насадку для сварки трением с перемешиванием (не показана) для формирования соединения между нижним краем медной токопроводящей шины 12 и свинцовым анодным листом 16. В этом примерном варианте исполнения FSW-насадка (не показана) проводит сварку через токопроводящую шину 12 и до свинцового анодного листа 16, удерживаемого в пазу 14 токопроводящей шины. По сути, свинцовый анодный лист 16 и медная токопроводящая шина 12 соединяются внутри паза 14 токопроводящей шины. Как проиллюстрировано, токопроводящую шину 12 приваривают сваркой трением с перемешиванием с обеих сторон на участках 18. Однако специалистам с обычной квалификацией в этой области техники, имеющим благоприятную возможность располагать этим изобретением, будет понятно, что в этом и последующих вариантах исполнения сварка может быть выполнена только с одной стороны, чем обеспечивается повышенная экономия времени. После того как анод 10 сварен, на него может быть наложен свинец, как известно в этой области техники.
ФИГ. 2 иллюстрирует еще один примерный вариант исполнения анода 10 согласно настоящему изобретению. Свинцовый анодный лист 16 вставляют в паз 14 медной токопроводящей шины 12, как ранее описано в отношении ФИГ. 1. Однако в этом примерном варианте исполнения анод 10 накрыт свинцовой оболочкой 20, чтобы предотвратить коррозию анода 10, вызванную используемым в ячейке электрохимическим раствором, который обычно является основанным на кислоте (например, H2SO4). После этого анод 10 приваривают сваркой трением с перемешиванием вдоль участков 22, которые связывают свинцовую оболочку 20 со свинцовым анодным листом 16.
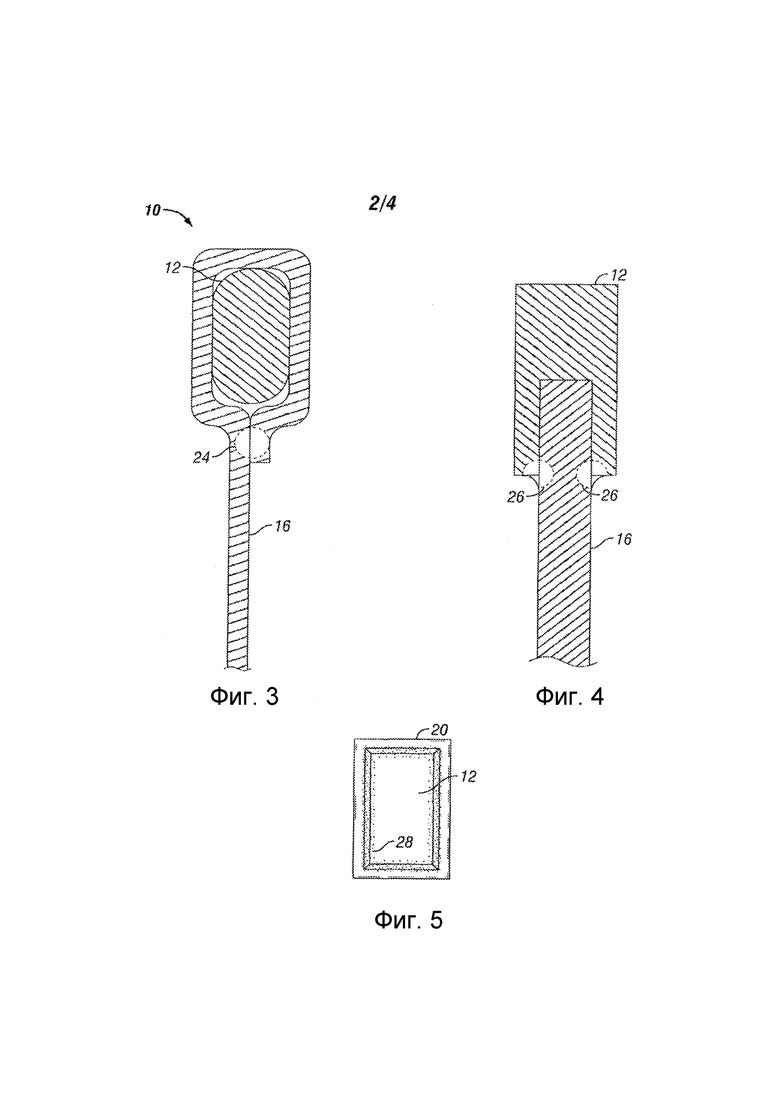
ФИГ. 3 иллюстрирует еще один примерный вариант исполнения анода 10 согласно настоящему изобретению, при котором выполненное сваркой трением с перемешиванием сварное соединение использовано для создания соединения, сформированного отогнутой назад или обернутой выступающей частью анодного листа 16. Здесь свинцовый анодный лист 16 оборачивают вокруг медной токопроводящей шины 12 до контакта с самим собой ниже медной токопроводящей шины 12, тем самым заключая токопроводящую шину 12 в оболочку. Отгибание назад анодного листа 10 устраняет необходимость во вторичных операциях (то есть, литье или электроосаждение для создания герметичной свинцовой оболочки) и требует только одного сварного шва. После этого анод 10 подвергают сварке трением с перемешиванием вдоль участка 24, тем самым присоединяя свинцовый анодный лист к самому себе.
ФИГ. 4 иллюстрирует еще один примерный вариант исполнения анода 10 согласно настоящему изобретению. Здесь анодный лист 16 опять же вставляют в паз 14 токопроводящей шины 12. Однако на участке 26, где нижний край токопроводящей шины 12 сопрягается с анодным листом 16, наносят угловой сварной шов, выполняемый сваркой трением с перемешиванием. В этот угловой сварной шов может быть введен присадочный материал, такой как свинец (Pb) или свинцово-сурьмяный (Pb-Sb) сплав (1 вес.% - 11 вес.%) ввиду их низкой коррозии. Угловой сварной шов герметизирует соединение между токопроводящей шиной 12 и листом 16 для предотвращения миграции раствора и коррозии в зоне контакта «шина/пластина».
ФИГ. 5 иллюстрирует то, как торец анода 10 может быть заглушен для предотвращения коррозии согласно еще одному примерному варианту осуществления настоящего изобретения. Если допустить возможность возникновения коррозии, механическая и электрическая несплошность соединения токопроводящей шины со свинцом может ограничить рабочие характеристики анода 10. В этом варианте исполнения, как описано в отношении ФИГ. 2, медную токопроводящую шину 12 заключают в свинцовую оболочку 20. В месте соединения, где медная токопроводящая шина 12 сопрягается со свинцовой оболочкой 20 (участок 28), используют угловую сварку трением с перемешиванием, чтобы загерметизировать шину 12, тем самым предотвращая коррозию под свинцовой оболочкой 20. Затем анодный лист 16 (не показан) приваривают трением с перемешиванием к свинцовой оболочке 20 с использованием, например, стыкового сварного шва, как будет описано ниже.
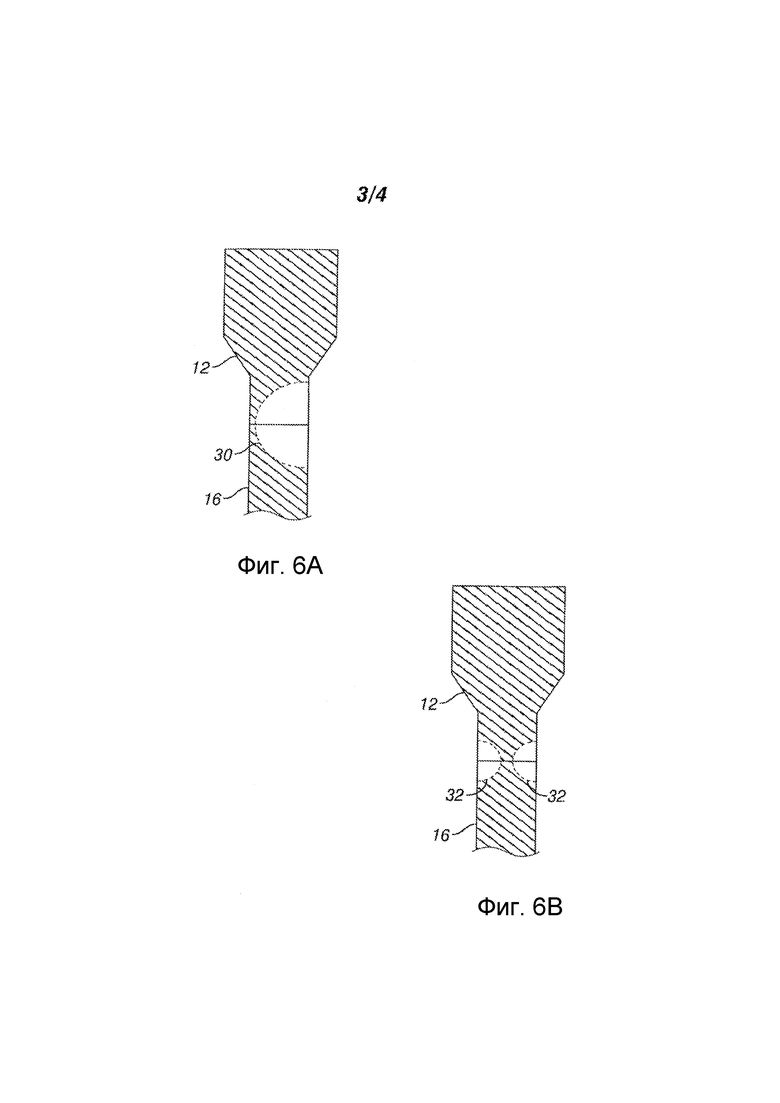
ФИГ. 6А и 6В иллюстрируют анод, который был сварен встык, согласно примерному варианту осуществления настоящего изобретения. На ФИГ. 6А свинец был отлит около медной токопроводящей шины 12. Свинцовый анодный лист 16 прикреплен к донной части токопроводящей шины 12 с использованием выполненного сваркой трением с перемешиванием стыкового сварного шва на участке 30. Как проиллюстрировано, проварена только одна сторона соединения, обеспечивая экономию времени. Однако ФИГ. 61B иллюстрирует тот же вариант исполнения, за исключением того, что соединение было проварено стыковой сваркой трением с перемешиванием на обеих сторонах по участкам 32.
ПРИМЕР
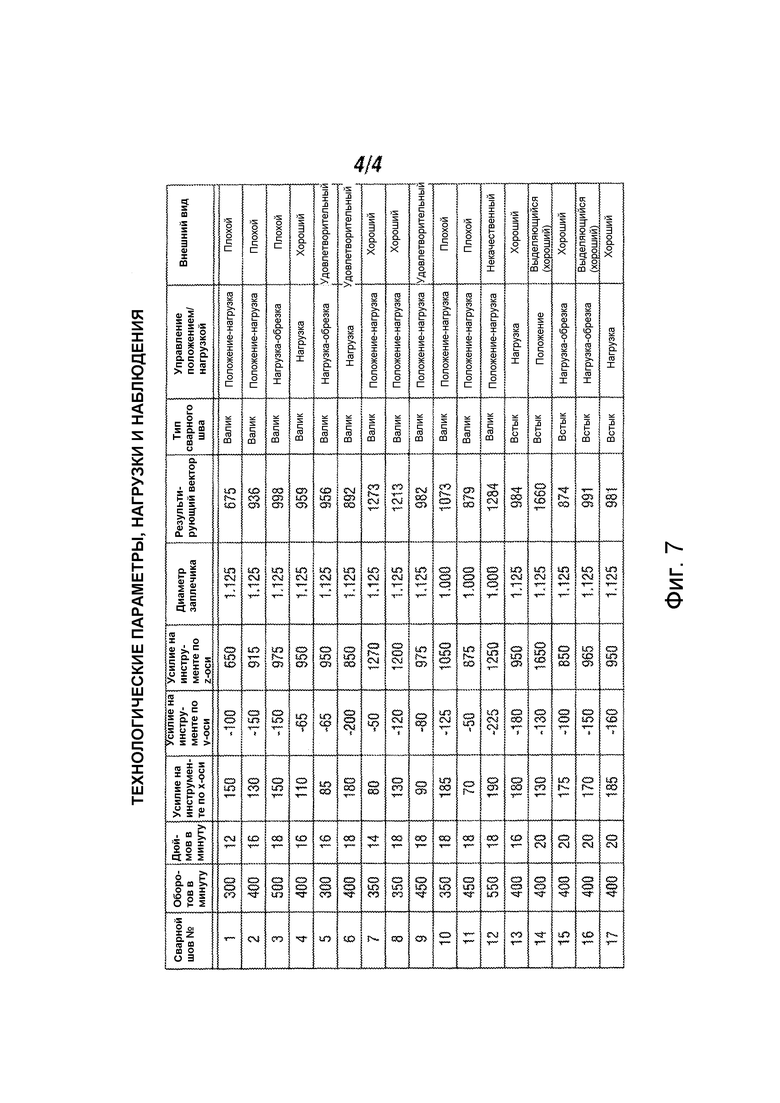
ФИГ. 7 представляет собой таблицу, которая приводит технологические параметры и нагрузки для выполненных сваркой трением с перемешиванием сварных швов, имеющих хороший внешний вид, согласно примерным вариантам осуществления настоящего изобретения. Испытание было проведено на свинцовых пластинах толщиной 11 мм (0,43 дюйма) для определения технологических нагрузок и предварительных технических требований к станочному инструменту для выполнения операций сварки трением с перемешиванием. Обсуждаемые технологические нагрузки включали нормальную нагрузку (нагрузку по оси z), плоскостные нагрузки (по осям x, y) и крутящий момент на шпинделе. Использованные свинцовые пластины включали количество 10 4-дюймовых шириной пластин и 4 6-дюймовых шириной пластин.
Для фиксирования свариваемых свинцовых пластин не применяли специальных креплений и использовали простые прижимные планки с шипом на конце на стальной пяте. Сопрягаемые при сварке поверхности и смежные участки обезжиривали путем протирания растворителем непосредственно перед сваркой. В целом выполнили 17 сварных швов. Из 17 сварных швов 12 были выполнены с использованием конфигурации «наплавленный валик на пластине», с остальными, выполненными в конфигурации «стыковое соединение», для проверки технологических нагрузок в каждой конфигурации. На основе величин производительности сварки целевая скорость была определена равной 20 дюймам в минуту (ipm). Эта скорость основывается на длине сварного шва 1,5 м (59 дюймов) при 10 сварных швах за час, и приблизительно 30 минут из этого времени использовали на наладку и подготовку к сварке. Этот временной цикл позволял бы завершать сварной шов каждые 6 минут, включая наладку.
Результаты проиллюстрированы в таблице ФИГ. 7. Нормальные нагрузки (z-усилия) для этих примерных сварных швов в обеих конфигурациях были ниже 1200 фунтов, а плоскостные нагрузки (x и y) были ниже 250 фунтов. Обратная связь по крутящему моменту шпинделя обычно была слишком малой для количественной оценки. ФИГ. 7 представляет таблицу технологических нагрузок, технологических параметров и общих наблюдений для каждого сварного шва. Как можно видеть, сварные швы с хорошим внешним видом могли быть получены, например, при скорости 20 ipm с нормальными усилиями ниже 1000 фунтов.
В дополнение, было проведено металлографические исследование для сравнения выполненных сваркой трением с перемешиванием соединительных сварных швов с традиционными сварными швами. Выполненные сваркой трением с перемешиванием сварные швы оказались сделанными на сквозную толщину (то есть, глубину сквозь сварной шов (на толщину соединения «лист/шина»)) и имеющими более мелкозернистую структуру, чем у традиционных образцов, которые не проявляли полного проникновения. По сути, зеренная структура, полученная с использованием настоящего изобретения, является очень тонкой, тем самым давая анод, имеющий превосходные механические свойства и коррозионную стойкость.
Соответственно этому, проделанная работа иллюстрирует то, как сварка трением с перемешиванием может быть использована для замены традиционной сварки свинца в производстве анодов для горнодобывающей промышленности. Ее применение приведет к улучшениям безопасности работников и окружающей среды, качества продукции и снижению затрат в расчете на анод.
Варианты осуществления настоящего изобретения предусматривают электрохимический анод, включающий в себя: токопроводящую шину; анодный лист, электрически связанный с токопроводящей шиной; и первое выполненное сваркой трением с перемешиванием сварное соединение, используемое для соединения электрохимического анода. В еще одном варианте исполнения первое выполненное сваркой трением с перемешиванием сварное соединение простирается вдоль электрохимического анода, причем первое выполненное сваркой трением с перемешиванием сварное соединение проникает вглубь токопроводящей шины и анодного листа на первой стороне электрохимического анода, причем электрохимический анод дополнительно включает в себя второе выполненное сваркой трением с перемешиванием сварное соединение, простирающееся вдоль электрохимического анода, причем второе выполненное сваркой трением с перемешиванием сварное соединение проникает вглубь токопроводящей шины и анодного листа на второй стороне электрохимического анода.
В еще одном примерном варианте исполнения электрохимический анод дополнительно включает в себя свинцовую оболочку, простирающуюся вокруг токопроводящей шины и контактирующую с участком анодного листа, причем первое выполненное сваркой трением с перемешиванием сварное соединение простирается вдоль электрохимического анода и проникает вглубь свинцовой оболочки и анодного листа на первой стороне электрохимического анода; и второе выполненное сваркой трением с перемешиванием сварное соединение, простирающееся вдоль электрохимического анода, причем второе выполненное сваркой трением с перемешиванием сварное соединение проникает вглубь свинцовой оболочки и анодного листа на второй стороне электрохимического анода. В еще одном варианте исполнения анодный лист обернут вокруг токопроводящей шины так, что верхний конец анодного листа контактирует с участком анодного листа, расположенным ниже токопроводящей шины, причем первое выполненное сваркой трением с перемешиванием сварное соединение проникает вглубь верхнего конца и участка анодного листа.
В еще одном примерном варианте исполнения первое выполненное сваркой трением с перемешиванием сварное соединение представляет собой угловое сварное соединение, которое проникает вглубь анодного листа и токопроводящей шины на первой стороне электрохимического анода, причем электрохимический анод дополнительно включает в себя второе выполненное сваркой трением с перемешиванием сварное соединение, которое проникает вглубь анодного листа и токопроводящей шины на второй стороне электрохимического анода, причем второе выполненное сваркой трением с перемешиванием сварное соединение также представляет собой угловое сварное соединение. В еще одном варианте исполнения электрохимический анод дополнительно включает в себя свинцовую оболочку вокруг токопроводящей шины, причем электрохимический анод герметизирован на каждом торце с использованием выполненного сваркой трением с перемешиванием сварного соединения, расположенного вдоль области, где сопрягаются токопроводящая шина и свинцовая оболочка. В еще одном дополнительном варианте исполнения первое выполненное сваркой трением с перемешиванием сварное соединение представляет собой стыковое сварное соединение, которое соединяет токопроводящую шину и анодный лист. В еще одном дополнительном варианте исполнения первое выполненное сваркой трением с перемешиванием сварное соединение представляет собой стыковое сварное соединение, которое проникает вглубь анодного листа и токопроводящей шины на первой стороне электрохимического анода, причем электрохимический анод дополнительно включает в себя второе выполненное сваркой трением с перемешиванием сварное соединение, которое проникает вглубь анодного листа и токопроводящей шины на второй стороне электрохимического анода, причем второе выполненное сваркой трением с перемешиванием сварное соединение также представляет собой стыковое сварное соединение.
Примерная методология настоящего изобретения предусматривает способ изготовления электрохимического анода, включающий в себя стадии, на которых: (а) обеспечивают наличие анодного листа; (b) электрически связывают анодный лист с токопроводящей шиной; и (с) формируют электрохимический анод с использованием первого выполняемого сваркой трением с перемешиванием сварного соединения. В еще одной методологии стадия (с) дополнительно включает в себя стадии, на которых формируют первое выполняемое сваркой трением с перемешиванием сварное соединение вдоль электрохимического анода, причем первое выполняемое сваркой трением с перемешиванием сварное соединение проникает вглубь токопроводящей шины и анодного листа на первой стороне электрохимического анода; и формируют второе выполняемое сваркой трением с перемешиванием сварное соединение вдоль электрохимического анода, причем второе выполняемое сваркой трением с перемешиванием сварное соединение проникает вглубь токопроводящей шины и анодного листа на второй стороне электрохимического анода.
В еще одной примерной методологии способ дополнительно включает в себя стадии, на которых обеспечивают наличие свинцовой оболочки, простирающейся вокруг токопроводящей шины и контактирующей с участком анодного листа; формируют первое выполняемое сваркой трением с перемешиванием сварное соединение вдоль электрохимического анода, причем первое выполняемое сваркой трением с перемешиванием сварное соединение проникает вглубь свинцовой оболочки и анодного листа на первой стороне электрохимического анода; и формируют второе выполняемое сваркой трением с перемешиванием сварное соединение вдоль электрохимического анода, причем второе выполняемое сваркой трением с перемешиванием сварное соединение проникает вглубь свинцовой оболочки и анодного листа на второй стороне электрохимического анода. В еще одном способе стадия (b) включает в себя стадию, на которой оборачивают анодный лист вокруг токопроводящей шины так, что верхний конец анодного листа контактирует с участком анодного листа, расположенным ниже токопроводящей шины, причем первое выполняемое сваркой трением с перемешиванием сварное соединение проникает вглубь верхнего конца и участка анодного листа.
В еще одной примерной методологии стадия (с) дополнительно включает в себя стадии, на которых формируют первое выполняемое сваркой трением с перемешиванием сварное соединение как угловое сварное соединение, которое проникает вглубь анодного листа и токопроводящей шины на первой стороне электрохимического анода; и формируют второе выполняемое сваркой трением с перемешиванием сварное соединение как угловое сварное соединение, которое проникает вглубь анодного листа и токопроводящей шины на второй стороне электрохимического анода. В еще одной методологии способ дополнительно включает в себя стадию, на которой токопроводящую шину заключают в свинцовую оболочку; и герметизируют анодный лист на каждом конце с использованием выполняемого сваркой трением с перемешиванием сварного соединения, размещенного вдоль области, где сопрягаются токопроводящая шина и свинцовая оболочка. В еще одной методологии первое выполняемое сваркой трением с перемешиванием сварное соединение представляет собой стыковое сварное соединение, которое соединяет токопроводящую шину и анодный лист. В еще одной примерной методологии способ дополнительно включает в себя стадии, на которых формируют первое выполняемое сваркой трением с перемешиванием сварное соединение как стыковое сварное соединение, которое проникает вглубь анодного листа и токопроводящей шины на первой стороне электрохимического анода; и формируют второе выполняемое сваркой трением с перемешиванием сварное соединение как стыковое сварное соединение, которое проникает вглубь анодного листа и токопроводящей шины на второй стороне электрохимического анода.
Хотя изобретение является восприимчивым к разнообразным модификациям и альтернативным формам, здесь были показаны в качестве примера на чертежах и подробно описаны конкретные варианты осуществления. Однако должно быть понятно, что изобретение не предполагается быть ограниченным конкретными раскрытыми формами. Например, специалисты с обычной квалификацией в этой области техники, имеющие благоприятную возможность располагать этим изобретением, понимают, что аноды, имеющие другие конфигурации, могут быть сформированы в соответствии с настоящим изобретением сваркой трением с перемешиванием, используемой для соединения свинцовых анодов с сопряженными поверхностями, вместо методик сварки свинца. По сути, изобретение охватывает все модификации, эквиваленты и альтернативы, попадающие в пределы смысла и объема изобретения, определяемые прилагаемой формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления свинцового анода | 1980 |
|
SU935542A1 |
| БИПОЛЯРНАЯ ПЛАСТИНА ДЛЯ ЭЛЕКТРОЛИЗЕРА, СОДЕРЖАЩАЯ ЕДИНСТВЕННУЮ СТЕНКУ | 2005 |
|
RU2360040C1 |
| Анод для ванн хромирования деталей | 1980 |
|
SU846607A1 |
| НЕРАСТВОРИМЫЙ АНОД ДЛЯ ЭЛЕКТРОЭКСТРАКЦИИ МЕТАЛЛОВ ИЗ ВОДНЫХ РАСТВОРОВ | 2003 |
|
RU2266982C2 |
| Гибкая микробатарея | 2018 |
|
RU2683593C1 |
| ГИБКАЯ МИКРОБАТАРЕЯ | 2015 |
|
RU2677630C1 |
| АНОД ДЛЯ ЭЛЕКТРОЛИЗНОЙ ЯЧЕЙКИ С ДИАФРАГМОЙ И СПОСОБ УЛУЧШЕНИЯ РАБОТЫ СУЩЕСТВУЮЩЕГО АНОДА | 1998 |
|
RU2188255C2 |
| Анод для электрохимического получения двуокиси марганца | 1976 |
|
SU655746A1 |
| ГАЛЬВАНИЧЕСКИЙ АНОД И СПОСОБ ЗАЩИТЫ ОТ КОРРОЗИИ | 2013 |
|
RU2648907C2 |
| ГИБКАЯ МИКРОБАТАРЕЯ | 2018 |
|
RU2682724C1 |
Изобретение может быть использовано при изготовлении электрохимического анода, сформированного с использованием сварки трением с перемешиванием (FSW). Электрохимический анод включает токопроводящую шину и свинецсодержащий анодный лист, электрически связанный с токопроводящей шиной. Анодный лист соединен с токопроводящей шиной посредством сварного соединения, обеспечивающего электрическую связь, которое выполнено сваркой трением с перемешиванием по меньшей мере на одной из сторон электрохимического анода. Упомянутое соединение расположено с углублением в токопроводящую шину и анодный лист вдоль области их сопряжения. Соединение может быть сформировано между токопроводящей шиной и анодным листом или между свинцовой оболочкой и анодным листом. FSW-соединение также может быть угловым и стыковым. FSW-соединение может быть использовано для герметизации торцов электрохимических анодов для предотвращения коррозии. Сварка трением обеспечивает отсутствие паров свинца при изготовлении анода, приводит к уменьшению зоны термического влияния и изменения структуры материала анода. 2 н. и 20 з.п. ф-лы, 8 ил.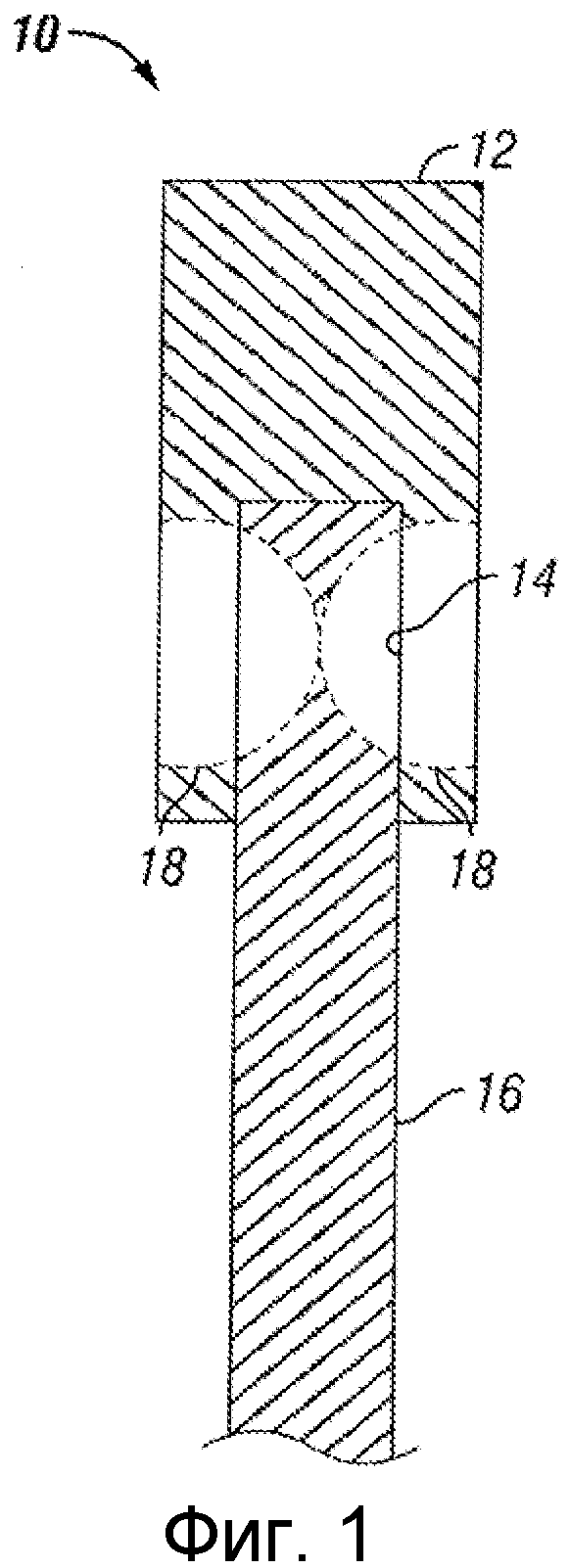
1. Электрохимический анод, включающий токопроводящую шину и свинецсодержащий анодный лист, электрически связанный с токопроводящей шиной, причем анодный лист соединен с токопроводящей шиной посредством первого сварного соединения, обеспечивающего электрическую связь, выполненного сваркой трением с перемешиванием на первой стороне электрохимического анода, при этом упомянутое соединение расположено с углублением в токопроводящую шину и анодный лист вдоль области их сопряжения.
2. Электрохимический анод по п. 1, в котором анодный лист дополнительно соединен с токопроводящей шиной посредством второго сварного соединения, обеспечивающего электрическую связь, выполненного сваркой трением с перемешиванием на второй стороне электрохимического анода, при этом упомянутое сварное соединение расположено с углублением в токопроводящую шину и анодный лист вдоль области их сопряжения.
3. Электрохимический анод по п. 1, который дополнительно включает свинцовую оболочку, размещенную вокруг токопроводящей шины и контактирующую с участком анодного листа, причем первое сварное соединение расположено с углублением в свинцовую оболочку и анодный лист на первой стороне электрохимического анода, а второе сварное соединение расположено с углублением в свинцовую оболочку и анодный лист на второй стороне электрохимического анода.
4. Электрохимический анод по п. 1, в котором анодный лист дополнительно соединен с токопроводящей шиной посредством второго сварного соединения, выполненного сваркой трением с перемешиванием на второй стороне электрохимического анода, при этом упомянутое сварное соединение расположено с углублением в токопроводящую шину и анодный лист вдоль области их сопряжения, причем первое сварное соединение и второе сварное соединение представляют собой угловое сварное соединение.
5. Электрохимический анод по п. 1, который дополнительно включает свинцовую оболочку, размещенную вокруг токопроводящей шины, при этом электрохимический анод герметизирован на каждом торце с использованием выполненного сваркой трением с перемешиванием сварного соединения, расположенного вдоль области сопряжения токопроводящей шины и свинцовой оболочки.
6. Электрохимический анод по п. 1, в котором первое сварное соединение представляет собой стыковое соединение.
7. Электрохимический анод по п. 1, в котором анодный лист дополнительно соединен с токопроводящей шиной посредством второго сварного соединения, выполненного сваркой трением с перемешиванием на второй стороне электрохимического анода, при этом упомянутое сварное соединение расположено с углублением в токопроводящую шину и анодный лист вдоль области их сопряжения, причем первое сварное соединение и второе сварное соединение представляет собой стыковое сварное соединение.
8. Электрохимический анод по п. 1, в котором анодный лист приварен сваркой трением с перемешиванием непосредственно к токопроводящей шине, причем токопроводящая шина содержит медь.
9. Электрохимический анод по п. 1, в котором анодный лист приварен сваркой трением с перемешиванием к оболочке, заключающей в себе токопроводящую шину, причем токопроводящая шина содержит медь, а оболочка содержит свинец.
10. Электрохимический анод по п. 1, который дополнительно содержит присадочный материал, введенный в выполненное сваркой трением с перемешиванием угловое сварное соединение между анодным листом и токопроводящей шиной, причем токопроводящая шина содержит медь, а присадочный материал содержит свинец или свинцово-сурьмяный сплав.
11. Электрохимический анод по п. 1, в котором анодный лист соединен с токопроводящей шиной с использованием одного или более выполненных сваркой трением с перемешиванием стыковых сварных швов, причем токопроводящая шина содержит медь.
12. Способ изготовления электрохимического анода по п. 1, включающий стадии, на которых:
(a) обеспечивают наличие свинецсодержащего анодного листа и токопроводящей шины,
(b) формируют первое сварное соединение анодного листа с токопроводящей шиной путем сварки трением с перемешиванием на первой стороне электрохимического анода, с обеспечением тем самым их электрической связи, при этом упомянутое соединение формируют с углублением в токопроводящую шину и анодный лист вдоль области их сопряжения.
13. Способ по п. 12, в котором на стадии (b) дополнительно формируют второе сварное соединение анодного листа с токопроводящей шиной сваркой трением с перемешиванием на второй стороне электрохимического анода с обеспечением их электрической связи, при этом упомянутое соединение формируют с углублением в токопроводящую шину и анодный лист вдоль области их сопряжения.
14. Способ по п. 12, в котором дополнительно
заключают токопроводящую шину в свинцовую оболочку, контактирующую с участком анодного листа, а затем
формируют первое сварное соединение, выполняемое сваркой трением с перемешиванием, соединяющее анодный лист с токопроводящей шиной на первой стороне электрохимического анода, с углублением в токопроводящую шину и анодный лист вдоль области их сопряжения,
формируют второе сварное соединение, выполняемое сваркой трением с перемешиванием, соединяющее анодный лист с токопроводящей шиной на второй стороне электрохимического анода, с углублением в токопроводящую шину и анодный лист вдоль области их сопряжения.
15. Способ по п. 12, в котором на стадии (b)
формируют первое выполняемое сваркой трением с перемешиванием сварное соединение как угловое сварное соединение с углублением в токопроводящую шину и анодный лист на первой стороне электрохимического анода и
дополнительно формируют второе выполняемое сваркой трением с перемешиванием сварное соединение как угловое сварное соединение с углублением в токопроводящую шину и анодный лист на второй стороне электрохимического анода.
16. Способ по п. 12, который дополнительно включает стадию, на которой заключают токопроводящую шину в свинцовую оболочку и герметизируют анодный лист на каждом торце с использованием выполняемого сваркой трением с перемешиванием сварного соединения, размещенного вдоль области сопряжения токопроводящей шины и свинцовой оболочки.
17. Способ по п. 12, в котором первое выполняемое сваркой трением с перемешиванием сварное соединение анодного листа с токопроводящей шиной представляет собой стыковое сварное соединение.
18. Способ по п. 12, в котором на стадии (b)
формируют первое выполняемое сваркой трением с перемешиванием сварное соединение как стыковое сварное соединение с углублением в токопроводящую шину и анодный лист на первой стороне электрохимического анода и
дополнительно формируют второе выполняемое сваркой трением с перемешиванием сварное соединение как стыковое сварное соединение с углублением в токопроводящую шину и анодный лист на второй стороне электрохимического анода.
19. Способ по п. 12, в котором анодный лист приваривают сваркой трением с перемешиванием непосредственно к токопроводящей шине, причем токопроводящая шина содержит медь.
20. Способ по п. 12, в котором анодный лист приваривают сваркой трением с перемешиванием к оболочке, заключающей токопроводящую шину, причем токопроводящая шина содержит медь, а оболочка содержит свинец.
21. Способ по п. 12, в котором в выполняемое сваркой трением с перемешиванием угловое сварное соединение между анодным листом и токопроводящей шиной вводят присадочный материал, причем токопроводящая шина содержит медь, а присадочный материал содержит свинец или свинцово-сурьмяный сплав.
22. Способ по п. 12, в котором анодный лист прикрепляют к токопроводящей шине с использованием одного или более выполняемых сваркой трением с перемешиванием стыковых сварных швов, причем токопроводящая шина содержит медь.
| US 5172850 А, 22.12.1992 | |||
| ЕА 200970236 А1, 30.06.2009 | |||
| Способ изготовления свинцового анода | 1980 |
|
SU935542A1 |
| СПОСОБ СВАРКИ ТРЕНИЕМ | 1987 |
|
RU1612456C |

