Изобретение относится к текстильной промышленности и может быть использовано для автоматизации технологических процессов обработки в свободном состоянии текстильных материалов в технологических машинах непрерывного действия.
Известна промывная машина для промывки ткани в жгуте с петлевой заправкой (Авторское свидетельство СССР №146275, МПК В05С 3/152, 1962 г.), содержащее ванну сапожкового типа и смонтированные над ванной отжимные валы, причем ванна разделена на четыре секции, позволяющие осуществить противоток, а для поддержания заданного количества ткани в секциях последние снабжены радиоактивным регулятором уровня.
Недостаток указанного устройства связан с отсутствием контроля и компенсации внешних и параметрических возмущающих воздействий, что может привести к значительному отклонению количества текстильного материала в технологической машине за допустимые границы и вызвать аварийный останов технологического процесса.
Наиболее близкой к заявляемому устройству является «Система управления количеством ткани в технологической машине» (Авторское свидетельство СССР №895867, В65Н 23/02, G01G 17/02, 1982 г.), принятая за прототип, включающая входной и выходной рабочие органы для транспортирования в свободном состоянии текстильного материала в U-образной технологической машине непрерывного действия, входной и выходной импульсные датчики количества текстильного материала, входной и выходной рабочие органы для транспортирования в свободном состоянии текстильного материала в U-образной технологической машине непрерывного действия, входной и выходной импульсные датчики количества текстильного материала в технологической машине, соединенные последовательно блок управления и привод входного рабочего органа и соединенные последовательно блок управления и привод выходного рабочего органа, а также трехпозиционный релейный логический блок коррекции и интегратор, причем выходы входного и выходного импульсных датчиков количества текстильного материала подключены к соответствующим входам трехпозиционного релейного логического блока коррекции.
Недостатками данного устройства являются низкая надежность, обусловленная отсутствием согласованной работы по сигналу задания блоков управления приводами входного и выходного рабочих органов, малое быстродействие, а также сложность реализации.
Технический результат предлагаемого устройства заключается в повышении надежности, быстродействия и в упрощении конструкции устройства.
Технический результат достигается тем, что в устройство для управления количеством транспортируемого в свободном состоянии параллельными потоками текстильного материала в технологической машине непрерывного действия, содержащее входной и выходной рабочие органы для транспортирования в свободном состоянии текстильного материала в U-образной технологической машине непрерывного действия, входной и выходной импульсные датчики количества текстильного материала в технологической машине, соединенные последовательно блок управления и привод входного рабочего органа и соединенные последовательно блок управления и привод выходного рабочего органа, а также трехпозиционный релейный логический блок коррекции и интегратор, причем выходы входного и выходного импульсных датчиков количества текстильного материала подключены к соответствующим входам трехпозиционного релейного логического блока коррекции, введены задающий блок, сумматор и триггер, при этом первый вход блока управления приводом входного рабочего органа и вход блока управления приводом выходного рабочего органа объединены и подсоединены к выходу задающего блока, первый выход трехпозиционного релейного логического блока коррекции соединен с первым входом сумматора, а второй выход трехпозиционного релейного логического блока коррекции связан со вторым входом сумматора, причем выходы входного и выходного импульсных датчиков количества текстильного материала подключены к соответствующим входам триггера, подключенного первым выходом к первому входу интегратора, подсоединенного вторым входом к второму выходу триггера, второй вход интегратора и второй вход сумматора выполнены инвертирующими, выход интегратора подключен к третьему входу сумматора, а выход сумматора соединен со вторым входом блока управления приводом выходного рабочего органа.
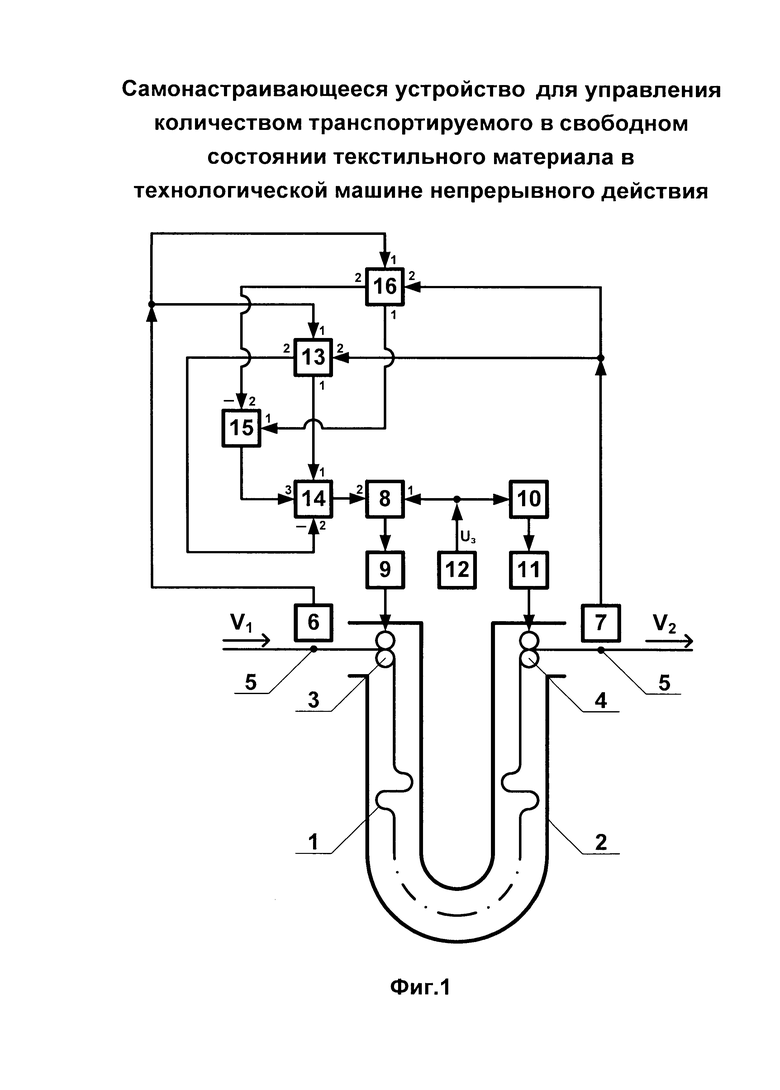
На фиг. 1 приведена блок-схема устройства для управления количеством транспортируемого в свободном состоянии параллельными потоками текстильного материала в технологической машине непрерывного действия.
В данном устройстве текстильный материал 1 обрабатывается и транспортируется в свободном состоянии в U-образной технологической машине 2.
Транспортирование текстильного материала в технологической машине 2 производится входным рабочим органом 3 и выходным рабочим органом 4.
На текстильный материал 1 нанесены метки 5, контролируемые входным 6 и выходным 7 импульсными датчиками количества текстильного материала в технологической машине 2.
К входному рабочему органу 3 подключены соединенные последовательно блок управления 8 и привод 9, а к выходному рабочему органу 4 подсоединены соединенные последовательно блок управления 10 и привод 11.
Первый вход блока управления 8 и вход блока управления 10 объединены и связаны с выходом задающего блока 12.
Выходы входного импульсного датчика 6 количества текстильного материала 1 и выходного импульсного датчика 7 количества текстильного материала 1 подключены к соответствующим входам трехпозиционного релейного логического блока коррекции 13, подсоединенного первым выходом к первому входу сумматора 14, а второй выход релейного логического блока коррекции 13 связан со вторым входом сумматора 14.
Выходы входного импульсного датчика 6 количества текстильного материала 1 и выходного импульсного датчика 7 количества текстильного материала 1 подключены также к соответствующим входам триггера 15, подсоединенного первым выходом к первому входу интегратора 16, а второй выход триггера 15 связан со вторым входом интегратора 16.
Второй вход интегратора 16 и второй вход сумматора 14 выполнены инвертирующими.
Выход интегратора 16 подключен к третьему входу сумматора 14, связанного выходом со вторым входом блока управления 8.
Устройство работает следующим образом.
В соответствии с сигналом задания Uз задающего блока 12 блоки управления 8 и 10 устанавливают линейные скорости текстильного материала 1 на входе V1 и выходе V2 технологической машины 2.
Справедливо соотношение

где ε - относительное изменение длины (усадка) обрабатываемого текстильного материала 1.
Поскольку ε - величина случайная, из выражения (1) получаем условие целесообразной настройки соотношения линейных скоростей:

где mε - математическое ожидание относительного изменения длины (усадки) обрабатываемого текстильного материала 1.
Т.к. ε≠mε, реальное соотношение линейных скоростей для по формуле (1) отличается от условия настройки соотношения линейных скоростей по формуле (2), а это с учетом различия в проскальзывании текстильного материала 1 во входном рабочем органе 3 и в выходном рабочем органе 4 ведет к значительному отклонению количества (длины) текстильного материала 1 в технологической машине 2 за допустимые границы, что может вызвать останов технологического процесса и/или ухудшить качество обрабатываемого текстильного материала 2.
Для стабилизации количества текстильного материала 1 в технологической машине 2 трехпозиционный релейный логический блок коррекции 13 воспринимает импульсы, формируемые входным импульсным датчиком 6 и выходным импульсным датчиком 7.
В качестве естественных меток 5 могут, например, использоваться швы, т.е. утолщения материала, образующиеся при сшивании отдельных кусков текстильного материала 1 в непрерывное полотно, либо швы, выполненные металлизированными нитями.
При чередовании импульсов от входного импульсного датчика 6 и выходного импульсного датчика 7 сигналы на выходах трехпозиционного релейного логического блока коррекции 13 равны нулю и линейная скорость V1 текстильного материала 1 на входе в технологическую машину 2 равна заданной согласно формуле (2).
В случае поступления двух (или более) импульсов подряд от входного импульсного датчика 6 в интервале времени между регистрацией смежных импульсов от выходного импульсного датчика 7 на первом выходе трехпозиционного релейного логического блока коррекции 13 формируется сигнал обратной связи, свидетельствующий о необходимости снижения линейной скорости V1 текстильного материала 1 на входе в технологическую машину 2, а при поступлении двух (или более) импульсов подряд от выходного импульсного датчика 7 в интервале времени между регистрацией смежных импульсов от входного импульсного датчика 6 на втором выходе релейного логического блока коррекции 13 формируется сигнал обратной связи, свидетельствующий о необходимости повышения линейной скорости V1 текстильного материала 1 на входе в технологическую машину 2.
Сигналы, сформированные трехпозиционным релейным логическим блоком коррекции 13, через сумматор 14 воздействуют на блок управления 8 и вызывают скачкообразное изменение линейной скорости V1 текстильного материала 1 на входе в технологическую машину 2.
Сигналы, сформированные триггером 15, интегрируются интегратором 16, что позволяет также плавно изменять линейную скорость V1 текстильного материала 1 на входе в технологическую машину 2 до тех пор, пока скважность импульсных сигналов на обоих выходах триггера 15 не станет равной 0,5.
Поскольку процесс коррекции начинается с первым импульсом входного импульсного датчика 6 или от выходного импульсного датчика 7, обеспечивается высокое быстродействие устройства при компенсации возмущений.
Вследствие однополярности сигналов на выходах трехпозиционного релейного логического блока коррекции 13 и триггера 15 необходимый знак сигнала обратной связи на втором входе блока управления 8 достигается наличием инвертирующих вторых входов у интегратора 16 и у сумматора 14.
В результате низкочастотные автоколебания, свойственные данному устройству за счет действия интегратора 16, становятся симметричными, чем обеспечивается компенсация внешних и параметрических возмущающих воздействий, таких как износ рабочих органов 3 и 4, изменение проскальзывания текстильного материала 1 в рабочих органах 3 и 4 при смене технологического раствора в технологической машине 2, ошибка в установке сигнала задания Uз и т.д.
Блок управления 8 производит необходимую коррекцию линейной скорости V1 текстильного материала 1 на входе в технологическую машину 2.
Сформированный трехпозиционным релейным логическим блоком коррекции 13 сигнал сохраняется до тех пор, пока со смежного датчика меток не поступят два импульса подряд в интервале времени между регистрацией смежных импульсов от датчика, чья пара импульсов вызвала коррекцию линейной скорости V1 текстильного материала 1 на входе в технологическую машину 2, что свидетельствует о восстановлении заданного (исходного) количества текстильного материала 1 в технологической машине 2.
Таким образом, реализация предложенного устройства позволяет при значительном упрощении конструкции надежно и с высоким быстродействием осуществлять управление количеством текстильного материала в технологической машине непрерывного действия с учетом внешних возмущений, а также изменения длины транспортируемого и обрабатываемого в свободном состоянии текстильного материала.
Изобретение относится к текстильной промышленности и может быть использовано для автоматизации технологических процессов обработки текстильных материалов в технологических машинах непрерывного действия. Устройство для управления количеством транспортируемого в свободном состоянии параллельными потоками текстильного материала содержит входной и выходной рабочие органы, входной и выходной импульсные датчики количества текстильного материала в технологической машине, соединенные последовательно блок управления и привод входного рабочего органа и соединенные последовательно блок управления и привод выходного рабочего органа, а также трехпозиционный релейный логический блок коррекции и интегратор. Выходы входного и выходного импульсных датчиков количества материала подключены к входам трехпозиционного релейного логического блока коррекции. Дополнительно устройство содержит задающий блок, сумматор и триггер. Первый вход блока управления приводом входного рабочего органа и вход блока управления приводом выходного рабочего органа объединены и подсоединены к выходу задающего блока. Первый выход трехпозиционного релейного логического блока коррекции соединен с первым входом сумматора. Второй выход трехпозиционного релейного логического блока коррекции связан со вторым входом сумматора. Выходы входного и выходного импульсных датчиков количества текстильного материала подключены к соответствующим входам триггера. Триггер подключен первым выходом к первому входу интегратора. Интегратор подсоединен вторым входом к второму выходу триггера. Второй вход интегратора и второй вход сумматора выполнены инвертирующими. Выход интегратора подключен к третьему входу сумматора. Выход сумматора соединен со вторым входом блока управления приводом выходного рабочего органа. Обеспечивается повышение надежности, быстродействия и упрощение конструкции устройства. 1 ил.
Самонастраивающееся устройство для управления количеством транспортируемого в свободном состоянии текстильного материала в технологической машине непрерывного действия, содержащее входной и выходной рабочие органы для транспортирования в свободном состоянии текстильного материала в U-образной технологической машине непрерывного действия, входной и выходной импульсные датчики количества текстильного материала в технологической машине, соединенные последовательно блок управления и привод входного рабочего органа и соединенные последовательно блок управления и привод выходного рабочего органа, а также трехпозиционный релейный логический блок коррекции и интегратор, причем выходы входного и выходного импульсных датчиков количества текстильного материала подключены к соответствующим входам трехпозиционного релейного логического блока коррекции, отличающееся тем, что дополнительно введены задающий блок, сумматор и триггер, при этом первый вход блока управления приводом входного рабочего органа и вход блока управления приводом выходного рабочего органа объединены и подсоединены к выходу задающего блока, первый выход трехпозиционного релейного логического блока коррекции соединен с первым входом сумматора, а второй выход трехпозиционного релейного логического блока коррекции связан со вторым входом сумматора, причем выходы входного и выходного импульсных датчиков количества текстильного материала подключены к соответствующим входам триггера, подключенного первым выходом к первому входу интегратора, подсоединенного вторым входом к второму выходу триггера, второй вход интегратора и второй вход сумматора выполнены инвертирующими, выход интегратора подключен к третьему входу сумматора, а выход сумматора соединен со вторым входом блока управления приводом выходного рабочего органа.
| Система управления количеством ткани в технологической машине | 1980 |
|
SU895867A1 |
| Промывная машина для промывки ткани в жгуте с петлевой заправкой | 1961 |
|
SU146275A1 |
| JP 2001146676 A, 29.05.2001. | |||

